CN215550960U - 一种3d打印机挤出结构 - Google Patents
一种3d打印机挤出结构 Download PDFInfo
- Publication number
- CN215550960U CN215550960U CN202121114552.7U CN202121114552U CN215550960U CN 215550960 U CN215550960 U CN 215550960U CN 202121114552 U CN202121114552 U CN 202121114552U CN 215550960 U CN215550960 U CN 215550960U
- Authority
- CN
- China
- Prior art keywords
- extrusion
- hobbing
- printer
- gear
- adjusting bracket
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001125 extrusion Methods 0.000 title claims abstract description 137
- 238000010438 heat treatment Methods 0.000 claims description 45
- 230000017525 heat dissipation Effects 0.000 claims description 37
- 230000009467 reduction Effects 0.000 claims description 22
- 238000007599 discharging Methods 0.000 claims description 10
- 238000009413 insulation Methods 0.000 claims description 4
- 230000005855 radiation Effects 0.000 claims 2
- 239000000463 material Substances 0.000 abstract description 14
- 230000033228 biological regulation Effects 0.000 abstract description 3
- 238000010146 3D printing Methods 0.000 abstract description 2
- 238000007639 printing Methods 0.000 description 8
- 238000009434 installation Methods 0.000 description 7
- 239000004033 plastic Substances 0.000 description 5
- 238000001816 cooling Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 235000000621 Bidens tripartita Nutrition 0.000 description 2
- 240000004082 Bidens tripartita Species 0.000 description 2
- 239000004809 Teflon Substances 0.000 description 2
- 229920006362 Teflon® Polymers 0.000 description 2
- 208000006637 fused teeth Diseases 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 125000003003 spiro group Chemical group 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images






Abstract
本实用新型公开了一种3D打印机挤出结构,属于3D打印技术领域。3D打印机挤出结构包括:壳体;电机,设于所述壳体上;主动挤出滚齿,设于所述壳体内且与所述电机连接;调节支架,转动连接在所述壳体内;从动挤出滚齿,设于所述调节支架的一端且与所述调节支架转动连接;弹性件,所述弹性件与所述调节支架的另一端连接,能使所述调节支架设置有所述从动挤出滚齿的一端向所述主动挤出滚齿靠近,以使所述从动挤出滚齿与所述主动挤出滚齿配合完成挤料;其中,所述调节支架设置有所述从动挤出滚齿的一端穿出至所述壳体的外部。该实用新型提供一种体积小、质量轻、送料平稳精确且便于操作的3D打印机挤出结构。
