-
Die vorliegende Endung betrifft die
Bildung verschiedener geformter Harzprodukte, die verschiedene Wanddicken
aufweisen. Die vorliegende Erfindung betrifft auch eine Harzzusammensetzung
zur Herstellung solcher Produkte in einer Weise, die sichtbare mangelhafte
Bereiche verhindert, welche häufig
mit Änderungen der
Wanddicke geformter Produkte zusammenhängen.
-
Spritzgießen ist eine bekannte Formgebungstechnik
zum Ausbilden eines geformten Produkts aus einem Harzmaterial. Beim
Spritzgießen
wird ein geschmolzenes Harz von einem Anguss eines Formwerkzeugs in
einen Hohlraum des Formwerkzeugs gespritzt, so dass der Hohlraum
mit dem Harz gefüllt
wird. Nach dem Abkühlen
des Harzes wird das Formwerkzeug geöffnet, so dass das geformte
Harzprodukt entfernt werden kann.
-
6(a) veranschaulicht
ein geformtes Harzprodukt, das durch herkömmliche Spritzgusstechniken unter
Verwendung herkömmlicher
Formmaterialien hergestellt worden ist. Das geformte Harzprodukt 9 weist einen
Abschnitt 910 mit verminderter Dicke (z.B. eine Rille)
auf. Die Gratstreifen 914 und 915 (d.h. Bereiche mit
ungleichmäßigem Oberflächenglanz)
haben sich auf der Oberfläche
des Produkts 9 in den Bereichen gebildet, bei denen sich
die Wanddicke ändert.
In dem in 6(a) veranschaulichten
geformten Harzprodukt 9 erstreckt sich die Rille 910 im
Wesentlichen senkrecht zur Richtung der Harzströmung, was durch den Pfeil 95 veranschaulicht
ist. Die Gratstreifen 914 und 915 werden auf beiden
Seiten der Rille 910 erzeugt.
-
6(b) veranschaulicht
ein anderes geformtes Harzprodukt 90, das mit herkömmlichen
Spritzgusstechniken auch unter Verwendung herkömmlicher Formmaterialien hergestellt
worden ist. Das geformte Harzprodukt 90 weist eine stufenweise
Verminderung der Wanddicke auf und ein Gratstreifen 914 ist
auf der Oberfläche
erzeugt worden, die an die Stelle der Verminderung der Wanddicke
des Harzprodukts angrenzt.
-
Die Gratstreifen 914 und 915,
die in dem geformten Harzprodukt 9 erzeugt worden sind,
und der Gratstreifen 914, der in dem geformten Harzprodukt 90 erzeugt
worden ist, können
sich durch mechanische Restspannungen und negative Drücke bilden.
Die Gratstreifen 914 in den 6(a) und 6(b) sind in dem Bereich ausgebildet,
bei dem die Wanddicke des Produkts vermindert ist. Die Strömung des
Harzes durch das Formwerkzeug wird in diesem Bereich gehemmt, was
zu mechanischen Restspannungen führt,
die zu einer Kornlücke
führen.
-
Der Gratstreifen 915 in 6(a) ist in dem Bereich
ausgebildet, bei dem die Dicke der Wand des Produkts 9 zunimmt.
In diesem Bereich findet aufgrund des negativen Drucks, der mit
der vergrößerten Wanddicke zusammenhängt, ein
schlechtes Strömen
des Harzes statt.
-
Die EP-A-0 204 400 beschreibt eine
Harzzusammensetzung auf Polypropylenbasis gemäß des Oberbegriffs von Anspruch
1, die durch Erhitzen eines Gemischs, das in spezifischen Mengen
ein kristallines Ethylen-Propylen-Blockcopolymer mit einer spezifischen
Zusammensetzung, einen Ethylen-Propylen-Copolymerkautschuk mit einer
spezifischen Zusammensetzung und Viskosität, einen anorganischen Füllstoff
mit einer spezifischen Teilchengröße und ein organisches Peroxid
enthält,
bei einer Temperatur von 170°C
bis 280°C erhalten
wird.
-
Die EP-A-0 132 931 beschreibt eine
thermoplastische Elastomerzusammensetzung, die (1) ein amorphes
Ethylen/α-Olefincopolymer
(a) und (2)(i) ein niedrigkristallines Copolymer (b) aus Propylen
mit einem α-Olefin
mit mindestens 4 Kohlenstoffatomen, (ii) ein Polymer (d), das vorwiegend
aus 1-Buten zusammengesetzt ist, oder (iii) eine Kombination des
Copolymers (b) oder des Polymers (d) mit einem kristallinen Polymer (c)
umfasst, das vorwiegend aus Propylen zusammengesetzt ist, wobei
die Komponente (1) in einer Menge von 10 bis 95 Gew.-% bezogen auf
die Gesamtmenge der Komponenten (1) und (2) vorliegt, die Komponente (2)
in einer Menge von 5 bis 90 Gew.-% bezogen auf die Gesamtmenge der
Komponenten (1) und (2) vorliegt und die Komponente (1) oder die
Komponenten (1) und (2) teilweise vernetzt sind.
