-
Die
Erfindung betrifft ein hochfestes warmgewalztes Stahlblech mit ausgezeichneter
Formhaltigkeit, das für
ein Kraftfahrzeugteil usw. verwendet wird und Gewichtssenkung eines
Kraftfahrzeugteils wirksam erreichen kann, sowie ein Verfahren zu
seiner Herstellung.
-
Zur
Unterdrückung
des Ausstoßes
von Kohlendioxidgas aus Kraftfahrzeugen kommt hochfestes Stahlblech
zum Einsatz, um das Gewichts der Kraftfahrzeugkarosserie zu senken.
Um die Insassensicherheit zu gewährleisten,
findet ferner nicht nur Weichstahlblech, sondern auch hochfestes
Stahlblech breite Verwendung für
die Kraftfahrzeugkarosserie. Zur künftigen weiteren Verringerung
des Gewichts der Kraftfahrzeugkarosserie gibt es schnell steigenden
Bedarf an Erhöhung
des Nutzfestigkeitswerts von hochfestem Stahlblech.
-
Bei
Biegeverformung von hochfestem Stahlblech kommt es aber wegen der
hohen Festigkeit zu einer "Rückfederungs"-Erscheinung der
Form nach Umformen, die in der Tendenz von der Form der Formgebungsvorrichtung
abweicht und in Richtung der Form vor Umformen zurückkehrt,
sowie zu einer "Wandwölbungs"-Erscheinung der Seitenwandebenen, die
zu Oberflächen
mit Krümmung
infolge von elastischer Erholung als Ergebnis von Biegen/Rückbiegen
beim Umformen führt.
-
Daher
war in herkömmlichen
Kraftfahrzeugkarosserien der verwendete Stahl hauptsächlich auf
hochfestes Stahlblech un ter 440 MPa Festigkeit begrenzt. Für eine Kraftfahrzeugkarosserie
muß aber
hochfestes Stahlblech über
490 MPa Festigkeit verwendet werden, um das Karosseriegewicht zu
senken. Dennoch gibt es kein hochfestes Stahlblech mit geringer
Rückfederung
und Wandwölbung
sowie guter Formhaltigkeit.
-
Natürlich ist
die Erhöhung
der Formhaltigkeit nach Umformen von hochfestem Stahlblech oder
Weichstahlblech unter 440 MPa Festigkeit äußerst wichtig beim Steigern
der Formgenauigkeit von Kraftfahrzeugen, elektrischen Haushaltgeräten und
anderen Erzeugnissen. Die
WO
03/031669 offenbart ein Stahlblech, bei dem das mittlere
Verhältnis
der Röntgenintensität in der
Orientierungskomponentengruppe {100}<011> bis {223}<110> zur zufälligen Röntgenbeugungsintensität mindestens
2 beträgt
und das mittlere Verhältnis
der Röntgenintensität in drei
Orientierungskomponenten {553}<225>, {111}<112> und {111}<110> zur zufälligen Röntgenbeugungsintensität höchstens
4 beträgt.
-
Von
einem Teil der Erfinder wurde in der
WO
00/06791 ein ferritisches Dünnstahlblech mit einem Verhältnis der
{100}-Ebene und
{111}-Ebene von mindestens 1 zur besseren Formhaltigkeit offenbart,
aber die Patentschrift beschreibt nicht die Wandwölbungsreduzierung.
Daher werden das Röntgenintensitätsverhältnis in der
in der Orientierungskomponentengruppe {100}<011> bis
{223}<110> zum zufälligen Röntgenbeugungsintensitätsverhältnis und
die in den Orientierungskomponenten {100}<011> in
der Patentschrift auch nicht beschrieben.
-
Ferner
offenbarten einige der Erfinder in der
JP-A-2001-64750 als Technologie zur Reduzierung
der Rückfederung
ein kaltgewalztes Stahlblech, bei dem das reflektierte Röntgenintensitätsverhältnis einer {100}-Ebene
parallel zur Blechebene auf mindestens 3 gesteuert ist. Allerdings
ist dieses kaltgewalzte Stahlblech dadurch gekennzeichnet, daß das Röntgenintensitätsverhältnis an
der äußersten
Oberfläche
der Blechdi cke festgelegt ist, so daß es sich um Stahlblech handelt,
das sich von der Erfindung völlig
unterscheidet.
-
Weiterhin
offenbarten einige der Erfinder in der
JP-A-2002-363695 und
JP-B-2002-286838 (
JP-A-2004-124123 )
ein hochfestes Stahlblech mit niedrigem Streckgrenzenverhältnis und
ausgezeichneter Formhaltigkeit sowie ein Verfahren zu seiner Herstellung.
-
Verglichen
mit diesen Erfindungen untersucht die vorliegende Erfindung die
Herstellungsbedingungen, durch die bessere Formhaltigkeit realisiert
wird, und Herstellungsbedingungen, durch die sowohl Formhaltigkeit
als auch Umformbarkeit erhalten werden.
-
Das
heißt,
im Rahmen der Erfindung wurde festgestellt, daß dazu Steuerung der Textur
und Steuerung der Duktilitätsanisotropie äußerst wichtig
sind, und als Ergebnis intensiver Untersuchungen wurden optimale Steuerbedingungen
ermittelt, die diese Anforderungen erfüllen.
-
Bei
der Festigkeitserhöhung
von Stahlblech, das für
zu biegende Kraftfahrzeugteile genutzt wird, steigt die Rückfederung
mit zunehmender Stahlblechfestigkeit, und es treten Formfehler auf,
so daß derzeit
der Einsatz von hochfestem Stahlblech eingeschränkt ist.
-
Ferner
sind ausgezeichnete Preßformbarkeit
und hohe Absorbierbarkeit von Aufprallenergie wesentliche Eigenschaften
für die
Anwendung von hochfestem Stahlblech auf Kraftfahrzeugteile usw.
-
Die
Erfindung löst
das Problem grundsätzlich
und stellt ein hochfestes warmgewalztes Stahlblech mit ausgezeichneter
Formhaltigkeit sowie ein Verfahren zu seiner Herstellung bereit.
-
Nach
herkömmlichem
Wissen galt als Möglichkeit
zur Verringerung der Rückfederung
und Unterdrückung
von Formhaltigkeitsfehlern eine Senkung der Streckgrenze des Stahlblechs als
wichtig. Um die Streckgrenze zu reduzieren, mußte Stahlblech mit geringer
Zugfestigkeit verwendet werden.
-
Allerdings
ist dies allein kein grundsätzlicher
Lösungsansatz
zur Verbesserung der Biegbarkeit eines Stahlblechs, Verringerung
der Rückfederung
und Reduzierung von Formhaltigkeitsfehlern.
-
Daher
wurde im Rahmen der Erfindung der Effekt der Textur des Stahlblechs
auf die Biegbarkeit studiert, und es wurden detaillierte Untersuchungen
und Forschungen zu seiner Funktion und seinen Wirkungen durchgeführt, um
die Biegbarkeit zu verbessern und das Problem auftretender Formhaltigkeitsfehler
grundsätzlich
zu lösen.
Als Ergebnis kam ein Stahlblech mit ausgezeichneter Formhaltigkeit
zustande.
-
Das
heißt,
im Rahmen der Erfindung wurde festgestellt, daß durch Steuern des Röntgenintensitätsverhältnisses
in der Orientierungskomponentengruppe {100}<011> bis
{223}<110> zur zufälligen Röntgenbeugungsintensität, insbesondere
in den Orientierungskomponenten {100}<011> und
Orientierungskomponenten {111}<112> und {111}<110>, und durch Einstellen
des r-Werts in Walzrichtung
oder des r-Werts senkrecht zur Walzrichtung auf einen möglichst
niedrigen Wert sowie durch Einstellen der lokalen Dehnungsanisotropie
auf mindestens 2 % die Biegbarkeit auffallend verbessert wird.
-
Wird
aber die lokale Dehnungsanisotropie größer, ist die Streckflanschformbarkeit
erwartungsgemäß beeinträchtigt,
und es wird schwierig, sowohl Formhaltigkeit als auch Formbarkeit
zu erreichen. Daher führte man
im Rahmen der Erfindung intensive Untersuchungen durch und stellte
dadurch fest, daß durch
gleichzeitiges Realisieren von Textursteuerung und Carbidsteuerung
die Formhaltigkeit erhöht
werden kann.
-
Da
zudem ein Mehrphasenstahl zur Wahrung ausgezeichneter Preßformbarkeit
und hoher Aufprallabsorbierbarkeit wirksam ist, wurden im Rahmen
der Erfindung die am stärksten
bevor zugten Warmwalzbedingungen aus Sicht der Textursteuerung und
Mikrostruktursteuerung ermittelt.
-
Indem
ferner die Schnittrichtung für
Rohlinge zur Bildung verschiedener Teile nicht eingeschränkt ist, wird
ferner ein großer
Beitrag zur besseren Ausbeute des Stahlmaterials geleistet. Dazu
ist die Duktilitätsanisotropie,
insbesondere die Verringerung der gleichmäßigen Dehnungsanisotropie,
von großer
Bedeutung.
-
Mit
Hilfe von Experimenten erkannten die Erfinder, daß es durch
Steuern der Anfangstemperatur und Endtemperatur beim Fertigwarmwalzen
von Stahlblech möglich
ist, die Entwicklung der Orientierungskomponente {100}<011> als Hauptorientierungskomponente
zu bewirken und so die o. g. Formhaltigkeit und Formbarkeit zu gewährleisten,
während
die gleichmäßige Dehnungsanisotropie
reduziert wird.
-
Die
in den Ansprüchen
dargestellte Erfindung kam aufgrund dieser Erkenntnisse zustande,
und ihr Kern besteht in folgendem:
- (1) Hochfestes
warmgewalztes Stahlblech mit ausgezeichneter Formhaltigkeit, wobei
Ferrit oder Bainit die maximale Phase in Volumenprozent ist,
das
alle der folgenden Bedingungen bei mindestens 1/2 Blechdicke erfüllt:
(i)
ein Mittelwert der zufälligen
Röntgenintensitätsverhältnisse
einer Gruppe von Orientierungen {100}<011> bis
{223}<110> beträgt mindestens
2,5,
(ii) ein Mittelwert des zufälligen Röntgenintensitätsverhältnisses
dreier Orientierungen {554}<225>, {111}<112>, {111}<110> beträgt höchstens
3,5,
(iii) das zufällige
Röntgenintensitätsverhältnis von
{100}<011> ist größer als
das von {211}<011>,
(iv) das zufällige Röntgenintensitätsverhältnis von
{100}<011> beträgt mindestens
2,5,
mit einem r-Wert in Walzrichtung und/oder einem r-Wert
senkrecht zur Walzrichtung von höchstens
0,7,
mit gleichmäßiger Dehnungsanisotropie ΔuE1 von höchstens
4 % und mit lokaler Dehnungsanisotropie ΔLE1 von mindestens 2 %, und
mit
einem Wert ΔuE1,
der höchstens ΔLE1 beträgt, wobei: ΔuE1
= {|uE1(L) – uE1(45°)| + |uE1(C) – uE1(45°)|}/2 ΔLE1
= {|LE1(L) – LE1(45°)| + |LE1(C) – LE1(45°)|}/2uE1(L):
gleichmäßige Dehnung
in Walzrichtung
uE1(C): gleichmäßige Dehnung in Querrichtung
uE1(45°): gleichmäßige Dehnung
in 45°-Richtung
LE1(L):
lokale Dehnung in Walzrichtung
LE1(C): lokale Dehnung in Querrichtung
LE1(45°): lokale
Dehnung in 45°-Richtung
- (2) Hochfestes warmgewalztes Stahlblech mit ausgezeichneter
Formhaltigkeit nach Punkt (1), dadurch gekennzeichnet, daß eine Belegungsrate
von Eisencarbid, dessen Durchmesser mindestens 0,2 μm beträgt, höchstens
0,3 % beträgt.
- (3) Hochfestes warmgewalztes Stahlblech mit ausgezeichneter
Formhaltigkeit nach Punkt (1), dadurch gekennzeichnet, daß ein Alterungsindex
AI mindestens 8 MPa beträgt.
- (4) Hochfestes warmgewalztes Stahlblech mit ausgezeichneter
Formhaltigkeit nach Punkt (1), dadurch gekennzeichnet, daß es in
Gew.-% enthält:
C:
0,01 bis 0,2 %,
Si: 0,001 bis 2,5 %,
Mn: 0,01 bis 2,5
%,
P: höchstens
0,2 %,
S: höchstens
0,03 %,
Al: 0,01 bis 2 %,
N: höchstens 0,01 % und
O:
höchstens
0,01 %
sowie als Rest Fe und unvermeidliche Verunreinigungen.
- (5) Hochfestes warmgewalztes Stahlblech mit ausgezeichneter
Formhaltigkeit nach Punkt (4), dadurch gekennzeichnet, daß es ferner
ein oder mehrere Elemente, die aus Nb, Ti und V ausgewählt sind,
mit insgesamt 0,001 bis 0,8 Gew.-% enthält.
- (6) Hochfestes warmgewalztes Stahlblech mit ausgezeichneter
Formhaltigkeit nach Punkt (4) oder (5), dadurch gekennzeichnet,
daß es
ferner ein oder mehrere der folgenden Elemente in Gew.-% enthält:
B:
höchstens
0,01 %,
Mo: höchstens
1 %,
Cr: höchstens
1 %,
Cu: höchstens
2 %,
Ni: höchstens
1 %,
Sn: höchstens
0,2 %,
Co: höchstens
2 %,
Ca: 0,0005 bis 0,005 %,
SEM (Metalle der Seltenen
Erden): 0,001 bis 0,05 %,
Mg: 0,0001 bis 0,05 %,
Ta: 0,0001
bis 0,05 %.
- (7) Hochfestes warmgewalztes Stahlblech mit ausgezeichneter
Formhaltigkeit nach Punkt (1), dadurch gekennzeichnet, daß es in
Gew.-% enthält:
C:
0,02 bis 0,3 %,
ein oder mehrere Elemente, die aus der folgenden
Gruppe ausgewählt
sind, mit insgesamt 0,1 bis 3,5 Gew.-%:
Mn: 0,05 bis 3 %,
Ni:
höchstens
3 %,
Cr: höchstens
3 %,
Cu: höchstens
3 %,
Mo: höchstens
1 %,
Co: höchstens
3 % und
Sn: höchstens
0,2 %,
ein oder beide der folgenden Elemente mit insgesamt
0,02 bis 3 Gew.-%:
Si: höchstens
3 % und
Al: höchstens
3 %
und als Rest Fe und unvermeidliche Verunreinigungen, und
mit einer Mehrphasenstruktur, wobei Ferrit oder Bainit die maximale
Phase in Volumenprozent ist und ein prozentuales Volumen von Martensit
1 bis 25 % beträgt.
- (8) Hochfestes warmgewalztes Stahlblech mit ausgezeichneter
Formhaltigkeit nach Punkt (7), dadurch gekennzeichnet, daß es in
Gew.-% mindestens ein oder mehrere Elemente, die aus Nb, Ti und
V ausgewählt sind,
mit insgesamt 0,001 bis 0,8 Gew.-% enthält.
- (9) Hochfestes warmgewalztes Stahlblech mit ausgezeichneter
Formhaltigkeit nach Punkt (7) oder (8), dadurch gekennzeichnet,
daß es
ferner in Gew.-% ein oder mehrere Elemente enthält, die aus der folgenden Gruppe
ausgewählt
sind:
P: höchstens
0,2 %,
B: höchstens
0,01 %,
Ca: 0,0005 bis 0,005 % und
SEM (Metalle der Seltenen
Erden): 0,001 bis 0,02 %.
- (10) Hochfestes warmgewalztes Stahlblech mit ausgezeichneter
Formhaltigkeit nach Punkt (4) oder (5), wobei das Stahlblech plattiert
ist.
- (11) Hochfestes warmgewalztes Stahlblech mit ausgezeichneter
Formhaltigkeit nach Punkt (7) oder (8), wobei das Stahlblech plattiert
ist.
- (12) Verfahren zur Herstellung eines hochfesten warmgewalzten
Stahlblechs mit ausgezeichneter Formhaltigkeit, das die folgenden
Schritte aufweist:
Warmwalzen einer Gußbramme mit einer Zusammensetzung
nach Punkt (4) oder (5), die sich im Gußzustand befindet oder einmal
abgekühlt
und dann auf einen Temperaturbereich von 1000 bis 1300 °C wiedererwärmt wurde,
mit einer Gesamtabnahme von mindestens 25 % bei Ar3 bis
(Ar3 + 150) °C, einer Temperatur TFS beim
Fertigwarmwalzbeginn und einer Temperatur TFE beim Fertigwarmwalzende,
wobei gleichzeitig die nachfolgenden Gleichungen (1) bis (4) erfüllt werden,
und
Abkühlen
des warmgewalzten Stahlblechs,
anschließendes Wickeln unter einer
kritischen Temperatur T0, die durch die
chemische Zusammensetzung des Stahlblechs gemäß der nachfolgenden Gleichung
(5) bestimmt ist, und bei einer Temperatur von 400 bis 700 °C, TFE ≥ Ar3 (1) TFE ≥ 800°C (1') TFS ≤ 1100°C (2) 20°C ≤ FS – TFE ≤ 120°C (4) T0 = –654.4 × {C%/(1.82 × C% – 0.001)}
+ B (5)wobei
B anhand der Zusammensetzung des Stahls, ausgedrückt in Gew.-% ermittelt wird: B = –50.6 × Mneq +
894.3 Mneq = Mn% + 0.24 × Ni% + 0.13 × Si%+0.38 × Mo% +
0.55 × Cr%
+ 0.16 × Cu% – 0.50 × Al% – 0.45 × Co% +
0.90 × V% Ar3 = 901 – 325 × C% + 33 × Si% +
287 × P%
+ 40 × Al% – 92 × (Mn% +
Mo% + Cu%) – 46 × (Cr% +
Ni%)
- (13) Verfahren zur Herstellung eines hochfesten warmgewalzten
Stahlblechs mit ausgezeichneter Formhaltigkeit nach Punkt (12),
ferner gekennzeichnet durch Steuern eines Reibungskoeffizienten
auf höchstens 0,2
in mindestens einem Stich beim Warmwalzen in einem Temperaturbereich
von Ar3 bis (Ar3 +
150) °C.
- (14) Verfahren zur Herstellung eines hochfesten warmgewalzten
Stahlblechs mit ausgezeichneter Formhaltigkeit, gekennzeichnet durch
Anwenden von Dressierstichwalzen mit 0,1 bis 5 % auf warmgewalztes
Stahlblech, das durch das Verfahren zur Herstellung eines hochfesten
warmgewalzten Stahlblechs mit ausgezeichneter Formhaltigkeit nach
Punkt (12) hergestellt ist.
- (15) Verfahren zur Herstellung eines hochfesten warmgewalzten
Stahlblechs mit ausgezeichneter Formhaltigkeit, das die folgenden
Schritte aufweist:
Warmwalzen einer Gußbramme mit einer Zusammensetzung
nach Punkt (7) oder (8), die sich im Gußzustand befindet oder einmal
abgekühlt
und dann auf einen Bereich von 1000 bis 1300 °C wiedererwärmt wurde, mit einer Gesamtabnahme
von mindestens 25 % bei Ar3 bis (Ar3 + 150) °C,
einer Temperatur TFS beim Fertigwarmwalzbeginn, einer Temperatur
TFE beim Fertigwarmwalzende und einer rechnerischen Restverformung Δε, wobei gleichzeitig
die nachfolgenden Beziehungen (1) bis (4) erfüllt werden, und
Abkühlen des
warmgewalzten Stahlblechs,
anschließendes Wickeln unter einer
kritischen Temperatur T0, die durch die
chemische Zusammensetzung des Stahlblechs gemäß der nachfolgenden Beziehung
(5) bestimmt ist, und bei einer Temperatur von höchstens 400 °C, TFE ≥ Ar3(°C) (1) TFS ≤ 1100°C (2) Δε ≥ (TFS – TFE)/375 (3) 20°C ≤ (TFS – TFE) ≤ 120°C (4) T0 = –650.4 × {C%/(1.82 × C% – 0.001)}
+ B (5)wobei
B anhand der Zusammensetzung des Stahls, ausgedrückt in Gew.-%, ermittelt wird, B = 50.6 × Mneq
+ 894.3 Mneq = Mn% + 0.24 × Ni% +
0.13 × Si%
+ 0.38 × Mo%
+ 0.55 × Cr%
+ 0.16 × Cu% – 0.50 × Al% – 0.45 × Co% +
0.90 × V% wobei Ar3 = 901 – 325 × C% + 33 × Si% +
287 × P%
+ 40 × Al% – 92 × (Mn% +
Mo% + Cu%) – 46 × (Cr% +
Ni%)und
Δε anhand der Äquivalenzverformung εi (i = 1
bis n) an jedem Gerüst
der n Fertigwalzstationen für
das Walzen, der Zeit ti (s) (i = 1 bis n – 1) zwischen Gerüsten, der
Zeit tn (s) vom letzten Gerüst
bis zum Abkühlungsbeginn,
der Walztemperatur Ti(K) (i = 1 bis n) an jedem Gerüst und einer
Konstante R = 1,987 ermittelt wird: ε = Δε1 + Δε2 + ... + Δεnwobei Δεi = εi × exp{–(ti*/τn)2/3} τi = 8.46 × 10-9 × exp{43800/R/Ti} ti* = τn × {ti/τi + t(i +
1)/τ(i +
1) + ... + tn/τn}
- (16) Verfahren zur Herstellung eines hochfesten warmgewalzten
Stahlblechs mit ausgezeichneter Formhaltigkeit nach Punkt (15),
ferner gekennzeichnet durch Steuern eines Reibungskoeffizienten
auf höchstens 0,2
in mindestens einem Stich beim Warmwalzen in einem Temperaturbereich
von Ar3 bis (Ar3 +
150) °C.
- (17) Verfahren zur Herstellung eines hochfesten warmgewalzten
Stahlblechs mit ausgezeichneter Formhaltigkeit, gekennzeichnet durch
Anwenden von Dressierstichwalzen mit 0,1 bis 5 % auf warmgewalztes
Stahlblech, das durch das Verfahren zur Herstellung eines hochfesten
warmgewalzten Stahlblechs mit ausgezeichneter Formhaltigkeit nach
Punkt (15) hergestellt ist.
-
AM STÄRKSTEN
BEVORZUGTE AUSFÜHRUNGSFORM
-
Im
folgenden wird die Erfindung inhaltlich näher erläutert.
-
Mittelwert
der zufälligen
Röntgenintensitätsverhältnisse
der Gruppe {100}<011> bis {223}<110> an der Blechebene
bei 1/2 Blechdicke:
Der Mittelwert der Orientierungskomponentengruppe
{100}<011> bis {223}<110> bei Durchführung von
Röntgenbeugung
für die
Blechebene an der Blechdicken-Mittelposition und Ermittlung des
Intensitätsverhältnisses in
den unterschiedlichen Orientierungskomponenten zu einer Zufallsprobe
muß mindestens
2,5 betragen. Liegt dieser Mittelwert unter 2,5, wird die Formhaltigkeit
schlecht.
-
Die
Hauptorientierungskomponenten, die zur Orientierungskomponentengruppe
gehören,
sind {100}<011>, {116}<110>, {114}<110>, {113}<110>, {112}<110>, {335}<110> und {223}<110>.
-
Ermitteln
läßt sich
das zufällige
Röntgenintensitätsverhältnis in
diesen Orientierungskomponenten zur zufälligen Röntgenbeugungsintensität anhand
der dreidimensionalen Textur in der Berechnung durch das Vektorverfahren
auf der Grundlage einer {110}-Polfigur oder des Reihenentwicklungsverfahrens
mit Hilfe mehrerer (vorteilhaft mindestens drei) Polfiguren aus
den Polfiguren {110}, {100}, {211} und {310}.
-
Beispielsweise
können
für das
zufällige
Röntgenintensitätsverhältnis in
den o. g. Kristallorientierungskomponenten zu der durch das letztgenannte
Verfahren berechneten zufälligen
Röntgenbeugungsintensität die Intensitäten von
(001)[1-10], (116)[1-10],
(114)[1-10], (113)[1-10], (112)[1-10], (335)[1-10] und (223)[1-10] bei ϕ2
= 45° Querschnitt
in einer dreidimensionalen Textur ohne Modifikation verwendet werden.
-
Der
Mittelwert in der Orientierungskomponentengruppe {100}<011> bis {223}<110> ist das mittlere arithmetische
Verhältnis
aller o. g. Orientierungskomponenten. Ist es unmög lich, die Intensitäten in all
diesen Orientierungskomponenten zu erhalten, kann das arithmetische
Mittel der Intensitäten
in den Orientierungskomponenten {100}<011>,
{116}<110>, {114}<110>, {112}<110> und {223}<110> als Ersatz verwendet
werden.
-
Ferner
beträgt
vorzugsweise der Mittelwert des zufälligen Röntgenintensitätsverhältnisses
in der Orientierungskomponentengruppe {100}<011> bis
{223}<110> zur zufälligen Röntgenbeugungsintensität mindestens
4,0.
-
Mittelwert
des zufälligen
Röntgenintensitätsverhältnisses
in den drei Kristallorientierungskomponenten {554}<225>, {111} <112> und {111}<110> an der Blechebene
bei 1/2 Blechdicke Der Mittelwert des Röntgenintensitätsverhältnisses
in den drei Kristallorientierungskomponenten {554}<225>, {111}<112> und {111}<110> zur zufälligen Röntgenbeugungsintensität an der
Blechebene bei 1/2 Blechdicke darf höchstens 3,5 betragen. Beträgt dieser
Mittelwert 3,5 oder mehr, wird es auch bei geeigneter Intensität in der
Orientierungskomponentengruppe {100}<011> bis
{223}<110> schwierig, gute Maßhaltigkeit
zu erhalten.
-
Das
zufällige
Röntgenintensitätsverhältnis bei
{554}<225>, {111}<112> und {111}<110> zur zufälligen Röntgenbeugungsintensität läßt sich
anhand der dreidimensionalen Textur berechnen, die gemäß dem o.
g. Verfahren berechnet ist.
-
Ferner
beträgt
vorzugsweise das arithmetische Mittel des zufälligen Röntgenintensitätsverhältnis bei {554}<225>, {111}<112> und {111}<110> zur zufälligen Röntgenbeugungsintensität höchstens
2,5.
-
Zufälliges Röntgenintensitätsverhältnis bei
{100}<011> und {211}<011> an der Blechebene
bei 1/2 Blechdicke Das zufällige
Röntgenintensitätsverhältnis bei
{100}<011> zur zufälligen Röntgenbeugungsintensität an der
Blechebene bei 1/2 Blechdicke muß mindestens die zufällige Röntgenintensität bei {211}<011> zur zufälligen Röntgenbeugungs intensität sein.
Wird das zufällige
Röntgenintensitätsverhältnis bei
{211}<011> zur zufälligen Röntgenbeugungsintensität größer als
das zufällige
Röntgenintensitätsverhältnis bei
{100}<011> zur zufälligen Röntgenbeugungsintensität, wird
die gleichmäßige Dehnungsanisotropie
größer, und
die Formbarkeit verschlechtert sich.
-
Zu
beachten ist, daß die
hier aufgeführten
Komponenten {100}<011> und {211}<011> als Orientierungsbereich
mit ähnlichen
Effekten ± 12° mit Hilfe
der senkrechten Richtung zur Walzrichtung (Querrichtung) als Drehachse,
stärker
bevorzugt ± 16° ermöglichen.
-
Der
Grund, weshalb die zuvor erläuterte
Röntgenintensität in den
Kristallorientierungskomponenten für Maßhaltigkeit beim Biegen oder
Dehnungsanisotropie wichtig ist, ist nicht unbedingt klar, aber
man geht davon aus, daß es
mit dem Gleitverhalten von Kristallen bei Biegeverformung in gewisser
Beziehung steht.
-
Hergestellt
wird die für
die Röntgenbeugung
verwendete Probe durch Reduzieren eines Stahlblechs auf eine vorbestimmte
Blechdicke durch mechanisches Polieren usw., anschließendes Abbauen
der Verformung und gleichzeitiges Auswählen der Ebene bei 1/2 Blechdicke
als Meßebene
durch chemisches Polieren, elektrolytisches Polieren usw.
-
Liegen
eine Seigerungszone, Fehler usw. in der Mittelschicht der Blechdicke
vor und treten Meßprobleme
auf, kann die Messung durch Einstellen der Probe gemäß dem o.
g. Verfahren so durchgeführt
werden, daß eine
geeignete Ebene zur Meßebene
im Bereich von 3/8 bis 5/8 Blechdicke wird.
-
Ist
die Röntgenintensitätseinschränkung nicht
nur nahe 1/2 Blechdicke, sondern für eine möglichst große Anzahl von Blechdicken erfüllt (insbesondere
von der äußersten
Schicht bis 1/4 Blechdicke), wird die Formhaltigkeit natürlich noch
besser.
-
Zu
beachten ist, daß die
durch {hk1}<uvw> ausgedrückte Kristallorientierungskomponente
anzeigt, daß die
senkrechte Richtung der Blechebene parallel zu <hk1> und
die Walzrichtung parallel zu <uvw> ist.
-
r-Wert (rL) in Walzrichtung und r-Wert
(rC) in senkrechter Richtung zur Walzrichtung
-
Diese
beiden r-Werte sind in der Erfindung von Bedeutung. Das heißt, im Rahmen
der Erfindung führte man
intensive Untersuchungen durch, als deren Ergebnis erkannt wurde,
daß auch
bei geeigneten Röntgenintensitäten der
o. g. Kristallorientierungskomponenten nicht unbedingt gute Formhaltigkeit
erhalten werden kann.
-
Zusammen
mit den o. g. Röntgenintensitäten ist
es wesentlich, daß rL
und/oder rC höchstens
0,7, stärker
bevorzugt höchstens
0,55 betragen.
-
Der
Effekt der Erfindung läßt sich
erhalten, ohne die Untergrenzen für rL und rC speziell zu beschränken. Bewertet
wird der r-Wert durch eine Zugprüfung
mit Hilfe eines JIS-Zugprüfstücks Nr.
5.
-
Die
Zugverformung beträgt
normalerweise 15 %, liegt aber die gleichmäßige Dehnung unter 15 %, sollte
sie durch eine Verformung bewertet werden, die möglichst nahe an 15 % im Bereich
der gleichmäßigen Dehnung
liegt.
-
Zu
beachten ist, daß sich
die Biegerichtung in Abhängigkeit
vom Umformteil unterscheidet, also nicht speziell eingeschränkt ist,
wobei aber bevorzugt ist, das Blech hauptsächlich durch senkrechtes Biegen
oder in einer nahe der Senkrechten liegenden Richtung bezogen auf
die Richtung des kleinen r-Werts zu verformen.
-
Allgemein
ist bekannt, daß die
Textur und die r-Werte korrelieren, wobei aber in der Erfindung
die Einschränkung
für das
Verhältnis
der Röntgenintensitäten in den
Kristallorientierungskomponenten zur zufälligen Röntgenbeugungsintensität und die
Einschränkung
für die
r-Werte nicht synonym sind. Ohne daß beide Einschränkungen
gleichzeitig erfüllt
sind, läßt sich
keine gute Formhaltigkeit erhalten.
-
Duktilitätsanisotropie
-
Beim
Preßformen
von Stahlblech hat die gleichmäßige Dehnung
des Stahlblechs, d. h. der n-Wert, wichtige Bedeutung. Zeigt insbesondere
bei hochfestem Stahlblech hauptsächlich
zum Stanzstreckformen die gleichmäßige Dehnung (n-Wert) Anisotropie,
ist es notwendig, die Schneiderichtung der Rohlinge in Übereinstimmung
mit dem Teil sorgfältig
auszuwählen,
und es kommt zu Produktivitätsbeeinträchtigung
und Ausbeuterückgang
des Stahlblechs.
-
Ferner
kann in einigen Fällen
das Blech nicht in die gewünschte
Form gebracht werden.
-
Beträgt bei Stahl
mit einer Zugfestigkeit über
etwa 400 MPa (maximale Festigkeit, die im Zugversuch erhalten wird)
die gleichmäßige Dehnungsanisotropie ΔuE1 höchstens
4 %, wird deutlich, daß er
gute Formbarkeit richtungsunabhängig
zeigt.
-
Bei
besonders strengen Formbarkeitsanforderungen beträgt die Anisotropie ΔuE1 vorzugsweise höchstens
3 %.
-
Die
Untergrenze für
die gleichmäßige Dehnungsanisotropie ΔuE1 ist nicht
speziell beschränkt,
aber 0 % ist aus Sicht der Formbarkeit am stärksten bevorzugt.
-
Fällt ferner
die lokale Dehnungsanisotropie ΔLE1
unter 2 %, ist die Formhaltigkeit beeinträchtigt, weshalb die Untergrenze
für ΔLE1 auf 2
% festgelegt ist. Die Obergrenze für ΔLE1 ist nicht speziell definiert,
wird aber ΔLE1
zu groß,
geht die Formbarkeit zurück,
so daß die
Obergrenze vorzugsweise 12 % beträgt.
-
Gilt
aber auch bei Erfüllung
der o. g. Bedingungen ΔuE1 > ΔLE1, werden gute Formbarkeit
und Formhaltigkeit nicht gleichzeitig erreicht, weshalb ΔuE1 so festgelegt
wurde, daß der
Wert nicht größer als ΔLE1 ist.
-
Zu
beachten ist, daß die
gleichmäßigen Dehnungs-
und lokalen Dehnungsanisotropien mit Hilfe der Dehnungen parallel
zur Walzrichtung (L-Richtung), senkrecht dazu (C-Richtung) und in
45°-Richtung
wie folgt definiert sind: ΔuE1 = {|uE1(L) – uE1(45°)| + |uE1(C) – uE1(45°)|}/2 ΔLE1
= {|LE1(L) – LE1(45°)| + |LE1(C) – LE1(45°)|}/2
-
Mikrostruktur
-
Bei
wirklichen Kraftfahrzeugteilen ist die Formhaltigkeit nach dem o.
g. Biegen nicht das einzige Problem bei einem Teil. Andere Stellen
am selben Teil werden mitunter durch Streckflanschziehen, Kragenziehen oder
andere Umformung bearbeitet, so daß es nicht wenige Fälle gibt,
in denen Stanzstreckformen, Einschnüren oder andere gute Preßformbarkeit
angestrebt wird.
-
Zusammen
mit der Verbesserung der Formhaltigkeit beim Biegen zur Steuerung
der Textur müssen daher
auch die Lochdehnbarkeit und Preßformbarkeit des Stahlblechs
selbst verbessert werden.
-
Unter
diesem Aspekt sollte die Mikrostruktur des Stahlblechs eine mit
einer Ferrit- oder Bainitphase mit hoher Lochdehnbarkeit als Phase
mit dem größten Volumenprozentsatz
sein. Aus Sicht der Textur führt allerdings
eine durch Umwandlung bei niedriger Temperatur gebildete Bainitphase
zu stärkerer
Texturentwicklung, weshalb bevorzugt ist, Bainit zur Hauptphase
werden zu lassen.
-
Zu
beachten ist, daß der
hier genannte Bainit Eisencarbidteilchen in der Mikrostruktur aufweisen
oder nicht aufweisen kann. Ferner bewirkt Ferrit, der nach Umwandlung
umgeformt wird und eine extrem hohe innere Versetzungsdichte hat
(umgeformter Ferrit), eine erhebliche Beeinträchtigung der Duktilität und ist
nicht zur Umformung von Teilen geeignet, wodurch er sich von dem
in der Erfindung festgelegten Ferrit unterscheidet.
-
Weiterhin
wurde im Rahmen der Erfindung festgestellt, daß am stärksten bevorzugt der Stahl
als Kennwert mindestens 1 % Martensit im Stahlblech aufweist, um
das Streckgrenzenverhältnis
zu senken, und rL und/oder rC höchstens
0,7 betragen, um die Stanzstreckformbarkeit zu verbessern.
-
Übersteigt
hierbei der Martensit-Volumenprozentsatz 25 ist nicht nur die Festigkeit
des Stahlblechs stärker
als nötig
verbessert, sondern es steigt auch das Verhältnis des vernetzten Martensits,
und die Formbarkeit des Stahlblechs ist erheblich beeinträchtigt,
so daß 25
% als Höchstwert
für den
Martensit-Volumenprozentsatz festgelegt wurde.
-
Um
weiterhin den Verringerungseffekt auf das Streckgrenzenverhältnis durch
den Martensit zu erhalten, ist bei Ferrit als Phase mit dem größten Volumenprozentsatz
bevorzugt, daß der
Wert mindestens 3 % beträgt,
während
bei Bainit als Phase mit dem größten Volumenprozentsatz
ein Wert von mindestens 5 % bevorzugt ist.
-
Ist
ferner die Phase mit dem größten Volumenprozentsatz
eine andere als Ferrit oder Bainit, wird die Festigkeit des Stahlmaterials
mehr als nötig
verbessert, und die Formbarkeit ist beeinträchtigt, oder die Ausscheidung
unnötiger
Carbide macht es unmöglich,
die notwendige Martensitmenge zu gewährleisten, was die Formbarkeit
des Stahlblechs erheblich verschlechtert, weshalb die Phase mit
dem größten Volumenprozentsatz
auf Ferrit oder Bainit beschränkt
ist.
-
Auch
wenn unvollendet umgewandelter Restaustenit beim Abkühlen auf
Raumtemperatur enthalten ist, liegt kein großer Einfluß auf die Erfindungswirkung
vor. Nimmt aber der Restaustenit-Volumenprozentsatz in der Bestimmung
durch das Röntgenreflexionsverfahren
usw. zu, steigt das Streckgrenzenverhältnis, weshalb der Volumenprozentsatz
von Restaustenit vorzugsweise höchstens
das Zweifache des Volumenprozentsatzes von Martensit beträgt und stärker bevorzugt
höchstens
gleich dem Martensit-Volumenprozentsatz ist.
-
Außerdem ist
die Belegungsrate von Eisencarbid mit mindestens 0,2 μm Durchmesser,
der erhebliche Beeinträchtigung
der Streckflanschformbarkeit bewirkt, vorzugsweise auf höchstens
0,3 % begrenzt. Ersetzen läßt sich
die Belegungsrate von Eisencarbid auch durch Ermitteln der prozentualen
Eisencarbidfläche
durch Bildverarbeitung mit einer mindestens 500fach vergrößerten optischen
Mikroskopaufnahme. Möglich
ist zudem, die Anzahl m von Gitterpunkten, die von Eisencarbid mit
mindestens 0,2 μm
belegt sind, unter der Anzahl n von Gitterpunkten zu ermitteln,
die in der Aufnahme erscheinen, und m/n als Belegungsrate zu verwenden.
-
Alterungsindex AI
-
Der
Index AI für
die Stahlblechalterung beträgt
vorzugsweise mindestens 8 MPa. Fällt
AI unter 8 MPa, geht die Formhaltigkeit zurück, weshalb 8 MPa als Untergrenze
festgelegt ist. Der Grund für
die Beeinträchtigung
der Formhaltigkeit bei fallendem AI-Wert ist unklar, wobei aber
AI mit der beweglichen Versetzungsdichte in Stahlblech korreliert,
weshalb man annimmt, daß die
Differenz der beweglichen Versetzungsdichte einen gewissen Einfluß auf die
Verformung hat.
-
Die
AI-Obergrenze ist nicht speziell eingeschränkt, übersteigt aber der AI-Wert
100 MPa, treten Fließfiguren
auf, und das Stahlblechaussehen wird leicht erheblich beeinträchtigt,
weshalb AI vorzugsweise höchstens
100 MPa beträgt.
-
Zu
beachten ist, daß der
Alterungsindex mit Hilfe eines JIS-Zugprüfstücks Nr. 5 für die L-Richtung oder C-Richtung
sowie der Differenz zwischen Verformungsspannung bei Ausüben von
10 % Vordehnung und Streckspannung bei einmaligem Wegfall der Last,
einstündiges
Altern bei 100 °C,
anschließendes
erneutes Durchführen
der Zugprüfung
(tritt Streckdehnung auf, die niedrigere Streckspannung) als Alterungsindex
AI gemessen wird.
-
Im
folgenden wird die bevorzugte chemische Zusammensetzung der Erfindung
erläutert.
Zu beachten ist, daß die
Einheiten in Masse-% ausgedrückt
sind.
-
Zunächst wird
die chemische Zusammensetzung von hochfestem warmgewalztem Stahlblech
mit einer Mikrostruktur aus Ferrit oder Bainit als Phase mit dem
größten Volumenprozentsatz
sowie ausgezeichneter Formhaltigkeit erläutert. Zu beachten ist, daß bei diesem
Stahlblech auch die Lochdehnbarkeit ausgezeichnet ist.
-
C:
-
Die
Untergrenze für
C wurde auf 0,01 % festgelegt, da es unter 0,01 % C schwierig ist,
die Festigkeit des Stahlblechs zu gewährleisten, während hohe
Formbarkeit gewahrt bleibt. Über
0,2 % werden dagegen die Austenitphase oder Martensitphase sowie
grobe Carbide leicht gebildet, die die Lochdehnbarkeit verringern, und
zudem fällt
auch die Schweißbarkeit,
weshalb die Obergrenze auf 0,2 % festgelegt ist.
-
Si:
-
Si
ist ein wirksames Element zur mechanischen Festigkeitserhöhung des
Stahlblechs, aber bei über 2,5
% ist die Formbarkeit beeinträchtigt,
oder es treten Oberflächenfehler
auf, weshalb 2,5 % als Obergrenze festgelegt ist. Andererseits ist
es in realem Stahl schwierig, Si unter 0,001 % fallen zu lassen,
weshalb 0,001 % als Untergrenze gilt.
-
Mn:
-
Mn
ist ein wirksames Element zur Erhöhung der mechanischen Festigkeit
des Stahlblechs, aber bei über
2,5 % ist die Formbarkeit beeinträchtigt, weshalb 2,5 % als Obergrenze
festgelegt ist. Andererseits ist es in wirklichem Stahl schwierig,
Mn unter 0,01 % fallen zu lassen, weshalb 0,01 % als Untergrenze
festgelegt ist.
-
Werden
ferner außer
Mn, Ti und andere Elemente zur Unterdrückung des Auftretens von Warmrissen infolge
von S nicht ausreichend zugegeben, ist erwünscht, eine Mn-Menge zuzugeben,
die in Masse-% Mn/S ≥ 20
ergibt.
-
P, S:
-
P
und S werden in Mengen von höchstens
0,2 % bzw. 0,03 % zugegeben. Dies soll Beeinträchtigung der Formbarkeit oder
Rißbildung
beim Warmwalzen oder Kaltwalzen verhindern.
-
Al:
-
Al
wird in einer Menge von mindestens 0,01 % zur Desoxidation zugegeben.
Bei zu großer
Zugabe nimmt aber die Formbarkeit ab, und die Oberflächeneigenschaften
sind beeinträchtigt,
weshalb die Obergrenze 2,0 % beträgt.
-
N, O:
-
Hierbei
handelt es sich um Verunreinigungen. Um Beeinträchtigung der Formbarkeit zu
verhindern, sind die Menge von N und O jeweils auf höchstens
0,01 % festgelegt.
-
Ti, Nb, V:
-
Diese
Elemente sind Elemente, die die Materialqualität durch solche Mechanismen
wie Ausscheidungsverfestigung, Textursteuerung, Kornverfestigung
usw. verbessern. Je nach Bedarf ist bevorzugt, ein oder mehrere
Arten mit insgesamt mindestens 0,001 % zuzugeben.
-
Bei übermäßiger Zugabe
tritt aber keine erhebliche Wirkung auf. Statt dessen werden die
Formbarkeit und die Oberflächeneigenschaften
beeinträchtigt,
weshalb insgesamt 0,8 % einer oder mehrerer Arten als Obergrenze
festgelegt sind.
-
B:
-
B
ist zur Korngrenzenverfestigung und Festigkeitserhöhung des
Stahlmaterials wirksam, übersteigt aber
die Zugabemenge 0,01 %, sättigt
sich nicht nur der Effekt, sondern auch die Festigkeit des Stahlblechs ist
mehr als notwendig erhöht,
und die Formbarkeit eines Teils sinkt, weshalb die Obergrenze auf
0,01 % festgelegt ist. Um aber die B-Zugabewirkung zu erhalten,
ist bevorzugt, mindestens 0,002 % zuzugeben.
-
Mo, Cr, Cu, Ni, Sn, Co:
-
Diese
Elemente bewirken eine Erhöhung
der mechanischen Festigkeit oder Verbesserung der Materialqualität, so daß bevorzugt
ist, mindestens 0,001 % von jedem Element nach Bedarf zuzugeben.
Gleichwohl wird durch übermäßige Zugabe
die Formbarkeit beeinträchtigt,
weshalb die Obergrenzen für
Mo, Cr, Cu, Ni, Sn und Co auf 1 %, 1 %, 2 %, 1 %, 0,2 % bzw. 2 %
festgelegt sind.
-
Ca, SEM:
-
Diese
Elemente sind wirksame Elemente zur Eindämmung von Einschlüssen, weshalb
geeignete Zugabe die Warmformbarkeit verbessert, aber übermäßige Zugabe
umgekehrt die Warmversprödung
verschlimmert, weshalb die Mengen von Ca und SEM auf 0,0005 % bis
0,005 % bzw. 0,001 % bis 0,05 % je nach Bedarf festgelegt wurden.
Hierbei bezeichnen "Seltenerdmetalle" Y, Sr und Lanthanoidenelemente
und sind gewerblich Mischungen derselben.
-
Ferner
hat die auch Zugabe von Mg in einer Menge von 0,0001 % bis 0,05
% und Ta in einer Menge von 0,001 % bis 0,05 % äquivalente Wirkungen.
-
In
allen Fällen
bezeichnet hierbei die Untergrenze die Mindestmenge, die zur Darstellung
des Einschlußeindämmungseffekts
zugegeben wird. Oberhalb des Höchstwerts
wachsen dagegen die Einschlüsse
zu stark an, so daß die
Streckflanschformbarkeit und andere Aspekte der Lochdehnbarkeit
reduziert sind. Die Zugabe als Mischmetall (Mischung) ist unter
Kostenaspekten vorteilhaft.
-
Im
folgenden wird die chemische Zusammensetzung von hochfestem warmgewalztem
Stahlblech mit einer Mehrphasenstruktur erläutert, das eine Mikrostruktur
aus Ferrit oder Bainit als Phase mit dem größten Volumenprozentsatz hat
und Martensit mit einem Volumenprozentsatz von 1 bis 25 % aufweist
und ausgezeichnete Formhaltigkeit zeigt.
-
Zu
beachten ist, daß dieses
Stahlblech ein Stahlblech mit niedrigem Streckgrenzenverhältnis ist.
-
C:
-
C
ist das wichtigste Element, das die Festigkeit eines Stahlmaterials
bestimmt. Der Volumenprozentsatz des im Stahlblech enthaltenen Martensits
steigt in den Tendenz mit zunehmender C-Konzentration im Stahlblech.
Liegt hierbei die C-Zugabemenge unter 0,02 %, wird es schwierig,
harten Martensit zu erhalten, weshalb 0,02 % als Untergrenze für die C-Zugabemenge
festgelegt wurde.
-
Übersteigt
ferner die C-Zugabemenge 0,3 %, nimmt nicht nur die Festigkeit des
Stahlblechs mehr als nötig
zu, sondern es auch die Schweißbarkeit,
ein wichtiger Kennwert für
ein Stahlmaterial für
Kraftfahrzeuge, ist beeinträchtigt,
weshalb die Obergrenze für
die C-Zugabemenge auf 0,3 % festgelegt ist.
-
Mn, Ni, Cr, Cu, Mo, Co und Sn:
-
Mn,
Ni, Cr, Cu, Mo, Co und Sn werden alle zugegeben, um die Mikrostruktur
des Stahlmaterials einzustellen. Ist insbesondere die C-Zugabemenge
aus Sicht der Schweißbarkeit
begrenzt, ist die Zugabe geeigneter Mengen dieser Elemente zur effektiven
Einstellung der Härtbarkeit
des Stahls wirksam.
-
Ferner
haben diese Elemente, wenngleich nicht in dem Maß wie Al und Si, den Effekt,
die Cementitbildung zu unterdrücken,
und können
den Martensit-Volumemprozentsatz wirksam steuern. Weiterhin haben diese
Elemente die Funktion, die dynamische Verformungsbeständigkeit
bei hoher Geschwindigkeit zu erhöhen,
indem sie durch feste Lösung
die Ferrit- oder Bainitmatrix zusammen mit Al und Si verfestigen.
-
Liegen
aber die Zugabemengen eines oder mehrerer dieser Elemente insgesamt
unter 0,1 % oder liegt der Mn-Gehalt unter 0,05 %, ist es nicht
mehr möglich,
den erforderlichen Martensit-Volumenprozentsatz zu gewährleisten,
die Festigkeit des Stahlmaterials fällt, und eine wirksame Senkung
des Karosseriegewichts kann nicht mehr erreicht werden, weshalb
die Untergrenze für
den Mn-Gehalt auf 0,05 % und die Untergrenze für die Zugabemengen eines oder
mehrerer der o. g. Elemente auf insgesamt 0,1 % festgelegt wurde.
-
Übersteigen
dagegen die o. g. Zugabemengen insgesamt 3,5 %, übersteigt der Gehalt von Mn,
Ni, Cr, Cu oder Co 3 %, übersteigt
der Mo-Gehalt 1 % oder übersteigt
der Sn-Gehalt 0,2 %, kommt es zu Härtung der Ferrit- oder Bainitmatrix
und einem Rückgang
der Formbarkeit des Stahlmaterials, einer Verringerung der Zähigkeit
und einem Kostenanstieg des Stahlmaterials, weshalb die Obergrenze
für die
Zugabemengen auf insgesamt 3,5 %, die Obergrenze für den Gehalt
von Mn, Ni, Cr, Cu und Co auf 3 %, die Obergrenze für den Mo-Gehalt
auf 1 % und die Obergrenze für
den Sn-Gehalt auf 0,2 % festgelegt ist.
-
Al, Si:
-
Al
und Si sind beide ferritstabilisierende Elemente und bewirken eine
bessere Formbarkeit des Stahlmaterials durch Erhöhen des Ferrit-Volumenprozentsatzes.
Zudem unterdrücken
Al und Si die Cementitbildung, so daß sie die Erzeugung von Bainit
oder einer anderen Carbide aufweisenden Phase unterdrücken und die
Martensitbildung effektiv bewirken können.
-
Als
Zugabeelemente mit diesen Funktionen lassen sich neben Al und Si
auch P oder Cu, Cr, Mo usw. nennen. Von einer geeigneten Zugabe
dieser Elemente lassen sich ähnliche
Effekte erwarten.
-
Liegen
aber Al und Si insgesamt unter 0,05 %, ist die Unterdrückungswirkung
auf die Cementitbildung unzureichend, und ein geeigneter Volumenprozentsatz
von Martensit kann nicht erhalten werden, weshalb die Untergrenze
für Al
und/oder Si auf insgesamt 0,05 % festgelegt wurde.
-
Liegen
Al und/oder Si insgesamt über
3 %, kommt es zu Verhärtung
oder Versprödung
der Ferrit- oder Bainitmatrix, Abnahme der Formbarkeit des Stahlmaterials,
Rückgang
der Zähigkeit
und Anstieg der Stahlmaterialkosten, und die chemische Behandlungsfähigkeit
und andere Kennwerte für
die Oberflächenbehandlung sind
spürbar
beeinträchtigt,
weshalb 3 % als Obergrenze für
Al und/oder Si festgelegt wurde.
-
Nb, Ti, V:
-
Diese
Elemente verbessern die Materialqualität über solche Mechanismen wie
Bindung von Kohlenstoff und Stickstoff, Ausscheidungsverfestigung,
Textursteuerung, Kornverfestigung usw. Nach Bedarf ist bevorzugt,
eine oder mehrere Arten mit insgesamt mindestens 0,001 % zuzugeben.
Ferner wird durch Nb- oder Ti-Zugabe
eine für
die Formhaltigkeit vorteilhafte Struktur beim Warmwalzen leicht
gebildet, so daß bevorzugt ist,
dies aktiv zu nutzen. Durch übermäßige Zugabe
wird aber die Formbarkeit beeinträchtigt, weshalb 0,8 % als Gesamtobergrenze
für ein
oder mehrere Zugabeelemente festgelegt ist.
-
P:
-
P
ist zur Festigkeitserhöhung
des Stahlmaterials und gemäß der vorstehenden
Erläuterung
zur Gewährleistung
des Martensits wirksam, aber bei Zugabe über 0,2 % kommt es zu Beeinträchtigung
der Alterungsrißbeständigkeit
oder Beeinträchtigung
des Ermüdungskennwerts
und der Zähigkeit,
weshalb 0,2 % als Obergrenze festgelegt wurde. Um aber den Zugabeeffekt
zu erhalten, ist die Aufnahme in einer Menge von mindestens 0,005
% bevorzugt.
-
B:
-
B
ist zur Korngrenzenverfestigung und Festigkeitserhöhung des
Stahlmaterials wirksam, aber über 0,01
% sättigt
sich nicht nur die Wirkung, sondern die Festigkeit des Stahlblechs
ist auch mehr als nötig
erhöht, und
die Formbarkeit für
ein Teil fällt,
weshalb die Obergrenze auf 0,01 % festge legt ist. Um den Zugabeeffekt zu
erhalten, ist aber bevorzugt, daß mindestens 0,0005 % enthalten
sind.
-
Ca, SEM:
-
Diese
Elemente verbessern die Streckflanschformbarkeit durch Steuern der
Form von Sulfiden, so daß bevorzugt
ist, mindestens 0,0005 % bzw. mindestens 0,001 % nach Bedarf zuzugeben.
Bei übermäßiger Zugabe
zeigt aber sich keine spürbare
Wirkung, und die Kosten steigen, weshalb die Obergrenzen für Ca und SEM
auf 0,005 % bzw. 0,02 % festgelegt wurden.
-
N:
-
Wie
C ist N zur Martensitbildung wirksam, neigt aber zugleich zu Beeinträchtigung
der Zähigkeit
und Duktilität
des Stahlmaterials, weshalb die Menge vorzugsweise höchstens
0,01 % beträgt.
-
O:
-
O
bildet Oxide und bewirkt als Einschluß Beeinträchtigung der Lochdehnbarkeit,
dargestellt durch die Formbarkeit des Stahlmaterials, insbesondere
der Streckflanschformbarkeit oder der Dauerfestigkeit oder Zähigkeit
des Stahlmaterials, weshalb er vorzugsweise auf höchstens
0,01 % eingedämmt
ist.
-
Im
folgenden wird das Herstellungsverfahren der Erfindung erläutert.
-
Brammenwiedererwärmungstemperatur
-
Auf
eine vorbestimmte Zusammensetzung eingestellter Stahl wird gegossen
und dann direkt oder nach einmaliger Abkühlung auf höchstens die Ar3-Umwandlungstemperatur
sowie Wiedererwärmung
warmgewalzt. Liegt die Wiedererwärmungstemperatur
hierbei unter 1000 °C,
wird es schwierig, die vorbestimmte Endtemperatur beim Fertigwarmwalzen
zu gewährleisten,
weshalb 1000 °C
als Untergrenze für
die Wiedererwärmungstemperatur
festgelegt wurde.
-
Übersteigt
dagegen die Wiedererwärmungstemperatur
1300 °C,
kommt es zu Ausbeutebeeinträchtigung
infolge von Zunderbildung beim Erwärmen, und zugleich steigen
die Produktionskosten, weshalb 1300 °C als Obergrenze für die Wiedererwärmungstemperatur
festgelegt ist.
-
Auch
bei lokaler oder gesamter Erwärmung
der erwärmten
Bramme inmitten des Warmwalzens zeigt sich keinerlei Wirkung auf
die Kennwerte der Erfindung.
-
Warmwalzbedingungen
-
Durch
Warmwalzen und anschließendes
Abkühlen
wird das Stahlblech auf die vorbestimmte Mikrostruktur und Textur
eingestellt. Die abschließend
erhaltenene Textur des Stahlblechs ändert sich stark infolge des
Temperaturbereichs beim Warmwalzen. Fällt die Endtemperatur beim
Warmwalzen unter Ar3 °C, so übersteigt die gleichmäßige Dehnungsanisotropie ΔuE1 4 % und
die Formbarkeit ist erheblich beeinträchtigt, weshalb gilt: TFE ≥ Ar3 (°C) (1)
-
Allgemein
mißt man
TFE nach dem Gerüst
für den
letzten Stich beim Warmwalzen, bei Bedarf kann aber auch eine durch
Berechnung erhaltene Temperatur verwendet werden.
-
Ferner
ist die Obergrenze für
die Endtemperatur beim Warmwalzen nicht speziell eingeschränkt, liegt sie
aber über
(Ar3 + 180) °C, gehen die Oberflächeneigenschaften
infolge der auf der Stahlblechoberfläche erzeugten Oxidschicht zurück, so daß höchstens
(Ar3 + 180) °C bevorzugt ist.
-
Strebt
man nach besseren Oberflächeneigenschaften,
ist bevorzugt, TFE auf höchstens
(Ar3 + 150) °C festzulegen.
-
Fällt aber
im Verfahren zur Herstellung von hochfestem warmgewalztem Stahlblech
mit einer Mikrostruktur mit Ferrit oder Bainit als Phase mit dem
größten Volumenprozentsatz
und ausgezeichneter Formhaltigkeit unabhängig von der chemischen Zusammensetzung
TFE unter 800 °C,
wird die Drucklast beim Warmwalzen zu hoch, und zugleich steigt
die Duktilitätsanisotropie
des Stahlblechs, weshalb gilt: TFE ≥ 800 °C (1').
-
Liegt
ferner die Anfangstemperatur TFS beim Fertigwarmwalzen über 1100 °C, sind die
Oberflächeneigenschaften
des Stahlblechs erheblich beeinträchtigt, weshalb gilt: TFS ≤ 1100 °C (2).
-
Beträgt zudem
die Differenz zwischen TFS und TFE 120 °C oder mehr, entwickelt sich
die Textur nicht ausreichend und sowohl ausgezeichnete Formhaltigkeit
als auch niedrige Anisotropie werden nicht erreicht, wobei es im
Betrieb aber schwierig wird, die Differenz auf höchstens 20 °C zu begrenzen, weshalb gilt: 20 °C ≤ (TFS – TFE) ≤ 120 °C (4).
-
Hierbei
müssen
im Verfahren zur Herstellung von hochfestem warmgewalztem Stahlblech
mit einer Mikrostruktur, die Martensit mit einem Volumenprozentsatz
von 1 bis 25 % aufweist, und ausgezeichneter Formhaltigkeit die
rechnerische Restverformung Δε am Ende
des Fertigwalzens, die Anfangstemperatur TFS beim Fertigwarmwalzen
und die Endtemperatur TFE beim Fertigwarmwalzen die folgende Beziehung
(3) erfüllen.
Ist sie nicht erfüllt,
wird keine für
die Formhaltigkeit vorteilhafte Textur beim Warmwalzen erzeugt: Δε ≥ (TFS – TFE)/375 (3).
-
Zu
beachten ist, daß Δε ermittelt
wird anhand der Vergleichsformänderung εi (i = 1
bis n), die an jedem Gerüst
bzw. jeder Stufe der n Fertigwalzstufen für das Walzen vorliegt, der
Zeit ti (s) (i = 1 bis n – 1)
zwischen Gerüsten,
der Zeit tn (s) vom letzten Gerüst
bzw. Stufe bis zum Abkühlungsbeginn,
der Walztemperatur Ti (K) (i = 1 bis n) an jedem Gerüst bzw.
Stufe und einer Konstante R = 1,987. ε = Δε1 + Δε2 + ... + Δεn,wobei Δεi = εi × exp{–(ti*/τn)2/3} τi = 8,46 × 10-9 × exp{43800/R/Ti} ti* = τn × (ti/τi + t(i +
1)/τ(i +
1) + ... + tn/τn)
-
Ferner
hat beim Warmwalzen nach diesem Verfahren auch die Abnahme im Temperaturbereich
von Ar3 bis (Ar3 +
150) °C
große
Auswirkung auf die Texturbildung des Fertigstahlblechs. Liegt die
Abnahme in diesem Temperaturbereich unter 25 %, entwickelt sich
die Textur nicht ausreichend, und das abschließend erhaltene Stahlblech zeigt
keine gute Formhaltigkeit, weshalb die Abnahmeuntergrenze im Temperaturbereich
von Ar3 bis (Ar3 +
150) °C
auf 25 % festgelegt wurde.
-
Je
höher die
Abnahme ist, um so stärker
entwickelt sich die gewünschte
Textur, so daß die
Abnahme vorzugsweise auf mindestens 50 % festgelegt ist. Stärker bevorzugt
beträgt
sie mindestens 75 %.
-
Die
Obergrenze für
die Abnahme ist nicht speziell eingeschränkt, aber eine Abnahme von
99 % oder darüber
führt zu
großer
Belastung der Anlage und zeigt keine besondere Wirkung, so daß die Obergrenze
vorzugsweise auf unter 99 % festgelegt ist.
-
Hierbei
gilt: Ar3 = 901 – 325 × C% + 33 × Si% +
287 × P%
+ 40 × Al% – 92 × (Mn% +
Mo% + Cu%) – 46 × (Cr% +
Ni%).
-
Auch
bei Warmwalzdurchführung
in diesem Temperaturbereich unter gewöhnlichen Bedingungen ist die
Formhaltigkeit des Fertigstahlblechs hoch, ist aber eine weitere
Verbesserung der Formhaltigkeit erforderlich, wird der Reibungskoeffizient
in mindestens einem Stich des in diesem Temperaturbereich durchgeführten Warmwalzens
auf höchstens
0,2 eingedämmt.
-
Übersteigt
der Reibungskoeffizient 0,2, kommt es zu keinem besonderen Unterschied
gegenüber
normalem Warmwalzen, weshalb 0,2 als Obergrenze für den Reibungskoeffizienten
festgelegt ist.
-
Andererseits
gilt: Je niedriger der Reibungskoeffizient ist, um so schwerer ist
die Bildung der Schertextur an der Oberfläche und um so besser ist die
Formhaltigkeit, weshalb die Untergrenze für den Reibungskoeffizienten
nicht speziell eingeschränkt
ist, wobei es aber unter 0,05 schwierig wird, die Betriebsstabilität zu gewährleisten,
weshalb bevorzugt ist, daß der
Koeffizient auf mindestens 0,05 festgelegt ist.
-
Weiterhin
sind Bearbeiten, Abspritzen mit Wasser unter hohem Druck, Abspritzen
mit feinen Teilchen usw. zum Entzundern vor Warmwalzen zur Erhöhung der
Oberflächeneigenschaften
des Fertigstahlblechs wirksam und somit bevorzugt.
-
Für die Abkühlung nach
Warmwalzen ist eine Steuerung der Wickeltemperatur am wichtigsten,
wobei aber bevorzugt ist, die mittlere Abkühlungsgeschwindigkeit auf mindestens
15 °C/s
einzustellen. Vorzugsweise beginnt die Abkühlung rasch nach dem Warmwalzen.
Ferner bewahrt auch Luftkühlung
bei der Abkühlung
die Kennwerte des Fertigstahlblechs vor Beeinträchtigung.
-
Um
die so gebildete Austenittextur an das warmgewalzte Fertigstahlblech
weiterzugeben, ist es notwendig, das Blech bei höchstens der kritischen Temperatur
T0 (°C)
gemäß der nachfolgenden
Beziehung (5) zu wickeln. Daher wurde T0 (°C) in der
Bestimmung durch die Stahlzusammensetzung als Obergrenze für die Wickeltemperatur
festgelegt.
-
Thermodynamisch
definiert ist diese Temperatur T0 als die
Temperatur, bei der Austenit und Ferrit mit gleicher Zusammensetzung
wie Austenit die gleiche freie Energie haben, und sie kann mit Hilfe
der nachfolgenden Beziehung (5) unter Berücksichtigung der von C abweichenden
Komponenten einfach berechnet werden.
-
Die
Wirkung anderer Komponenten als die in der Erfindung festgelegten
Komponenten auf die Temperatur T0 ist nicht
so groß,
weshalb sie hier vernachlässigt
wurde.
-
Endet
die Abkühlung über der
durch die chemische Zusammensetzung des Stahlmaterials bestimmten
Temperatur T0 und wird das Blech in diesem
Zustand gewickelt, entwickelt sich auch bei Erfüllung der o. g. Warmwalzbedingungen
die gewünschte
Textur am abschließend
erhaltenen Stahlblech nicht ausreichend, und die Formhaltigkeit
des Stahlblechs wird nicht hoch. T0 = –650,4 × {C%/(1,82 × C% – 0,001)}
+ B (5),wobei
B anhand der Stahlzusammensetzung, ausgedrückt in Masse-%, ermittelt wird: B = –50,6 × Mneq +
894,3 Mneq = Mn% + 0,24 × Ni% + 0,13 × Si% +
0,38 × Mo%
+ 0,55 × Cr%
+ 0,16 × Cu% – 0,50 × Al% – 0,45 × Co% +
0,90 × V%.
-
Übersteigt
bei Herstellung eines hochfesten warmgewalzten Stahlblechs mit ausgezeichneter
Formhaltigkeit, dessen Mikrostruktur Ferrit oder Bainit als Phase
mit dem größten Volumenprozentsatz
besitzt, die Wickeltemperatur 700 °C, wird die Gewährleistung
einer Wickeltemperatur über
die gesamte Länge
des Coils schwierig und zu einer Ursache für Materialqualitätsabweichungen.
Gehören
zudem Ti-, Nb- und/oder V-Carbid bildende Elemente dazu, wachsen
diese Carbide an den Korngrenzen an, und die Verformbarkeit ist
letztendlich erheblich beeinträchtigt.
Daher wurde 700 °C
als Obergrenze für
die Wickeltemperatur festgelegt.
-
Fällt dagegen
die Wickeltemperatur unter 400 °C,
wird die Austenitphase oder Martensitphase im Stahlblech in großer Menge
erzeugt, und die abschließende
Verformbarkeit geht zurück,
weshalb 400 °C
als Untergrenze für
die Wickeltemperatur gilt.
-
Übersteigt
weiterhin bei Herstellung eines hochfesten warmgewalzten Stahlblechs
mit ausgezeichneter Formhaltigkeit, dessen Mikrostruktur Martensit
mit einem Volumenprozentsatz von 1 bis 25 % aufweist, die Wickeltemperatur
400 °C,
bildet sich keine Martensitphase. Daher wurde 400 °C als Obergrenze
für die
Wickeltemperatur festgelegt. Unter diesem Gesichts- Punkt ist die Obergrenze
für die
Wickeltemperatur vorzugsweise auf 350 °C, stärker bevorzugt auf 300 °C festgelegt.
-
Zu
beachten ist, daß es
zur Einstellung der Wickeltemperatur auf einen Wert unter der Raumtemperatur
nicht nur übermäßiger Anlageninvestitionen
bedarf, sondern auch kein spürbarer
Effekt erhalten werden kann, weshalb bevorzugt ist, die Raumtemperatur
als Untergrenze für
die Wickeltemperatur festzulegen.
-
Dressierstichwalzen
-
Durch
Dressieren des durch das o. g. Verfahren hergestellten Stahls der
Erfindung vor dem Versand wird die Form des Stahlblechs ausgezeichnet.
Liegt hierbei die Dressierabnahme unter 0,1 %, ist die Wirkung gering,
so daß 0,1
% als Untergrenze für
die Dressierabnahme festgelegt wurde.
-
Zum
Dressieren über
5 % muß ferner
eine gewöhnliche
Dressiermaschine umgebaut werden, wirtschaftliche Nachteile entstehen,
und die Formbarkeit des Stahlblechs ist erheblich beeinträchtigt,
weshalb 5 % als Obergrenze für
die Dressierabnahme gilt.
-
Weiterhin
ist das in der Erfindung festgelegte Streckgrenzenverhältnis das
Verhältnis
der Bruchfestigkeit (MPa), erhalten an einem gewöhnlichen JIS-Zugprüfstück Nr. 5,
und der Streckgrenze (0,2-%-Dehngrenze), d. h. das Streckgrenzenverhältnis (Streckgrenze/Zugfestigkeit × 100),
und aus Sicht der Formbarkeit beträgt das Verhältnis vorzugsweise höchstens
70 %. Übersteigt
ferner das Streckgrenzenverhältnis
nicht 65 %, ist es möglich,
die Formhaltigkeit zu verbessern, weshalb dieser Wert bevorzugt
ist.
-
Plattierung
-
Plattierungsart
und -verfahren unterliegen keiner speziellen Einschränkung. Die
Wirkung der Erfindung läßt sich
durch Elektroplattieren, Schmelzplattieren oder Dampfabscheidungsplattieren
usw. erhalten.
-
Das
Stahlblech der Erfindung kann zum Biegen verwendet werden aber auch
zu hauptsächlich
Biegen aufweisender gemischter Formgebung, z. B. Biegen, Stanzstreckformen,
Einschnüren
usw.
-
BEISPIELE
-
Beispiel 1
-
Im
folgenden wird ein Beispiel für
hochfestes warmgewalztes Stahlblech mit ausgezeichneter Formhaltigkeit
beschrieben, dessen Mikrostruktur Ferrit oder Bainit als Phase mit
dem größten Volumenprozentsatz besitzt.
-
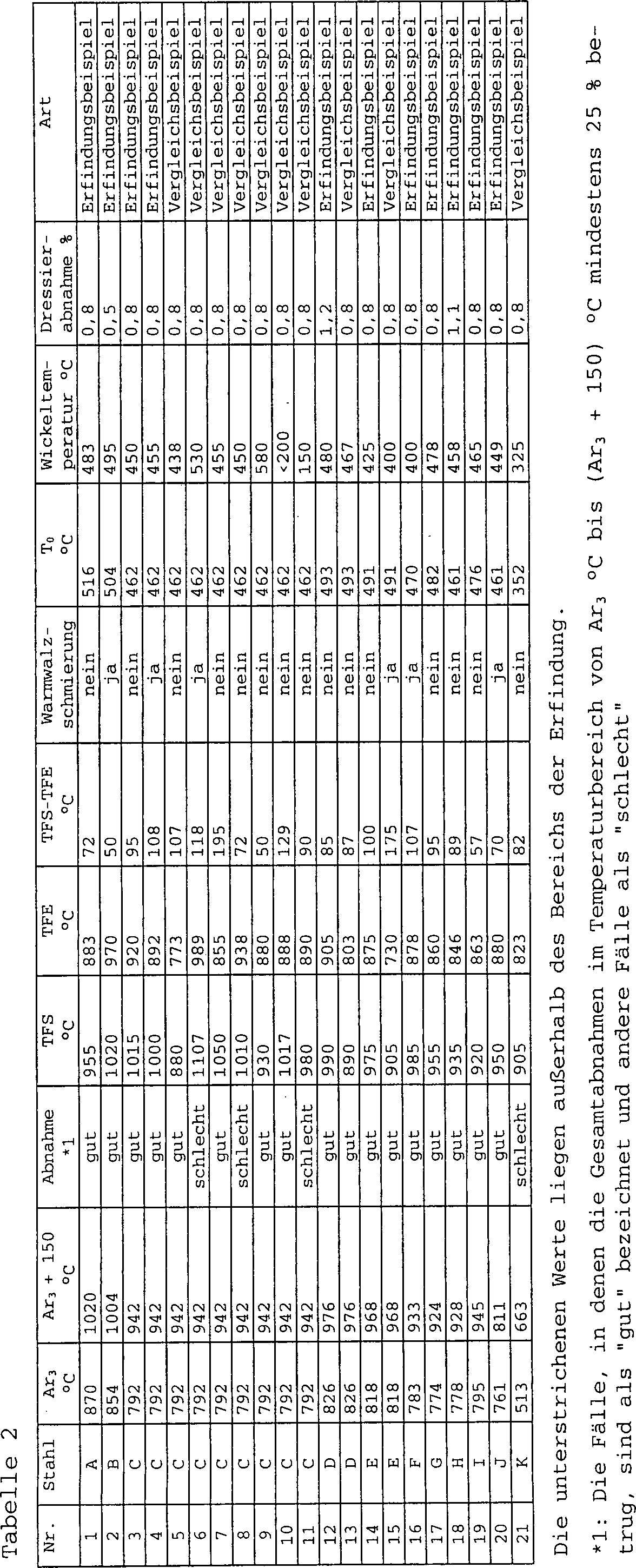
Die
Stahlmaterialien A bis K gemäß Tabelle
1 wurden auf 1100 bis 1270 °C
erwärmt
und unter den Warmwalzbedingungen gemäß Tabelle 2 warmgewalzt, um
warmgewalzte Stahlbleche mit 2,5 mm Dicke zu erhalten. Die Ergebnisse
der verschiedenen Bewertungsarten der warmgewalzten Stähle sind
in Tabelle 3 und Tabelle 4 gezeigt. Tabelle 1
| Stahlart | C | Si | Mn | P | S | Al | Ti | Nb | V | Mo | Cr |
| A | 0,03 | 0,06 | 0,30 | 0,009 | 0,004 | 0,042 | | | | | |
| B | 0,04 | 0,32 | 0,54 | 0,012 | 0,005 | 0,045 | 0,13 | | | | |
| C | 0,06 | 0,83 | 1,32 | 0,010 | 0,006 | 0,036 | 0,11 | 0,033 | | | |
| D | 0,05 | 0,02 | 0,78 | 0,016 | 0,007 | 0,039 | | 0,010 | | | |
| E | 0,04 | 0,03 | 0,82 | 0,011 | 0,005 | 0,028 | 0,13 | 0,021 | 0,01 | | |
| F | 0,06 | 0,25 | 1,22 | 0,021 | 0,005 | 0,043 | 0,210 | 0,030 | | | 0,05 |
| G | 0,07 | 0,11 | 0,98 | 0,013 | 0,006 | 0,036 | 0,18 | 0,040 | | | |
| H | 0,08 | 0,68 | 1,36 | 0,014 | 0,008 | 0,042 | 0,35 | | 0,02 | | |
| I | 0,09 | 0,62 | 1,10 | 0,009 | 0,004 | 0,031 | | 0,025 | | | |
| J | 0,1 | 0,55 | 1,39 | 0,012 | 0,002 | 0,040 | | | | | |
| K | 0,26 | 0,65 | 3,57 | 0,006 | 0,004 | 0,035 | 0,06 | 0,043 | | | |
| Stahlart | Cu | Ni | Co | B | N | O | Sn | Ca/SEM | Klasse |
| A | | | | | 0,0020 | 0,002 | 0,02 | | Erfindungsstahl |
| B | | | | 0,0021 | 0,0019 | 0,004 | | | Erfindungsstahl |
| C | | | | | 0,0038 | 0,003 | | Ca0,003 | Erfindungsstahl |
| D | | | 0,07 | | 0,0022 | 0,003 | | | Erfindungsstahl |
| E | | | | | 0,0030 | 0,002 | | | Erfindungsstahl |
| F | | | | | 0,0023 | 0,002 | | | Erfindungsstahl |
| G | 0,2 | 0,1 | | | 0,0018 | 0,001 | | | Erfindungsstahl |
| H | | | | | 0,0031 | 0,003 | | Ca:0,002 | Erfindungsstahl |
| I | | | | | 0,0020 | 0,002 | | | Erfindungsstahl |
| J | | | | | 0,0026 | 0,001 | | | Erfindungsstahl |
| K | | | | | 0,0021 | 0,002 | | La0,0025 | Vergleichsstahl |
-
Die
unterstrichenen Werte liegen außerhalb
des Bereichs der Erfindung.
-
-
-
-
Bewertet
wurde die Formhaltigkeit mit Hilfe von bandförmigen Proben mit 270 mm Länge × 50 mm Breite × Blechdicke,
die zu diesen Formen durch eine Stanzbreite von 78 mm, eine Prismenschulter
R 5 mm, eine Stempelschulter R 5 mm und verschiedene faltenverhindernde
Drücke
ausgebildet wurden, wonach der Wölbungsbetrag
der Wandteile als Krümmungsradius ρ (mm) gemessen
und der Kehrwert 1000/ρ erhalten wurde.
Je kleiner 1000/ρ ist,
um so besser ist die Formhaltigkeit.
-
Allgemein
ist bekannt, daß mit
zunehmender Festigkeit eines Stahlblechs die Formhaltigkeit zurückgeht.
Im Rahmen der Erfindung wurden reale Teile geformt. Beträgt anhand
der Ergebnisse der Wert 1000/ρ bei
einem faltenverhindernden Druck von 70 kN in der Messung durch das
o. g. Verfahren mindestens 0 (mm-1) und
wird höchstens
(0,012 × TS – 4,5) (mm-1) bezogen auf eine Zugfestigkeit TS [MPa]
des Stahlblechs, erhält man
eine überaus
hervorragende Formhaltigkeit.
-
Daher
wird 0 ≤ 1000/ρ ≤ (0,012 × TS – 4,5) als
Bedingung für
ausgezeichnete Formhaltigkeit bewertet.
-
Nimmt
hierbei der faltenverhindernde Druck zu, sinkt der 1000/ρ in der Tendenz.
Unabhängig
von der Auswahl des faltenverhindernden Drucks ändert sich aber nicht der Grad
der überlegenen
Formhaltigkeit des Stahlblechs. Daher repräsentiert die Bewertung des
faltenverhindernden Drucks von 70 kN gut die Formhaltigkeit des
Stahlblechs.
-
Die
Bewertung der Lochdehnbarkeit erfolgt durch das Lochdehnungsverhältnis (nachfolgende
Beziehung) des Lochdurchmessers d (mm) zum Anfangslochdurchmesser
von 10 mm bei Stanzen eines Lochs mit 10 mm Durchmesser in der Mitte
eines Prüfstücks mit
100 mm Seitenlänge,
Dehnen des Anfangslochs durch einen Kegelstempel mit 60 ° Spitzenwinkel
und Ermöglichen,
daß ein
Riß das
Stahlblech durchläuft: λ =
{(d – 10)/10} × 100 (%)
-
Das
Lochdehnungsverhältnis
ist allgemein beeinträchtigt,
wenn die Festigkeit des Stahlblechs steigt.
-
Daher
diente (Lochdehnungsverhältnis λ [%]/Zugfestigkeit
TS des Stahlblechs [MPa]) als Indikator für die Lochdehnbarkeit, und
ein Wert von mindestens 0,15 wurde als gute Lochdehnbarkeit bewertet.
-
Der
r-Wert, die Duktilitätsanisotropie
und der Alterungsindex AI wurden mit Hilfe eines JIS-Zugprüfstücks Nr.
5 gemessen. Die Röntgenstrahlenmessung
erfolgte ferner durch Herstellen einer Probe parallel zur Blechebene
an einer Position von 7/16 der Blechdicke als repräsentativer
Wert für
das Stahlblech.
-
In
Tabelle 2 hatten Nr. 5 bis 11, Nr. 13 und Nr. 15 alle Warmwalzbedingungen
außerhalb
des Bereichs der Erfindung, so daß die Duktilitätsanisotropien
groß waren
und in einigen Fällen
auch die Formhaltigkeit nicht ausreichend war, weshalb keine hochfesten
Stahlbleche mit Formhaltigkeit, geringer Anisotropie und guter Lochdehnbarkeit
erhalten wurden.
-
Nr.
21 hat eine Zusammensetzung und Warmwalzbedingungen außerhalb
des Bereichs der Erfindung, so daß ihre Formhaltbarkeit und
Lochdehnbarkeit nicht zufriedenstellend waren.
-
Bei
der Herstellung von Stählen
mit einer chemischen Zusammensetzung im Bereich der Erfindung durch
Warmwalzbedingungen im Bereich der Erfindung wird deutlich, daß gute Duktilitätsanisotropie
und Lochdehnbarkeit sowie gute Formhaltigkeit erhalten werden.
-
Beispiel 2
-
Hierbei
handelt es sich um ein Beispiel für hochfestes warmgewalztes
Stahlblech mit ausgezeichneter Formhaltigkeit, das eine Mehrphasenstruktur
mit einer Mikrostruktur aus Ferrit oder Bainit als Phase mit dem größten Volumenprozentsatz
hat und Martensit mit einem Volumenprozentsatz von 1 bis 25 % aufweist.
-
Die
Stahlmaterialien A bis L mit der chemischen Zusammensetzung gemäß Tabelle
5 wurden auf 1100 bis 1270 °C
erwärmt
und unter den Warmwalzbedingungen gemäß Tabelle 6 warmgewalzt, um
warmgewalzte Stahlbleche mit 2,5 mm Dicke zu erhalten. Die Ergebnisse
verschiedener Arten von Messungen und Bewertungen sind in Tabelle
6 und Tabelle 7 (Fortsetzung von Tabelle 6) gezeigt.
-
Bewertet
wurde die Formhaltigkeit mit Hilfe von bandförmigen Proben mit 270 mm Länge × 50 mm Breite × Blechdicke,
die zu diesen Formen durch eine Stanzbreite von 78 mm, eine Prismenschulter
R 5 mm, eine Stempelschulter R 5 mm und verschiedene faltenverhindernde
Drücke
ausgebildet wurden, wonach der Verbeulungsbetrag der Wandteile als
Krümmungsradius ρ (mm) gemessen
und der Kehrwert 1000/ρ erhalten wurde.
Je kleiner 1000/ρ ist,
um so besser ist die Formhaltigkeit.
-
Allgemein
ist bekannt, daß mit
steigender Festigkeit eines Stahlblechs die Formhaltigkeit zurückgeht. Im
Rahmen der Erfindung wurden reale Teile geformt. Beträgt anhand
der Ergebnisse der Wert 1000/ρ bei
einem faltenverhindernden Druck von 70 kN in der Messung durch das
o. g. Verfahren mindestens 0 (mm-1) und wird
höchstens
(0,012 × TS – 4,5) (mm-1) bezogen auf eine Zugfestigkeit TS [MPa]
des Stahlblechs, erhält
man eine überaus
hervorragende Formhaltigkeit.
-
Daher
wird 0 ≤ 1000/ρ ≤ (0,012 × TS – 4,5) als
Bedingung für
eine ausgezeichnete Formhaltigkeit bewertet.
-
Nimmt
hierbei der faltenverhindernde Druck zu, sinkt der 1000/ρ in der Tendenz.
Unabhängig
von der Auswahl des faltenverhindernden Drucks ändert sich aber nicht der Grad
der überlegenen
Formhaltigkeit des Stahlblechs. Daher repräsentiert die Bewertung des
faltenverhindernden Drucks von 70 kN gut die Formhaltigkeit des
Stahlblechs.
-
Der
r-Wert, die Duktilitätsanisotropie
und das Streckgrenzenverhältnis
(YR) wurden mit Hilfe eines JIS-Zugprüf stücks Nr. 5 gemessen. Außerdem wurden
die Röntgenstrahlen
durch Herstellen einer Probe parallel zur Blechebene an einer Position
von 7/16 der Blechdicke als repräsentativer
Wert für
das Stahlblech gemessen.
-
In
Tabelle 6 und Tabelle 7 hatten Nr. 2, 5, 7, 9 bis 11, 13, 15, 17,
18 sowie 21 bis 23 alle Warmwalzbedingungen und/oder Zusammensetzungen
außerhalb
des Bereichs der Erfindung weshalb die Duktilitätsanisotropien groß waren,
in einigen Fällen
auch die Formhaltigkeit nicht ausreichte und auch die YR-Werte nicht erfüllt waren,
wodurch keine hochfesten Stahlbleche mit Formhaltigkeit und geringer
Anisotropie erhalten wurden.
-
Bei
Herstellung von Stählen
mit einer chemischen Zusammensetzung im Bereich der Erfindung und durch
Warmwalzbedingungen im Bereich der Erfindung wird deutlich, daß gute Duktilitätsanisotropie,
Formhaltigkeit und YR-Werte erhalten werden. Tabelle 5
| Symbol | Chemische
Zusammensetzung (Masse-%) |
| C | Si | Al | Si
+ Al | Mn | Ni | Cr | Cu | Mo | W | Co | Sri | *1 |
| A | 0,03 | 0,02 | 0,040 | 0,060 | 1,10 | | | | | | | | 1,10 |
| B | 0,06 | 1,2 | 0,048 | 1,258 | 1,05 | | | | | | 0,1 | | 1,15 |
| C | 0,06 | 1,10 | 0,032 | 1,132 | 0,98 | 0,3 | | | | | | | 1,28 |
| D | 0,08 | 0,01 | 0,300 | 0,310 | 1,50 | | | | | | 0,4 | | 1,90 |
| E | 0,08 | 1,35 | 0,030 | 1,380 | 0,72 | 0,1 | | 0,2 | | | | | 1,02 |
| F | 0,11 | 0,09 | 0,045 | 0,135 | 1,80 | | | | 0,3 | | | | 2,10 |
| G | 0,07 | 1,25 | 0,035 | 1,285 | 0,75 | | | | | | | | 0,75 |
| H | 0,10 | 0,04 | 0,041 | 0,081 | 1,92 | | | | | | | | 1,92 |
| I | 0,11 | 0,29 | 0,520 | 0,810 | 2,54 | | | | | | | | 2,54 |
| J | 0,13 | 1,05 | 0,032 | 1,082 | 2,32 | | 0,5 | | | | | | 2,82 |
| K | 0,005 | 0,09 | 0,041 | 0,131 | 0,82 | | | | | | | 0,02 | 0,84 |
| L | 0,05 | 1,02 | 0,038 | 1,058 | 0,03 | | | | | | | | 0,03 |
| Symbol | Chemische
Zusammensetzung (Masse-%) (Fortsetzung) | Anmerkungen |
| | Nb | Ti | *2 | V | P | S | N | B | Ca | SEM | |
| A | 0,030 | | 0,03 | | 0,009 | 0,004 | 0,003 | | | | Erf.-stahl |
| B | | | | | 0,012 | 0,005 | 0,002 | 0,0008 | | | Erf.-stahl |
| C | 0,020 | 0,020 | 0,04 | | 0,010 | 0,002 | 0,003 | | | | Erf.-stahl |
| D | | | | | 0,012 | 0,003 | 0,003 | | 0,001 | | Erf.-stahl |
| E | 0,021' | | 0,021 | | 0,010 | 0,006 | 0,003 | | | 0,002 | Erf.-stahl |
| F | | | | | 0,009 | 0,001 | 0,002 | | | | Erf.-stahl |
| G | 0,018 | 0,082 | 0,1 | | 0,005 | 0,003 | 0,003 | | | | Erf.-stahl |
| H | 0,015 | 0,092 | 0,107 | | 0,012 | 0,001 | 0,003 | 0,0018 | | | Erf.-stahl |
| I | 0,012 | 0,011 | 0,023 | 0,01 | 0,011 | 0,002 | 0,002 | | 0,001 | | Erf.-stahl |
| J | | 0,020 | 0,02 | | | | | | | | Erf.-stahl |
| K | 0,029 | | 0,029 | | 0,022 | 0,006 | 0,003 | | | 0,001 | Vgl.-stahl |
| L | | | | | | | | | | | Vgl.-stahl |
- Die unterstrichenen Werte liegen außerhalb
des Bereichs der Erfindung.
- *1: Mn + Ni + Cr + Cu + Mo + W + Co + Sn
- *2: Nb + Ti
-
-
-
Wie
zuvor erläutert,
wird es erfindungsgemäß möglich, Dünnstahlblech
mit geringer Rückfederung, ausgezeichneter
Formhaltigkeit und zugleich Preßformbarkeit
mit geringer Anisotropie bereitzustellen, es wird möglich, hochfestes
Stahlblech auch für
Teile zu verwenden, für
die der Gebrauch von hochfestem Stahlblech wegen des Problems schlechter
Form in der Vergangenheit schwierig war, zugleich wird es möglich, sowohl Sicherheit
des Kraftfahrzeugs als auch Gewichtssenkung des Kraftfahrzeugs zu
erreichen, und es wird möglich,
einen großen
Beitrag zur Kraftfahrzeugherstellung zu leisten, der den Anforderungen
des Umweltschutzes und der Gesellschaft Rechnung trägt, z. B.
Verringerung des CO2-Ausstoßes. Daher
ist die Erfindung eine Erfindung mit äußerst hohem gewerblichem Wert.