Description
技术领域
本实用新型涉及3D打印技术领域,尤其涉及一种3D打印机挤出结构。
背景技术
在3D打印机中,挤出结构是位于3D打印机的喷嘴处将物料加热及从喷嘴挤出的结构,挤出结构的稳定性对打印质量和打印稳定性起到关键作用。传统的挤出结构体积和重量较大,不仅占用空间大,成本高,而且由于其体积和重量较大,导致打印机负载大,不适合做近端和超近端打印。另外,现有的挤出结构有些是采用单齿送料,导致送料不够平稳,送料的稳定性和精确性较差。
实用新型内容
为解决上述技术问题,本实用新型提供一种体积小、质量轻、送料平稳精确且便于操作的3D打印机挤出结构。
为达此目的,本实用新型采用以下技术方案:
一种3D打印机挤出结构,包括:
壳体;
电机,设于所述壳体上;
主动挤出滚齿,设于所述壳体内且与所述电机连接;
调节支架,转动连接在所述壳体内;
从动挤出滚齿,设于所述调节支架的一端且与所述调节支架转动连接;
弹性件,所述弹性件与所述调节支架的另一端连接,能使所述调节支架设置有所述从动挤出滚齿的一端向所述主动挤出滚齿靠近,以使所述从动挤出滚齿与所述主动挤出滚齿配合完成挤料;
其中,所述调节支架设置有所述从动挤出滚齿的一端穿出至所述壳体的外部。
作为上述一种3D打印机挤出结构的可选方案,所述的3D打印机挤出结构还包括:
电机齿轮,与所述电机连接;
齿轮转轴,转动连接在所述壳体内;
减速齿轮,设于所述齿轮转轴上并与所述电机齿轮啮合,所述减速齿轮的外径大于所述电机齿轮的外径,所述主动挤出滚齿设于所述齿轮转轴上并与所述减速齿轮同轴转动。
作为上述一种3D打印机挤出结构的可选方案,所述的3D打印机挤出结构还包括:
散热件,设于所述主动挤出滚齿及所述从动挤出滚齿的下方;
第一出料管,设于所述散热件内,以供3D打印机的耗材出料;
喉管,套设于所述第一出料管外,且所述喉管的一端与所述散热件接触;
第一散热风扇及第一导风件,设于所述壳体上,所述第一导风件能将所述第一散热风扇吹出的风导至所述散热件处。
作为上述一种3D打印机挤出结构的可选方案,所述的3D打印机挤出结构还包括:
加热块,设于所述散热件下方,所述喉管的另一端与所述加热块接触;
喷嘴,设于所述加热块底端,所述耗材依次经过所述散热件、所述加热块后从所述喷嘴喷出;
加热管,设于所述加热块上,用于对所述加热块中的耗材进行加热。
作为上述一种3D打印机挤出结构的可选方案,所述减速齿轮的外周穿出至所述壳体的外部。
作为上述一种3D打印机挤出结构的可选方案,所述的3D打印机挤出结构还包括:
第二散热风扇及第二导风件,设于所述壳体上,所述第二导风件能将所述第二散热风扇的风导至所述3D打印机挤出结构下方的模型处。
作为上述一种3D打印机挤出结构的可选方案,所述的3D打印机挤出结构还包括:
安装螺钉,所述壳体内设置有用于安装所述安装螺钉的卡位,所述安装螺钉设于所述卡位中,所述弹性件套设于所述安装螺钉上。
作为上述一种3D打印机挤出结构的可选方案,所述调节支架的另一端具有沿其转动方向的第一侧和第二侧,所述第一侧与所述弹性件连接,所述壳体内设置有与所述第二侧对应的限位结构,以对所述调节支架进行限位。
作为上述一种3D打印机挤出结构的可选方案,所述加热块内设置有热敏电阻。
作为上述一种3D打印机挤出结构的可选方案,所述加热块的表面套设有隔热件。
本实用新型的3D打印机挤出结构采用双齿送料的方式,主动挤出滚齿与从动挤出滚齿配合实现耗材的挤出,可以实现平稳和精确送料。安装从动挤出滚齿的调节支架伸出至壳体外部,当需要穿入耗材时,从壳体外部拨动调节支架即可使从动挤出滚齿与主动挤出滚齿分离,以穿入耗材,操作方便。同时,本实用新型的3D打印机挤出结构体积小,重量轻,能实现挤出结构的小型化和轻量化,能适应近端和超近端打印。
附图说明
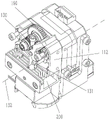
图1是本实用新型中3D打印机挤出结构的立体结构示意图;
图2是本实用新型中3D打印机挤出结构的内部结构示意图;
图3是本实用新型中3D打印机挤出结构的分解结构示意图;
图4是本实用新型中3D打印机挤出结构的主视结构示意图;
图5是图4中A-A截面的截面示意图;
图6是图2所示结构的主视结构示意图;
图7是本实用新型中3D打印机挤出结构的穿入耗材时的结构示意图。
图中:
101、耗材;110、壳体;111、前壳;112、后壳;120、电机;130、主动挤出滚齿;131、第一转动销钉;132、转动轴线;140、调节支架;141、安装螺钉;142、限位结构;150、从动挤出滚齿;151、第二转动销钉;152、第一塑料法兰轴承;153、第二塑料法兰轴承;160、弹性件;170、电机齿轮;180、齿轮转轴;181、轴承;190、减速齿轮;200、散热件;210、第一出料管;211、第二出料管;212、进料导管;220、喉管;230、第一散热风扇;240、第一导风件;241、第一导风口;250、加热块;251、隔热件;252、热敏电阻;260、喷嘴;270、加热管;280、第二散热风扇;290、第二导风件;291、第二导风口。
具体实施方式
下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部结构。
本实用新型提供了一种3D打印机挤出结构,请结合图1至图6,3D打印机挤出结构包括壳体110、电机120、主动挤出滚齿130、调节支架140、从动挤出滚齿150以及弹性件160。壳体110可包括前壳111和后壳112,当然也可根据需要调整壳体110的构成部件数量,例如包括互相拼接的多段壳体,在此不作限制。
电机120设置在壳体110上,于一具体实施例中,电机120设置在壳体110的后侧,且电机120设置在壳体110的外部,壳体110通过电机120机壳上的定位孔来定位安装。电机120的转子穿入壳体110内部,主动挤出滚齿130设置在壳体110内且与电机120的转子连接,以使电机120驱动主动挤出滚齿130转动。主动挤出滚齿130与电机120可直接连接,也可以通过其它中间传动结构间接连接,本实用新型中,主动挤出滚齿130与电机120间接连接。
调节支架140转动连接在壳体110内。如图2及图3所示,调节支架140通过第一转动销钉131与壳体110转动连接,以使调节支架140能绕转动轴线132转动。较佳的,第一转动销钉131的一端支撑在前壳111上,另一端支撑在后壳112上。如图6所示,从动挤出滚齿150设置在调节支架140的一端且与调节支架140转动连接,从动挤出滚齿150能在调节支架140上转动以实现送料。弹性件160与调节支架140的另一端连接,弹性件160能使调节支架140设置有从动挤出滚齿150的一端向主动挤出滚齿130靠近以压紧耗材101,使从动挤出滚齿150与主动挤出滚齿130配合完成挤料,耗材101被夹紧在主动挤出滚齿130和从动挤出滚齿150之间,并随着滚齿的转动被向外挤出。通过主动挤出滚齿130和从动挤出滚齿150配合的双齿送料的方式,使得本实用新型的3D打印机挤出结构送料较平稳精确。
结合图4及图6,调节支架140上设置有从动挤出滚齿150的一端穿出至壳体110的外部,以形成一个位于壳体110外部的拨杆,通过拨动该拨杆来拨动调节支架140使调节支架140绕转动轴线132沿顺时针方向转动,参考图7,从而使从动挤出滚齿150与主动挤出滚齿130分离,这样就可以将耗材101穿入从动挤出滚齿150与主动挤出滚齿130之间了。拨动调节支架140的过程中,弹性件160被压缩,耗材101穿入完成后,释放调节支架140,调节支架140又可以在弹性件160的弹力作用下复位,使从动挤出滚齿150与主动挤出滚齿130重新配合在一起,夹紧耗材101,开始送料。也就是说,本实用新型的3D打印机挤出结构只需拨动调节支架140位于壳体110外的部分即可实现穿料操作,方便快捷。同时,本实用新型的3D打印机挤出结构体积小,重量轻,能实现挤出结构的小型化和轻量化,能适应近端和超近端打印。
进一步的,如图3及图6所示,从动挤出滚齿150通过第二转动销钉151转动连接在调节支架140上。具体的,第二转动销钉151的两端分别支撑在调节支架140的前后两侧,从动挤出滚齿150的前后两端分别压入第一塑料法兰轴承152和第二塑料法兰轴承153,再穿入第二转动销钉151中。
如图6所示,本实用新型的3D打印机挤出结构还包括安装螺钉141,壳体110内设置有用于安装安装螺钉141的卡位,安装螺钉141设于卡位中,弹性件160可采用弹簧,弹簧套设于安装螺钉141上,以实现弹簧的导向。如图6所示,弹簧的一端套设于安装螺钉141上,另一端抵接在调节支架140上,弹簧将调节支架140向主动挤出滚齿130顶紧。当需要穿料时,只需沿图6中箭头所示的方向按压调节支架140即可使从动挤出滚齿150与主动挤出滚齿130分离,以便将耗材101穿入两者之间,按压过程中弹簧被压缩,当释放调节支架140后调节支架140即可在弹簧的作用下复位。
请继续参考图6,调节支架140与弹性件160连接的一端具有沿其转动方向的第一侧和第二侧,第一侧与弹性件160连接,壳体110内设置有与第二侧对应的限位结构142,以对调节支架140进行限位。本实施例中,如图6所述,限位结构142为一个止挡壁面,能止挡住调节支架140,以限定挤压极限位置,避免调节支架140在弹簧的作用下向主动挤出滚齿130挤压的挤压力过大,造成断料。同时,弹簧使得调节支架140具有一定的挤压力,避免了挤压力过小而导致刨料。