-
DATABASE WPI XP002155108 &
JP 2069549 beschreibt die Herstellung
einer Polypropylenharzzusammensetzung, welche die Wärmebehandlung
eines Gemischs von (A) 50 bis 90 Gew.-% eines Ethylen-Propylen-Blockcopolymers,
das einen Ethylengehalt von 2 bis 25 Gew.-% und einen Schmelzfluss
von 0,1 bis 100 g/10 min aufweist, und 65 bis 95 Gew.-% eines Propylenmonopolymerteils
und 35 bis 5 Gewichtsteile eines Ethylen-Propylen-Copolymerteils enthält, dessen
Ethylengehalt 30 bis 80 Gew.-% beträgt, (B) 50 bis 10 Gewichtsteilen
eines Polyethylens mit einer Dichte von 0,930 g/cm
3 oder
höher und
einem Schmelzfluss von 5,0 g/10 min oder weniger, (C) 0,1 bis 5,0
Gewichtsteilen eines Vernetzungshilfsstoffs pro 100 Gewichtsteile
(A) plus (B), und (D) 0,001 bis 0,2 Gewichtsteilen eines Radikalerzeugungsmittels
pro 100 Gewichtsteile (A) plus (B) umfasst.
-
Die
EP 0 784 074 A1 beschreibt eine Propylenharzzusammensetzung
für Kraftfahrzeug-Innenteile, bei der
es sich um eine ein kristallines Propylenpolymer-enthaltende Zusammensetzung
handelt, die einen spezifischen Schmelzindex und eine spezifische
Relaxationszeit (τ)
oder einen spezifischen Molekulargewichtsverteilungsindex (PDI)
zusätzlich
zu diesen Charakteristika aufweist, oder um eine Propylenharzzusammensetzung,
welche die ein kristallines Propylenpolymer-enthaltende Zusammensetzung,
einen anorganischen Füllstoff
und dergleichen umfasst. Die
EP 0 784 074 A1 beschreibt auch ein geformtes
Harzprodukt gemäß des Oberbegriffs
von Anspruch 6.
-
Demgemäß besteht ein Bedarf für eine Harzzusammensetzung,
die ein geformtes Produkt bildet, das keine sichtbaren mangelhaften
Bereiche aufweist, wenn solche Produkte verschiedene Wanddicken
aufweisen und wenn das Aussehen wichtig ist.
-
Es ist daher eine Aufgabe der vorliegenden
Erfindung, ein geformtes Harzprodukt zu erzeugen, das frei von sichtbaren
mangelhaften Bereichen ist.
-
Es ist auch eine Aufgabe der vorliegenden
Erfindung, ein geformtes Harzprodukt bereitzustellen, das verbesserte
visuelle Eigenschaften aufweist.
-
Es ist eine weitere Aufgabe der vorliegenden
Erfindung, eine Harzzusammensetzung zur Verwendung bei der Ausbildung
geformter Produkte bereitzustellen, die variierende Wanddicken aufweisen.
-
Es ist eine weitere Aufgabe der vorliegenden
Erfindung, ein geformtes Harzprodukt ohne Gratstreifen in Bereichen
mit geänderter
Wanddicke bereitzustellen.
-
Es ist eine weitere Aufgabe der vorliegenden
Erfindung, eine Harzzusammensetzung bereitzustellen, die ein Mattierungsmittel
enthält.
-
Weitere Aufgaben und Vorteile der
Erfindung sind teilweise in der nachstehenden Beschreibung erläutert und
teilweise dem Fachmann aus der Beschreibung und/oder bei der Durchführung der
Erfindung offensichtlich.
-
Als Lösung der vorstehend genannten
Aufgaben haben die Anmelden eine innovative Harzzusammensetzung
gemäß Anspruch
1 zum Ausbilden geformter Harzprodukte entwickelt, die im Wesentlichen
frei von sichtbaren mangelhaften Bereichen sind.
-
Die vorliegende Erfindung betrifft
auch ein geformtes Harzprodukt gemäß Anspruch 6. Weiterentwicklungen
der vorliegenden Erfindung sind in den abhängigen Ansprüchen angegeben.
-
Das geformte Harzprodukt kann durch
Spritzgießen
ausgebildet werden. Im Bereich der vorliegenden Erfindung liegen
jedoch auch andere Verfahren zur Ausbildung geformter Harzprodukte.
-
Die Erfindung wird nachstehend in
Verbindung mit den folgenden Zeichnungen beschrieben, in denen entsprechende
Bezugszeichen entsprechende Elemente bezeichnen, wobei
-
1 eine
schematische veranschaulichende Ansicht ist, welche die Harz-Strömungscharakteristika zeigt,
die mit Änderungen
der Wanddicke zusammenhängen;
die 2(a) bis 2(e) eine Reihe perspektivischer Ansichten
verschiedener geformter Harzprodukte sind, die aus der erfindungsgemäßen Harzzusammensetzung
ausgebildet worden sind;
-
3 eine
perspektivische Ansicht eines geformten Harzprodukts ist, das erfindungsgemäß ausgebildet
worden ist;
-
4 eine
Schnittansicht einer Airbagabdeckung ist, die als erfindungsgemäßes geformtes
Harzprodukt ausgebildet worden ist;
-
5(a) eine
Schnittansicht eines Formwerkzeugs zum erfindungsgemäßen Formen
einer Airbagabdeckung ist;
-
5(b) eine
Draufsicht auf eine Airbagabdeckung ist, die sich auf einem Lenkrad
befindet und die erfindungsgemäß ausgebildet
worden ist;
-
6(a) eine
perspektivische Ansicht eines geformten Harzprodukts des Standes
der Technik ist, die Gratstreifen veranschaulicht, die mit Änderungen
der Wanddicke zusammenhängen;
und
-
6(b) eine
perspektivische Ansicht eines weiteren geformten Harzprodukts des
Standes der Technik ist, die Gratstreifen veranschaulicht, die mit Änderungen
der Wanddicke des geformten Produkts zusammenhängen.
-
Die vorliegende Erfindung betrifft
die Bildung verschiedener geformter Harzprodukte, die Wände mit variierender
Dicke aufweisen. Die nachstehend beschriebenen Produkte sollen die
zahlreichen Produkte, die unter Verwendung verschiedener Formgebungstechniken
und der nachstehend beschriebenen Harzzusammensetzung hergestellt
werden können,
lediglich veranschaulichen. Die erfindungsgemäß ausgebildeten Harzprodukte
umfassen erste (dicke) Wandabschnitte 2 und zweite (dünne) Wandabschnitte 1.
Im Allgemeinen weisen die ersten Wandabschnitte 2 eine
Dicke auf, die größer ist
als die Dicke der zweiten Wandabschnitte 1. Zwischen dem
dicken Wandabschnitt 2 und dem dünnen Wandabschnitt 1 ist
ein Abschnitt angeordnet, bei dem sich die Dicke von dünn zu dick
und von dick zu dünn ändert. In
dem Dickenänderungsabschnitt
kann sich die Dicke allmählich
zwischen dem dicken Wandabschnitt 2 und dem dünnen Wandabschnitt 1 ändern. Alternativ
kann die Dickenänderung
stufenweise stattfinden. Wie es in 1 gezeigt
ist, umfassen Beispiele des Dickenänderungsabschnitts einen Strömungshemmungsabschnitt 12,
bei dem die Wanddicke eines dicken Wandabschnitts 2 zu
einem dünnen
Wandabschnitt 1 vermindert ist, und einen Strömungsvergrößerungsabschnitt 13,
bei dem die Wanddicke von dem dünnen
Wandabschnitt 1 zu einem weiteren dicken Wandabschnitt 2 erhöht ist.
-
Gestalt der
geformten Produkte
-
In den 2(a) bis 2(e) sind verschiedene Beispiele
erfindungsgemäßer geformter
Harzprodukte gezeigt. Diese Figuren veranschaulichen beispielhaft
Arten der Dickenänderungen
und dienen lediglich der Veranschaulichung. Es gibt viele weitere
Kombinationen.
-
Das in 2(a) veranschaulichte
geformte Harzprodukt 10 umfasst einen dünnen Wandabschnitt 1, der
zu einem Bodenabschnitt einer Rille 11 gehört. Die
Rille 11 und der dünne
Wandabschnitt 1 erstrecken sich in eine Richtung quer zu
der Richtung der Harzströmung 5 von
dem Anguss 4. Die Rille 11 erstreckt sich auch zwischen
angrenzenden dicken Wandabschnitten 2. Die Dicke ändert sich
auf beiden Seiten des dünnen Wandabschnitts 1.
Obwohl eine einzelne Rille 11 veranschaulicht ist, ist
die vorliegende Erfindung nicht auf einen einzelnen Wandabschnitt 1 begrenzt.
Es ist vielmehr vorgesehen, dass das geformte Harzprodukt 10 mehrere
Rillen 11 umfassen kann. Ferner ist vorgesehen, dass sich
die Rillen 11 in einer beliebigen Richtung erstrecken können. Darüber hinaus
kann die Dicke der Rille variieren.
-
Das in 2(b) veranschaulichte
geformte Harzprodukt 20 umfasst mehrere dicke Wandabschnitte 2, die
als Rippen zwischen dünnen
Wandabschnitten 1 ausgebildet sind. Wie bei dem Harzprodukt 10 erstreckt sich
der Dickenänderungsabschnitt
in einer Richtung, welche die Richtung der Harzströmung 5 auf
beiden Seiten jedes der dünnen
Wandabschnitte 1 kreuzt.
-
Das in 2(c) veranschaulichte
geformte Harzprodukt 30 umfasst einen dicken Wandabschnitt 2,
der angrenzend an den Anguss 4 ausgebildet ist, gefolgt
von einer stufenweisen Abnahme der Dicke zu einem dünnen Wandabschnitt 1 stromabwärts von
dem Anguss 4.
-
Das in 2(d) veranschaulichte
geformte Harzprodukt 40 umfasst auch einen stufenartigen
Dickenänderungsabschnitt.
Ein dünner
Wandabschnitt 1 ist an der stromaufwärts gelegenen Seite der Richtung der
Harzströmung 5 ausgebildet,
gefolgt von einer stufenweisen Zunahme der Dicke zu einem dickeren Wandabschnitt 2,
der an der stromabwärts
gelegenen Seite davon ausgebildet ist.
-
Das in 2(e) veranschaulichte
geformte Harzprodukt 50 umfasst einen dünnen Wandabschnitt 1, der
als Teil eines Bodenabschnitts einer dreieckig geformten Rille 100 ausgebildet
ist, die in einer Richtung, welche die Richtung der Harzströmung 5 kreuzt,
und zwischen dicken Wandabschnitten 2 ausgebildet ist.
-
Die vorstehend beschriebenen geformten
Harzprodukte 10, 20, 30, 40 und 50 können vielfältig angewendet
werden. Es ist auch vorgesehen, dass diese Beispiele kombiniert
werden. Beispielsweise kann das geformte Harzprodukt sowohl eine
stufenweise Zunahme als auch eine stufenweise Abnahme der Wanddicke umfassen.
Ferner ist vorgesehen, dass die Harzprodukte eine stufenweise und/oder
allmähliche Änderung
der Wanddicken umfassen können.
Beispiele für
das erfindungsgemäße geformte
Harzprodukt umfassen Airbagabdeckungen für Kraftfahrzeuge und Kraftfahrzeugteile
wie z.B. Armaturenbretter, Stoßstangen,
Türsäulen, Dichtprofile,
Türzierleisten,
Schalthebelbälge,
Lenksäulenabdeckungen,
Konsolenfächer,
Seitendekor, Stoßstangendekor,
Radkappen, Fächerdekor,
Motorenabdeckungen und Zahnriemenabdeckungen.
-
Harzzusammensetzung
-
Nachstehend wird die Harzzusammensetzung
beschrieben, die zur Ausbildung der vorstehend beschriebenen geformten
Harzprodukte verwendet wird. Die Harzzusammensetzung umfasst ein
Gemisch von Komponenten, das ein Polypropylen-Blockcopolymer, Polyethylen,
ein Propylen/Buten-Copolymer, einen Ethylen/α-Olefin-Copolymerkautschuk und
ein Mattierungsmittel umfasst.
-
Der prozentuale Polypropylen-Blockcopolymergehalt
in den Gemischkomponenten beträgt
30 bis 50 Gew.-%. Wenn der prozentuale Gehalt unter 30 Gew.-% liegt,
dann kann durch einen Abfall der Fluidität eine Fließmarkierung erzeugt werden
oder der Oberflächenglanz kann
zunehmen. Wenn der prozentuale Gehalt über 50 Gew.-% liegt, dann kann
die Schlagzähigkeit
abfallen. Der prozentuale Ethylengehalt in dem Polypropylen-Blockcopolymer
beträgt
4 bis 20 Gew.-%. Wenn der prozentuale Gehalt unter 4 Gew.-% liegt,
dann kann die Schlagzähigkeit
eines geformten Harzprodukts abfallen oder durch einen Abfall der
Kautschukdispergierbarkeit eine Fließmarkierung erzeugt werden.
Wenn der prozentuale Gehalt mehr als 20 Gew.-% beträgt, dann können die
Wärmebeständigkeit
und die Steifigkeit abfallen.
-
Der prozentuale Polyethylengehalt
in den Gemischkomponenten beträgt
vorzugsweise 0 bis 10 Gew.-%. Wenn der prozentuale Gehalt mehr als
10 Gew.-% beträgt,
dann kann die Wärmebeständigkeit
abfallen. Es ist vorgesehen, dass die erfindungsgemäße Harzzusammensetzung
kein Polyethylen enthalten kann.
-
Der prozentuale Propylen/Buten-Copolymergehalt
in den Gemischkomponenten beträgt
5 bis 15 Gew.-%. Wenn der prozentuale Gehalt unter 5 Gew.-% liegt,
dann kann die Gratbildung zunehmen oder es kann eine Fließmarkierung
erzeugt werden. Wenn der prozentuale Gehalt mehr als 15 Gew.-% beträgt, dann kann
die Schlagzähigkeit
abnehmen.
-
Der prozentuale Butengehalt in dem
Propylen/Buten-Copolymer beträgt
vorzugsweise 10 bis 30 Gew.-%. Wenn der prozentuale Gehalt unter
10 Gew.-% liegt, dann kann die Schlagzähigkeit abnehmen oder durch
einen Abfall der Kautschukdispergierbarkeit eine Fließmarkierung
erzeugt werden. Wenn der prozentuale Gehalt mehr als 30 Gew.-% beträgt, dann
kann sich die Formbarkeit (Formwerkzeugtrennfähigkeit) durch einen Abfall
der Steifigkeit verschlechtern. Der prozentuale Butengehalt in dem
Propylen/Buten-Copolymer beträgt
mehr bevorzugt 20 bis 30 Gew.-%.
-
Der prozentuale Ethylen/α-Olefin-Copolymerkautschukgehalt
in den Gemischkomponenten beträgt
40 bis 60 Gew.-%. Wenn der prozentuale Gehalt unter 40 Gew.-% liegt,
dann kann die Schlagzähigkeit
des geformten Harzprodukts abnehmen. Wenn der prozentuale Gehalt
mehr als 60 Gew.-% beträgt,
dann kann durch einen Abfall der Fluidität eine Fließmarkierung erzeugt werden.
-
Der Ethylen/α-Olefin-Copolymerkautschuk weist
vorzugsweise einen Glasübergangspunkt
von –45°C oder weniger
auf. Dies führt
zu einer Verbesserung der A/B-Spaltung in dem Fall, wenn das geformte
Harzprodukt als Airbag-Abdeckung verwendet wird. Andererseits kann
die A/B-Spaltung abfallen, wenn der Glasübergangspunkt –45°C oder mehr
beträgt.
Die A/B- Spaltung
betrifft die Spaltung einer Airbag-Abdeckung an einer gegebenen
Position, wenn die Airbag-Abdeckung durch einen Stoß ausgedehnt
wird.
-
Erfindungsgemäß wird der Harzzusammensetzung
ein Mattierungsmittel zugesetzt. Der Mattierungsmittelgehalt beträgt 0,01
bis 0,1 Gewichtsteile pro 100 Gewichtsteile der Gemischkomponenten.
Wenn der Gehalt unter 0,01 Gewichtsteilen liegt, dann kann das Mattierungsvermögen unzureichend
sein. Wenn der Gehalt über
0,1 Gewichtsteilen liegt, dann können
sich die physikalischen Eigenschaften des geformten Produkts aufgrund
eines Abfalls des Molekulargewichts verschlechtern.
-
Beispiele für verwendbare Mattierungsmittel
umfassen: i) Mattierungsmittel aus Ketonperoxiden wie z.B. Methylethylketonperoxid,
Cyclohexanperoxid und Acetylacetonperoxid; ii) Mattierungsmittel
aus Peroxyketalen wie z.B. 1,1-Bis(t-butylperoxy)-3,3,5-trimethylcyclohexan
und 1,1-Bist-butylperoxy)cyclododecan; iii) Mattierungsmittel aus
Hydroperoxiden wie z.B. t-Hexylhydroperoxid
und t-Butylhydroperoxid; iv) Mattierungsmittel aus Dialkylperoxiden
wie z.B. 1,3-Bis(t-butylperoxy)diisopropylbenzol, α,α'-Bis(t-butylperoxy)diisopropylbenzol,
Dicumylperoxid und 2,5-Dimethyl-2,5-bis(t-butylperoxy)hexan; v)
Mattierungsmittel aus Diacylperoxiden wie z.B. Benzoylperoxid und
Octanoylperoxid; vi) Mattierungsmittel aus Peroxydicarbonaten wie
z.B. Bis(4-t-butylcyclohexyl)peroxydicarbonat und Di-2-ethylhexylperoxydicarbonat;
und vii) Mattierungsmittel aus Peroxyestern wie z.B. t-Butylperoxymaleinsäure, 2,5-Dimethyl-2,5-bis(benzoylperoxy)hexan
und Bis(t-butylperoxy)isophthalat. Die vorliegende Erfindung ist
nicht auf die vorstehend beschriebenen Mattierungsmittel beschränkt. Es
ist vielmehr vorgesehen, dass auch andere Mattierungsmittel mit ähnlichen
Eigenschaften im Bereich der vorliegenden Erfindung liegen.
-
Unter Verwendung der vorstehend beschriebenen
Harzzusammensetzung kann ein geformtes Harzprodukt bereitgestellt
werden, das gute visuelle Eigenschaften aufweist. Die erfindungsgemäß gebildeten Harzzusammensetzungen
verhindern Gratstreifen und Änderungen
des Oberflächenglanzes
bei den Abschnitten, deren Dicke sich ändert. Folglich verschwindet
selbst dann, wenn eine Kornlücke
vorliegt oder eine schlechte Übertragung
stattfindet, jeglicher Unterschied zwischen den Dickenänderungsabschnitten
und dem dicken Wandabschnitt und dem dünnen Wandabschnitt. Als Folge
davon können Änderungen
des Oberflächenglanzes
oder ein Auftreten von Graten verhindert werden. Dies ist eine direkte
Folge des Oberflächenzustands
des geformten Harzprodukts, bei dem die vorstehend beschriebene
Harzzusammensetzung eingesetzt wird, wobei die Oberfläche so rau
ist, dass der Glanz der Zusammensetzung selbst niedrig ist. Es ist
vorgesehen, dass die Außenflächen des
geform ten Harzprodukts eine messbar raue oder texturierte Oberfläche aufweisen,
bei der es sich um eine direkte Folge der erfindungsgemäßen Harzzusammensetzung
handelt.
-
Das erfindungsgemäße geformte Harzprodukt kann
mit einem beliebigen bekannten Verfahren geformt werden, wie z.B.
Spritzgießen
oder Extrusionsformen. Das geformte Harzprodukt ist vorzugsweise
ein Produkt, das durch Spritzgießen geformt wird. In diesem
Fall kann der vorteilhafte Effekt der vorliegenden Erfindung effektiv
erreicht werden.
-
Typischerweise ist die Gratbildung
bei einem zunehmenden Dickenunterschied zwischen einem dicken Wandabschnitt
und einem dünnen
Wandabschnitt wahrscheinlicher. Dieses Phänomen zeigt sich nicht, wenn
eine erfindungsgemäß ausgebildete
Harzzusammensetzung verwendet wird. Solche Gratstreifen und Änderungen
des Oberflächenglanzes
können
durch die Verwendung der wie vorstehend beschrieben ausgebildeten
Harzzusammensetzung in dem Wanddickenänderungsabschnitt effektiv
unterdrückt
werden.
-
Ferner ist die erfindungsgemäß ausgebildete
Harzzusammensetzung besonders geeignet, wenn das Wanddickenänderungsverhältnis DV
der Dicke S des dünnen
Wandabschnitts zur Dicke T des dicken Wandabschnitts vorzugsweise
zwischen 20 und 99% liegt. Gratstreifen und Änderungen des Oberflächenglanzes
können
effektiv verhindert werden. Wenn das Verhältnis unter 20% liegt, dann
ist der Unterschied der Dicke zwischen dem dicken Wandabschnitt
und dem dünnen
Wandabschnitt so gering, dass Gratstreifen nicht leicht erzeugt
werden. Folglich ist es unter solchen Bedingungen nicht erforderlich,
dass die Formgebung unter Verwendung der erfindungsgemäßen Harzzusammensetzung
erfolgt. Wenn das Verhältnis
bei über
99% liegt, dann wird die Dicke S des dünnen Wandabschnitts so gering,
dass die Festigkeit unzureichend sein kann.
-
Wenn das Wanddickenänderungsverhältnis DV
der Dicke S des dünnen
Wandabschnitts zur Dicke T des dicken Wandabschnitts vorzugsweise
zwischen 50 und 99% liegt, dann können Gratstreifen und Änderungen
des Oberflächenglanzes
am effektivsten vermindert werden.
-
Das Wanddickenänderungsverhältnis DV
(%) der Dicke S des dünnen
Wandabschnitts zur Dicke T des dicken Wandabschnitts kann mit der
folgenden Gleichung (1) berechnet werden: DV (%) = 100 × (T-S)/T (1)
-
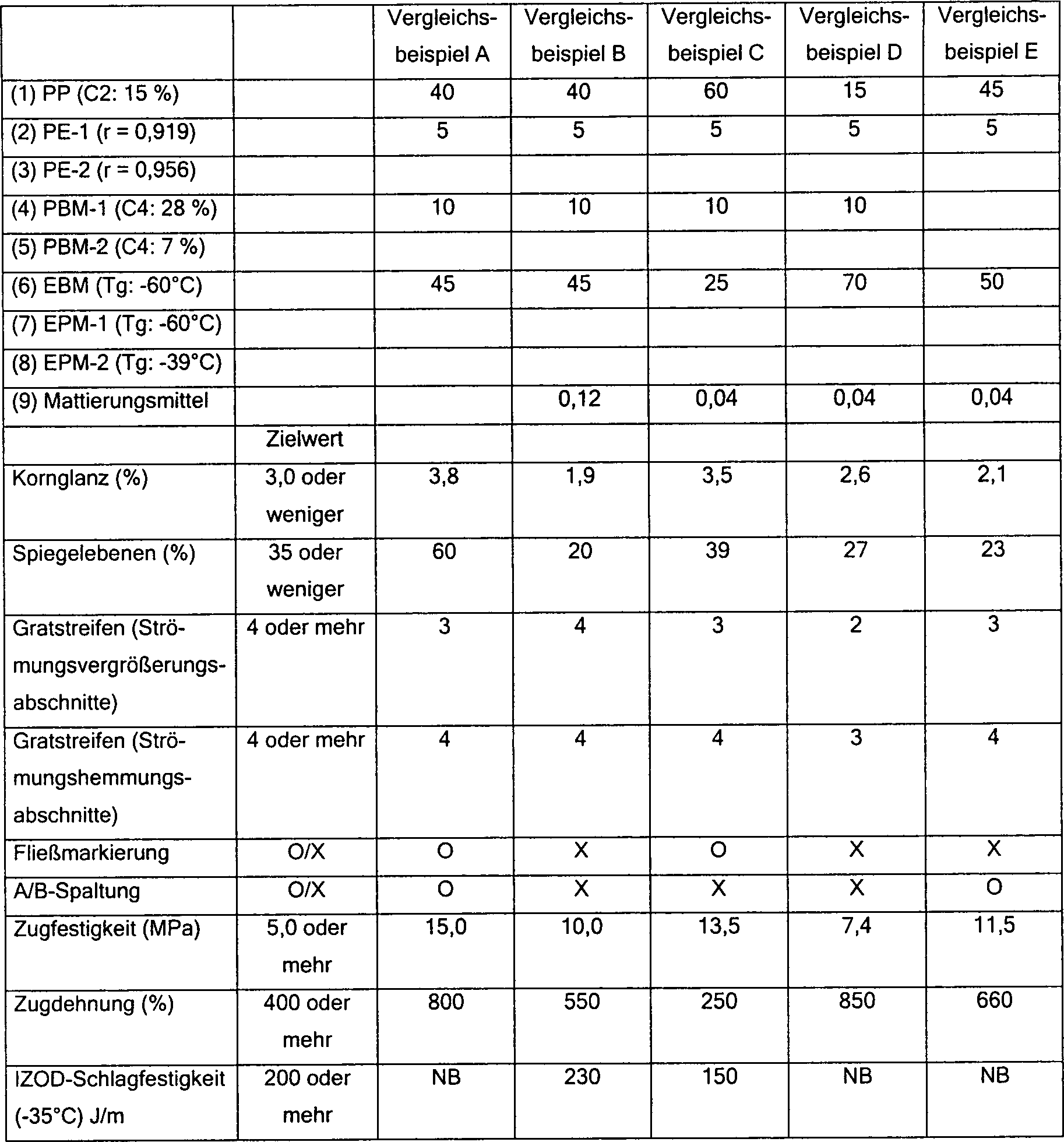
Erfindungsgemäße geformte Harzprodukte werden
mit den Beispielen 1 bis 11 beschrieben, die mit den Vergleichsbeispielen
A bis E verglichen werden. Die geformten Harzprodukte gemäß den Beispielen
1 bis 11 und den Vergleichsbeispielen A bis E wurden zuerst geformt.
Die für
die geformten Harzprodukte verwendeten Komponenten der Harzzusammensetzungen
waren wie folgt.
- (1) PP: ein Polypropylen-Blockcopolymer,
das 15 Gew.-% Ethylen enthält,
Schmelzflussrate (nachstehend als MFR bezeichnet) = 33 g/10 min
(230°C);
- (2) PE-1: Polyethylen, Dichte = 0,919 g/cm3,
MFR = 5,1 g/10 min (190°C);
- (3) PE-2: Polyethylen, Dichte = 0,956 g/cm3,
MFR = 9 g/10 min (190°C);
- (4) PBM-1: ein Propylen/Buten-Copolymer, das 28 Gew.-% Buten
enthält,
MFR = 6 g/10 min (230°C);
- (5) PBM-2: ein Propylen/Buten-Copolymer, das 7 Gew.-% Buten
enthält,
MFR = 8 g/10 min (230°C);
- (6) EBM: ein Ethylen/Buten-Copolymerkautschuk, Glasübergangstemperatur
= –60°C, MFR =
0,5 g/10 min (190°C);
- (7) EPM-1: ein Ethylen/Propylen-Copolymerkautschuk, Glasübergangstemperatur
= 60°C,
MFR = 0,9 g/10 min (230°C);
- (8) EPM-2: ein Ethylen/Propylen-Copolymerkautschuk, Glasübergangstemperatur
= –39°C, MFR =
1 g/10 min (230°C);
und
- (9) Mattierungsmittel: α,α'-Bis(t-butylperoxy)diisopropylbenzol.
-
Die Harzzusammensetzungen (1) bis
(9) wurden zur Herstellung gemischter Harzzusammensetzungen zur
Verwendung bei der Ausbildung geformter Harzprodukte in geeigneter
Weise gemischt, wie es in den Tabellen 1 bis 3 gezeigt ist. In den
Tabellen 1 bis 3 ist jede der Mengen der Komponenten (1) bis (8)
durch den Gewichtsprozent-Anteil (Gew.-%) in den Gemischkomponenten
dargestellt, wenn diese gemischt wurden. Der Gehalt des Mattierungsmittels
(9) ist durch Gewichtsteile pro 100 Gewichtsteile des Gesamtgehalts
der Gemischkomponenten (1) bis (8) dargestellt.
-
Die gemischten Harzzusammensetzungen
wurden durch Spritzgießen
in den Hohlraum eines Formwerkzeugs gespritzt. Die Gestalt des Formwerkzeug-Hohlraums
wurde so ausgeführt,
dass ein plattenförmiges
geformtes Harzprodukt 51 mit einer Rille 510 erhalten
wurde, wie es in 3 gezeigt
ist. Die Spritzbedingungen wurden wie folgt eingestellt: Temperatur
des geschmolzenen Harzes = 200°C;
Spritzgeschwindigkeit = 150 cm3/Sekunde
und Spritzdruck = 4,9 MPa (50 kgf/cm2).
Das geformte Harzprodukt 51 wurde dann abgekühlt und
aus dem Formwerkzeug entfernt. Die Dickenänderungsverhältnisse
für jedes
der Beispiele betrugen 68%.
-
Für
jedes der Beispiele 1 bis 11 und der Vergleichsbeispiele A bis E
wurden verschiedene Eigenschaften gemessen. Die Messergebnisse und
die Beobachtungen sind in den nachstehend gezeigten Tabellen 1 bis 3
angegeben.
-
Messungen des Kornglanzes und der
Spiegelebenen: Die Messungen wurden gemäß JIS Z8741 durchgeführt. Die
Kornglanzmessungen wurde auf der Basis von Korn C durchgeführt.
-
Gratbildung: Gratstreifen in Strömungsvergrößerungsabschnitten
und Strömungshemmungsabschnitten
wurden gemäß den nachstehenden
fünf Graden
visuell bewertet.
- 5: keine Gratbildung beobachtet.
- 4: geringe Gratbildung beobachtet, Änderungen des Oberflächenglanzes
waren jedoch nicht auffällig.
- 3: Gratbildung wurde deutlich beobachtet.
- 2: Gratbildung wurde in beträchtlichem
Ausmaß beobachtet.
- 1: wesentliche Gratbildung wurde in sehr beträchtlichem
Ausmaß beobachtet.
-
Fließmarkierung: Die geformten
Harzprodukte wurden im Hinblick auf jegliche Erzeugung einer Harzströmung (Fließmarkierung)
auf der Oberfläche
der geformten Harzprodukte untersucht. Beispiele, bei denen keine
Fließmarkierung
erzeugt wurde, wurden mit O bezeichnet. Beispiele, bei denen eine
Fließmarkierung oder
Fließmarkierungen
erzeugt wurde(n), wurden mit X bezeichnet.
-
A/B-Spaltung: Airbag-Abdeckungen
wurden aus den Harzzusammensetzungen spritzgegossen. Die Airbag-Abdeckungen
wurden in eine Airbag-Vorrichtung eingebaut und getestet. Die geformten
Harzprodukte, die bei einer bestimmten Position gespalten wurden,
wurden mit O bezeichnet. Die geformten Harzprodukte, die bei einer
anderen Position als einer gegebenen Position gespalten wurden,
oder das Harz, dessen Fragmente verstreut wurden, wurde(n) mit X
bezeichnet.
-
Zugtest: Die Zugfestigkeit wurde
gemäß JIS K6301
gemessen.
-
IZOD-Schlagtest: Die IZOD-Schlagfestigkeit
wurde gemäß JIS K7110
durchgeführt.
-
Die gemäß den vorstehend genannten
Tests erhaltenen Ergebnisse sind in den Tabellen 1 bis 3 gezeigt.
In diesen Tabellen steht "NB" für kein Bruch. Tabelle
1
Tabelle
2
Tabelle
3
-
Aus den vorstehend genannten Messergebnissen
ist es ersichtlich, dass geformte Harzprodukte erhalten werden können, bei
denen Gratstreifen in Bereichen mit sich ändernder Dicke nicht auffällig sind,
und dass keine Fließmarkierungen
erzeugt werden. Ferner ist bei den vorstehend beschriebenen Beispielen
die A/B-Spaltung gut und die Zugfestigkeit, die Zugdehnung und die
IZOD-Schlagfestigkeit ausreichend. Diese Eigenschaften wurden durch
Zusetzen von 0,02 bis 0,08 Gewichtsteilen eines Mattierungsmittels
zu 100 Gewichtsteilen eines Komponentengemischs erhalten, das 32
bis 45 Gew.-% des Polypropylen-Blockcopolymers, das
15 Gew.-% Ethylen enthält,
0 bis 8 Gew.-% Polyethylen, 7 bis 13 Gew.-% des Propylen/Buten-Copolymers und
41 bis 53 Gew.-% des Ethylen/Buten-Copolymerkautschuks oder des Ethylen/Propylen-Copolymerkautschuks
umfasst.
-
Erfindungsgemäß wurde eine in Beispiel 1
beschriebene gemischte Harzzusammensetzung zum Formen einer Airbag-Abdeckung
verwendet. Die Oberfläche
der Airbagabdeckung wurde zu einer matten Oberfläche ausgebildet.
-
Gemäß 4 ist die geformte Airbag-Abdeckung 55 aus
einem ebenen Abschnitt 557 und einem Beinabschnitt 558 ausgebildet,
der sich vom Umfang des ebenen Abschnitts 557 erstreckt.
Der ebene Abschnitt 557 ist aus einem dicken Wandabschnitt 552 und
einem dünnen
Wandabschnitt 551 ausgebildet, der von einem Bodenabschnitt
einer Rille 550 zur Spaltung des Airbags gebildet ist.
Die Wanddickenänderungsabschnitte 553 befinden
sich auf beiden Seiten des dünnen
Wandabschnitts 551.
-
Gemäß 5(a) wurde die Airbag-Abdeckung 55 in
einem Formwerkzeug 8 geformt. Das Formwerkzeug 8 weist
einen Hohlraum 80 auf, dessen Gestalt im Wesentlichen mit
der Gestalt der Airbag-Abdeckung 55 identisch ist. In dem
Hohlraum 80 ist ein vorstehender Abschnitt 89 zur
Ausbildung der Rille 550 in der Rückfläche der Airbag-Abdeckung angeordnet.
Eine geschmolzene Harzzusammensetzung wird von einem Anguss 84 in
den Hohlraum 80 gespritzt, so dass der Hohlraum 80 mit
der Harzzusammensetzung gefüllt
wird, und die Harzzusammensetzung wird gehärtet. Gemäß 5(b) wird die resultierende Airbag-Abdeckung 55 auf
die Mittelachse eines Lenkrads 63 eines Kraftfahrzeugs
aufgesetzt.
-
Gemäß 4 ist die Airbag-Abdeckung 55 an
einem konkaven Abschnitt 639 des Lenkrads 63 fixiert, wobei
ein eingreifender Abschnitt 559 auf dem Umfang der Abdeckung 55 angeordnet
ist. Ein Airbag 631 wird in die Airbag-Abdeckung 55 eingebracht.
Ein Zusammenstoß wird
eine Aufblasvorrichtung 632 auslösen, so dass diese Luft in
den Airbag 631 schickt, so dass der Airbag 631 aufgeblasen
und entfaltet wird. Die durch die Ausdehnung des Airbags 631 verursachte
Kraft öffnet
eine Reißnaht
in der Abdeckung, die durch die Rille 550 definiert ist,
die in einer Rückfläche 554 ausgebildet
ist, und dann entfaltet sich der Airbag 631 in das Kraftfahrzeug.
In der erfindungsgemäß hergestellten
Airbag-Abdeckung wurden keine Gratstreifen und Fließmarkierungen
beobachtet. Die Airbag-Abdeckung wies eine gute äußere Erscheinung auf.
 Tabelle 3
Tabelle 3