-
Hintergrund der Erfindung
-
1. Gebiet der Erfindung
-
Diese
Erfindung bezieht sich auf ferritische, nicht rostende Stahlbleche,
die eine hervorragende Tiefziehbarkeit und Oberflächenglätte besitzen
und die für
elektrische Geräte
im Heimbereich, Küchengeräte, Bau- und
Automobilkomponenten anwendbar sind, und auf Verfahren zur Herstellung
derselben. Insbesondere bezieht sich die Erfindung auf ein ferritisches
nicht rostendes Stahlblech, das zur Verwendung in Automobilkraftstofftanks
und Kraftstoffröhren,
die durch starke Verformung, wie Tiefziehen und Rohrausdehnung,
hergestellt werden und die gegenüber
organischen Kraftstoffen wie Benzin und Methanol, die organische
Säuren
enthalten, die in der umgebenden Umwelt erzeugt werden, stark widerstandsfähig sind,
geeignet ist. Ein Verfahren zur Herstellung derselben wird auch
bereitgestellt.
-
2. Beschreibung des Stands
der Technik
-
Ferritische,
nicht rostende Stähle,
die keine großen
Mengen an Nickel (Ni) enthalten, sind im Vergleich zu austenitischen,
nicht rostenden Stählen
kosteneffektiver und sie sind frei von Rissbildung durch Spannungsrisskorrosion
(SCC). Aufgrund dieser Vorteile wurden ferritische, nicht rostende
Stähle
in verschiedenen Gebieten der Industrie verwendet. Bekannte ferritische,
nicht rostende Stähle
weisen jedoch eine geringe Dehnung von etwa 30 auf und sind daher
gegenüber
austenitischen, nicht rostenden Stählen, zum Beispiel SUS 304,
in ihrer Bearbeitbar keit unterlegen. Bekannte ferritische, nicht
rostende Stähle
besitzen keine ausreichende Bearbeitbarkeit für eine große Verformung, wie Tiefziehen
und typischerweise Pressformen und sind für die Massenherstellung nicht
geeignet. Aufgrund dieser Probleme bezüglich Formbarkeit war die Verwendung
von ferritischem, nicht rostendem Stahl in verschiedenen Gebieten,
wie für
Automobile, für
das Baugewerbe und für
elektrische Geräte
im Heimbereich stark beschränkt.
-
Es
wurden mehrere Versuche gemacht, die Formbarkeit von ferritischen,
nicht rostenden Stählen
zu verbessern. Von diesen schlägt
die nicht geprüfte
japanische Patentveröffentlichung
Nr. 3-264652 die Optimierung der Herstellungsbedingungen von ferritischen,
nicht rostenden Stählen,
die Nb und Ti enthalten vor, um eine aggregierte Struktur von 5
oder mehr des Verhältnisses
der Röntgenintensität (222)/(200)
zu erhalten und die Formbarkeit zu verbessern.
-
Die
europäische
Patentveröffentlichung
EP 0675206 offenbart ein
ferritisches, nicht rostendes Stahlblech mit einem hohen r-Wert
und Anti-Rillenbildungseigenschaften.
-
Bei
dieser Technologie ist der r-Wert jedoch nur höchstens etwa 2,0, daher ist
die Anwendung für
Kraftstofftanks, die eine komplexe Formgebung durch Tiefziehen benötigen, und
für Kraftstoffröhren, die
eine Rohrausdehnung und Biegen benötigen, schwierig. Für diese
sind zudem, wenn sie überhaupt
angewendet werden, Fehlerraten hoch und die Massenherstellung ist
nicht praktizierbar. Andererseits wurden Ternbleche, das heißt weiche
Stahlbleche, die mit einer Beschichtung, die Blei enthält, versehen
sind, weitverbreitet als das Material für Automobilkraftstofftanks
verwendet. Vorschriften für
die Verwendung von Blei werden aus der Sicht des Umweltschutzes
jedoch strenger und es wurden Ersatzmaterialien für die Ternleche
entwickelt. Die entwickelten Ersatzmaterialien weisen die folgenden
Probleme auf.
-
Bleifreie
auf Al-Si basierende Beschichtungsmaterialien sind in Bezug auf
die Schweißbarkeit
und Langzeitkorrosionsbeständigkeit
unzuverlässig
und die Anwendung derselben ist daher beschränkt. Harzartige Materialien
wurden für
Kraftstofftanks angewendet, aber da diese Materialien naturgemäß geringe
Mengen an Kraftstoff hindurchtreten lassen, ist die industrielle
Verwendung derselben unausweichlich aufgrund der Kraftstoffverdampfungs-
und Recyclingvorschriften beschränkt.
Es wurde auch versucht, austenitische, nicht rostende Stähle, die
ohne Auskleidung verwendet werden können, zu verwenden. Obwohl
austenitische, nicht rostenden Stähle in ihrer Formbarkeit und
Korrosionsbeständigkeit
den ferritischen, nicht rostenden Stählen überlegen sind, sind sie für die Verwendung
in Kraftstofftanks teuer und können
unter Spannungsrisskorrosion (SCC) leiden. Daher ist die Verwendung
von austenitischen, nicht rostenden Stählen nicht praktizierbar.
-
In
einer solchen Situation können
enorme Vorteile wie die Verbesserung der globalen Umwelt erreicht werden,
wenn diese Materialien durch ferritische, nicht rostende Stähle, die
recyclebar sind, ersetzt werden.
-
Da
der r-Wert von Ternblechen etwa 2,0 ist, müssen ferritische, nicht rostende
Stähle
einen r-Wert von 2,0 oder mehr erreichen, damit sie Ternbleche ersetzen
können.
Ferritische, nicht rostende Stähle
müssen auch
eine Langzeitkorrosionsbeständigkeit
gegenüber
minderwertigem Benzin aufweisen, welches organische Säuren wie
Ameisensäure
und Essigsäure,
die in der umgebenden Umwelt gebildet werden, enthält, damit
die ferritischen, nicht rostenden Stähle für die Kraftstoffkomponenten
wie Automobilkraftstofftanks und -rohre angewendet werden können. Keine
Untersuchung hat jedoch geeignete Zusammensetzungen, um diese Ziele
zu erreichen, ergeben.
-
Wie
zuvor beschrieben, ist der r-Wert der bekannten ferritischen, nicht
rostenden Stähle
nur höchstens etwa
2,0 und eine Anwendung von ferritischen, nicht rostenden Stählen für gepresste
Komponenten, die extensive Tiefziehung benötigen, wurde nicht erreicht.
Ein anderes Problem von ferritischen, nicht rostenden Stählen ist
die Erzeugung von rauen Oberflächen
nach dem Pressen durch Tiefziehen. Hier umfassen die rauen Oberflächen den
Orangenhautzustand, der durch raue Kristallkörnchen und die Anwesenheit
von Riefen, die in der Walzrichtung (L-Richtung) ausgerichtet sind,
als Ergebnis des Kaltwalzens erzeugt wird, wobei aufwellende Oberflächen in
der Richtung der Blechbreite entstehen.
-
Aufgaben der
Erfindung
-
Im
Hinblick auf das Obige ist eine erste Aufgabe der Erfindung, einen
ferritischen, nicht rostenden Stahl bereitzustellen, der eine verstärkte Tiefziehbarkeit
aufweist, der für
die Anwendung für
Automobilkraftstofftanks und -rohre geeignet ist, indem der r-Wert
auf 2,2 oder mehr verbessert wird, und ein Verfahren bereitzustellen,
denselben herzustellen.
-
Insbesondere
ist es eine Aufgabe der Erfindung, einen ferritischen, nicht rostenden
Stahl bereitzustellen, der einen durchschnittlichen r-Wert von 2,2
oder mehr als den Wert der Tiefziehbarkeit aufweist, der in dem
fertiggeglühten
Blech als Wert der Oberflächenrauigkeit
eine Kristallkorngrößenzahl
von etwa 6,0 oder mehr besitzt und der keinen roten Rost nach dem
Testen der Korrosionsbeständigkeit
unter Verwendung von minderwertigem Benzin, das 800 ppm Ameisensäure enthält, für 5000 Stunden
bei 50 °C
entwickelt.
-
Der
durchschnittliche r-Wert wird als das durchschnittliche plastische
Deformierungsverhältnis
entsprechend dem japanischem industriellen Standard (JIS) Z 2254
definiert, das unter Verwendung der folgenden Gleichung berechnet
wird: r = (r0 + 2r45 + r90) /4 wobei
- r0 ein plastisches Verformungsverhältnis bezeichnet,
das unter Verwendung eines Teststreifens, der parallel zu der Walzrichtung
des Blechs als Probe genommen wird, gemessen wird;
- r45 ein plastisches Verformungsverhältnis bezeichnet,
das unter Verwendung eines Teststreifens, der bei 45° gegenüber der
Walzenrichtung des Blechs als Probe genommen wurde, gemessen wurde;
und
- r90 ein plastisches Verformungsverhältnis bezeichnet,
das unter Verwendung eines Teststreifens, der bei 90° gegenüber der
Walzenrichtung des Blechs als Probe genommen wurde, gemessen wurde.
-
Eine
andere Aufgabe der Erfindung ist es, die Probleme zu lösen, die
herkömmlicherweise
während des
Formens der ferritischen, nicht rostenden Stahlbleche zu Kraftstofftanks
und -rohre, die strenge Formen besitzen und während eines Prozesses wie das
Pressen, der das Weglassen der Anwendung von Vinyl-Gleitmittel oder Öl erfordert,
erfahren werden.
-
Zusammenfassung
der Erfindung
-
Auf
unseren Forschungen basierend ermittelten wir, dass die Applikation
einer Gleitmittelbeschichtung, die Acrylharz als die Hauptkomponente
enthält,
auf die Oberfläche
des Stahlblechs in einer Menge, die in einem vorbe stimmten Bereich
liegt, die Gleiteigenschaften während
des Pressformens verbessert und den dynamischen Reibungskoeffizienten
zwischen dem ferritischen, nicht rostenden Stahl und den Pressplatten verringert.
Daher kann das "Festfressen" verhindert werden
und Produkte weiterer komplizierter Formen können hergestellt werden.
-
Um
die oben beschriebenen Aufgaben zu erfüllen, führten wir ausgiebige Forschung über die
Verbesserung der Korrosionsbeständigkeit
gegenüber
minderwertigem Benzin, der Tiefziehbarkeit und der Oberflächenrauigkeit
nach der Verarbeitung durch, die benötigt wird, um ferritische,
nicht rostende Stähle
für die
Automobilbrennstoffkomponenten anzuwenden. Wir ermittelten, dass
die Korrosionsbeständigkeit
gegenüber minderwertigem
Benzin wirksam durch das Einbeziehen von etwa 0,5 Massen-% (hiernach
einfach als % bezeichnet) Mo verbessert werden kann, wobei die Summe
Cr + 3,3 Mo (Lochfraßindex)
auf nicht weniger als etwa 18 % gesteuert wurde und die raue Oberfläche nach
der Verarbeitung verhindert wurde. Wir ermittelten auch, dass die
Nachteile des Einbeziehens großer
Mengen an Mo, das heißt
Verschlechterung der Tiefziehbarkeit und Erzeugung von rauen Oberflächen, durch
das Durchführen
von mindestens zweimaligem Kaltwalzen mit einem dazwischengelegten
Glühverfahren
und durch Optimieren der Herstellungsbedingungen, wie die Kristallkorngröße während des
Kaltwalzens überwunden
werden können.
Zudem ermittelten wir, dass der dynamische Reibungskoeffizient zwischen
den ferritischen, nicht rostenden Stahlblechen und den Pressplatten
reduziert werden kann, indem die Stahlblechoberfläche mit
einer Gleitbeschichtung beschichtet wird, wobei die Gleiteigenschaften
während
des Formens verbessert werden. Daher können die ferritischen, nicht
rostenden Stahlbleche zu Produkten, die komplexere Formen besitzen,
geformt werden.
-
Um
diese Aufgaben zu erfüllen,
stellt ein Aspekt der Erfindung ein ferritisches, nicht rostendes
Stahlblech gemäß Definition
in Anspruch 1 bereit.
-
Vorzugsweise
ist das Verhältnis
der integrierten Röntgenintensität (222)/(200)
auf einer parallelen Ebene gegenüber
der Blechoberfläche
nicht geringer als etwa 15,0.
-
Vorzugsweise
ist das ferritische, nicht rostende Stahlblech mit einer Gleitbeschichtung,
die ein Acrylharz, Calciumstearat und Polyethylenwachs in einer
Beschichtungsmenge von etwa 0,5 bis etwa 4,0 g/m2 umfasst,
brennbeschichtet.
-
Ein
anderer Aspekt der Erfindung stellt ein Verfahren zur Herstellung
eines ferritischen, nicht rostenden Stahlblechs gemäß Definition
in Anspruch 5 bereit.
-
Die
Korngrößenzahl
der ferritischen Kristallkörner
des Stahlblechs vor dem Fertigkaltwalzen, die entsprechend JIS G
0552 gemessen wird, ist vorzugsweise nicht weniger als etwa 6,5.
-
Vorzugsweise
wird diese Stufe des Kaltwalzens in einer einzigen Richtung unter
Verwendung eines Tandemwalzwerks, das eine Arbeitswalze umfasst,
die einen Durchmesser von etwa 300 mm oder mehr besitzt, durchgeführt.
-
Das
Verfahren zur Herstellung des ferritischen, nicht rostenden Stahlblechs
kann des Weiteren die Stufe des Brennbeschichtens des fertiggeglühten ferritischen,
nicht rostenden Stahlblechs mit einer Gleitbeschichtung, die ein
Acrylharz, Calciumstearat und Polyethylenwachs in einer Beschichtungsmenge
von etwa 0,5 bis etwa 4,0 g/m2 umfasst,
umfassen.
-
Kurze Beschreibung
der Zeichnungen
-
1 ist ein Diagramm, das
die Wirkung einer Summe von Cr + 3,3 Mo und der Korngrößenzahlen eines
fertiggeglühten
Blechs auf die Korrosionsbeständigkeit
gegenüber
minderwertigem Benzin nach dem Formen zeigt.
-
2 ist ein Diagramm, das
die Beziehung zwischen den Kristallkorngrößenzahlen des fertiggeglühten Blechs
und der Oberflächenrauigkeit
(Riefenhöhe)
nach dem Formen zeigt;
-
3 ist ein Diagramm, das
die Wirkung von Kaltwalzendurchmessern und Walzrichtungen auf das Verhältnis der
integrierten Röntgenintensität (222)/(200)
zeigt; und
-
4 ist ein Diagramm, das
die Wirkung der Kristallkorngrößenzahlen
vor dem Fertigkaltwalzen auf die r-Werte des fertiggeglühten Blechs
zeigt.
-
Beschreibung
bevorzugter Ausführungsformen
-
Die
Komponenten der Zusammensetzung eines ferritischen, nicht rostenden
Stahlblechs der Erfindung werden nun beschrieben. Der Gehalt jedes
Elements ist in Massen-%, was allein durch % unten dargestellt wird,
angegeben.
-
C: nicht mehr als etwa
0,1 %.
-
Gelöster und
ausgefällter
Kohlenstoff verschlechtert die Verformbarkeit des Stahls. Zudem
fällt Kohlenstoff
hauptsächlich
an den Korngrenzen als Carbid aus, wobei die Versprödungbeständigkeit
gegenüber
der Weiterverarbeitung und die Korrosionsbeständigkeit der Korngrenzen verschlechtert
wird. Die Verschlechterung der Verformbarkeit und Korrosionsbeständigkeit
ist bei einem C-Gehalt, der etwa 0,1 % überschreitet, besonders bemerkenswert.
Daher ist der C-Gehalt auf nicht mehr als etwa 0,1 % beschränkt. Andererseits
erhöht eine
exzessive Verringerung der Menge an Kohlenstoff die Raffinierungskosten.
Im Hinblick auf das Obige und besonders auf die Versprödungsbeständigkeit
gegenüber
weiterem Formen ist der C-Gehalt vorzugsweise mehr als etwa 0,002
%, jedoch nicht mehr als etwa 0,008 %.
-
Si: nicht mehr als etwa
1,0 %
-
Silicium
(Si) verbessert wirksam die Oxidations- und Korrosionsbeständigkeit des Stahls und insbesondere
verbessert es die Korrosionsbeständigkeit
der äußeren und
inneren Oberflächen
von Kraftstofftanks. Um diese Vorteile zu erreichen, ist der Siliciumgehalt
vorzugsweise nicht geringer als etwa 0,2 %. Ein Si-Gehalt, der etwa
1,0 % überschreitet,
bewirkt eine Versprödung
des Stahls und verschlechtert die Versprödungsbeständigkeit gegenüber dem
weiteren Formen an geschweißten
Bereichen. Daher ist der Si-Gehalt zweckmäßigerweise nicht mehr als etwa
1,0 % und vorzugsweise nicht mehr als etwa 0,75 %.
-
Mn: nicht mehr als etwa
1,5 %
-
Mangan
(Mn) verbessert die Oxidationsbeständigkeit, wenn es in einer
angemessenen Menge enthalten ist. Überschüssiges Mangan verschlechtert
die Zähigkeit
des Stahls und die Versprödungsbeständigkeit gegenüber dem
weiteren Formen an geschweißten
Bereichen. Daher ist der Mn-Gehalt auf nicht mehr als etwa 1,5 %
und vorzugsweise auf nicht mehr als etwa 1,30 % beschränkt.
-
P: nicht mehr als etwa
0,06 %
-
Phosphor
(P) sondert sich bereitwillig an Korngrenzen ab und verschlechtert
die Korngrenzenstärke, wenn
es mit Bor (B) enthalten ist. Daher ist im Hinblick auf eine Verbesserung
der Versprödungsbeständigkeit gegenüber dem
weiteren Formen und der Ermüdungseigenschaften
bei hoher Temperatur von geschweißten Teilen der P-Gehalt vorzugsweise
so gering wie möglich.
Da jedoch eine übermäßige Verringerung
des P-Gehalts erhöhte
Raffinierungskosten ergibt, ist der P-Gehalt auf nicht mehr als
etwa 0,06 % und vorzugsweise auf nicht mehr als etwa 0,03 % beschränkt.
-
S: nicht mehr als etwa
0,03 %
-
Der
Schwefel(S)-Gehalt ist vorzugsweise so gering wie möglich, da
Schwefel die Korrosionsbeständigkeit
des nicht-rostenden Stahls verschlechtert. Unter Beachtung der Kosten,
die für
die Entschwefelung während.
des Raffinierens benötigt
werden, wird der S-Gehalt auf nicht mehr als etwa 0,03 % beschränkt. Vorzugsweise
ist der S-Gehalt nicht mehr als etwa 0,01 %, da S durch Mn und Ti
in einem solchen Fall fixiert werden kann.
-
Cr: etwa 11 % bis etwa
23 %
-
Chrom
(Cr) verbessert die Beständigkeit
gegenüber
Oxidation und Korrosion. Um eine ausreichende Oxidations- und Korrosionsbeständigkeit
zu erreichen, beträgt
der Cr-Gehalt vorzugsweise
nicht weniger als etwa 11 %. Im Hinblick auf die Korrosionsbeständigkeit
des geschweißten
Bereichs beträgt
der Cr-Gehalt vorzugsweise nicht weniger als etwa 14 %. Andererseits
verschlechtert Chrom die Bearbeitbarkeit des Stahls und dieser Nachteil
wird bei einem Cr-Gehalt, der etwa 23 % überschreitet, besonders bemerkbar.
Daher ist die obere Grenze des Cr-Gehalts etwa 23 %. Vorzugsweise
liegt der Cr-Gehalt zwischen etwa 14 % und etwa 18 %.
-
Ni: nicht mehr als etwa
2,0 %
-
Nickel
(Ni) verbessert die Korrosionsbeständigkeit des nicht-rostenden
Stahls und kann in einer Menge von etwa 2,0 % oder weniger enthalten
sein. Bei einem Ni-Gehalt, der etwa 2,0 % überschreitet, härtet sich der
Stahl und kann eine Rissbildung durch Spannungsrisskorrosion aufgrund
der Erzeugung der austenitischen Phase erleiden. Daher ist der Ni-Gehalt
auf nicht mehr als etwa 2,0 % beschränkt. Vorzugsweise liegt der
Ni-Gehalt zwischen etwa 0,2 % und etwa 0,8 %.
-
Mo: etwa 0,5 % bis etwa
3,0 %
-
Molybdän (Mo) verbessert
die Korrosionsbeständigkeit
gegenüber
minderwertigem Benzin. Ein Mo-Gehalt von etwa 0,5 % oder mehr wird
benötigt,
um die Verbesserung der Korrosionsbeständigkeit gegenüber minderwertigem
Benzin zu erreichen, ein Mo-Gehalt, der etwa 3,0 % überschreitet,
bewirkt jedoch eine Verschlechterung der Bearbeitbarkeit als ein
Ergebnis des Ausfallens während
der Hitzebehandlung. Daher liegt der Mo-Gehalt vorzugsweise im Bereich
von etwa 0,5 % bis etwa 3,0 % und noch bevorzugter bei etwa 0,7
% bis etwa 1,6 %.
-
Cr + 3,3 Mo: nicht weniger
als etwa 18
-
Die
Summe von Cr + 3,3 Mo, wobei Cr und Mo die Massen-%-Gehalte der
entsprechenden Elemente darstellen, zeigt die Korrosionsbeständigkeit
von nicht-rostenden Stählen
auf (Lochfraßindex).
Wir ermittelten durch Forschung, dass die ferritischen, nicht rostenden
Stähle
zur Verwendung mit mindertwertigem Benzin die oben beschriebenen
Mengen an Mo enthalten sollten und eine Summe von Cr + 3,3 Mo von
nicht geringer als etwa 18 im Hinblick auf die Korrosionsbeständigkeit
gegenüber
minderwertigem Benzin, der Korrosionsbeständigkeit der äußeren Oberflächen und
der Korrosionsbeständigkeit
der geschweißten
Bereiche be sitzen sollten. Eine Summe von Cr + 3,3 Mo, die etwa
30 überschreitet,
bewirkt eine Verhärtung
der Stahlbleche und verschlechtert dadurch die Bearbeitbarkeit der
Stahlbleche. Im Hinblick auf das Obige ist die Summe von Cr + 3,3
Mo zweckmäßigerweise
nicht mehr als etwa 30 und vorzugsweise im Bereich zwischen etwa
20 und etwa 25.
-
Da
die Korrosionsbeständigkeit
in enger Beziehung zu der Oberflächenrauigkeit
nach dem Formen, wie im Folgenden beschrieben, steht, muss das fertiggeglühte Blech
auch die Bedingungen von etwa 6,0 oder mehr der Kristallkorngrößenzahl
erfüllen.
-
1 zeigt die Ergebnisse des
Testens der Korrosionsbeständigkeit
gegenüber
minderwertigem Benzin. Hier wurden ferritische, nicht rostende Stähle, die
verschiedene Summen von Cr + 3,3 Mo und verschiedene Kristallkorngrößenzahlen
der fertiggeglühten
Bleche besitzen, getestet, um die Korrosionsbeständigkeit gegenüber minderwertigem
Benzin, welches 800 ppm Ameisensäure
enthält,
bei einer Testtemperatur von 50 °C
und bei einer Testzeit von 25 Stunden × 200 Zyklen (insgesamt 5000
Stunden) zu bestimmen. Jedes Teststück wurde hergestellt, indem
ein 0,8 mm dickes fertiggeglühtes
Blech zu einem Zylinder, der einen Durchmesser von 80 mm und eine
Höhe von
45 mm besaß,
gezogen wurde. Ein Zyklus umfasste, das Zugeben von minderwertigem
Benzin in das zylindrische Teststück, das Halten des Teststücks, das
das minderwertige Benzin enthielt, bei einer vorbestimmten Temperatur
für 25
Stunden und das Zugeben von minderwertigem Benzin zur Kompensation
für die
Menge an verdampftem Benzin. Nach 200 Zyklen wurde die Erscheinung
der Teststücke
betrachtet. Die Korrosionsbeständigkeit
gegenüber
minderwertigem Benzin wurde basierend auf der Anwesenheit von rotem
Rost bewertet. Wie in 1 gezeigt,
besitzen die Teststücke
von etwa 18 % oder mehr an Cr + 3,3 Mo und etwa 6,0 oder mehr der
Kornzahl des fertiggeglühten
Blechs, die basierend auf einem Schneideverfahren, das in dem japanischen
industriellen Standard (JIS) G 0552 beschrieben wird, bestimmt wurde,
eine befriedigende Korrosionsbeständigkeit gegenüber minderwertigem
Benzin.
-
A1: nicht mehr als etwa
1,0 %
-
Obwohl
Aluminium (A1) ein wesentliches Element bei der Stahlproduktion
als ein Desoxidationsmittel ist, verschlechtert eine überschüssige Menge
an Aluminium die Oberflächenerscheinung
und die Korrosionsbeständigkeit
aufgrund der Bildung von Einschlüssen.
Daher ist der Al-Gehalt
zweckmäßigerweise
nicht mehr als etwa 1,0 % und vorzugsweise nicht mehr als etwa 0,50
%.
-
N: nicht mehr als etwa
0,04 %
-
Stickstoff
(N) stärkt
bei einem geeigneten Gehalt die Korngrenzen und verbessert die Zähigkeit,
bei einem Gehalt, der etwa 0,04 % überschreitet, fällt er jedoch
in den Korngrenzen als Nitride aus, wobei die Korrosionsbeständigkeit
negativ beeinträchtigt
wird. Daher ist der N-Gehalt
zweckmäßigerweise
nicht mehr als etwa 0,04 % und vorzugsweise nicht mehr als etwa
0,020 %.
-
Nb: nicht mehr als etwa
0,8 %; Ti: nicht mehr als etwa 1,0 %; und 18 ≤ Nb/(C+N) + 2 Ti/(C+N) ≤ 60
-
Niob
(Nb) und Titan (Ti) fixieren löslichen
Kohlenstoff und Stickstoff, indem sie mit ihnen Verbindungen bilden,
wobei die Korrosionsbeständigkeit
verbessert und der r-Wert vergrößert wird.
Niob und Titan werden entweder alleine oder in Kombination benötigt. Bei
einem Gehalt von weniger als etwa 0,01 % erreicht weder Niob noch
Titan ausreichende Wirkungen. Daher sind sowohl der Nb-Gehalt wie
auch der Ti-Gehalt vorzugsweise nicht weniger als 0,01 %. Andererseits
bewirkt ein Nb-Gehalt, der etwa 0,8 % überschreitet, eine Verschlechterung
der Zähigkeit
und ein Ti-Gehalt, der etwa 1,0 % überschreitet, bewirkt eine
Verschlechterung der Erscheinung und der Zähigkeit. Daher sollte der Nb-Gehalt
nicht mehr als etwa 0,8 % betragen und der Ti-Gehalt sollte nicht
mehr als etwa 1,0 % betragen. Vorzugsweise liegt der Nb-Gehalt im
Bereich von etwa 0,05 % bis etwa 0,40 % und der Ti-Gehalt liegt
im Bereich von etwa 0,05 % bis etwa 0,40 %.
-
Um
Kohlenstoff und Stickstoff als Carbide und Nitride in dem Stahl
zu fixieren und um weitere verbesserte Formbarkeit zu erreichen,
sollten der Nb-Gehalt und der Ti-Gehalt die folgende Beziehung erfüllen: 18 ≤ Nb/(C+N) + 2 Ti/(C+N) ≤ 60
-
Vorzugsweise
wird die folgende Beziehung erfüllt: 20 ≤ Nb/(C+N) + 2 Ti/(C+N) ≤ 50
-
In
diesen Verhältnissen
stellen C, N, Nb bzw. Ti die C-, N-, Nb- bzw. Ti-Gehalte als Massen-%
dar.
-
Die
Restbilanz der Zusammensetzung ist grundsätzlich Eisen (Fe) und beiläufige Verunreinigungen. Im
Hinblick auf die Verbesserung der Versprödung der Korngrenzen können Kobalt
(Co) und Bor (B) in einem Gehalt von nicht mehr als etwa 0,3 % bzw.
nicht mehr als etwa 0,01 % enthalten sein. Die Eigenschaften des nicht
rostenden Stahls der vorliegenden Erfindung werden durch die Anwesenheit
von nicht mehr als etwa 0,5 % Zr, nicht mehr als etwa 0,1 % Ca,
nicht mehr als etwa 0,3 % Ta, nicht mehr als etwa 0,3 % W, nicht
mehr als etwa 1 % Cu und nicht mehr als etwa 0,3 % Sn nicht beeinflusst.
-
Durchschnittlicher
r-Wert: mindestens 2,2
-
Damit
das nicht rostende Stahlblech eine hohe Tiefziehbarkeit, die vergleichbar
zu der von Ternblechen ist, die herkömmlicherweise für Kraftstofftanks
verwendet wurden, erreicht und eine hohe Formbarkeit, die den Ansprüchen der
Massenherstellung entspricht, erreicht wird, muss der durchschnittliche
r-Wert des Stahlblechs mindestens 2,2 sein.
-
Daher
ist in der Erfindung der durchschnittliche r-Wert der Stahlbleche auf mindestens
2,2 begrenzt. Hier ist der durchschnittliche r-Wert als das durchschnittliche
plastische Deformierungsverhältnis,
das durch die folgende Gleichung entsprechend JIS Z 2254 bestimmt
wird, definiert: r
= (r0 + 2r45 + r90) /4 wobei
- r0 ein plastisches Deformierungsverhältnis bezeichnet,
das unter Verwendung eines Teststücks, das parallel zu der Walzenrichtung
des Blechs als Probe genommen wurde, gemessen wurde;
- r45 ein plastisches Deformierungsverhältnis bezeichnet,
das unter Verwendung eines Teststücks, das bei 45° zu der Walzenrichtung
des Blechs als Probe genommen wurde, gemessen wurde; und
- r90 ein plastisches Deformierungsverhältnis bezeichnet,
das unter Verwendung eines Teststücks, welches bei 90° zu der Walzenrichtung
des Blechs als Probe genommen wurde, gemessen wurde.
-
Da
die Bearbeitbarkeit durch die Korngröße des fertiggeglühten Blechs
betroffen ist, darf die Kristallkorngrößenzahl des fertig kaltgewalzten
Blechs nicht geringer als etwa 6,5 sein.
-
Um
einen durchschnittlichen r-Wert von nicht weniger als 2,2 zu erreichen,
darf das Verhältnis
der integrierten Röntgenintensität von (222)
zu (200), das heißt
(222)/(200) nicht weniger als etwa 15,0 betragen. Das Verhältnis der
integrierten Röntgenintensität (222)/(200)
steht eng mit dem r-Wert des Stahlblechs in Beziehung und ein höheres (222)/(200)-Verhältnis ergibt
einen höheren
r-Wert. Hier bezeichnet
das Verhältnis der
integrierten Röntgenintensität (222)/(200)
das Verhältnis
der integrierten Intensität
des (222)-Peaks zu dem (200)-Peak, die mit einem Röntgendiffraktometer
RINT1500, das von Rikagaku Denki Co., Ltd. hergestellt ist, an einer
Position 1/4 der Blechdicke unter Verwendung eines Co-xα-Strahls
durch ein 2θ-Verfahren
bei einer Spannung von 46 kV und einer Stromstärke von 150 mA gemessen wurde.
-
Ein
Verfahren zur Herstellung des Stahlblechs aus der Zusammensetzung
der Erfindung, das ein Verhältnis
der integrierten Röntgenintensität (222)/(200)
von nicht weniger als etwa 15,0 aufweist, wird in späteren Abschnitten
beschrieben.
-
Ferritische Kristallkorngrößenzahl
des fertiggeglühten
Blechs: nicht geringer als etwa 6,0
-
Wie
in 2 gezeigt, steht
die Ferrit-Kristallkorngröße der fertiggeglühten Bleche
in enger Beziehung mit der Erzeugung von rauen Oberflächen, nachdem
das Stahlblech einem Formungsverfahren unterzogen wurde. Größere Kristallkörner einer
Korngrößenzahl
von weniger als etwa 6,0 erzeugen nicht nur raue Oberflächen auf
dem umgeformten Produkt, die als "Orangenhaut" bekannt sind, wodurch die Erscheinung
beeinträchtigt
wird, sondern sie bewirken auch eine Verschlechterung der Korrosionsbeständigkeit
als ein Ergebnis der rauen Oberfläche. Deshalb sollte die Korngrößenzahl
des fertiggeglühten
Blechs nicht gerin ger als etwa 6,0 und vorzugsweise nicht geringer
als etwa 7, 0 sein.
-
Alle
in dieser Erfindung beschriebenen Korngrößenzahlen werden durch ein
Verfahren entsprechend JIS G 0552 gemessen, wobei ein Durchschnitt
der Kristallkorngrößenzahlen,
die an Positionen, die 1/2, 1/4 und 1/6 der Blechdicke entsprechen,
an vier Punkten für
jede der Positionen (insgesamt 12 Punkte) in einem Querschnitt der
in der Walzrichtung (L-Richtung) genommen wird, gemessen werden,
als die Korngrößenzahl definiert
wird.
-
Obwohl
das Verhältnis
der Intensität
(222)/(200) vergrößert werden
kann, indem einfach die Fertigglühtemperatur
erhöht
wird, liegt das Problem ein solches Verfahren einzusetzen darin,
dass eine hohe Glühtemperatur
die Kristallkörner
beim Erreichen des durchschnittlichen r-Werts von nicht geringer
als 2,2 aufraut, wobei raue Oberflächen erzeugt werden. Um diese
scheinbar unverträglichen
Vorteile gleichzeitig zu erhalten, wird in der Erfindung das Kaltwalzen
zweimal oder häufiger
mit einem dazwischenliegenden Glühverfahren durchgeführt.
-
2 ist ein Diagramm, das
das Verhältnis
zwischen der Kristallkorngrößenzahl
des fertiggeglühten Blechs
und der Oberflächenrauigkeit
des verarbeiteten Blechs mittels der Riefenhöhe darstellt. Für diese
Daten wurde die Kristallkorngrößenzahl
vor dem letzten Kaltwalzen gleichförmig auf 6,7 gebracht. Die
Riefungshöhe
wurde bestimmt und durch das Messen der Oberflächenrauigkeit von JIS Nr. 5
Teststücken,
die in der Stahlblechwalzrichtung (L-Richtung) nach der Applikation
von 25 % Zugbelastung und unter Einsetzen eines Taststiftverfahrens
entnommen wurden, bewertet. 2 zeigt,
dass die Teststücke,
die eine Kristallkorngrößenzahl
von etwa 6,0 oder mehr besitzen, eine Riefenhöhe von 10 μm oder weniger aufweisen und
dass die Rauigkeit der Oberfläche
durch eine Kristallkorngrößenzahl von
nicht geringer als etwa 6,0 bedeutend verbessert werden kann.
-
Ein
Verfahren zur Herstellung des ferritischen, nicht rostenden Stahlblechs
der Erfindung, welches das oben beschriebene Verhältnis der
integrierten Röntgenintensität und die
Ferrit-Kristallkorngrößenzahl
aufweist, wird nun beschrieben.
-
Das
Stahlblech der Erfindung ist ein kaltgewalztes Stahlblech, das durch
ein Stahlherstellungsverfahren, Warmwalzverfahren, Glühverfahren
des warmgewalzten Blechs, Beizverfahren, Kaltwalzverfahren und Fertigglühverfahren
hergestellt wird. Durch Steuern der Brammenerhitzungstemperatur
können
die Vorwarmwalzbedingungen und Fertigwarmwalzbedingungen während des
Warmwalzverfahrens, die Glühtemperatur während des
Glühverfahrens
des warmgewalzten Blechs, die Kaltwalzbedingungen und die Temperatur
des dazwischengeschalteten Glühens
während
des Kaltwalzverfahrens und die Glühtemperatur während des
Fertigglühverfahrens,
das Verhältnis
der integrierten Röntgenintensität und die
Ferrit-Kristallkorngrößenzahl
innerhalb der oben beschriebenen Bereiche gesteuert werden. Die
Details werden im Folgenden beschrieben.
-
Brammenerhitzungstemperatur:
etwa 1000 °C
bis etwa 1200 °C
-
Vorheißwalzen
unter vorbestimmten Bedingungen ist unter übermäßig niedrigen Brammenerhitzungstemperaturen
schwierig. Andererseits löst
eine extrem hohe Brammenerhitzungstemperatur Ti4C2S2, das in der Bramme
des Ti-legierten
Stahls enthalten ist, wobei eine erhöhte Menge an gelöstem Kohlenstoff
und eine inhomogene Aggregationsstruktur in der Richtung der warmgewalzten
Blechdicke erhalten wird. Daher befindet sich die Brammenerhitzungstemperatur
zweckmäßigerweise
in dem Bereich von etwa 1000 °C
bis etwa 1200 °C
und vorzugsweise im Bereich von etwa 1100 °C bis etwa 1200 °C.
-
Vorheißwalzen
-
Vorheißwalzen
(im folgenden einfach als Vorwalzen bezeichnet), wobei die Walztemperatur
von mindestens einem Durchgang im Bereich von etwa 850 °C bis etwa
1100 °C
liegt, wird bei einer Reduzierung von etwa 35 %/Durchgang oder mehr
durchgeführt.
Bei einer Vorwalztemperatur von unter etwa 850 °C schreitet die Rekristallisierung
kaum fort und das sich ergebende fertiggeglühte Blech wird eine schlechte
Bearbeitbarkeit und eine große
planare Anisokopie aufweisen. Zudem wächst die Last auf den Walzen
und erzeugt eine kürzere
Walzenlebensdauer. Bei einer Vorwalztemperatur, die etwa 1100 °C überschreitet,
wird die Struktur der Ferrit-Kristallkörner in Richtung des Walzens
gedehnt, was eine größere Anisokopie
ergibt. Daher liegt die Vorwalztemperatur zweckmäßigerweise in dem Bereich von
etwa 850 °C
bis etwa 1100 °C
und vorzugsweise von etwa 900 °C
bis etwa 1050 °C.
-
Bei
einer Reduzierung unter etwa 35 %/Durchgang verbleibt eine Bande
mit großen
Mengen an nichtkristallisierten Bereichen in der Mitte der Blechdickenrichtung
und dadurch wird die Bearbeitbarkeit herabgesetzt. Bei einer Reduzierung,
die etwa 60 %/Durchgang überschreitet,
können
sich fressender Verschleiß und Bissfehler
ergeben. Daher liegt die Reduzierung vorzugsweise in dem Bereich
von etwa 40 bis 60 %/Durchgang. Es ist anzumerken, dass bei Stahlmaterialien,
die geringe Hitzefestigkeiten aufweisen, starke Scherbelastungen
auf die Stahlblechoberflächen
während
des Grobwalzens bzw. Vorwalzens, erzeugt werden würden, nicht-kristallisierte
Bereiche würden
in den mittleren Bereichen in der Blechdickenrichtung verbleiben
und fressender Verschleiß würden in
manchen Fällen
auftreten. Um diese Nachteile zu überwinden, kann ein Gleitfähigmachen
benötigt
sein, um den Reibungskoeffizient auf etwa 0,3 oder weniger zu verbessern.
-
Die
Tiefziehbarkeit kann durch Durchführen von mindestens einem Grobwalzdurchgang,
worin die oben beschriebenen Bedingungen der Grobwalztemperatur
und der Reduzierung erfüllt
sind, verbessert werden. Dieser mindestens eine Durchgang kann bei
jedem Durchgang während
des Grobwalzens durchgeführt werden.
Vorzugsweise wird dieser Durchgang während des Enddurchgangs unter
Berücksichtigung
der Leistung des Walzwerks durchgeführt.
-
Fertigwarmwalzen:
-
Während des
Fertigwarmwalzens (nachfolgend einfach als Fertigwalzen bezeichnet),
das anschließend
an das Grobwalzen bzw. Vorwalzen durchgeführt wird, muss die Walztemperatur
von mindestens einem Durchgang in dem Bereich von etwa 650 °C bis etwa
900 °C liegen
und die Reduzierung muss in dem Bereich von etwa 20 bis etwa 40
/Durchgang sein. Bei einer Walztemperatur unter etwa 650 °C ist eine
Reduzierung von etwa 20 %/Durchgang oder mehr schwierig zu erreichen
aufgrund eines Zuwachses der Deformierungsbeständigkeit und die Last auf den
Walzen wird vergrößert. Bei
einer Fertigwalztemperatur, die etwa 900 °C überschreitet, wird der akkumulierte
Walzwiderstand geringer, wodurch die Wirkung der Verbesserung der
Bearbeitbarkeit in den folgenden Stufen minimiert wird. Daher ist
die Fertigwalztemperatur zweckmäßigerweise in
dem Bereich von etwa 650 °C
bis etwa 900 °C
und vorzugsweise von etwa 700 °C
bis etwa 800 °C.
-
Bei
einer Reduzierung unter etwa 20 %/Durchgang bei einer Temperatur
im Bereich von etwa 650 °C bis
etwa 900 °C
verbleiben bedeutend große
Kolonien mit {100}//ND, das heißt
{100}-Ebenen parallel zu der gewöhnlichen
Richtung (Walzrichtung) und {110}//ND, das heißt {110}-Ebenen parallel zu
der gewöhnlichen Richtung,
was eine Riefenbildung und eine Verringerung des r-Werts bewirkt.
Bei einer Reduzierung von etwa 40 %/Durchgang treten Biss- und/oder Formungsfehler
auf, was das Auftreten einer Verschlechterung der Oberflächeneigenschaften
des Stahls bewirkt. Daher ist die Reduzierung von mindestens einem
Durchgang während
des Fertigwalzens zweckmäßigerweise
in dem Bereich von etwa 20 bis etwa 40 %/Durchgang und vorzugsweise
etwa 25 bis etwa 35 %/Durchgang.
-
Die
Tiefziehbarkeit kann durch Durchführen von mindestens einem Fertigwalzdurchgang,
worin die oben beschriebene Walztemperatur und die Reduzierungsbedingungen
erfüllt
sind, verbessert werden. Dieser mindestens eine Durchgang kann bei
jedem Durchgang durchgeführt
werden, jedoch vorzugsweise während des
letzten Durchgangs unter Berücksichtigung
der Leistung des Walzwerks.
-
Glühen des warmgewalzten Blechs:
-
Eine
Glühtemperatur
des heißgewalzten
Blechs von unter etwa 800 °C
bewirkt eine nicht ausreichende Rekristallisierung und eine Verringerung
des r-Werts. Zudem wird in dem fertiggeglühten Blech aufgrund einer bandförmigen nicht-kristallisierten
Struktur bedeutende Riefenbildung beobachtet. Bei einer Temperatur, die
etwa 1100 °C überschreitet,
wird die Struktur nicht nur rau, sondern eine vergrößerte Menge
gelösten
Kohlenstoffs aufgrund gelöster
Carbide in dem Stahl schließt
die Bildung einer bevorzugten Aggregationsstruktur aus. Zudem bewirken
raue Oberflächen
nach dem Formen eine Verschlechterung der Verfahrensgrenze und der
Korrosionsbeständigkeit.
Im Hinblick auf das Obige sollten die Bedingungen für das Glühen von
warmgewalztem Blech so optimiert werden, dass eine Struktur, die
so fein wie möglich
und frei von nicht-kristallisierter Struktur ist, erhalten wird,
obwohl die Bedingungen in Relation mit dem gelösten Kohlenstoff, das heißt das Ausfällungsverhalten
von Carbiden variieren können.
Insbesondere liegt die Glühtemperatur
des warmgewalzten Blechs zweckmäßi gerweise
in dem Bereich von etwa 800 °C
bis etwa 1100 °C
und vorzugsweise von etwa 850 °C
bis etwa 1050 °C.
-
Kaltwalzen
-
Kaltwalzen
wird mindestens zweimal bei einer Temperatur von etwa 750 °C bis etwa
1000 °C
mit einem dazwischenliegenden Glühverfahren
durchgeführt.
Die Gesamtreduzierung darf nicht weniger als etwa 75 % sein und
das Reduzierungsverhältnis,
das durch (Reduzierung des ersten Kaltwalzens)/(Reduzierung des zweiten
Kaltwalzens) ausgedrückt
wird, sollte im Bereich von etwa 0,7 bis etwa 1,3 liegen. Die Ferrit-Kristallkorngrößenzahl
direkt vor dem letzten Kaltwalzen sollte etwa 6,5 oder mehr betragen.
-
Eine
Temperatur für
das dazwischenliegende Glühen
unter 750 °C
bewirkt eine nicht ausreichende Rekristallisierung und eine Verringerung
des r-Werts. Zudem tritt in dem zum letzen Mal kaltgewalzten geglühten Blech
aufgrund der bandförmigen
nicht-kristallisierten Struktur bedeutende Riefenbildung auf. Bei
einer Temperatur des dazwischenliegenden Glühens, die etwa 1000 °C überschreitet,
wird die Struktur rau und vergrößerte Mengen
gelösten
Kohlenstoffs, der sich aus Carbiden ergibt, die sich zu festen Lösungen lösen, ergibt,
schließen
die Bildung einer bevorzugten Aggregationsstruktur wie {111} zur
Verbesserung der Tiefziehbarkeit aus. Zudem wird in dem zum letzen
Mal kaltgewalzten geglühten
Blech bedeutende Riefenbildung beobachtet.
-
Bei
der Herstellung fertiggeglühter
Bleche, die feine Kristallkörner
und hohe r-Werte besitzen, sind die Verringerung der Menge des gelösten Kohlenstoffs
vor dem letzten Kaltwalzen und die Minimierung der Ferrit-Kristallkörner (auf
nicht geringer als etwa 6,5 als Korngrößenzahl) nach dem zwischengeschalteten
Glühen und
vor dem letzten Kaltwalzen wesentlich. Daher sollte die Tempe ratur
des dazwischengeschalteten Glühens auf
eine Temperatur, die so gering wie möglich ist, festgelegt sein,
solange die Kristallkorngrößenzahl
nicht geringer als etwa 6,5 ist und keine nicht-kristallisierten
Strukturen in dem Stahl verbleiben.
-
Im
Hinblick auf das Obige sollte die Temperatur des zwischengeschalteten
Glühens
im Bereich von etwa 750 °C
bis etwa 1000 °C
und vorzugsweise von etwa 800 °C
bis etwa 950 °C
betragen.
-
Bei
dem Kaltwalzen wird eine Gesamtreduzierung von nicht weniger als
etwa 75 % durch das mindestens zweimalige Durchführen des Kaltwalzens mit dem
oben beschriebenen zwischengeschalteten Glühverfahren erreicht. Während dem
zweimaligen oder noch mehrmaligen Kaltwalzen liegt das Reduzierungsverhältnis, das
als (Reduzierung des ersten Kaltwalzens)/(Reduzierung des letzten
Kaltwalzens) ausgedrückt
wird, in dem Bereich von etwa 0,7 bis etwa 1,3. Insbesondere, wenn
das Kaltwalzen zweimal durchgeführt
wird, wird das Reduzierungsverhältnis
durch (Reduzierung des ersten Kaltwalzens)/ (Reduzierung des zweiten
Kaltwalzens) bestimmt und der erhaltene Wert sollte in dem oben
beschriebenen Bereich liegen.
-
Eine
höhere
Gesamtreduzierung trägt
zu der Entwicklung von der {111}-Aggregationsstruktur in dem fertiggeglühten Blech
und zu dem Erreichen von höheren
r-Werten bei. Damit das fertiggeglühte Blech einen durchschnittlichen
r-Wert von 2,2 oder mehr erreicht, muss die Gesamtreduzierung nicht
geringer als etwa 75 % sein. Daher darf in der Erfindung die Gesamtreduzierung
nicht geringer als etwa 75 % sein. Da die Reduzierungspeaks des
Kaltwalzens bei etwa 85 % liegen, liegt der zu bevorzugende Bereich
der Gesamtreduzierung zwischen etwa 80 % und etwa 90 %.
-
Das
Reduzierungsverhältnis
des zweimaligen oder noch mehrmaligen Kaltwalzens steht in engem
Bezug zu den Korngrößen vor
dem letzten Kaltwalzen, zu der Entwicklung der {111} Aggregationsstruktur
in dem zwischengeglühten
Blechs und zu der Entwicklung der {111} Aggregationsstruktur in
dem fertiggeglühten Blech.
Das Reduzierungsverhältnis
während
des Kaltwalzens liegt zweckmäßigerweise
im Bereich von etwa 0,7 bis etwa 1,3 und vorzugsweise in dem Bereich
von etwa 0,8 bis etwa 1,1, um höhere
r-Werte zu erreichen. Bei dem Durchführen von zweimaligem oder noch
mehrmaligem Kaltwalzen liegt die Reduzierung bei jedem Kaltwalzen
vorzugsweise bei nicht weniger als etwa 50 und die Differenz der
Reduzierungen zwischen jedem Kaltwalzen liegt vorzugsweise bei nicht
mehr als 30 %. Das liegt daran, dass bei einer Reduzierung von unter 50
% und einer Reduzierungsdifferenz, die etwa 30 % überschreitet,
das Verhältnis
(222)/(200) bedeutend gering wird, was niedrige r-Werte ergibt.
-
In
dem Kaltwalzverfahren der Erfindung wird vorzugsweise ein Tandemwalzwerk
mit Arbeitswalzen, die einen Walzendurchmesser von etwa 300 mm oder
mehr besitzen, verwendet, um das Blech in eine Richtung während des
zweimaligen oder noch mehrmaligen Kaltwalzens zu walzen.
-
Die
Steuerung des Walzendurchmessers und der Walzrichtung ist wesentlich
für die
Reduzierung der Scherdeformierung des gewalzten Blechs und für die Vergrößerung des
Verhältnisses
(222)/(200), um den r-Wert zu verbessern. Gewöhnlicherweise wird das letzte
Kaltwalzen von nicht rostenden Stählen unter Verwendung kleinerer
Arbeitswalzen, die einen Walzendurchmesser von z. B. etwa 200 mm
oder weniger besitzen, durchgeführt,
um glänzende
Oberflächen
zu erhalten. Da die Erfindung speziell versucht den r-Wert zu verbessern,
werden vorzugsweise große
Arbeitswalzen, die einen Durchmesser von etwa 300 mm oder mehr besitzen,
sogar bei dem letzten Kaltwalzen verwendet.
-
Mit
anderen Worten, Tandemwalzen in einer Richtung unter Verwendung
von Walzen, die einen Walzendurchmesser von nicht weniger als 300
mm besitzen, wird gegenüber
Umkehrwalzen unter Verwendung von Walzen, die einen Walzendurchmesser
von etwa 100 bis etwa 200 mm besitzen, im Hinblick auf eine Reduktion
der Scherdeformierung auf den Oberflächen und eine Verbesserung
des r-Werts bevorzugt.
-
3 zeigt die Beziehung des
Verhältnisses
der integrierten Röntgenintensität (222)/(200)
zu dem Kaltwalzendurchmesser und den Walzverfahren. Aus 3 wird klar, dass das Verhältnis (222)/(200)
unter Verwendung von Arbeitswalzen mit großem Durchmesser und unter Einsetzen
des Walzens in nur eine Richtung (Tandemwalzen) vergrößert wird.
-
Um
verlässlich
höhere
r-Werte zu erreichen, wird die Last pro Breiteeinheit vergrößert, um
eine gleichförmige
Belastung in der Blechdickenrichtung anzulegen. Eine solche Anwendung
einer gleichförmigen
Belastung kann wirksam durch jedes Verfahren von einem beliebigen
oder einer Kombination von Verringern der Heißwalztemperatur, Bildung von
Hochlegierungen und Vergrößern der
Warmwalzrate erreicht werden.
-
Kristallkorngrößenzahl
vor dem letzten Kaltwalzen: nicht weniger als etwa 6,5
-
Die
Ferrit-Kristallkorngrößenzahl
vor dem letzen Kaltwalzen (nach dem zweiten Kaltwalzen, wenn die Zahl
der Male des Kaltwalzens zwei ist) ist ein wichtiger Faktor, der
eng in Beziehung zu dem Verhältnis (222)/(200),
dem r-Wert des fertiggeglühten Blechs
und der Korngröße des fertiggeglühten Blechs,
die raue Oberflächen
nach dem Formen bewirken wird, steht. Die Erfinder haben zum ersten
Mal ermittelt, dass eine Kristallkorngrößenzahl von nicht we niger als
etwa 6,0 und ein Verhältnis
(222)/(200) von nicht weniger als etwa 15,0 durch Steuerung der
Kristallkorngrößenzahl
vor dem letzten Kaltglühen
auf nicht weniger als etwa 6,5 erreicht werden kann. Ferritische,
nicht rostende Stahlbleche, die frei von rauen Oberflächen nach
dem Formen sind, die eine hervorragende Tiefziehbarkeit eines r-Werts
von 2,2 oder mehr aufweisen, können
daher hergestellt werden.
-
Je
größer die
Kristallkorngrößenzahl
(je kleiner der Kristallkorndurchmesser) vor dem letzten Kaltglühen, desto
größer die
Entwicklung von {111}//ND. Auch wenn die Kristallkorndurchmesser
der fertiggeglühten Bleche
die gleichen sind, wird ein Blech, das eine größere Kristallkorngrößenzahl
vor dem letzten Kaltwalzen besitzt, einen höheren r-Wert aufweisen. Dies
liegt daran, dass bei den Blechen, die eine größere Kristalldurchmessergrößenzahl
vor dem letzten Kaltwalzen besitzen, löslicher Kohlenstoff als Ergebnis
von Carbiden, wie TiC und NbC, die sich lösen und feste Lösungen bilden,
zunimmt und die Entwicklung der Aggregationsstruktur ausschließt. Es liegt
auch daran, dass ein solches Blech ein niedriges Verhältnis (222)/(200)
als Ergebnis einer geringeren Zahl von Rekristallisationskeimstätten besitzt
und keine hohen r-Werte r erreichen kann.
-
4 ist ein Diagramm, das
die Beziehung zwischen der Kristallkorngrößenzahl vor dem letzten Kaltwalzen
und dem r-Wert des fertiggeglühten
Blechs zeigt. Hier werden die Kristallkorngrößenzahlen der fertiggeglühten Bleche
gleichförmig
auf etwa 6,5 eingestellt, indem die Fertigglühtemperaturen modifiziert werden. 4 zeigt, dass die r-Werte
der fertiggeglühten
Bleche bei den kleineren Kristallkorndurchmessern vor dem letztern
Kaltwalzen höher
sind. In dem Fall, wenn die Kristallkorngrößenzahlen vor dem letzten Kaltwalzen gleich
sind, können
die r-Werte der fertiggeglühten
Bleche weiter durch die Reduzierung des Korndurchmessers der heißgewalzten
geglühten
Bleche verbessert werden.
-
Wie
oben beschrieben, können
ferritische, nicht rostende Stahlbleche, die frei von rauen Oberflächen nach
dem Formen sind und hohe r-Werte aufweisen, durch die Steuerung
der Ferrit-Kristallkorngrößenzahlen vor
dem letzten Kaltwalzen, auf nicht weniger als etwa 6,5, hergestellt
werden.
-
Fertigglühen (letztes
Glühen
des kaltgewalzten Blechs):
-
Je
höher die
Fertigglühtemperatur
ist, desto höher
sind die {111}-Akkumulierung und die r-Werte. Dies liegt daran,
dass die {111}-Kristallkörner
wachsen, während
sie in die Körner
anderer Kristallausrichtungen eindringen. In den Bereichen, in denen
nicht-kristallisierte Strukturen verbleiben, wird jedoch das bevorzugte Wachstum
der {111}-Kristallkörner, die
zur Verbesserung der r-Werte wirksam sind, nicht beobachtet und
die Riefenbildung ist bedeutend. Mit anderen Worten, mit verbleibenden
nichtkristallisierten Strukturen kann ein durchschnittlicher r-Wert von 2,2 oder
mehr nicht erreicht werden und die Tiefziehbarkeit und die Bearbeitbarkeit
werden durch die band-förmige Struktur,
die in der Mitte in der Stahlblechdickenrichtung verbleibt, bemerkenswert
beeinträchtigt.
-
Obwohl
der r-Wert bemerkenswert verbessert werden kann, indem das bevorzugte
Wachstum der {111}-Körner
durch Fertigglühen
bei hoher Temperatur gefördert
wird, werden die Kristallkörner übermäßig groß, was raue
Oberflächen
(Orangenhaut) nach dem Formen und eine Verschlechterung der Formbarkeit
und Korrosionsbeständigkeit
ergibt. Daher sollte die Fertigglühtemperatur in dem Bereich,
in dem die Kristallkorngrößenzahl
von nicht weniger als etwa 6,0 verlässlich erreicht wird, gehalten
werden. In dem Fall, wenn die Versprödung bei Sekundärbearbeitung
wichtig ist, soll ten die Kristallkörner feiner sein, z. B. ist
die Kristallkorngrößenzahl
vorzugsweise nicht weniger als etwa 7,0. Bei einer Fertigglühtemperatur
unter etwa 800 °C
können Kristallausrichtungen,
die für
die Verbesserung der r-Werte
wirksam sind, nicht erhalten werden, ein durchschnittlicher r-Wert
von nicht weniger als 2,2 kann nicht erreicht werden und die Tiefziehbarkeit
wird aufgrund der bandförmigen
nicht-kristallisierten Struktur, die in der Mitte der Stahlblechdickenrichtung
verbleibt beeinträchtigt.
-
Im
Hinblick auf das Obige sollte in der vorliegenden Erfindung das
Fertigglühen
bei einer Temperatur im Bereich von etwa 850 °C bis etwa 1050 °C und vorzugsweise
etwa 880 °C
bis etwa 1000 °C
durchgeführt werden.
-
Gleitmittelbeschichtung:
-
Für den Zweck,
das Auftragen eines Vinylgleitmittels oder eines Ölgleitmittels
während
des strengen Formens zu komplizierten Formen oder Pressformen wegzulassen,
ist es wirksam, eine Gleitmittelbeschichtung auf die Oberfläche des
oben beschriebenen Stahlblechs in einer Beschichtungsmenge pro Fläche von etwa
0,5 bis etwa 4,0 g/m2 aufzubringen. Die
Gleitbeschichtung der Erfindung basiert auf einem Acrylharz und enthält etwa
3 bis etwa 20 Vol.-% Calciumstearat und etwa 3 bis etwa 20 Vol.-%
Polyethylenwachs.
-
Die
aufgebrachte Gleitmittelbeschichtung verbessert die Gleitleistung
des Stahlblechs und erleichtert das Tiefziehen zu komplizierten
Formen. Vorzugsweise ist die Gleitmittelbeschichtung durch Laugen
leicht entfernbar. Wenn die Gleitmittelbeschichtung auf dem Stahlblech,
das einem Punktschweißen
oder Nahtschweißen
nach dem Formen unterzogen wird, verbleibt, würden die geschweißten Teile,
die gegenüber
der Gleitmittelbeschichtung empfindlich sind, bedeutend schlechte
Korrosionsbeständigkeit
aufweisen.
-
Die
Ergebnisse des Pressformungstests zeigen, dass die Aufbringungsmenge
der Gleitmittelbeschichtung mindestens etwa 0,5 g/m2 sein
sollte, um die Gleitleistung zu verbessern. Bei einer Aufbringungsmenge,
die etwa 4,0 g/m2 überschreitet, ist die Wirkung
einer Verbesserung der Gleitleistung gesättigt. Zudem wird, wenn ein
Stahlblech, das mit einer solchen Beschichtung ausgestattet ist,
ohne Entfernung der Beschichtung, naht- oder punktgeschweißt wird,
ein Versagen der elektrischen Leitfähigkeit auftreten und die Schweißbarkeit
des Stahlblechs wird beeinträchtigt
sein, da die geschweißten
Teile gegenüber
der Gleitmittelbeschichtung empfindlich sind. Um sowohl gute Schweißbarkeit
wie auch Formbarkeit zu erreichen, liegt die Beschichtungsmenge
vorzugsweise in dem Bereich von etwa 1,0 bis etwa 2,5 g/m2. Die Gleitmittelbeschichtung kann auf einer
oder vorzugsweise auf beiden Oberflächen des Stahlblechs versehen
sein.
-
Wenn
das oben beschriebene Stahlblech der Erfindung durch Schweißen zu Kraftstoffrohren
gemacht wird, können
alle herkömmlich
bekannten Schweißverfahren,
einschließlich
Lichtbogenschweißen
wie Wolframinertgasschweißen
(TIG), Metallinertgasschweißen
(MIG) und elektrisches Widerstandsschweißen (ERW) und Laserschweißen, angewendet
werden.
-
Beispiele
-
Beispiel 1
-
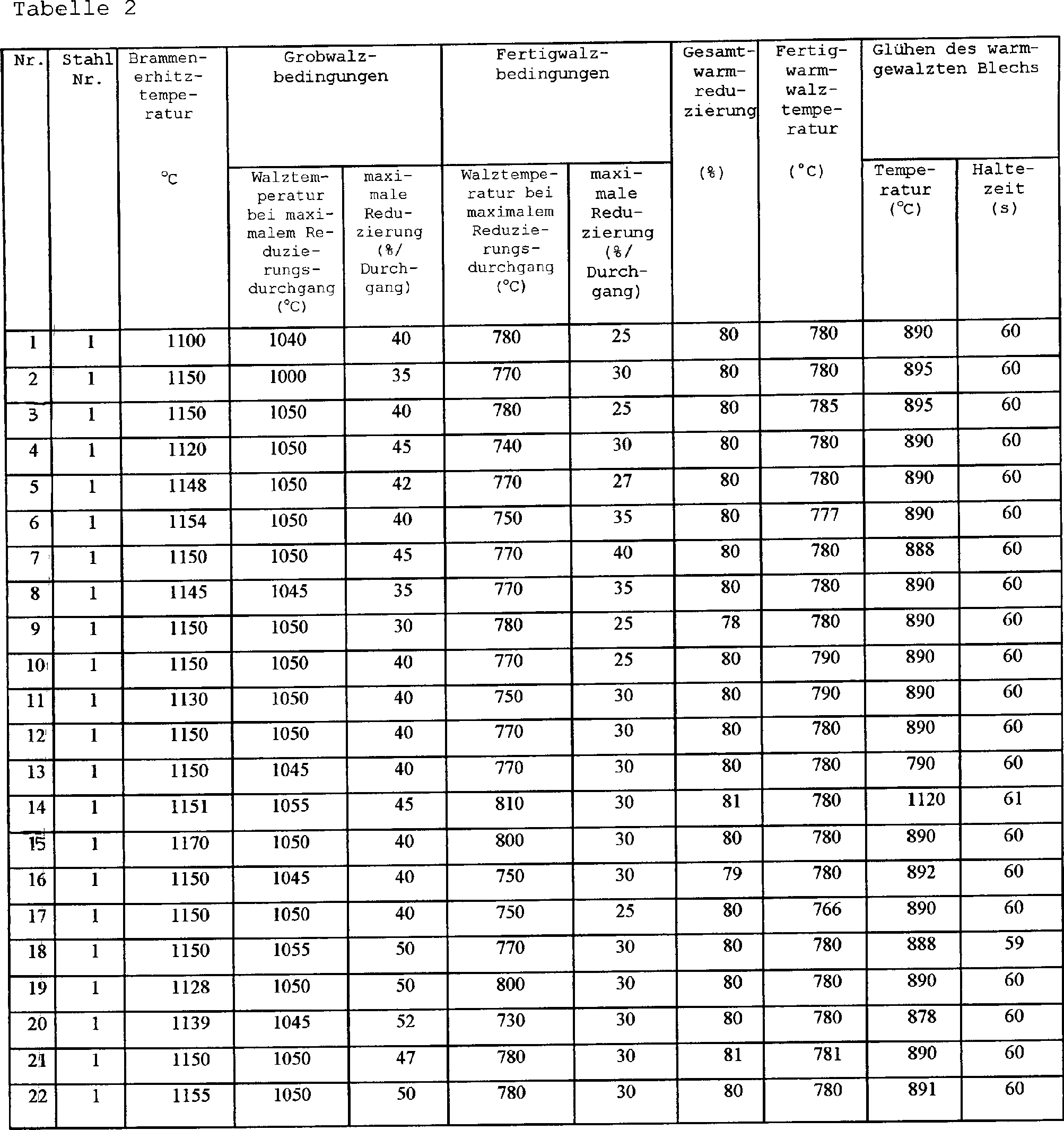
Stahlbrammen,
die die in Tabelle 1 gezeigten Zusammensetzungen besitzen, wurden
unter den Bedingungen, die in Tabelle 2 gezeigt werden, warmgewalzt
und einem Kaltwalzen, dazwischenliegenden Walzen und Fertigwalzen
unter den Bedingungen, die in Tabelle 3 gezeigt werden, unterzogen.
Die Verhältnisse der
integrierten Röntgenintensität (222)/(200)
der sich ergebenden fertiggeglühten
Bleche wurden an einer Ebene parallel zur Blechoberfläche an einer
Position, die 1/4 der Blechdicke entspricht, gemessen. Die Ferrit-Kristallkorngrößenzahl
von jedem Blech wurde entsprechend JIS G 0552 (Schnittverfahren)
an Positionen, die 1/2, 1/4 und 1/6 der Blechdicke in einem Querschnitt,
der in Walzrichtung (L-Richtung) genommen wurde, entsprechend, gemessen.
Die gemessenen Korngrößenzahlen
und Verhältnisse
der integrierten Röntgenintensität werden
in Tabelle 4 gezeigt.
-
Als
Nächstes
wurde ein JIS Nr. 13 B-Teststück
aus jedem Blech genommen und eine 15%ige uniaxiale Spannungsvorbelastung
wurde an das Teststück
angelegt. Die r-Werte r0, r45 und
r90 wurden entsprechend eines 3-Punkte-Verfahrens gemessen
und der durchschnittliche r-Wert (n = 3) wurde entsprechend der
folgenden Gleichung berechnet: r = (r0 + 2r45 +
r90) /4 wobei
r0, r45 und r90 die r-Werte parallel zu der Walzrichtung,
45° relativ
zu der Walzrichtung, bzw. 90° relativ
zu der Walzrichtung bedeuten. Die Ergebnisse sind in Tabelle 4 gezeigt.
-
Die
Oberflächenrauigkeit
und die Korrosionsbeständigkeit
wurden durch die folgenden Verfahren untersucht.
-
Oberflächenrauigkeit
-
Um
die Oberflächenrauigkeit
(Ry) zu bewerten, wurde ein JIS Nr. 5 Teststück in der Stahlblechwalzrichtung
aus jedem Blech entnommen und einer 25%igen Spannungsvorbelastung
unterzogen. Die Oberflächenrauigkeit
des Teststücks
wurde dann in der Richtung, die zu der Spannungs richtung im rechten
Winkel liegt, über
eine Länge
von 1 cm durch ein Taststiftverfahren gemessen, um die Riefenhöhe auf der
Stahlblechoberfläche
zu bestimmen.
-
Die
Messung wurde an fünf
Punkten mit Abständen
von 5 mm in Längsrichtung
in dem Bereich ±10 mm
von der Mitte des Teststücks
in Längsrichtung
gemessen und die größte Riefenhöhe wurde
bestimmt.
-
Die
Ergebnisse sind in 4 gezeigt.
Die Teststücke,
die die maximale Riefenhöhe
von nicht mehr als 10 um besitzen, wurden so bewertet, dass sie
eine zufriedenstellende glatte Oberfläche besitzen.
-
Korrosionsbeständigkeit
-
Jedes
Teststück
wurde zubereitet, indem ein fertiggeglühtes 0,8 mm dickes Blech zu
einem zylindrischen Teststück,
das einen Durchmesser von 80 mm und eine Höhe von 40 mm besaß gezogen
wurde. Minderwertiges Benzin, welches 800 ppm Ameisensäure enthielt,
wurde in das Teststück
gegeben und 25 Stunden in einem 50 °C Wärmebad stehengelassen, was
einem Zyklus entspricht. Nach jedem Zyklus wurde minderwertiges
Benzin hinzugegeben, um das verdampfte Benzin zu ersetzen. Der Zyklus
wurde 200-mal wiederholt (insgesamt 5000 Stunden) und das Erscheinen
von rotem Rost nach 200 Zyklen wurde visuell betrachtet. Die Ergebnisse
sind in Tabelle 4 gezeigt.
-
Bezogen
auf Tabelle 4 wurden die Teststücke
Nr. 1 bis 6 so gesteuert, dass sie verschiedene Kristallkorndurchmesser
besaßen,
indem ein 0,75-mm-dickes kaltgewalztes Blech, das die Zusammensetzung
des Nr. 1-Stahls in Tabelle 1 besaß, dem Fertigglühen unter
mehreren verschiedenen Bedingungen unterzogen wurde. Die Teststücke Nr.
1 bis 4 besaßen
eine Korngrößenzahl
von 6,0 oder mehr nach dem Fertigglühen und zeigten hohe, 2,2 überschreitende
durch schnittliche r-Werte. Die Teststücke Nr. 5 und 6 besaßen nach
dem letzten Walzen eine Korngrößenzahl
von weniger als 6,0 und eine maximale Riefenhöhe, die 10 μm überschreitet, obwohl die r-Werte über 2,2
lagen. Die Teststücke
Nr. 5 und 6 entwickelten in dem Korrosionstest roten Rost. Die Teststücke Nr.
7 bis 10 verwendeten auch Nr. 1-Stahl aus Tabelle 1, jedoch bei
anderen Zwischenglühtemperaturen,
wie die Tabelle 3 zeigt. Bei den Teststücken Nr. 8 und 10 mit einer
Korngrößenzahl vor
dem zweiten Kaltwalzen von weniger als 6,5 entwickelte sich die
{111}-Aggregationsstruktur, die zur Verbesserung des r-Werts des
kaltgewalzten geglühten
Blechs zu bevorzugen ist, nicht in ausreichendem Maße, obwohl
ein r-Wert, der 2,0 übertrifft,
erhalten wurde. Im Ergebnis war die Korngrößenzahl nach dem Fertigglühen weniger
als etwa 6,0 und diese rauen Körner
ergaben eine maximale Riefenhöhe,
die etwa 10 μm überschritt,
und eine bedeutend raue Oberfläche.
Insbesondere bei den Teststücken
Nr. 9 und 10 mit einer Kristallkorngrößenzahl von weniger als 5,5
wurde eine übermäßige undulierende
Riefung mit einem Verhältnis (222)/(200)
von weniger als 15 und einer maximalen Riefenhöhe, die 70 μm überschritt, beobachtet. Bei
den Teststücken
Nr. 11 und 12 wurde das Reduzierungsverhältnis (Reduzierung des ersten
Kaltwalzens/Reduzierung des zweiten Kaltwalzens) modifiziert. Die
Reduzierungsverhältnisse
der Teststücke
Nr. 11 und 12 waren 50 %/72 % (0,69) bzw. 71 %/53 % (1,34). Im Vergleich
mit Teststück
Nr. 3 entsprechend der Erfindung kann verstanden werden, dass das
Reduzierungsverhältnis
des kaltgewalzten geglühten
Blechs die Korndurchmesser und r-werte beeinflusst und dass, je
näher das
Reduzierungsverhältnis
zu 1,0 ist, desto höher
der r-Wert (je feiner die Struktur) des kaltgewalzten geglühten Blechs
ist.
-
Die
Teststücke
Nr. 13 und 14 zeigen die Wirkungen von Strukturen eines warmgewalzten
Blechs an den Materialeigenschaften der fertigen Bleche. Insbesondere
Teststück
Nr. 13, das einem Glühen
bei niedriger Temperatur bei 790 °C
unterzogen wurde, besaß eine
in dem Blech verbleibende bandförmige
nicht-kristallisierte Struktur, obwohl dies in Tabelle 4 nicht gezeigt
wird, und wies ein niedriges (222)/(200)-Verhältnis und einen r-Wert von
etwa 1,7 auf. Zudem war, obwohl die Kristallkörner des Teststücks Nr.
13 fein waren, die Oberfläche
bemerkenswert rau mit einer maximalen Riefenhöhe von 33 μm. Das Teststück Nr. 14,
das einer hohen Glühtemperatur
eines warmgewalzten Blechs von 1120 °C unterzogen wurde, besaß raue Körner nach
dem Warmglühen. Ähnlich wie
bei dem Teststück
Nr. 13 war der r-Wert des Teststücks
Nr. 14 niedrig und die Oberfläche
war bemerkenswert rau. Die Teststücke Nr. 15 bis 19 zeigten Wirkungen
der Walzenbedingungen auf die fertigen Bleche. Die r-Werte verbesserten
sich und die maximale Riefenhöhe
verringerte sich unter Verwendung von Walzen mit großem Durchmesser
und dem Durchführen
von in einer Richtung gerichteten Umkehrwalzen. Die Teststücke Nr.
20 bis 24 wurden einem einmaligen Kaltwalzen bei einer kalten Reduzierung von
87 % unterzogen, um den sich ergebenden r-Wert zu untersuchen. Bei
den Teststücken
Nr. 20 bis 22 mit einer Kristallkorngrößenzahl des fertigkaltgewalzten
Blechs von 6,0 oder mehr waren die sich ergebenden r-Werte maximal
etwa 1,7. Bei den Teststücken
Nr. 25 bis 33 wurde die Zusammensetzung des Stahlmaterials modifiziert.
Das Teststück
Nr. 27, das Stahl Nr. 4 verwendete, besaß eine ausreichend kleine Riefenhöhe, entwickelte
jedoch in dem Korrosionstest mit minderwertigem Benzin roten Rost
aufgrund des geringen Cr + 3,3 Mo-Werts von 16,5. Das Teststück Nr. 29
verwendete harten Stahl, der einen hohen Cr-Gehalt von 24 % besaß, und wies
einen durchschnittlichen r-Wert von 2,1 auf. Das Teststück Nr. 30,
das Stahl Nr. 7 verwendete, entwickelte roten Rost in dem Korrosionsbeständigkeitstest
mit minderwertigem Benzin aufgrund des niedrigen Mo-Gehalts von
0,4 % und einem niedrigen Cr + 3,3 Mo-Wert von 17,3. Das Teststück Nr. 32,
das Stahl Nr. 9 verwendete, besaß einen Mo-Gehalt von 3,2 %,
was 3,0 % überschritt,
und schaffte es daher nicht, einen r-Wert, der 2,2 überschreitet,
zu erreichen.
-
-
-
-
-
-
-
-
-
-
Beispiel 2
-
Kaltgewalzte
Stahlbleche mit einer Dicke von 0,75 mm, die durch Verarbeiten von
Stahl Nr. 1 aus Tabelle 1 entsprechend den Bedingungen von Nr. 2
in Tabelle 2 und 3 in Beispiel 1 hergestellt wurden, wurden mit
einer alkalischen Lösung
gewaschen und verschiedene Mengen einer Gleitmittelbeschichtung,
die ein Acrylharz als den Hauptbestandteil, 5 Vol-% Calciumstearat
und 5 Vol.-% Polyethylenwachs enthielt, wurden auf diese Stahlbleche
aufgebracht. Jedes Blech wurde bei 80 °C ±5 °C 15 Sekunden lang gebacken.
Die Schweißbarkeit
und Gleitleistung der zubereiteten Teststücke wurde untersucht. Der Ergebnisse
sind in Tabelle 5 gezeigt.
-
Bei
dem Gleitleistungstest wurde ein 300 mm langes und 10 mm breites
Teststück
zwischen zwei flache Pressplatten mit einer Kontaktfläche mit
dem Teststück
von 200 mm2 bei einem Flächendruck von 8 kgf/mm2 platziert und ein dynamischer Reibungskoeffizient
(μ) wurde
durch eine Herausziehkraft (F) bestimmt. Die Punktschweißbarkeit
wurde basierend auf einem Klumpendurchmesser eines geschweißten Teils
bewertet, das durch das Schweißen
zweier Teststücke,
die jeweils etwa 0,8 mm dick waren, unter Verwendung einer Chrom-Kupfer-Legierung von 16
mm Durchmesser und einer 40 mm Elektrode des R-Typs in Radium bei
einer Stromstärke
von 5 kA unter einem Druck von 2 KN erzeugt wurde. Ein Klumpendurchmesser
von 3 √t
oder weniger wurde als Schweißversagen
bewertet (B in Tabelle 5) und ein Klumpendurchmesser, der 3 √t überschritt,
wurde so bewertet, dass er eine befriedigende Schweißbarkeit
aufwies (A in Tabelle 5).
-
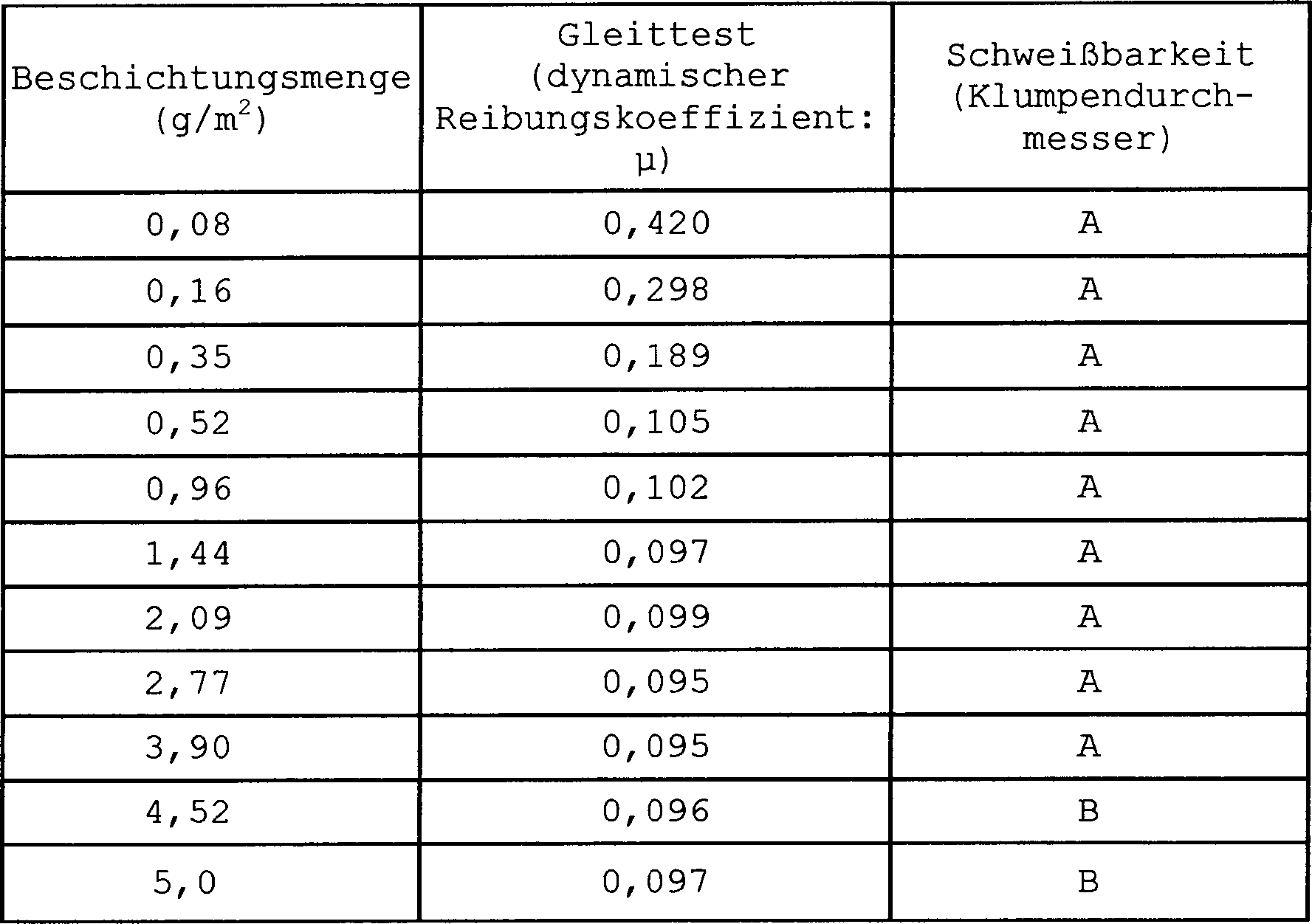
Die
Ergebnisse zeigen, dass ein Aufbringen von mindestens 0,5 g/m
2 der Gleitmittelbeschichtung benötigt wird,
um die Gleitleistung zu verbessern. Bei einer Beschichtungsmenge,
die 4,0 g/m
2 überschreitet, ist die Verbesserung
der Gleitleistung gesättigt
und die Schweißbar keit
ist in Folge der schlechten elektrischen Leitfähigkeit während des Punktschweißens beeinträchtigt. Tabelle
5
A >3 √t, B ≤3 √t (t: Blechdicke)
-
Wie
oben beschrieben, kann die Erfindung ein ferritisches, nicht rostendes
Stahlblech, das einen r-Wert von mindestens 2,2 besitzt, hervorragende
Tiefziehbarkeit und Oberflächenglätte aufweist,
bereitstellen. Das Stahlblech der Erfindung kann für elektrische
Geräte
des Heimbereichs, Küchengeräte, Bau-
und Automobilbestandteile, die herkömmlichweise mit austenitischen
nicht rostenden Stählen
hergestellt wurden, angewendet werden.
-
Das
ferritische, nicht rostende Stahlblech der Erfindung ist auch hervorragend
in seiner Korrosionsbeständigkeit
gegenüber
organischen Kraftstoffen, die organische Säuren enthalten, und kann daher
für Kraftstofftanks
und Kraftstoffrohre für
Automobilbenzin und Methanol angewendet werden.