如图3所示,3D打印机挤出结构还包括电机齿轮170、齿轮转轴180以及减速齿轮190,电机齿轮170与电机120的转子连接,齿轮转轴180转动连接在壳体110内,具体的,如图3所示,齿轮转轴180通过轴承181转动连接在壳体110内。减速齿轮190设置在齿轮转轴180上并与电机齿轮170啮合。减速齿轮190的外径大于电机齿轮170的外径,这样使得直径较小的电机齿轮170与直径较大的减速齿轮190啮合后形成一级减速,主动挤出滚齿130设置在齿轮转轴180上与减速齿轮190同轴转动,减速齿轮190实现减速后将转矩通过齿轮转轴180传递给同轴设置的主动挤出滚齿130。主动挤出滚齿130与从动挤出滚齿150配合将耗材101挤出。仅采用一级减速,使得整个3D打印机挤出结构结构较精简,体积较小,质量较轻,实现小型化和轻量化。同时,减速级别较少,只有一级,可实现小电机大扭矩的力矩输出。
如图1所示,减速齿轮190的外周穿出至壳体110的外部,以便于从壳体110的外部即可转动减速齿轮190,在穿料时,通过转动减速齿轮190辅助耗材101进入3D打印机挤出结构中。
请结合图2、图3以及图5,本实用新型的3D打印机挤出结构还包括散热件200、第一出料管210、喉管220、第一散热风扇230及第一导风件240。散热件200设置在主动挤出滚齿130及从动挤出滚齿150的下方,且位于壳体110内,将散热件200集成到壳体110中,也就是将散热件200集成到整个3D打印机挤出结构中,而现有技术中,是将散热件与3D打印机挤出结构分离,本实用新型将散热件200集成到整个3D打印机挤出结构中的集成结构设计,极大的缩小了整机的体积。第一出料管210设置在散热件200内,第一出料管210用于供3D打印机的耗材101出料,出料管采用特氟龙管,耗材101从特氟龙管中出料。具体的,如图3及图5所示,第一出料管210上方还设置有一段第二出料管211,挤出滚齿的上方设置有进料导管212,耗材101从进料导管212进入3D打印机挤出结构后,经过挤出滚齿中被挤出,然后依次经过第二出料管211和第一出料管210。喉管220套设于在第一出料管210外,且喉管220的一端与散热件200接触,喉管220的另一端与加热块250接触,以将加热块250产生的热量传递到散热件200上,实现散热。第一散热风扇230及第一导风件240固定于壳体110外部,具体的,第一散热风扇230及第一导风件240可安装在3D打印机挤出结构的左侧或右侧,第一导风件240能将第一散热风扇230吹出的风导至散热件200处。如图3所示,本实施例中,第一散热风扇230和第一导风件240安装在左侧,第一导风件240上具有第一导风口241,第一导风口241位于散热件200的左端,以使第一散热风扇230将散热气流从第一导风口241吹向散热件200。如图3所述,散热件200大致为槽形,槽形中设置有若干散热片,第一导风口241位于槽型的左端,并将散热气流由左至右吹过散热件200。散热件200优选散热性能较好的金属材质,例如铝。
如图3及图5所示,3D打印机挤出结构还包括加热块250、喷嘴260以及加热管270。加热块250设置在散热件200下方,喷嘴260设置在加热块250底端,具体可将喷嘴260螺接在加热块250底端,这样只需拧紧喷嘴260即可完成安装,简单快捷。耗材101依次经过散热件200、加热块250后从喷嘴260喷出。加热管270设置在加热块250上,用于对加热块250中的耗材101进行加热。可以理解的是,加热管270连接外部电源,以实现加热。加热管270通电后发热,将热量传递给加热块250,进而使加热块250中的耗材101升温。
为了提升安全性能,如图3及图5所述,可以在加热块250外表面套设隔热件251,避免人员误触碰到加热块250导致烫伤。隔热件251采用隔热材质,例如可以采用硅胶套,也可以采用塑胶套及橡胶套等。
另外,加热块250内还设置有热敏电阻252,以检测加热温度,进而实现加热温度的精确控制。
如图3、图5及图6所示,3D打印机挤出结构还包括第二散热风扇280及第二导风件290,第二散热风扇280及第二导风件290设于壳体110上,本实施例中,第二散热风扇280及第二导风件290设于壳体110的后侧并位于电机120的下方,这样可以充分利用电机120下方的空间,缩小整机的体积。第二导风件290能将第二散热风扇280的风导至3D打印机挤出结构下方的模型处。具体的,如图3、图5及图6所示,第二导风件290的左右两侧均设置有朝向下方的第二导风口291,以将冷却气流吹至下方的打印模型处,对打印模型进行冷却。本实用新型中,采用特殊的散热流道设计,在缩小体积的同时保证了整体的散热效果,改善了打印效果。
在本实用新型的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的含义。
在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“上方”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“下方”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
在本实施例的描述中,术语“上”、“下”、“左”、“右”“前”、“后”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
显然,本实用新型的上述实施例仅仅是为了清楚说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
Claims (10)
1.一种3D打印机挤出结构,其特征在于,包括:
壳体(110);
电机(120),设于所述壳体(110)上;
主动挤出滚齿(130),设于所述壳体(110)内且与所述电机(120)连接;
调节支架(140),转动连接在所述壳体(110)内;
从动挤出滚齿(150),设于所述调节支架(140)的一端且与所述调节支架(140)转动连接;
弹性件(160),所述弹性件(160)与所述调节支架(140)的另一端连接,能使所述调节支架(140)设置有所述从动挤出滚齿(150)的一端向所述主动挤出滚齿(130)靠近,以使所述从动挤出滚齿(150)与所述主动挤出滚齿(130)配合完成挤料;
其中,所述调节支架(140)设置有所述从动挤出滚齿(150)的一端穿出至所述壳体(110)的外部。
2.根据权利要求1所述的3D打印机挤出结构,其特征在于,还包括:
电机齿轮(170),与所述电机(120)连接;
齿轮转轴(180),转动连接在所述壳体(110)内;
减速齿轮(190),设于所述齿轮转轴(180)上并与所述电机齿轮(170)啮合,所述减速齿轮(190)的外径大于所述电机齿轮(170)的外径,所述主动挤出滚齿(130)设于所述齿轮转轴(180)上并与所述减速齿轮(190)同轴转动。
3.根据权利要求1所述的3D打印机挤出结构,其特征在于,还包括:
散热件(200),设于所述主动挤出滚齿(130)及所述从动挤出滚齿(150)的下方;
第一出料管(210),设于所述散热件(200)内,以供3D打印机的耗材(101)出料;
喉管(220),套设于所述第一出料管(210)外,且所述喉管(220)的一端与所述散热件(200)接触;
第一散热风扇(230)及第一导风件(240),设于所述壳体(110)上,所述第一导风件(240)能将所述第一散热风扇(230)吹出的风导至所述散热件(200)处。
4.根据权利要求3所述的3D打印机挤出结构,其特征在于,还包括:
加热块(250),设于所述散热件(200)下方,所述喉管(220)的另一端与所述加热块(250)接触;
喷嘴(260),设于所述加热块(250)底端,所述耗材(101)依次经过所述散热件(200)、所述加热块(250)后从所述喷嘴(260)喷出;
加热管(270),设于所述加热块(250)上,用于对所述加热块(250)中的耗材(101)进行加热。
5.根据权利要求2所述的3D打印机挤出结构,其特征在于,所述减速齿轮(190)的外周穿出至所述壳体(110)的外部。
6.根据权利要求1所述的3D打印机挤出结构,其特征在于,还包括:
第二散热风扇(280)及第二导风件(290),设于所述壳体(110)上,所述第二导风件(290)能将所述第二散热风扇(280)的风导至所述3D打印机挤出结构下方的模型处。
7.根据权利要求1所述的3D打印机挤出结构,其特征在于,还包括:
安装螺钉(141),所述壳体(110)内设置有用于安装所述安装螺钉(141)的卡位,所述安装螺钉(141)设于所述卡位中,所述弹性件(160)套设于所述安装螺钉(141)上。
8.根据权利要求1所述的3D打印机挤出结构,其特征在于,所述调节支架(140)的另一端具有沿其转动方向的第一侧和第二侧,所述第一侧与所述弹性件(160)连接,所述壳体(110)内设置有与所述第二侧对应的限位结构(142),以对所述调节支架(140)进行限位。
9.根据权利要求4所述的3D打印机挤出结构,其特征在于,所述加热块(250)内设置有热敏电阻(252)。
10.根据权利要求4所述的3D打印机挤出结构,其特征在于,所述加热块(250)的表面套设有隔热件(251)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121114552.7U CN215550960U (zh) | 2021-05-21 | 2021-05-21 | 一种3d打印机挤出结构 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202121114552.7U CN215550960U (zh) | 2021-05-21 | 2021-05-21 | 一种3d打印机挤出结构 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN215550960U true CN215550960U (zh) | 2022-01-18 |
Family
ID=79863139
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202121114552.7U Active CN215550960U (zh) | 2021-05-21 | 2021-05-21 | 一种3d打印机挤出结构 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN215550960U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115416284A (zh) * | 2021-05-21 | 2022-12-02 | 深圳市创想三维科技有限公司 | 一种3d打印机挤出结构 |
-
2021
- 2021-05-21 CN CN202121114552.7U patent/CN215550960U/zh active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115416284A (zh) * | 2021-05-21 | 2022-12-02 | 深圳市创想三维科技有限公司 | 一种3d打印机挤出结构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115416284A (zh) | 一种3d打印机挤出结构 | |
| CN215550960U (zh) | 一种3d打印机挤出结构 | |
| KR20160110214A (ko) | 컴프레서 장치 어셈블리 구조 | |
| CN112072507A (zh) | 一种电气设备箱体温控系统 | |
| KR20160110213A (ko) | 모터의 방열이 가능한 컴프레서 장치 어셈블리 구조 | |
| CN111136910B (zh) | 一种3d打印机近程送料组合装置 | |
| CN113560664A (zh) | 电圆锯 | |
| CN222089409U (zh) | 一种基于风冷的伺服电机散热结构 | |
| CN222638283U (zh) | 一种散热电机 | |
| CN218577007U (zh) | 一种行星减速机3d打印挤出机构 | |
| JP2003291074A (ja) | インパクト工具 | |
| CN114571413A (zh) | 一种自冷却的电锤 | |
| CN220262011U (zh) | 一体化喷嘴机构和3d打印机 | |
| CN217308140U (zh) | 一种能够对内腔进行散热降温的高压均质机 | |
| CN118741284B (zh) | 一种视频监控装置 | |
| CN222287610U (zh) | 一种具有散热功能的掌上离心机 | |
| CN223859458U (zh) | 一种控制器散热结构及吸尘器控制器 | |
| CN223533200U (zh) | 一种散热良好的遥控墨斗直流电机驱动设备 | |
| CN218634642U (zh) | 电动螺丝批散热结构 | |
| CN111577580A (zh) | 充气泵及其安装架 | |
| CN217770701U (zh) | 一种基于互联网的高效控温型风冷散热器 | |
| CN214900477U (zh) | 一种步进电机壳体 | |
| CN120127905B (zh) | 一种自冷与强制风冷兼容的电机与控制器二合一结构 | |
| CN223455913U (zh) | 一种新能源汽车电机锁螺丝设备 | |
| CN221968952U (zh) | 一种3d打印机散热风扇导流罩 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |