-
HINTERGRUND DER ERFINDUNG
-
Gebiet der Erfindung
-
Die
Erfindung betrifft ein Verfahren zur Herstellung eines Flüssigkeitsausstoßkopfs zum
Ausstoßen
einer gewünschten
Flüssigkeit
durch Erzeugen einer Blase durch Einwirken von Wärmeenergie auf die Flüssigkeit,
einen solchen Flüssigkeitsausstoßkopf, eine
Druckkopfkassette, welche einen derartigen Flüssigkeitsausstoßkopf verwendet,
und ein Flüssigkeitsausstoßgerät.
-
Die
Erfindung kann auf eine Vorrichtung wie einen Drucker, ein Kopiergerät, ein Telefax
mit einem Datenübertragungssystem
und ein Textverarbeitungssystem mit einem Druckerabschnitt zum Bewirken
von Aufzeichnung in bezug auf ein Aufzeichnungsmedium wie z. B.
Papier, Garn, Fasern, Stoff, Leder, Metall, Kunststoff, Glas, Holz
oder Keramik und dergleichen, und auf ein industrielles Aufzeichnungsgerät, das mit
verschiedenen Verarbeitungsvorrichtungen auf eine zusammengesetzte
Weise verknüpft
ist, angewendet werden.
-
In
dieser Patentbeschreibung bedeutet der Ausdruck "Aufzeichnen" nicht nur, daß ein Bild, wie z. B. ein Buchstabe
oder eine Ziffer auf ein Aufzeichnungsmedium aufgebracht wird, sondern
auch, daß ein
Bild, wie z. B. ein Muster, das keine Bedeutung hat, auf ein Aufzeichnungsmedium
aufgebracht wird.
-
Bemerkungen zum Stand
der Technik
-
Es
ist bereits ein Tintenstrahlaufzeichnungsverfahren (sogenanntes
Bubble-Jet-Aufzeichnungsverfahren) bekannt, in welchem eine Zustandsveränderung,
die eine plötzliche
Volumen veränderung
(Erzeugung einer Blase) aufweist, in der Tinte durch Zuführen von
Wärmeenergie
zu der Tinte verursacht wird, wobei die Tinte aus einer Ausstoßöffnung durch
eine Wirkkraft, die auf der Zustandsveränderung beruht, ausgestoßen wird,
wodurch ein Bild durch anhaftende Tinte auf dem Aufzeichnungsmedium
ausgebildet wird. Ein Aufzeichnungsgerät, das ein derartiges Bubble-Jet-Aufzeichnungsverfahren
verwendet, weist üblicherweise
Ausstoßöffnungen
zum Ausstoßen
der Tinte, Tintenkanäle,
die mit den Ausstoßöffnungen
in Verbindung stehen, und Wärmeerzeugungskörper (elektrothermische
Wandlerelemente) als Energieerzeugungselemente auf, die in den Tintenkanälen angeordnet
sind und angepaßt
sind, die Tinte auszustoßen,
wie in den Dokumenten JP-61-59911 und JP-61-59914 offenbart ist.
-
Entsprechend
dem vorstehend erwähnten
Aufzeichnungsverfahren kann ein Bild von hoher Qualität bei hoher
Geschwindigkeit und niedrigem Geräusch aufgezeichnet werden,
und da die Ausstoßöffnungen
in einem Druckkopf, welcher ein derartiges Aufzeichnungsverfahren
bewirkt, mit hoher Dichte angeordnet werden können, kann ein aufgezeichnetes
Bild mit hoher Auflösungsleistung
und ein Farbbild auf leichte Weise mit einem kompakten Gerät erhalten
werden. Daher wurde das Bubble-Jet-Aufzeichnungsverfahren in letzter Zeit
auf verschiedene Büroausrüstungen
wie Drucker, Kopiergeräte
und Telefaxgeräte
angewendet, und es wurde auch auf industrielle Systeme wie Bedruckungsvorrichtungen
angewendet.
-
Andererseits
kann in den herkömmlichen
Bubble-Jet-Aufzeichnungsverfahren Ablagerung von Tinte auf dem Wärmeerzeugungselement
angesammelt werden, da das Wärmeerzeugungselement
wiederholt erhitzt wird, während
es sich in Berührung
mit der Tinte befindet. Ferner kann durch die Blasenausbildung durch direktes
Erhitzen durch das Wärmeerzeugungselement
kein guter Flüssigkeitsausstoß erreicht
werden, wenn die auszustoßende
Flüssigkeit
zur Zersetzung neigt oder es bei ihr schwierig ist, eine ausreichende
Blase zu erzeugen.
-
Der
Anmelder hat ein Verfahren zum Ausstoßen von Ausstoßflüssigkeit
durch Blasenbildung der Blasenbildungsflüssigkeit durch Wärmeenergie über eine
flexible Membran, welche die blasenbildende Flüssigkeit von der Ausstoßflüssigkeit
abtrennt, wie in dem Dokument JP-55-81172 offenbart ist, vorgeschlagen.
In diesem Verfahren ist eine Beziehung zwischen der flexiblen Membran
und der Blasenbildungsflüssigkeit
derart, daß die
flexible Membran an einem Teil einer Düse angeordnet ist. Im Gegensatz
dazu ist eine Anordnung, in welcher eine große Membran zum Abteilen des
ganzen Druckkopfs in einen oberen Abschnitt und einen unteren Abschnitt
verwendet wird, in dem Dokument JP-59-26270 offenbart und entspricht
dem Dokument EP-A-0100624. Die große Membran ist zwischen zwei
Plattenelementen eingeklemmt, welche einen Flüssigkeitskanal begrenzen, um
zu verhindern, daß sich
Flüssigkeiten
in zwei Flüssigkeitskanälen miteinander
vermischen.
-
Andererseits
wird ein Verfahren, in welchem die blasenbildende Flüssigkeit
selbst ihre eigene Eigenschaft hat und Flüssigkeit mit einem niedrigeren
Siedepunkt als dem der Ausstoßflüssigkeit
unter Berücksichtigung
der Blasenbildungseigenschaft als die blasenbildende Flüssigkeit
verwendet wird, in dem Dokument JP-5-229122 offenbart, und ein Verfahren,
in welchem leitfähige
Flüssigkeit
als die blasenbildende Flüssigkeit verwendet
wird, ist in dem Dokument JP-4-329148
offenbart.
-
Sowohl
diese Dokumente als auch das Dokument EP-A-0100624 offenbaren einen
Flüssigkeitsausstoßkopf, welcher
die Merkmale aufweist, die in dem Oberbegriff des Anspruchs 1 zusammengefaßt sind.
-
ZUSAMMENFASSUNG DER ERFINDUNG
-
Die
Erfinder fanden jedoch beim Untersuchen der tatsächlichen Herstellung des Flüssigkeitsausstoßkopfs,
bei welchem die vorstehend erwähnten
Trennmembranen verwendet werden, die nachstehenden Probleme.
-
Da
die Trennmembran zwischen einem Substrat mit einer Vielzahl von
Wärmeerzeugungselementen und
einer Deckplatte zum Ausbilden einer gemeinsamen Flüssigkeitskammer
angeordnet ist, wird das Anbringen der Membran kompliziert und die
Membran kann während
ihres Anbringens beschädigt
werden, wenn eine verformbare Membran als einzelnes Teil gehandhabt
wird.
-
Ferner
ist es schwierig, die Membran an die gewünschten Stellen auf den Tintenkanälen und
Heizelementen des Druckkopfs anzuheften und einen Bereich der Membran,
der ein anderer ist als deren beweglicher Teil, fest anzuordnen,
was eine Abweichung in dem Ausstoßvermögen von Teil zu Teil ergibt.
Insbesondere wenn die Membran zum Erzielen eines Flüssigkeitsausstoßes bei
hohem Niveau verwendet wird, während
der Effekt, der durch die Trennfähigkeit
der Membran erhalten wird, beibehalten werden soll, muß dieses
Problem auf einfache Weise gelöst
werden.
-
Ferner
fanden die Erfinder von einem anderen Gesichtspunkt aus eine andere
neue Aufgabenstellung, wenn die Flüssigkeit auf der Grundlage
von Blasenbildung durch Filmsieden unter Verwendung einer organischen
Membran und eines Wärmeerzeugungselements
ausgestoßen
wird. Es ergibt sich nämlich
bei der praktischen Anwendung die Aufgabe der Verbesserung der Dauerhaftigkeit
der Trennmembran selbst und des Tintenstrahlkopfs unter Berücksichtigung
der Umstände
der Erhitzung bei der Verlagerung der Membran durch eine Reihe von
Zustandsveränderungen
(Erzeugung der Blase, Anwachsen der Blase und Zusammenziehen der
Blase).
-
Es
ist eine Aufgabe der vorliegenden Erfindung, einen Flüssigkeitsausstoßkopf zu
schaffen, welcher ein scharfes Bild von hoher Qualität aufzeichnen
kann, und in welchem die vorstehend erwähnten Probleme gelöst werden
können
und Streuung in dem Ausstoßvermögen von
Teil zu Teil vermindert ist, um die Zuverlässigkeit zu verbessern.
-
Weitere
Ziele der vorliegenden Erfindung bestehen im Bereit stellen von damit
verbundenen Erfindungen, wie z. B. einem Verfahren zur Herstellung
eines Flüssigkeitsausstoßkopfs,
einem Flüssigausstoßkopf, einer
Druckkopfkassette und einem Flüssigkeitsausstoßgerät, die von
den Erfindern im Zuge der Lösung
der vorstehenden Probleme gemacht wurden.
-
Erfindungsgemäß wurden
diese Ziele jeweils durch den Gegenstand der Ansprüche 1, 7,
8, 9 und 14 erreicht. Vorteilhafte Ausführungen der Erfindung werden
in den Unteransprüchen
abgegrenzt.
-
In
einem Verfahren zur Herstellung eines Flüssigkeitsausstoßkopfs,
der eine Deckplatte, die eine Vielzahl von Tintenausstoßöffnungen
zum Ausstoßen
von Tintentröpfchen,
eine Vielzahl von ersten Flüssigkeitskanälen zum
Zuführen
von Tinte entsprechend der Vielzahl von Tintenausstoßöffnungen
und eine gemeinsame Flüssigkeitskammer
zum Zuführen
der Tinte zu den ersten Flüssigkeitskanälen aufweist,
ein Flüssigkeitsausstoßkopfsubstrat,
welches unter Ausbilden von zweiten Flüssigkeitskanälen erhalten
wurde, die angrenzend an die ersten Flüssigkeitskanäle angeordnet
sind und Blasenerzeugungsbereiche aufweisen, die angrenzend an die
ersten Flüssigkeitskanäle auf einem
Substrat, auf welchem eine Vielzahl von Wärmeerzeugungselementen zum
Veranlassen der Tintenausstoßöffnung,
Tintentröpfchen
auszustoßen,
angeordnet sind und welches Ansteuerungsvorrichtungen zum Ansteuern
der Wärmeerzeugungselemente
aufweist, und eine bewegliche Membran zur vollständigen Trennung der ersten
Flüssigkeitskanäle und der
zweiten Flüssigkeitskanäle aufweist,
wobei diese durch die auf den Wärmeerzeugungselementen
erzeugten Blasen verlagerbar ist, werden ein Schritt zum Anordnen
der beweglichen Membran auf einem Träger zum Ausbilden der beweglichen Membran,
ein Schritt zum Ausbilden von Befestigungsabschnitten für die bewegliche
Membran auf der beweglichen Membran zum Befestigen der beweglichen
Membran und ein Schritt zum Entfernen des Trägers bereitgestellt.
-
Nach
dem vorstehend erwähnten
Herstellungsverfahren für
den Flüssigkeitsausstoßkopf werden
die Membranen nicht allein gehandhabt, da die beweglichen Membranen
zusammen mit den Abschnitten zum Befestigen der beweglichen Membranen
aus einem Stück
bestehen.
-
Dementsprechend
kann ein Verfahren zur Herstellung eines Flüssigkeitsausstoßkopfs bereitgestellt werden,
in welchem die vorstehend erwähnten
Probleme gelöst
werden können
und die Abweichung in dem Ausstoßvermögen von Teil zu Teil vermindert
ist, um die Zuverlässigkeit
zu verbessern.
-
Um
das vorstehende zweite Ziel zu erreichen, hat erfindungsgemäß in einem
Flüssigkeitsausstoßkopf, der
eine Deckplatte, die eine Vielzahl von Tintenausstoßöffnungen
zum Ausstoßen
von Tintentröpfchen,
eine Vielzahl von ersten Flüssigkeitskanälen zum
Zuführen
von Tinte entsprechend der Vielzahl von Tintenausstoßöffnungen
und eine gemeinsame Flüssigkeitskammer
zum Zuführen
der Tinte zu den ersten Flüssigkeitskanälen aufweist,
ein Flüssigkeitsausstoßkopfsubstrat,
welches unter Ausbilden von zweiten Flüssigkeitskanälen erhalten
wurde, die angrenzend an die ersten Flüssigkeitskanäle angeordnet
sind und Blasenerzeugungsbereiche aufweisen, die angrenzend an die
ersten Flüssigkeitskanäle auf einem
Substrat, auf welchem eine Vielzahl von Wärmeerzeugungselementen zum
Veranlassen der Tintenausstoßöffnung,
Tintentröpfchen
auszustoßen,
angeordnet sind, und welches Ansteuerungsvorrichtungen zum Ansteuern
der Wärmeerzeugungselemente
aufweist, und eine bewegliche Membran zur vollständigen Trennung der ersten
Flüssigkeitskanäle und der
zweiten Flüssigkeitskanäle aufweist,
wobei diese durch die auf den Wärmeerzeugungselementen
erzeugten Blasen verlagerbar ist, die bewegliche Membran einen Rahmen,
der an der beweglichen Membran anliegt, um die bewegliche Membran
zu stützen.
-
Entsprechend
dem vorstehend erwähnten
Flüssigkeitsausstoßkopf ist,
da der Rahmen angeordnet ist, der an der beweglichen Membran anliegt,
während
der Herstellung, wenn mit der beweglichen Membran hantiert wird,
genügend
Festigkeit abge sichert, um eine Beschädigung der beweglichen Membran
zu verhindern, und es kann ein Ausrichten beim Zusammenbau auf leichte
Weise und genau erreicht werden. Ferner gibt es keine Abweichung
von Teil zu Teil und keine Abweichung in Abhängigkeit von den Verwendungsbedingungen, da
die Abschnitte (die durch den Rahmen zu fixierten Enden (nicht verlagert)
während
der Verlagerung der beweglichen Membran werden) der Membran sicher
als fixierte Enden ohne Angrenzen zwischen der Deckplatte und dem
Substrat wirken, wodurch die Ausstoßeigenschaften stabilisiert
werden und ein sehr scharfes Bild aufgezeichnet wird.
-
Entsprechend
einem anderen Aspekt der vorliegenden Erfindung sind in einem Flüssigkeitsausstoßkopf, der
eine Deckplatte, die eine Vielzahl von Tintenausstoßöffnungen
zum Ausstoßen
von Tintentröpfchen, eine
Vielzahl von ersten Flüssigkeitskanälen zum
Zuführen
von Tinte entsprechend der Vielzahl von Tintenausstoßöffnungen
und eine gemeinsame Flüssigkeitskammer
zum Zuführen
der Tinte zu den ersten Flüssigkeitskanälen aufweist,
ein Flüssigkeitsausstoßkopfsubstrat,
welches unter Ausbilden von zweiten Flüssigkeitskanälen erhalten
wurde, die angrenzend an die ersten Flüssigkeitskanäle angeordnet
sind und Blasenerzeugungsbereiche aufweisen, die angrenzend an die
ersten Flüssigkeitskanäle auf einem
Substrat, auf welchem eine Vielzahl von Wärmeerzeugungselementen zum
Veranlassen der Tintenausstoßöffnung,
Tintentröpfchen auszustoßen, angeordnet
sind, und welches Ansteuerungsvörrichtungen
zum Ansteuern der Wärmeerzeugungselemente
aufweist, und eine bewegliche Membran zur vollständigen Trennung der ersten
Flüssigkeitskanäle und der
zweiten Flüssigkeitskanäle aufweist,
wobei diese durch die auf den Wärmeerzeugungselementen
erzeugten Blasen verlagerbar ist, die Deckplatte, das Kopfsubstrat,
Abschnitte der beweglichen Membran, die an der Deckplatte anliegen,
und das Kopfsubstrat aus Material ausgebildet, das die gleichen
Elemente aufweist.
-
Entsprechend
dem vorstehend erwähnten
Flüssigkeitsausstoßkopf sind
die Deckplatte, das Kopfsubstrat und Abschnitte der beweglichen
Membran, welche an der Deckplatte und dem Kopfsubstrat anliegen,
aus Material ausgebildet, welches die gleichen Elemente aufweist.
Folglich kann, selbst wenn der Zusammenbau unter Hochtemperaturbedingung
ausgeführt
wird, wenn die Deckplatte, das Kopfsubstrat und die bewegliche Membran
zusammengesetzt werden, verhindert werden, daß die beweglichen Abschnitte
der Membran aus den Flüssigkeitskanälen hinaus
abgelenkt werden. Weiterhin werden die Lagen der Deckplatte, des
Kopfsubstrats und der beweglichen Membran nicht verschoben, da die
während
des Betriebs in dem Druckkopf angesammelte Wärme in gleichem Maße auf die
Deckplatte, das Kopfsubstrat und die anliegenden Abschnitte der beweglichen
Membran einwirkt. Folglich kann ein sehr scharfes Ausgabebild erhalten
werden, da die beweglichen Abschnitte und die fest angeordneten
Abschnitte der beweglichen Membran sicher als die beweglichen und
die fest angeordneten Abschnitte betrieben werden können.
-
In
dieser Patentbeschreibung werden die Begriffe "stromaufwärts" und "stromabwärts" hinsichtlich einer Flüssigkeitsströmungsrichtung
von einer Flüssigkeitszuführungsquelle
durch den blasenbildenden Bereich (oder das bewegliche Element)
bis zu der Ausstoßöffnung verwendet,
oder sie werden als Darstellung bezüglich der Aufbaurichtung verwendet.
-
KURZBESCHREIBUNG DER ZEICHNUNGEN
-
1 zeigt
eine Schnittansicht eines Flüssigkeitsausstoßkopfs gemäß einer
ersten Ausführungsform der
vorliegenden Erfindung im Schnitt entlang einer Richtung eines Flüssigkeitskanals,
-
2 zeigt
eine Schnittansicht des Flüssigkeitsausstoßkopfs von 1 im
Schnitt entlang einer Richtung senkrecht zu der Vielzahl von Flüssigkeitskanälen,
-
3A, 3B und 3C zeigen
Ansichten zur Darstellung von Schritten zur Herstellung einer Deckplatte,
welche den Flüs sigkeitsausstoßkopf entsprechend
der ersten Ausführungsform
der vorliegenden Erfindung ausbildet,
-
4A, 4B und 4C zeigen
erklärende
Ansichten zur Darstellung eines Herstellungsverfahrens für die Herstellung
eines Flüssigkeitsausstoßsubstrats,
welches den Flüssigkeitsausstoßkopf gemäß der ersten
Ausführungsform
der vorliegenden Erfindung ausbildet, und einen Zustand, in dem
die Deckplatte mit dem Flüssigkeitsausstoßsubstrat
verbunden ist,
-
5A, 5B und 5C zeigen
schematische Schnittansichten zur Darstellung von Schritten zur Ausbildung
von Öffnungen
in der Deckplatte, welche den erfindungsgemäßen Flüssigkeitsausstoßkopf ausbildet,
-
6A, 6B, 6C, 6D und 6E zeigen
schematische Schnittansichten (im Schnitt entlang der Richtung des
Flüssigkeitskanals)
zur Erklärung
des Flüssigkeitsausstoßes aus
dem Ausstoßkopf
von 1 in Zeitrafferweise,
-
7 zeigt
eine Schnittansicht eines Flüssigkeitsausstoßkopfs gemäß einer
zweiten Ausführungsform
der vorliegenden Erfindung im Schnitt entlang einer Richtung eines
Flüssigkeitskanals,
-
8 zeigt
eine Schnittansicht des Flüssigkeitsausstoßkopfs von 7 im
Schnitt entlang einer Richtung senkrecht zu der Vielzahl von Flüssigkeitskanälen,
-
9A, 9B und 9C zeigen
erklärende
Ansichten zur Darstellung eines Herstellungsverfahrens zum Herstellen
eines Flüssigkeitsausstoßkopfsubstrats,
das den Flüssigkeitsausstoßkopf gemäß der zweiten
Ausführungsform
der vorliegenden Erfindung ausbildet, und einen Zustand, in dem
die Deckplatte mit dem Flüssigkeitsausstoßkopfsubstrat
verbunden ist,
-
10A, 10B, 10C und 10D zeigen
schematische Schnittansichten zur Erklärung eines Verfahrens zur Herstellung
einer Trennmembran mit anliegenden Abschnitten des Flüssigkeitsausstoßkopfs gemäß der zweiten
Ausführungsform
der vorliegenden Erfindung,
-
11A, 11B, 11C, 11D und 11E zeigen schematische Schnittansichten zur Erklärung eines
anderen Verfahrens zur Herstellung einer Trennmembran mit anliegenden
Abschnitten des Flüssigkeitsausstoßkopfs gemäß der zweiten
Ausführungsform
der vorliegenden Erfindung,
-
12A zeigt eine perspektivische Ansicht einer Trennmembran
des Flüssigkeitsausstoßkopfs gemäß der zweiten
Ausführungsform
der vorliegenden Erfindung, die mit anliegenden Abschnitten einstückig ausgebildet
ist, und 12B zeigt eine schematische
Ansicht zur Darstellung eines Zustands, daß eine Vielzahl von Trennmembranen,
die einstückig
mit anliegenden Abschnitten ausgebildet sind, auf einem Siliziumwafer
ausgebildet sind, um eine Vielzahl von Membranen auf einmal zu erhalten,
-
13A, 13B, 13C, 13D und 13E zeigen erklärende Ansichten zur Erklärung einer Arbeitsweise
des Flüssigkeitsausstoßkopfs gemäß der zweiten
Ausführungsform
der vorliegenden Erfindung,
-
14A, 14B, 14C und 14D zeigen
Ansichten zur Erklärung
einer Anordnungsbeziehung zwischen einem Wärmeerzeugungselement, einem
zweiten Flüssigkeitskanal
und einem anliegenden Element des Flüssigkeitsausstoßkopfs von 13A bis 13E,
worin 14A eine Ansicht zur Darstellung einer
Lagebeziehung zwischen dem Wärmeerzeugungselement
und dem zweiten Flüssigkeitskanal, 14B eine Draufsicht des anliegenden Elements, 14C eine Ansicht zur Darstellung einer Anordnungsbeziehung zwischen
dem Wärmeerzeugungselement,
dem zweiten Flüssigkeitskanal
und dem anliegenden Element und 14D eine
Ansicht zur Darstellung eines verlagerbaren Bereichs der beweglichen
Trennmembran zeigt,
-
15 zeigt eine Schnittansicht eines Flüssigkeitsausstoßkopfs einer
dritten Ausführungsform
der vorliegenden Erfindung im Schnitt entlang einer Richtung eines
Flüssigkeitskanals,
-
16 zeigt eine Schnittansicht des Flüssigkeitsausstoßkopfs von 15 im Schnitt entlang einer Richtung senkrecht
zu der Vielzahl von Flüssigkeitskanälen,
-
17A, 17B, 17C und 17D zeigen
schematische Schnittansichten zur Erläuterung eines Verfahrens zur
Herstellung einer Trennmembran des Flüssigkeitsausstoßkopfs,
die mit anliegenden Abschnitten in einem Stück ausgebildet ist, gemäß der dritten
Ausführungsform,
-
18A und 18B zeigen
perspektivische Ansichten der Trennmembran des Flüssigkeitsausstoßkopfs,
die mit anliegenden Abschnitten in einem Stück ausgebildet ist, gemäß der dritten
Ausführungsform
der vorliegenden Erfindung,
-
19A, 19B und 19C zeigen erklärende Ansichten zur Erklärung einer
Betriebsweise des Flüssigkeitsausstoßkopfs gemäß der dritten
Ausführungsform
der vorliegenden Erfindung,
-
20A1, 20A2, 20B1, 20B2, 20C1, 20C2, 20D1 und 20D2 zeigen der
Reihe nach erklärende
Ansichten zur Erläuterung
von Schritten zur Herstellung eines Flüssigkeitsausstoßkopfs gemäß einer
vierten Ausführungsform
der vorliegenden Erfindung, wobei 20A1, 20B1, 20C1 und 20D1 perspektivische Ansichten sind und 20A2, 20B2, 20C2 und 20D2 Schnittansichten
im Schnitt entlang einer Richtung senkrecht zu der Vielzahl von
Flüssigkeitskanälen sind
und den perspektivischen Ansichten entsprechen,
-
21 zeigt eine Schnittansicht zur Darstellung eines
Beispiels eines Abschnitts, der einem Wärmeerzeugungselementabschnitt
(Blasenerzeugungsbereich) eines erfindungsgemäßen Flüssigkeitsausstoßkopfsubstrats
entspricht,
-
22 zeigt eine schematische Schnittansicht zur
Erläuterung
eines Beispiels eines Längsschnitts des
Hauptbauelements des erfindungsgemäßen Flüssigkeitsausstoßkopfsubstrats,
-
23A, 23B, 23C, 23D und 23E zeigen Schnittansichten im Schnitt entlang
einer Richtung des Flüssigkeitskanals
zum Erläutern
eines grundlegenden Ausstoßmodells,
um die Ausstoßleistung des
erfindungsgemäßen Flüssigkeitsausstoßkopfs zu
verbessern,
-
24A, 24B, 24C, 24D und 24E zeigen Schnittansichten im Schnitt entlang
einer Richtung des Flüssigkeitskanals
zum Erläutern
eines grundlegenden Ausstoßmodells,
um die Ausstoßleistung des
erfindungsgemäßen Flüssigkeitsausstoßkopfs zu
verbessern,
-
25A, 25B und 25C zeigen Schnittansichten im Schnitt entlang
einer Richtung des Flüssigkeitskanals
zum Erläutern
von Verlagerungsschritten der beweglichen Trennmembran, um die Ausstoßleistung
des erfindungsgemäßen Flüssigkeitsausstoßkopf zu
verbessern,
-
26A, 26B und 16C zeigen Ansichten zur Darstellung einer
ersten Ausführungsform
eines erfindungsgemäßen Flüssigkeitsausstoßkopfs mit
einer Vorrichtung zum Lenken einer beweglichen Trennmembran, worin 26A eine Schnittansicht im Schnitt entlang einer
Richtung des Flüssigkeitskanals
zur Darstellung eines nicht blasenbildenden Zustands, 26B eine Schnittansicht im Schnitt entlang der
Richtung des Flüssigkeitskanals
zur Darstellung eines blasenbildenden (Ausstoß-)Zustands und 26C eine Ansicht zur Darstellung eines zweiten
Flüssigkeitskanals
zeigt,
-
27A und 27B zeigen
Ansichten zur Darstellung einer zweiten Ausführungsform eines erfindungsgemäßen Flüssigkeitsausstoßkopfs mit
einer Vorrichtung zum Lenken der beweglichen Trennmembran, worin 27A eine Schnittansicht im Schnitt entlang einer
Richtung des Flüssigkeitskanals
zur Darstellung eines nicht blasenbildenden Zustands und 27B eine Schnittansicht im Schnitt entlang der
Richtung des Flüssigkeitskanals
zur Darstellung eines blasenbildenden (Ausstoß-)Zustands zeigt,
-
28A und 28B zeigen
Ansichten im Schnitt entlang einer Richtung des Flüssigkeitskanals
zur Darstellung einer Abwandlung des in 27A und 27B dargestellten Flüssigkeitsaustauschkopfs, worin 28A eine Ansicht zur Darstellung eines Abschnitts
einer Wand eines zweiten Flüssigkeitskanals,
der stufenförmig
ausgebildet ist, und 28B eine
Ansicht zur Darstellung eines Abschnitts einer Wand eines zweiten
Flüssigkeitskanals
zeigt, der so ausgebildet ist, daß er einen gewissen Krümmungsradius
hat,
-
29A und 29B zeigen
Ansichten zur Darstellung einer dritten Ausführungsform des erfindungsgemäßen Flüssigkeitsausstoßkopfs mit
einer Vorrichtung zum Lenken einer beweglichen Trennmembran, worin 29A eine Draufsicht zur Darstellung einer Lagebeziehung
zwischen einem zweiten Flüssigkeitskanal
und einem Wärmeerzeugungselement
und 29B eine perspektivische Ansicht
zur Darstellung der Lagebeziehung von 29A zeigt,
-
30A, 30B, 30C, 30D und 30E zeigen Ansichten zur Erläuterung eines Ausstoßvorgangs
des in 29A und 29B dargestellten
Flüssigkeitsausstoßkopfs auf
Zeitrafferweise, worin (A) in 30A bis 30E Schnittansichten im Schnitt entlang einer
Linie B-B in 29A, (B) in 30A bis 30E Schnittansichten
im Schnitt entlang einer Linie A-A in 29A und
(C) in 30A bis 30E Schnittansichten
entlang einer Linie C-C in 29A zeigen,
-
31A, 31B und 31C zeigen Ansichten zur Darstellung einer Abwandlung
des in 29A und 29B dargestellten
Flüssigkeitsausstoßkopfs,
wobei 31A eine Ansicht zur Darstellung
eines Zustands, daß eine
Breite eines zweiten Flüssig keitskanals
nahe einem Wärmeerzeugungselement
von einer Zugangsseite zu einer Abgangsseite stufenförmig zunimmt,
zeigt, 31B eine Ansicht zur Darstellung
eines Zustands, daß eine
Breite eines zweiten Flüssigkeitskanals
nahe einem Wärmeerzeugungselement
allmählich zunimmt,
um einen gewissen Krümmungsradius
von einer Zugangsseite zu einer Abgangsseite zu haben, zeigt und 31C eine Ansicht zur Darstellung eines Zustands,
daß eine
Breite eines zweiten Flüssigkeitskanals
nahe einem Wärmeerzeugungselement
allmählich
zunimmt, um einen Krümmungsradius
umgekehrt zu dem von 31B von
einer Abgangsseite zu einer Zugangsseite zu haben, zeigt,
-
32 zeigt eine Schnittansicht im Schnitt entlang
einer Richtung eines Flüssigkeitskanals
zur Darstellung einer vierten Ausführungsform eines erfindungsgemäßen Flüssigkeitsausstoßkopfs mit
einer Vorrichtung zum Lenken einer beweglichen Trennmembran,
-
33A, 33B, 33C und 33D zeigen
erklärende
Ansichten zum Erläutern
einer Betriebsweise des Flüssigkeitsausstoßkopfs von 32,
-
34 zeigt eine Draufsicht zur Erläuterung
eines Aufbaus eines zweiten Flüssigkeitskanals
des Flüssigkeitsausstoßkopfs von 32 und 33A bis 33D zur Darstellung des zweiten Flüssigkeitskanals
bei weggelassener beweglicher Trennmembran,
-
35 zeigt eine Schnittansicht im Schnitt entlang
einer Richtung eines Flüssigkanals
zur Darstellung einer fünften
Ausführungsform
eines erfindungsgemäßen Flüssigkeitsausstoßkopfs mit
einer Vorrichtung zum Lenken der beweglichen Trennmembran zur Darstellung
eines Blasenbildungszustands,
-
36A, 36B, 36C und 36D zeigen
erklärende
Ansichten zur Erläuterung
einer Arbeitsweise des Flüssigkeitsausstoßkopfs von 35,
-
37 zeigt eine Schnittansicht im Schnitt entlang
einer Richtung eines Flüssigkeitskanals
zur Darstellung einer sechsten Ausführungsform eines erfindungsgemäßen Flüssigkeitsausstoßkopfs mit
einer Vorrichtung zum Lenken der beweglichen Trennmembran zur Darstellung
eines Blasenbildungszustands,
-
38A und 38B zeigen
Schnittansichten im Schnitt entlang einer Richtung eines Flüssigkeitskanals
zur Darstellung eines Beispiels, in welchem die vorliegende Erfindung
auf einen Flüssigkeitsausstoßkopf angewendet
wird, in welchem eine Ausstoßöffnung an
einer Abgangsseite eines Blasenerzeugungsbereichs angeordnet ist,
um Flüssigkeit
in einer Richtung senkrecht zu einer Richtung, entlang welcher die
Flüssigkeit
durch einen ersten Flüssigkeitskanal
fließt,
auszustoßen,
wobei 38A eine Ansicht zur Darstellung eines
nicht blasenbildenden Zustands und 38B eine
Ansicht zur Darstellung eines blasenbildenden Zustand zeigt,
-
39 zeigt eine auseinandergezogene perspektivische
Ansicht einer Flüssigkeitsausstoßkopfkassette,
auf welche die vorliegende Erfindung angewendet werden kann,
-
40 zeigt eine schematische Ansicht des Aufbaus
eines Flüssigkeitsausstoßgeräts, auf
welches die vorliegende Erfindung angewendet werden kann,
-
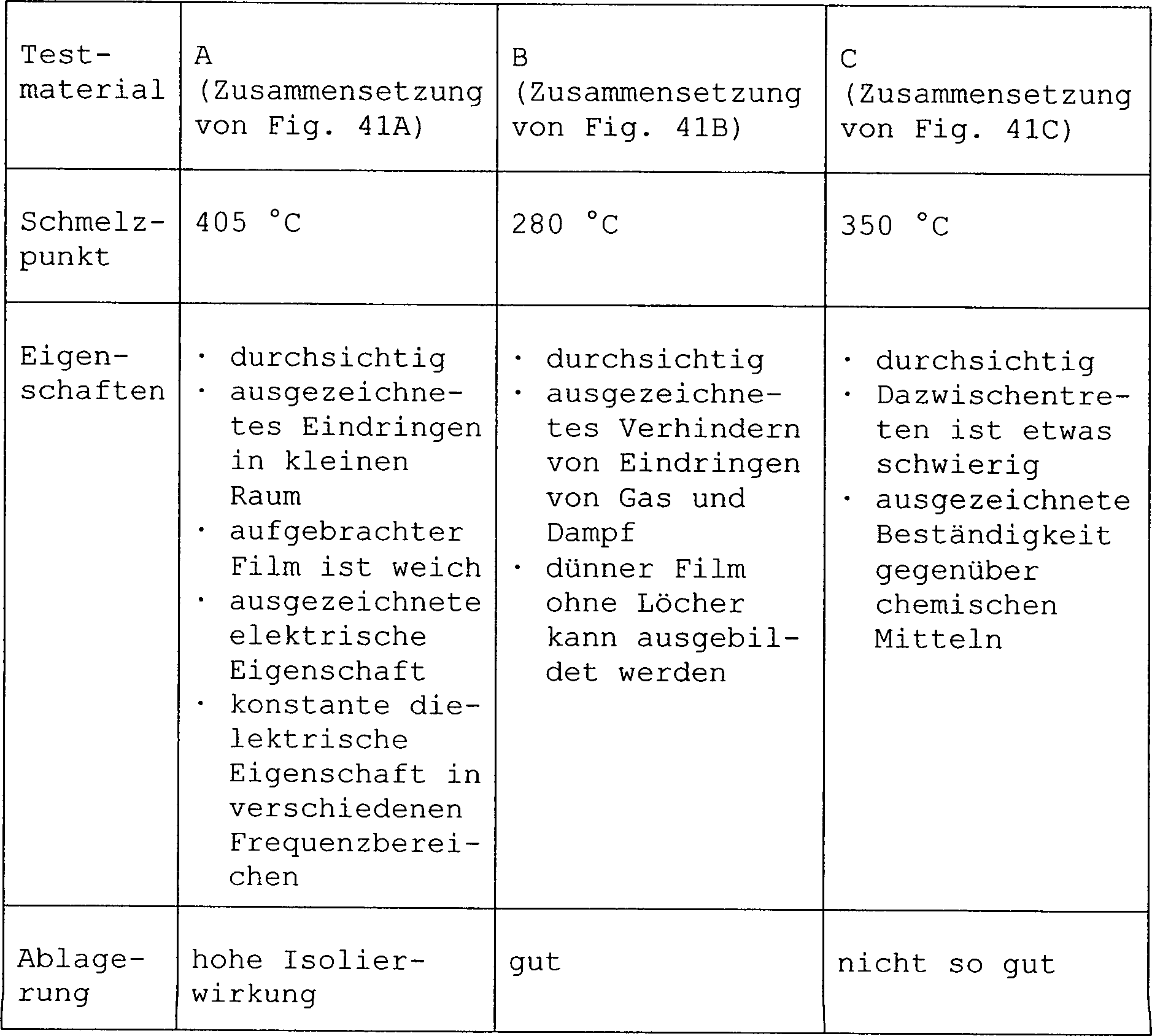
41A, 41B, 41C, 41D, 41E und 41F zeigen
Ansichten zur Darstellung der grundlegenden chemischen Formeln von
Poly-p-Xylylen (PPX)
entsprechend der vorliegenden Erfindung,
-
42A, 42B und 42C zeigen erklärende Ansichten zur Darstellung
der Veränderung
im Material in einem Reaktionsprozeß, wenn eine Trennmembran aus
Poly-p-Xylylen von 41A allein ausgebildet wird,
-
43A und 43B zeigen
erklärende
Ansichten zur Darstellung einer Ausführungsform eines erfindungsgemäßen Flüssigkeits ausstoßkopfs mit
einer Vorrichtung zum Lenken der beweglichen Trennmembran, wobei 43A eine Ansicht zur Darstellung eines nicht blasenbildenden
Zustands und 43B eine Ansicht zur Darstellung
eines blasenbildenden (Ausstoß-)Zustands
zeigt, und
-
44A und 44B zeigen
erklärende
Ansichten zur Darstellung einer anderen Ausführungsform eines erfindungsgemäßen Flüssigkeitsausstoßkopfs mit
einer Vorrichtung zum Lenken der beweglichen Trennmembran, wobei 44A eine Ansicht zur Darstellung eines nicht blasenbildenden
Zustands und 44B eine Ansicht zur Darstellung
eines blasenbildenden (Ausstoß-)Zustands
zeigt.
-
BESCHREIBUNG DER BEVORZUGTEN
AUSFÜHRUNGSFORMEN
-
Nachstehend
wird die vorliegende Erfindung in Verbindung mit deren Ausführungsformen
unter Bezugnahme auf die beigefügten
Zeichnungen erläutert.
-
(Erste Ausführungsform)
-
1 zeigt
eine Schnittansicht eines Flüssigkeitsausstoßkopfs gemäß einer
ersten Ausführungsform der
vorliegenden Erfindung im Schnitt entlang einer Richtung eines Flüssigkeitskanals,
und 2 zeigt eine Schnittansicht des Flüssigkeitsausstoßkopfs von 1 im
Schnitt entlang einer Richtung senkrecht zu der Vielzahl der Flüssigkeitskanäle.
-
In
dem Flüssigkeitsausstoßkopf gemäß der ersten
Ausführungsform
sind zweite Flüssigkeitskanäle 4 für die Blasenbildungsflüssigkeit
auf einem Flüssigkeitsausstoßkopfsubstrat 1,
auf welchem eine Vielzahl von Wärmeerzeugungselementen 2 zum
Einbringen von Wärmeenergie
für die
Erzeugung von Blasen in Flüssigkeit
angeordnet sind, angeordnet, und erste Flüssigkeitskanäle 3 (zum
Ausstoßen
von Flüssigkeit),
die mit Ausstoßöffnungen 11 in
Verbindung stehen, sind auf den zweiten Flüssigkeitskanälen angeordnet.
Die ersten und zweiten Flüssigkeitskanäle entsprechen
dem jeweiligen Wärmeerzeugungselement 2.
-
Eine
bewegliche Trennmembran 5, die aus anorganischem Material
hergestellt ist und Elastizität
aufweist, ist zwischen den ersten und zweiten Flüssigkeitskanälen so angeordnet,
daß die
Ausstoßflüssigkeit
in den ersten Flüssigkeitskanälen 3 vollständig von
der Blasenbildungsflüssigkeit
in den zweiten Flüssigkeitskanälen 4 isoliert
ist. Die Ausstoßflüssigkeit
in den ersten Flüssigkeitskanälen 3 und
die Blasenbildungsflüssigkeit in
den zweiten Flüssigkeitskanälen 4 werden
aus jeweiligen Zuführungswegen
zugeführt.
-
Die
Ausstoßflüssigkeit
wird aus einem Tintenbehälter
(weiter nachstehend beschrieben) einer ersten gemeinsamen Flüssigkeitskammer
zugeführt
und aus den Ausstoßöffnungen
durch die ersten Flüssigkeitskanäle, die
der Vielzahl von jeweiligen Wärmeerzeugungselementen
entsprechen, ausgestoßen.
Andererseits wird Blasenbildungsflüssigkeit einer zweiten gemeinsamen
Flüssigkeitskammer
zugeführt
und in die zweiten Flüssigkeitskanäle eingefüllt, die
der Vielzahl von jeweiligen Wärmeerzeugungselementen
entsprechen. In der abgebildeten Ausführungsform strömt die Blasenbildungsflüssigkeit
wie durch die Pfeile in 1 dargestellt und wird durch
einen Flüssigkeitsbewegungsweg
hindurch (nicht dargestellt) bewegt oder zirkuliert in diesem.
-
Die
ersten Flüssigkeitskanäle 3,
die mit den Ausstoßöffnungen 11 in
Verbindung stehen, werden durch Anfügen einer Deckplatte 6 an
das Flüssigkeitsausstoßkopfsubstrat 1 ausgebildet.
Die Deckplatte 6 ist entsprechend der erläuterten
Ausführungsform
aus einer Mündungsplatte
mit den Ausstoßöffnungen 11,
einer Vielzahl von Flüssigkeitskanalwänden 3a zum
Begrenzen der Vielzahl von ersten Flüssigkeitskanälen 3 und einem
Flüssigkeitskammergehäuse, das
eine erste gemeinsame Flüssigkeitskammer 143 begrenzt,
die mit der Vielzahl von ersten Flüssigkeitskanälen 3 gemeinsam
in Verbindung steht, um den ersten Flüssigkeitskanälen 3 Flüssigkeit
(Ausstoßflüssigkeit)
zuzuführen,
ausgebildet.
-
Der
Flüssigkeitsausstoßkopf gemäß der dargestellten
Ausfüh rungsform
hat die Eigenschaft, daß das Flüssigkeitsausstoßkopfsubstrat 1,
die bewegliche Trennmembran 5 und die Deckplatte 6 aus
Material ausgebildet sind, welches die gleichen Elemente aufweist,
wie z. B. das Element Silizium.
-
Nachstehend
wird zuerst ein Verfahren zur Herstellung des Flüssigkeitsausstoßkopfs entsprechend der
dargestellten Ausführungsform
erläutert. 3A–3C bis 5A–5C zeigen
schematische Ansichten zur Erläuterung
des Verfahrens zur Herstellung des Flüssigkeitsausstoßkopfs.
Dieses Verfahren weist jedoch nicht alle von den Merkmalen der Erfindung
auf.
-
Zuerst
wird unter Bezugnahme auf 3A bis 3C ein
Verfahren zur Herstellung der Deckplatte kurz beschrieben.
-
Wie
in 3A dargestellt ist, wird zuallererst, nachdem
durch thermische Oxidation ausgebildete SiO2-Filme 13 mit
einer Dicke von ungefähr
1 μm an
beiden Oberflächen
eines Siliziumwafers (Si-Substrat) ausgebildet wurden, ein Abschnitt
zum Begrenzen der gemeinsamen Flüssigkeitskammer
unter Verwendung eines bekannten Verfahrens, wie z. B. Photolithographie,
gemustert. Dann wird auf dem Film 13 ein SiN-Film 14 (Material
für die
Düsen)
mit einer Dicke von ungefähr
30 μm durch
ein Mikrowellen-CVD-Verfahren (nachstehend hier als "μW-CVD-Verfahren" bezeichnet) ausgebildet.
Als Gas für
die Ausbildung des SiN-Films kann bei dem μW-CVD-Verfahren Mischgas aus Monosilan (SiH4), Stickstoff (N2)
und Argon (Ar) verwendet werden. Bestandteile des verwendeten Gases
können
sowohl Disilan (Si2H6)
und/oder Ammoniak (NH3) als auch das vorstehende
Gas sein.
-
In
der dargestellten Ausführungsform
wird der SiN-Film unter Hochvakuum von 5 mTorr unter Verwendung
von Mikrowellen mit einer Leistung von 1,5 kW und unter Zuführung von
SiH4/N2/Ar mit einer
Strömungsgeschwindigkeit
von 100/100/40 sccm ausgebildet. Der SiN-Film kann mit anderen Verhältnissen
der Bestandteile und durch ein CVD-Verfahren unter Verwendung einer
HF-Energiequelle ausgebildet werden.
-
Dann
werden, wie in 3B dargestellt ist, Mündungsabschnitte
und Flüssigkeitskanalabschnitte durch
Verwendung eines bekannten Verfahrens, wie z. B. Photolithographie,
gemustert, und es wird Ätzen ausgeführt, um
unter Verwendung einer Ätzvorrichtung,
die dielektrisch gekoppeltes Plasma verwendet, eine Grabenstruktur
zu erhalten.
-
Danach
wird, wie in 3C dargestellt ist, unter Verwendung
von Tetra-Methyl-Ammoniumhydroxid (nachstehend als "TMAH" bezeichnet) Durchätzen der
Siliziumhalbleiterscheibe bewirkt, um die Siliziumdeckplatte 6 in
einem Stück
mit den Mündungen
auszubilden, wie in 1 dargestellt ist.
-
Als
nächstes
wird unter Bezugnahme auf 4A bis 4C ein
Verfahren zur Herstellung des Kopfsubstrats und der beweglichen
Membran erläutert.
-
Zuallererst
wird, wie in 4A dargestellt ist, ein PSG(Phosphorsilikatglas)-Film 17 mit
einer Dicke von ungefähr
5 μm auf
einem Bauelementsubstrat 16 (weiter nachstehend beschrieben)
unter Verwendung eines Plasma-CVD-Verfahrens ausgebildet. In der
dargestellten Ausführungsform
ist es wünschenswert,
da die Dicke des PSG-Films letzten Endes die Höhen der zweiten Flüssigkeitskanäle bestimmt,
unter Berücksichtigung
des Gleichgewichts der Gesamtheit der Flüssigkeitskanäle, das
von den Bedingungen der Flüssigkeitszuführung zu
den zweiten Flüssigkeitskanälen abhängt, daß die Dicke
als ein Wert ausgewählt
wird, bei dem die beste Wirksamkeit des beweglichen Elements erreicht
wird.
-
Dann
werden, wie in 4B dargestellt ist, Abschnitte
des PSG-Films, die andere Abschnitte als Abschnitte sind, welche
die zweiten Flüssigkeitskanäle und die
zweite gemeinsame Flüssigkeitskammer
begrenzen, unter Verwendung eines bekannten Verfahrens, wie z. B.
Photolithographie, gemustert, und es wird ein SiN-Film 18 (der
die Trennmembran zwischen den ersten Flüssigkeitskanälen und
den zweiten Flüssigkeitskanälen definiert)
mit einer Dicke von ungefähr
1 μm auf
dem PSG-Film ausgebildet. Dieser SiN-Film wird allgemein in einem
Halbleiterverfahren verwendet und hat eine gute Beständigkeit
gegenüber
alkalischen Stoffen, gute chemische Stabilität und gute Beständigkeit
gegenüber
Tinte. Als Zusammensetzung des SiN-Films ist Si3N4 am besten, aber hinsichtlich der Wirksamkeit
des beweglichen Elements kann Si:N gleich 1 1 bis 1,5 gewählt werden.
Ferner kann vom Gesichtspunkt ausgezeichneter Beständigkeit
gegenüber
alkalischen Stoffen, chemischer Stabilität und Beständigkeit gegenüber Tinte
SiC anstelle von SiN verwendet werden. Es ist eine Dicke der beweglichen
Membran, welche aus anorganischem Material wie SiN hergestellt ist,
von 1.000 Å–1 μm (im Fall
von SiN) in Abhängigkeit
von den Materialien wünschenswert.
-
Eine
rückwärtige Fläche des
Elementsubstrats 16 betreffend werden, nachdem der SiO2-Film mit einer Dicke von ungefähr 1 μm vorher
darauf durch thermische Oxidation ausgebildet wurde, eine Vielzahl
von Öffnungsabschnitten
(in 4A bis 4C nicht
dargestellt; vgl. 1) als Zuführungsöffnungen und Abströmungsöffnungen
zum Ausbilden von Flüssigkeitsbewegungswegen,
die durch die zweite gemeinsame Flüssigkeitskammer und die zweiten
Flüssigkeitskanäle begrenzt
werden, unter Verwendung eines bekannten Verfahrens, wie z. B. Photolithographie,
gemustert.
-
In
der rückwärtigen Fläche des
Bauelementsubstrats 16 werden mit einer Ätzvorrichtung,
welche dielektrisch gekoppeltes Plasma verwendet, zylindrische Durchgangslöcher mit
einem Durchmesser von 10 bis 50 μm
ausgebildet (durch Ätzen).
-
In
der dargestellten Ausführungsform
kann bei Verwendung des PSG-Films als eine Opferschicht zum Ausbilden
der zweiten Flüssigkeitskanäle in dem Ätzverfahren,
wenn die Löcher
entsprechend den zweiten Flüssigkeitskanälen ausgebildet
sind, das Ätzen
an einer gewissen Stelle auf dem PSG-Film angehalten werden. Übrigens
kann in den Bereichen auf dem Bauelementsubstrat, in welchen die
Durchgangslöcher
ausgebildet sind, eine Wärmeansammlungsschicht 103 (weiter
nachstehend beschrieben) vorher entfernt werden.
-
Dann
werden, wie in 4C dargestellt ist, durch Einleiten
von Lösungsmittel
(z. B. gepufferte Fluorsäure)
zum Entfernen von PSG von der rückwärtigen Fläche des
Substrats aus, in welcher die Durchgangslöcher ausgebildet wurden, die
zweiten Flüssigkeitskanäle ausgebildet,
wodurch das Kopfsubstrat, das mit der beweglichen Membran zusammen
aus einem Stück
besteht, vollendet ist. Übrigens
kann, wie in der dargestellten Ausführungsform, durch Verwendung
der zweiten Flüssigkeitskanäle als Flüssigkeitsbewegungswege
und durch Anordnen der Vielzahl von Durchgangslöchern die Entfernung von PSG
durch das Lösungsmittel
unterstützt
werden, und es können Ätzreste
verhindert werden.
-
Wie
vorstehend erwähnt
wurde, ist es entsprechend dem Verfahren zur Herstellung des Kopfsubstrats, das
mit der beweglichen Membran zusammen aus einem Stück besteht,
nicht erforderlich, daß ein
sehr dünnes
Teil mit einer Dicke von ungefähr
1 μm als
ein Einzelteil gehandhabt wird, da die verlagerbare Membran mit
dem Kopfsubstrat, das den Abschnitt zum Befestigen der beweglichen
Membran hat, einstückig
ausgebildet ist.
-
Ferner
kann die Positionierung der beweglichen Membran in bezug auf das
Wärmeerzeugungs-Widerstandselement
genauer vorgenommen werden, da die verlagerbare Membran mit dem
Kopfsubstrat, das die Wärmeerzeugungs-Widerstandselemente
aufweist, einstückig
ausgebildet werden kann, wodurch Abweichungen im Ausstoßvermögen von
Teil zu Teil verhindert werden. Ferner kann der Abstand zwischen
den Flüssigkeitskanälen auf
ungefähr
10 bis 20 μm
vermindert werden, da die zweiten Flüssigkeitskanäle durch
Verwenden eines Halbleiterherstellungsverfahrens ausgebildet werden,
wodurch eine Anordnung der Düsen
mit hoher Dichte auf leichte Weise realisiert werden kann.
-
Obwohl
ein Beispiel erläutert
wurde, in welchem PSG als Op ferschicht zur Ausbildung der zweiten Flüssigkeitskanäle verwendet
wird, kann irgendein Material verwendet werden, solange ein Auswahlverhältnis durch
das Lösungsmittel
gegeben ist. Z. B. kann, wenn wie in der dargestellten Ausführungsform
SiN als die bewegliche Trennmembran und gepufferte Fluorsäure als
das Lösungsmittel
verwendet werden, bequemerweise BPSG (Bor-dotiertes Phosphorsilikatglas)
als Opferschicht verwendet werden.
-
Falls
SiN als bewegliche Trennmembran und gepufferte Fluorsäure als
Lösungsmittel
sowie PSG oder BPSG als Opferschicht verwendet werden, wird übrigens
ein Ätzrückstand
endgültig
entfernt, wenn die Tinte zugeführt
wird, selbst wenn Ätzrückstand
in Teilen der zweiten Flüssigkeitskanäle verbleibt,
da Ätzrückstand dazu
neigt, von alkalischen Stoffen, wie z. B. Tinte, geätzt zu werden,
wodurch die Zuverlässigkeit
verbessert wird. Ferner ist es wünschenswert,
daß das
Selektionsverhältnis
bezüglich
des Bauelementsubstrats in dem Ätzverfahren
für die
Ausbildung der vorstehend erwähnten
Durchgangslöcher
gegeben ist, wenn diese nach dem vorstehend beschriebenen Verfahren
hergestellt werden. Unter den Materialien, die eine solche Bedingung
befriedigen, können
gewünschte
Materialien ausgewählt
werden.
-
Nachstehend
wird das Verbinden der in 3C dargestellten
Deckplatte mit dem Kopfsubstrat, das mit der beweglichen Trennmembran
einstückig
ausgebildet ist, erläutert.
-
In
der dargestellten Ausführungsform
kann, da das Kopfsubstrat, welches mit der beweglichen Membran eine
Einheit bildet, und die Deckplatte aus den gleichen Elementen ausgebildet
sind, deren Verbindung durch Low Noise-(Raumtemperatur-)Verbinden
unter Verwendung von Oberflächenaktivität (nachstehend
lediglich als "Kaltverbinden" bezeichnet) bewirkt
werden.
-
Eine
in diesem Fall verwendete Kaltverbindungsvorrichtung weist eine
Hilfskammer und eine Verbindungskammer (beide sind Vakuumkammern)
auf, und es wird ein Vakuum von 1 bis 10 Pa verwendet. In der Hilfskammer
wird eine Ausrichtungsposition zum Positionieren eines Abschnitts
für das
Verbinden des Flüssigkeitsausstoßkopfsubstrats 1 mit
der Deckplatte 6 vom mit Öffnungen integralen Typ unter
Verwendung von Bildverarbeitung festgesetzt. Danach wird die Baugruppe,
während
ein solcher Zustand beibehalten wird, in die Verbindungskammer transportiert,
wo Energieteilchen auf die Fläche
des SiN-Films an dem Abschnitt, der verbunden werden soll, angewendet
werden. Nachdem die Fläche
durch eine derartige Anwendung aktiviert wurde, werden das Flüssigkeitsausstoßkopfsubstrat 1 und
die Deckplatte 6 vom mit Öffnungen integralen Typ miteinander
verbunden. In diesem Fall kann eine Temperatur von 200 °C oder mehr
oder Druck angewendet werden.
-
Als
Verbindungsverfahren kann übrigens
auch, nachdem ein dünner
Film (mit einer Dicke von 3.000 Å) von Wasserglas (Natriumsilikat)
auf den Abschnitt (der verbunden werden soll) des Flüssigkeitsausstoßkopfsubstrats
aufgebracht wurde und das Aufbringen eines Musters erfolgt ist,
das Substrat mit der Deckplatte bei einer Temperatur von ungefähr 100 °C verbunden
werden, oder das Verbinden kann durch Wärme und Druck erfolgen, nachdem
Klebstoff auf eins von den Bauteilen Ausstoßkopfsubstrat oder Deckplatte
durch ein Übertragungsverfahren
aufgebracht wurde.
-
In
der dargestellten Ausführungsform
wird, wenn die Deckplatte und das Kopfsubstrat verbunden werden,
da die Deckplatte, die bewegliche Membran und das Kopfsubstrat aus
Material ausgebildet sind, welches das Element Silizium aufweist,
ein Einfluß durch
Wärmeausdehnung
auf diese Teile auf die gleiche Weise ausgeübt, wodurch die Wärmebeständigkeit
verbessert wird.
-
Daher
kann verhindert werden, selbst wenn das Zusammensetzen (Verbinden)
unter der Bedingung hoher Temperatur ausgeführt wird, daß die beweglichen
Abschnitte der Membran aus den Flüssigkeitskanälen herausgeschoben
werden. Um den Einfluß durch
Wärmeausdehnung
auszugleichen, ist das Material übrigens nicht
auf das Element Silizium beschränkt,
aber die Deckplatte, die bewegliche Membran und das Kopfsubstrat sollten
aus dem gleichen Element ausgebildet sein.
-
An
der Baugruppe, die wie vorstehend beschrieben durch Verbinden der
Deckplatte und des Kopfsubstrats erhalten wurde, wie in 5A dargestellt ist, werden die Öffnungsabschnitte
durch einen Ionenstrahl 19 unter Vakuum eingearbeitet,
während
eine Maske 20 verwendet wird. In diesem Fall kann wegen
der Energie des Ionenstrahls die Bearbeitung in Form eines umgekehrten
Konus ausgeführt
werden. Auf diese Weise kann der Kopf vollendet werden, wie in 5C dargestellt ist. Übrigens kann als ein Verfahren
zur Herstellung der Öffnungen
eine Laserabtragung unter Verwendung eines Excimerlasers unter Normaltemperatur/-Druck
ausgeführt
werden.
-
Für die Laserabtragung
unter Verwendung eines Excimerlasers ist SiN-Material geeignet.
Bei der vorstehend angeführten
Bearbeitung von Material, das Silizium aufweist, ist SiN am besten,
danach sind SiC und Si besser, und SiO2 ist
am schlechtesten. Übrigens
wird die Membran, die Silizium aufweist, durch das Plasma-CVD-Verfahren
ausgebildet.
-
Obwohl
die Stirnfläche
der anorganischen Isoliermembran, die durch die Laserabtragung,
so wie sie ist, eine ausreichend scharfe Form hat, kann ein Poliervorgang
hinzugefügt
werden, um eine schärfere
Form zu erhalten.
-
Nachstehend
wird das Ausstoßen
von Flüssigkeit
aus dem Flüssigkeitsausstoßkopf von 1 unter Bezugnahme
auf 6A bis 6E erläutert. 6A bis 6E zeigen
auf Zeitrafferart schematische Schnittansichten (im Schnitt entlang
einer Richtung des Flüssigkeitskanals)
zur Erläuterung
der Weise, auf welche die Flüssigkeit
aus dem Flüssigkeitsausstoßkopf von 1 ausgestoßen wird.
-
In 6A bis 6E sind
die ersten Flüssigkeitskanäle 3,
die mit den Ausstoßöffnungen 11 in
gerader Richtung in Verbindung stehen, mit einer ersten Flüssigkeit
aus der ersten gemeinsamen Flüssigkeitskammer gefüllt, und
die zweiten Flüssigkeitskanäle 4 mit
den Blasenbildungsbereichen sind mit der Blasenbildungsflüssigkeit,
von welcher eine Blase durch Zuführen
von Wärmeenergie
von dem Wärmeerzeugungselement 2 ausgebildet
werden kann, gefüllt.
-
In
dem Ausgangszustand, wie in 6A dargestellt,
wird die Flüssigkeit
in dem ersten Flüssigkeitskanal 3 durch
Kapillarkraft nahe zu der Ausstoßöffnung 11 transportiert.
In der dargestellten Ausführungsform
ist die Ausstoßöffnung an
einer Abgangsseite der Projektionsfläche des Wärmeerzeugungselements 2 auf
den ersten Flüssigkeitskanal 3 in
einer Flüssigkeitsströmungsrichtung
in dem ersten Flüssigkeitskanal 3 angeordnet.
Wie vorstehend erwähnt
wurde, strömt
die zweite Flüssigkeit
so, daß sie
in dem zweiten Flüssigkeitskanal in
einer durch die Pfeile dargestellten Richtung verschoben wird.
-
In
diesem Zustand wird, wenn die Wärmeenergie
dem Wärmeerzeugungselement 2 zugeführt wird, das
Wärmeerzeugungselement 2 schnell
aufgeheizt, mit dem Ergebnis, daß die zweite Flüssigkeit,
die sich in Berührung
mit dem Blasenerzeugungsbereich befindet, erhitzt wird, um die Blase
zu erzeugen (6B). Durch einen Vorgang von
Filmsieden, der in dem Dokument US-4 723 129 offenbart ist, wird
eine Blase 7 erzeugt und bildet sich an der gesamten Oberfläche des
Wärmeerzeugungselements
unter hohem Druck aus. Der in diesem Fall erzeugte Druck pflanzt
sich durch die zweite Flüssigkeit
hindurch in dem zweiten Flüssigkeitskanal 4 fort,
um auf die bewegliche Trennmembran 5 mit dem Resultat einzuwirken,
daß die
bewegliche Trennmembran 5 verformt wird, um das Ausstoßen der
ersten Flüssigkeit
in dem ersten Flüssigkeitskanal 3 zu starten.
-
Wenn
die Blase 7, die an der gesamten Fläche des Wärmeerzeugungselements 2 erzeugt
wird, schnell anwächst,
nimmt die Blase eine Filmform an (6C).
Die Ausdehnung der Blase 7 unter hohem Druck in dem anfänglichen
Zustand der Blasenbildung verursacht eine weitere Verformung der
beweglichen Trennmembran 5 mit dem Ergebnis, daß das Ausstoßen der
ersten Flüssigkeit
in dem ersten Flüssigkeitskanal 3 aus
der Ausstoßöffnung 11 weiter
unterstützt
wird. Danach nimmt die Verformung der beweglichen Membran 5 zu,
wenn die Blase 7 weiter anwächst (6D),
und danach kehrt die bewegliche Membran zu dem in 6A dargestellten anfänglichen Zustand zurück, wenn
sich die Blase zusammenzieht (6E).
-
Wie
vorstehend erwähnt
wurde, sind in dem Flüssigkeitsausstoßkopf gemäß der dargestellten
Ausführungsform
das Flüssigkeitsausstoßkopfsubstrat 1,
die bewegliche Trennmembran 5 und die Deckplatte 6 aus Material
ausgebildet, welches das gleiche Element aufweist. Folglich werden
die verbundenen Abschnitte zwischen dem Flüssigkeitsausstoßkopfsubstrat 1,
der beweglichen Trennmembran 5 und der Deckplatte 6,
da der Einfluß von
Wärmeansammlung
auf diese Bauelemente auf die gleiche Weise einwirkt, bei Gebrauch
keinen übermäßigen Kräften unterworfen.
Daher kann auf Dauer ein sehr scharfes Ausgabebild erhalten werden,
da die Genauigkeit des Zusammenbaus bei der Herstellung verbessert
ist und die beweglichen Abschnitte und die fest angeordneten Abschnitte
der beweglichen Membran jeweils als bewegliche Abschnitte und fest
angeordnete Abschnitte sicher betrieben werden können.
-
Ferner
kann in der dargestellten Ausführungsform,
da die Deckplatte aus Material ausgebildet ist, das Silizium aufweist,
das Wärmeabstrahlungsvermögen des
Kopfs im Vergleich mit einem Kopf, der aus Kunstharz hergestellt
ist, verbessert werden. Weiterhin kann die Beständigkeit gegenüber Tinte
verbessert werden, da sowohl die Flüssigkeitskanalwände, welche
die Flüssigkeitskanäle für die Ausstoßflüssigkeit
begrenzen, als auch die bewegliche Trennmembran aus SiN ausgebildet
sind. Mit einem derartigen zusätzlichen
Merkmal wird der vorstehend erwähnte
Effekt (in der dargestellten Ausführungsform), daß ein sehr
scharfes Ausgabebild auf Dauer er halten wird, weiter gesteigert.
-
Nachstehend
wird eine ergänzende
Erläuterung
des Flüssigkeitsausstoßkopfs von 1 gegeben.
-
In
der dargestellten Ausführungsform
wird in dem in 1 dargestellten Kopf die zweite
gemeinsame Flüssigkeitskammer,
die mit den zweiten Flüssigkeitskanälen in Verbindung
steht, durch die bewegliche Trennmembran 5 begrenzt. Um
zu verhindern, daß die
Strömung
der Flüssigkeit
(verursacht durch die Druckwelle infolge der Blase, die an dem Blasenbildungsbereich
zwischen der beweglichen Trennmembran und dem Widerstandselement
zur Erzeugung von Wärme
erzeugt wird) in den zweiten Flüssigkeitskanal
gelangt, erstrecken sich die Seitenwände, die den zweiten Flüssigkeitskanal
begrenzen, bis zu einer stromaufwärts gelegenen Stelle des hinteren
Endes des Wärmeerzeugungs-Widerstandselements 2.
-
In
der dargestellten Ausführungsform
wird ein Effekt erhalten, daß die
Kreuzkopplung der Blasenbildungsflüssigkeit infolge von Blasenbildung
weiter unterdrückt
werden kann, da die zweite gemeinsame Flüssigkeitskammer durch die Membran
begrenzt wird. Um einen solchen Effekt in der dargestellten Ausführungsform
zu erhöhen,
ist es wünschenswert,
daß sich
die zweite gemeinsame Flüssigkeitskammer
in Gegenüberlage
zu der ersten gemeinsamen Flüssigkeitskammer
mit Zwischenanordnung der beweglichen Trennmembran befindet.
-
(Zweite Ausführungsform)
-
7 zeigt
eine Schnittansicht eines Flüssigkeitsausstoßkopfs gemäß einer
zweiten Ausführungsform
der vorliegenden Erfindung im Schnitt entlang einer Richtung eines
Flüssigkeitskanals,
und 8 zeigt eine Schnittansicht des Flüssigkeitsausstoßkopfs von 7 im
Schnitt entlang einer Richtung senkrecht zu der Vielzahl von Flüssigkeitskanälen. In
der zweiten Ausführungsform
werden übrigens
Elemente, welche die gleiche Funktion haben wie die der ersten Ausführungsform,
mit den gleichen Bezugszeichen bezeichnet.
-
In
dem Flüssigkeitsausstoßkopf nach
dieser Ausführungsform
sind die zweiten Flüssigkeitskanäle 4 für Blasenbildungsflüssigkeit
auf einem Flüssigkeitsausstoßkopfsubstrat 1 angeordnet,
auf welchem Wärmeerzeugungselemente 2 zum
Einbringen von Wärmeenergie
zum Erzeugen von Blasen in Flüssigkeit
angeordnet sind, und es sind erste Flüssigkeitskanäle 3 (zum
Ausstoßen
von Flüssigkeit),
die mit Ausstoßöffnungen 11 in
Verbindung stehen, auf den zweiten Flüssigkeitskanälen angeordnet.
Die ersten und zweiten Flüssigkeitskanäle entsprechen
dem jeweiligen Wärmeerzeugungselement 2.
Eine bewegliche Trennmembran 5, die Elastizität aufweist,
ist zwischen den ersten und zweiten Flüssigkeitskanälen so angeordnet,
daß die
Ausstoßflüssigkeit
in den ersten Flüssigkeitskanälen 3 vollständig von
der Blasenbildungsflüssigkeit
in den zweiten Flüssigkeitskanälen 4 isoliert
ist. Die Ausstoßflüssigkeit
in den ersten Flüssigkeitskanälen 3 und
die Blasenbildungsflüssigkeit
in den zweiten Flüssigkeitskanälen 4 werden
aus jeweiligen Zuführungswegen
zugeführt.
-
Die
ersten Flüssigkeitskanäle 3,
die mit den Ausstoßöffnungen 11 in
Verbindung stehen, werden durch Verbinden einer Deckplatte 6 mit
dem Flüssigkeitsausstoßkopfsubstrat 1 ausgebildet.
Die Deckplatte 6 wird von einer Mündungsplatte mit den Ausstoßöffnungen 11,
einer Vielzahl von Gräben
zum Begrenzen der Vielzahl der ersten Flüssigkeitskanäle 3 und
einer Aussparung, die eine erste gemeinsame Flüssigkeitskammer 143 begrenzt,
die mit der Vielzahl von ersten Flüssigkeitskanälen 3 gemeinsam
in Verbindung steht, um den ersten Flüssigkeitskanälen 3 Flüssigkeit
(Ausstoßflüssigkeit)
zuzuführen,
ausgebildet.
-
Die
Trennmembran 5 ist aus Material hergestellt, das Elastizität und Hitzebeständigkeit
bis zu einer Temperatur von etwa 300 °C, Beständigkeit gegenüber Öl, Beständigkeit
gegenüber
Lösungsmittel
und chemische Beständigkeit
aufweist.
-
Ferner
ist gutes Membranausbildungsvermögen
unter Verwendung von Beschichten oder Abscheiden wünschenswert.
Z. B. kann Poly-p-Xylylen, das in einem Oberflächenfilm eines elasti schen
Körpers
aus Silikongummi verwendet wird, verwendet werden. Ein derartiges
Material hat eine gute Haftungsfähigkeit
auf Siliziummaterial und gute Elastizität, und es kann aus einem solchen
Material ein dünner
Film durch ein Aufdampfpolymerisationsverfahren erhalten werden.
Ferner ist auch ein Fluorharzfilm für die Trennmembran des Flüssigkeitsausstoßkopfs der
vorliegenden Erfindung geeignet. Nachdem Wasserlack von Fluorharz
(z. B. FEP, PFA, PTFE) aufgebracht wurde, wird ein Film durch Ausheizen
ausgebildet. Das Fluorharz hat ebenfalls eine gute Haftfähigkeit
und gute Elastizität.
-
Auf
und unter der Trennmembran 5 werden Verbindungselemente 130a, 130b zum
Befestigen der Trennmembran 5 und zum Anfügen der
ersten Flüssigkeitskanalwände 3a und
des Gehäuses
der ersten gemeinsamen Flüssigkeitskammer
an die zweiten Flüssigkeitskanalwände 4a und
das Gehäuse
der zweiten gemeinsamen Flüssigkeitskammer
angeordnet. In der dargestellten Ausführungsform sind die Deckplatte,
das Kopfsubstrat und die Verbindungselemente 130a, 130b alle
aus Material hergestellt, welches das Element Silizium aufweist.
-
Folglich
werden die verbundenen Abschnitte zwischen dem Flüssigkeitsausstoßkopfsubstrat 1,
der beweglichen Membran 5 und der Deckplatte 6,
da der Einfluß von
Wärmeansammlung
auf diese Bauelemente auf die gleiche Weise einwirkt, bei Gebrauch
keinen übermäßigen Kräften unterworfen.
Daher kann auf Dauer ein sehr scharfes Ausgabebild erhalten werden,
da die Genauigkeit des Zusammenbaus bei der Herstellung verbessert
ist und die beweglichen Abschnitte und die fest angeordneten Abschnitte
der beweglichen Membran jeweils als bewegliche Abschnitte und fest
angeordnete Abschnitte sicher betrieben werden können.
-
Ferner
kann in der dargestellten Ausführungsform,
da die Deckplatte aus Material ausgebildet ist, das Silizium aufweist,
das Wärmeabstrahlungsvermögen des
Kopfs im Vergleich zu einem Kopf, der aus Kunstharz hergestellt
ist, verbessert werden, und der vorstehend erwähnte Effekt (in der dargestellten
Ausführungsform), daß ein sehr
scharfes Ausgabebild auf Dauer erhalten wird, wird wie in der ersten
Ausführungsform
weiter gesteigert.
-
Nachstehend
wird eine ergänzende
Erläuterung
der Eigenschaft dieser Ausführungsform
gegeben.
-
In
der zweiten Ausführung
kann wie in der ersten Ausführung,
da sich die Seitenwände,
die die zweiten Flüssigkeitskanäle begrenzen,
bis zu einer Stelle strömungsaufwärts von
den hinteren Enden der Wärmeerzeugungs-Widerstandselemente 2 erstrecken
und sich die zweite gemeinsame Flüssigkeitskammer in Gegenüberlage
zu der ersten gemeinsamen Flüssigkeitskammer
mit dazwischen angeordneter beweglicher Trennmembran befindet, die
Kreuzkopplung der Blasenbildungsflüssigkeit durch die Blasenbildung
weiter unterdrückt
werden.
-
Ferner
erstrecken sich in der dargestellten Ausführungsform die Flüssigkeitskanalwände 3a (Seitenwände der
ersten Flüssigkeitskanäle) zum
Begrenzen der ersten Flüssigkeitskanäle bis zu
der ersten gemeinsamen Flüssigkeitskammer 143 an
einer Stelle strömungsaufwärts der
Wärmeerzeugungs-Widerstandselemente 2,
wobei sich dort keine obere Wand befindet.
-
Mit
dieser Anordnung wird die Strömung
von Flüssigkeit
in Richtung des Zugangs und der benachbarten Düsen durch die verformte bewegliche
Trennmembran 5 und die Flüssigkeitskanalwände 3a blockiert
oder unterdrückt,
wenn die Blase in dem Blasenerzeugungsbereich zwischen der beweglichen
Trennmembran 5 und dem Wärmeerzeugungs-Widerstandselement 2 anwächst, wodurch
eine Verschiebung der Flüssigkeit
in der zugangsseitigen Richtung unterdrückt wird. Demzufolge kann das
Ausmaß an
Zurückziehen
des Meniskus vermindert werden.
-
In
einem in 13A bis 13E dargestellten
Beispiel (weiter nachstehend beschrieben) kann die vorstehende Anordnung übrigens
ebenfalls eingesetzt werden.
-
Nachstehend
wird ein Verfahren zur Herstellung des Flüssigkeitsausstoßkopfs gemäß der dargestellten
Ausführungsform
unter Bezugnahme auf 9A–9C bis 12A und 12B erläutert.
-
Zuerst
wird das Verfahren zur Herstellung der Deckplatte unter Bezugnahme
auf 9A und 9B beschrieben.
-
Wie
in 9A dargestellt ist, wird zuallererst ein SiN-Film 118 (der
die Flüssigkeitskanalwände 4a ausbildet,
welche die zweiten Flüssigkeitskanäle begrenzen)
mit einer Dicke von etwa 5 μm
auf einem Bauelementsubstrat 16 (weiter nachstehend ausführlich beschrieben)
durch das μW-CD-Verfahren
ausgebildet. Dann werden die zweiten Flüssigkeitskanäle und die
zweite gemeinsame Flüssigkeitskammer
(nicht dargestellt) durch Verwenden eines bekannten Verfahrens,
wie z. B. Photolithographie, ausgebildet.
-
Danach
wird durch thermische Oxidation ein SiO2-Film
mit einer Dicke von ungefähr
1 μm auf
dem Bauelementsubstrat 16 ausgebildet.
-
An
der rückwärtigen Fläche des
Bauelementsubstrats werden eine Vielzahl von Zuführungsöffnungsabschnitten zum Zuführen der
Blasenbildungsflüssigkeit
zu der zweiten gemeinsamen Flüssigkeitskammer und
zum Verlagern der Blasenbildungsflüssigkeit aus den zweiten Flüssigkeitskanälen unter
Verwendung eines bekannten Verfahrens, wie z. B. Photolithographie,
als Muster aufgebracht. Dann werden zylindrische Durchgangslöcher mit
einem Durchmesser von 50 μm
in der rückwärtigen Fläche des
Bauelementsubstrats mittels einer Ätzvorrichtung, welche dielektrisch
gekoppeltes Plasma verwendet, ausgebildet (durch Ätzen). Wie
in der ersten Ausführungsform
ist es auch in der zweiten Ausführungsform
wünschenswert,
daß eine
Wärmeansammlungsschicht 103 (weiter
nachstehend beschrieben) vorher von Bereichen entfernt wird, wo
die Durchgangslöcher
ausgebildet werden.
-
Dann
wird, wie in 9C dargestellt ist, die Deckplatte 6 vom
mit den Öffnungen
integralen Typ mit dem Substrat unter Dazwischensetzen der beweglichen
Trennmembran, welche weiter nachstehend beschrieben wird, verbunden.
Wie in der ersten Ausführungsform
wird die Deckplatte 6 vom mit den Öffnungen integralen Typ durch
die in 3A bis 3C dargestellten
Herstellungsvorgänge
hergestellt, wobei Teile der ersten Flüssigkeitskanalwände und
der ersten gemeinsamen Flüssigkeitskammer
aus dem SiN-Film ausgebildet werden. Ferner kann, wie in der ersten
Ausführungsform,
das Zusammenfügen
von Substrat, Deckplatte und beweglicher Trennmembran mittels Kaltverbindens
ausgeführt
werden.
-
Danach
wird wie in der ersten Ausführungsform
der Kopf durch das Einarbeiten der Öffnungsabschnitte (5A bis 5C)
vollendet.
-
In
dem Herstellungsverfahren gemäß der dargestellten
Ausführungsform
ist es, wie in 9C dargestellt ist, wie in
der ersten Ausführungsform
nicht erforderlich, daß die
bewegliche Membran als ein Einzelteil gehandhabt wird, da die bewegliche
Membran zusammen mit den Verbindungselementen gehandhabt wird. Nachstehend
wird ein Verfahren zur Herstellung der Trennmembran mit den Verbindungselementen,
welche ein Merkmal der dargestellten Ausführungsform ist, unter Bezugnahme
auf 10A bis 10D ausführlich erläutert.
-
Zuerst
wird, wie in 10A dargestellt ist, ein SiN-Film
mit einer Dicke von etwa 3 μm
(der das Verbindungselement 130a, welches den Verbindungsabschnitt
der Deckplatte 6 vom mit der Öffnung integralen Typ definiert)
auf einem Siliziumwafer 17 unter Verwendung des μW-CVD-Verfahrens
ausgebildet. Dann wird Ätzen
unter Verwendung eines bekannten Verfahrens, wie z. B. Photolithographie
ausgeführt,
damit allein gewünschte
Abschnitte zurückbleiben.
-
Dann
wird, wie in 10B dargestellt wird, ein Film
von Poly-p-Xylylen mit einer Dicke von ungefähr 5 μm als die bewegliche Trennmembran 5 mittels
eines Aufdampfpolymerisati onsverfahrens ausgebildet. Die Grundstruktur,
das Herstellungsverfahren und die Polymerisation von Poly-p-Xylylen,
das in der vorliegenden Erfindung verwendet wird, sind in den Dokumenten
US-3 379 803, JP-44-21353 und JP-52-37479 offenbart.
-
Dann
wird, wie in 10C dargestellt ist, ein SiN-Film
mit einer Schichtdicke von etwa 2 μm (welcher das Verbindungselement 130b,
welches den Verbindungsabschnitt mit dem Flüssigkeitsausstoßkopfsubstrat 1 definiert),
unter Verwendung des μW-CVD-Verfahrens
ausgebildet. Dann wird Ätzen
unter Verwendung eines bekannten Verfahrens, wie z. B. Photolithographie
ausgeführt,
damit allein die gewünschten
Abschnitte übrigbleiben.
-
Zuletzt
wird, wie in 10D dargestellt ist, das Siliziumsubstrat 17 mittels
eines Ätzverfahrens,
das chemisches mechanisches Polieren (CMP) oder TMAH verwendet,
entfernt. Der Wafer kann auch dadurch entfernt werden, daß das Substrat
XeF2-Gas ausgesetzt wird.
-
12A zeigt eine perspektivische Ansicht der Trennmembran
mit den Verbindungselementen, die mit ihr einstückig ausgebildet sind, welche
durch die vorstehenden Arbeitsgänge
hergestellt wurde. 12A zeigt eine Ansicht der
Trennmembran mit den Verbindungselementen, die mit ihr einstückig ausgebildet
sind, von 10D oder 11E bei Betrachtung von unten. In der dargestellten
Ausführungsform
wird durch Anordnen der Verbindungselemente auf der beweglichen
Membran bei der Herstellung, wenn die bewegliche Membran gehandhabt
wird, eine geeignete Festigkeit oder Stabilität abgesichert, wodurch die
Beschädigung der
beweglichen Membran verhindert und eine leichte und genaue Ausrichtung
während
des Zusammenbaus ermöglicht
wird. Ferner kann, da die fest angeordneten Endabschnitte der Membran
(während
der Verformung der Membran) sicher als feste Enden ohne eine Verbindung
mit der Endplatte und dem Substrat wirken und die fest angeordneten
Endabschnitte mit hoher Genauigkeit hergestellt werden kön nen, eine
Abweichung von Teil zu Teil und Abweichung in Abhängigkeit
von den Verwendungsbedingungen vermieden werden, wodurch ein Flüssigkeitsausstoßkopf mit
stabilem Ausstoßvermögen und
Eignung für
sehr scharfe Bilder bereitgestellt wird und die Düsen auf
leichte Weise mit hoher Dichte angeordnet werden können.
-
Bei
Anordnung des oberen und unteren Verbindungselements als Rahmen
ist in der dargestellten Ausführungsform
die Handhabung des Rahmens bei der Herstellung verbessert, und bei
Umhüllung
der verformbaren Abschnitte der beweglichen Membran durch die Verbindungselemente
(d. h., die Verbindungselemente haben in sich geschlossene Öffnungen,
wie in 12 dargestellt ist), um die
fixierten Enden der Membran deutlich zu begrenzen, wird die Membran
deutlich in die beweglichen Abschnitte und die fest angeordneten Abschnitte
unterteilt, wodurch die ausgezeichnete Wirkung erreicht wird.
-
Ferner
können
in der dargestellten Ausführungsform,
da ein Siliziumwafer als Gegenstand zum Herstellen der Verbindungselemente
und der beweglichen Trennmembran verwendet wird, diese Teile unter
Hochtemperaturbedingungen hergestellt werden, und, da die Dünnschichttechnologie
verwendet wird, können
die Teile mit hoher Genauigkeit in reiner Umgebung ohne irgendein
Loch erzeugt werden. Ferner können,
wie in 12B dargestellt ist, eine Vielzahl
von in 12A dargestellten Trennmembranen
mit Verbindungselementen, die mit ihnen einstückig ausgebildet sind, auf
dem Siliziumwafer ausgebildet werden, um eine Vielzahl von Membranen
auf einmal zu erhalten. In diesem Fall können auf einmal eine große Zahl
an Membranen mit beweglichen Abschnitten und fest angeordneten Abschnitten
mit hoher Genauigkeit hergestellt werden, obwohl das Teil entsprechend
dem Kopf zurechtgeschnitten werden muß.
-
Anstelle
der in 10A bis 10D dargestellten
Bearbeitungsvorgänge
kann, wie in 11C dargestellt ist, nach dem
Ausbilden der beiden Enden der beweglichen Trennmembran 5 der
SiN-Film, der das Verbindungselement 130b ausbildet, das
den an das Flüssigkeitsausstoßkopfsubstrat 1 angefügten Verbindungsabschnitt
definiert, ausgebildet werden. Entsprechend diesem Verfahren (Bearbeitungsprozesse
entsprechend 10A und 10B sind
in 11A und 11B dargestellt,
und Bearbeitungsprozesse entsprechend 10C und 10D sind in 11D und 11E dargestellt) kann, da die aus dem gleichen Material
hergestellten Verbindungselemente 130a und 130b zusammengefügt werden
können,
die bewegliche Trennmembran durch die Verbindungselemente sicher
von beiden Seiten gehalten werden, und der Beschneidungsprozeß kann mit
hoher Geschwindigkeit genau ausgeführt werden, wenn eine Vielzahl
von beweglichen Trennmembranen mit den Verbindungselementen auf
dem Siliziumwafer gemeinsam ausgebildet werden und das Werkstück entsprechend
dem Kopf beschnitten wird, da eher die miteinander zusammengefügten Verbindungselemente
als die Membran selbst geschnitten werden, wobei der Einfluß der Schneidevorrichtung
und eine Abweichung von Teil zu Teil vermindert werden können.
-
Nachstehend
wird ein Flüssigkeitsausstoßvorgang
des Flüssigkeitsausstoßkopfs gemäß der dargestellten
Ausführungsform
unter Bezugnahme auf 13A bis 13E und 14A bis 14D erläutert.
-
13A bis 13E zeigen
erläuternde
Ansichten zum Erklären
des Vorgangs zum Ausstoßen
von Flüssigkeit
nach der zweiten Ausführungsform.
In 13A bis 13E sind,
wie in der in 7 dargestellten zweiten Ausführungsform,
ein zweiter Flüssigkeitskanal 504 für die Blasenbildungsflüssigkeit
auf einem Substrat 510, auf welchem ein Wärmeerzeugungselement 502 (in
dieser Ausführungsform
ein Widerstandskörper zur
Erzeugung von Wärme
mit einer Abmessung von 40 μm × 105 μm) für die Erzeugung
von Wärmeenergie zum
Ausbilden einer Blase in der Flüssigkeit
angeordnet ist, und ein erster Flüssigkeitskanal 503,
der mit einer Ausstoßöffnung 501 in
gerader Richtung in Verbindung steht, angeordnet. Ferner ist eine
bewegliche Trennmembran 505, die aus einer Dünnschicht,
die aus einem anorganischen Material mit Elastizität ausgebildet
ist, zwischen dem ersten Flüssigkeitskanal 503 und
dem zweiten Flüssigkeitskanal 504 angeordnet,
so daß die Ausstoßflüssigkeit
in dem ersten Flüssigkeitskanal 503 von
der Blasenbildungsflüssigkeit
in dem zweiten Flüssigkeitskanal 504 isoliert
ist.
-
Als
das charakteristische Merkmal dieser Ausführungsform ist an einer Seite
der beweglichen Trennmembran 505, die sich in Gegenüberlage
zu dem ersten Flüssigkeitskanal 503 befindet,
die Verformung der beweglichen Trennmembran 505 durch ein
Verbindungselement 531 begrenzt, das an die Flüssigkeitskanalwände des
ersten Flüssigkeitskanals
angefügt
ist. Das Verbindungselement kann mit der beweglichen Trennmembran
durch Verwendung des vorstehend beschriebenen Verfahrens einstückig hergestellt
werden. Hierbei können
in den Arbeitsgängen
zum Ausbilden der beweglichen Trennmembran mit den Verbindungselementen, die
in Verbindung mit 10A bis 10D erläutert wurden,
nachdem die bewegliche Trennmembran zuerst auf dem Si-Wafer ausgebildet
wurde, die Verbindungselemente ausgebildet werden. Selbst wenn die
Verbindungselemente (Element zum Lenken der Verformung der beweglichen
Trennmembran) ausgebildet werden, nachdem die bewegliche Trennmembran
zuerst ausgebildet wurde, kann das gleiche Handhabungsvermögen der
Membran wie das in dem Herstellungsverfahren gemäß der zweiten Ausführungsform
erhalten werden. Als ein Verfahren zur Herstellung der Verbindungselemente
in umgekehrt spitz zulaufender Weise wird ein Metallfilm mit der
gleichen Abmessung wie die bewegliche Membran als eine Ätzstoppschicht
ausgebildet, und die Verbindungselemente können durch Überätzen unter Verwendung eines
Verfahrens zum Trockenätzen
ausgebildet werden.
-
In 13A wird dem Wärmeerzeugungselement 502 Energie,
wie z. B. elektrische Energie, nicht zugeführt, so daß von dem Wärmeerzeugungselement 502 keine
Wärme erzeugt
wird. Die bewegliche Trennmembran 505 ist übrigens
in einer ersten Stellung, die im wesentlichen parallel zu dem Substrat 501 ist, angeordnet.
-
Es
ist wichtig, daß eine
Mitte der Öffnung
des Verbindungselements 531 an der Abgangsseite einer Mitte
des Wärmeerzeugungselements 502 angeordnet
ist, so daß eine
Mitte des beweglichen Bereichs der beweglichen Trennmembran 505 an
einer Abgangsseite der Mitte des Wärmeerzeugungselements 502 angeordnet
ist.
-
Wie
in 13B dargestellt ist, wird ein
Teil der Blasenbildungsflüssigkeit
in einem Blasenbildungsbereich durch die von dem Wärmeerzeugungselement 502 erzeugte
Wärme erhitzt,
wenn dem Wärmeerzeugungselement 502 elektrische
Energie zugeführt
wird, wodurch eine Blase 506 durch Filmsieden erzeugt wird. Da
die Mitte des beweglichen Bereichs der beweglichen Trennmembran 505 an
einer Abgangsseite der Mitte des Wärmeerzeugungselements 502 angeordnet
ist, neigt die bewegliche Trennmembran 505 dazu, durch Druck
der Blase 506 an der Abgangsseite des Wärmeerzeugungselements 502 verformt
zu werden.
-
Wenn
die Blase 506 weiter anwächst, wird die bewegliche Trennmembran 505,
wie in 13C dargestellt ist, in Abhängigkeit
von dem Druck der anwachsenden Blase weiter zu dem ersten Flüssigkeitskanal 503 hin
verlagert. Folglich wächst
die erzeugte Blase 506 stärker an der Abgangsseite als
an der Zugangsseite mit dem Ergebnis an, daß die bewegliche Trennmembran 505 weit
aus der ersten Lage entfernt wird.
-
Wenn
sich danach die Blase durch Verminderung des Drucks in der Blase
zusammenzieht, was ein charakteristisches Merkmal der Erscheinung
des Filmsiedens ist, kehrt die bewegliche Trennmembran 505, welche
in eine zweite Lage verlagert worden war, durch den durch das Zusammenziehen
der Blase 506 verursachten Unterdruck allmählich zu
der in 13A dargestellten Ausgangslage
(erste Lage) zurück,
wie in 13D dargestellt ist.
-
Wenn
die Blase 506 verschwindet, kehrt die bewegliche Trennmembran 505 in
die Ausgangslage (erste Lage) zurück, wie in 13E dargestellt wird. Wenn die Blase verschwunden
ist, strömt
ferner Flüssigkeit, um
den Verlust an Volumen der Flüssigkeit
auszugleichen, von der Zugangsseite her, d. h., aus der gemeinsamen
Flüssigkeitskammer
(wie durch Pfeile VD1 und VD2 dargestellt)
und von der Ausstoßöffnung 501 her
ein (wie durch einen Pfeil Vc dargestellt).
In diesem Fall werden während
des Anwachsens der Blase, da die Flüssigkeiten in Richtung der
Abgangsseite strömen
(zu der Ausstoßöffnung)
die Strömungen
VD1 und VD2 groß, die Nachfüllgeschwindigkeit
ist verbessert, und ein Ausmaß an
Zurückziehen
des Meniskus kann unterdrückt werden.
-
In
der dargestellten Ausführungsform
ist das Verbindungselement an der Öffnung des Verbindungselements 531 abgeschrägt, wie
in 13A bis 13E dargestellt
ist, um eine Konzentration von Spannung in der beweglichen Membran 505 an
der Kante des Verbindungselements zu vermindern, wodurch eine Verschlechterung
der Festigkeit vermindert und die Dauerhaftigkeit verbessert wird.
-
Nachstehend
wird der Aufbau des Flüssigkeitsausstoßkopfs gemäß der zweiten
Ausführungsform
beschrieben.
-
14A bis 14D zeigen
Ansichten zur Darstellung einer Lagebeziehung zwischen dem Wärmeerzeugungselement 502,
den zweiten Flüssigkeitskanälen 504 und
dem Verbindungselement 531, wobei 14A eine
Ansicht zur Darstellung einer Lagebeziehung zwischen dem Wärmeerzeugungselement 502 und
dem zweiten Flüssigkeitskanal 504 zeigt, 14B eine Ansicht zur Darstellung des Verbindungselements 531 bei
Betrachtung von oben zeigt, 14C eine
Ansicht zur Darstellung einer Lagebeziehung zwischen dem Wärmeerzeugungselement 502,
dem zweiten Flüssigkeitskanal 504 und
dem Verbindungselement 531 zeigt, und 14D eine Ansicht zeigt, in welcher ein nach oben
verformbarer Bereich und ein nach unten verformbarer Bereich der
beweglichen Trennmembran 505 durch unterschied lich schraffierte
Zonen gekennzeichnet sind; in diesen Figuren ist die Ausstoßöffnung links
angeordnet.
-
Wie
in 15D dargestellt ist, entspricht
in der dargestellten Ausführungsform
ein Abschnitt, der von den Wänden
des zweiten Flüssigkeitskanals 504 umgeben
ist, dem nach unten verformbaren Bereich der beweglichen Trennmembran 505,
und ein Abschnitt innerhalb der Öffnung
des Verbindungselements 531 entspricht dem nach oben verformbaren
Bereich der beweglichen Trennmembran 505, wobei die Mitte
des beweglichen Bereichs der beweglichen Trennmembran 505 an
einer Abgangsseite der Mitte des Wärmeerzeugungselements 502 angeordnet
ist.
-
In
dieser abgeänderten
Ausführungsform
werden die verformbaren Bereiche während der Verformung nach oben
und der Verformung nach unten durch die Anordnung eines einzelnen
Verbindungselements voneinander abgegrenzt; wenn jedoch wie in der
zweiten Ausführungsform
ein oberes und ein unteres Verbindungselement angeordnet sind, können durch
Unterschiedlichmachen der Öffnungen
der oberen und unteren Verbindungselemente (genauer gesagt ist die Öffnung des
unteren Verbindungselements, welches sich in Gegenüberlage
zu den zweiten Flüssigkeitskanälen befindet,
größer gemacht
als die Öffnung
des oberen Verbindungselements, das sich in Gegenüberlage
zu den ersten Flüssigkeitskanälen befindet)
die verformbaren Bereiche unterschiedlich gemacht werden.
-
Übrigens
kann, wie in 14B dargestellt ist, in der Öffnung des
Verbindungselements durch Anordnen von "R" an
vier Ecken verhindert werden, daß die bewegliche Trennmembran 505 zerbricht,
und die Dauerhaftigkeit der Membran kann verbessert werden.
-
Wie
vorstehend erwähnt
wurde, kann durch den Aufbau nach der dargestellten Ausführungsform,
da die bewegliche Trennmembran, die infolge der ansteigenden Kraft
durch das Anwachsen der Blase durch Positionieren der Mitte des
beweglichen Be reichs der beweglichen Trennmembran an der Mitte des
Wärmeerzeugungselements
in Richtung der Abgangsseite verformt wird, gegenüber Erhitzen
empfindliche oder hochviskose Flüssigkeit
mit hohem Druck wirksam ausgestoßen werden. Ferner kann wegen
des Transportvorgangs der Flüssigkeit
in dem ersten Flüssigkeitskanal
die Ausstoßmenge
erhöht
werden.
-
(Dritte Ausführungsform)
-
15 zeigt eine Schnittansicht eines Flüssigkeitsausstoßkopfs gemäß einer
dritten Ausführungsform der
vorliegenden Erfindung im Schnitt entlang einer Richtung eines Flüssigkeitskanals,
und 16 zeigt eine Schnittansicht
des Flüssigkeitsausstoßkopfs von 15 im Schnitt entlang einer zu der Vielzahl von
Flüssigkeitskanälen senkrechten
Richtung.
-
Der
Flüssigkeitsausstoßkopf gemäß dieser
Ausführungsform
unterscheidet sich von dem der zweiten Ausführungsform in dem Punkt, daß ein bewegliches
Element 131, das aus dem gleichen Material wie dem des
Verbindungselements 130 hergestellt ist, an einer Trennmembran 5 angeordnet
ist. Ferner erstrecken sich in dieser Ausführungsform, so wie in der zweiten
Ausführungsform,
die Flüssigkeitskanalwände 3a zur
Begrenzung der ersten Flüssigkeitskanäle (Seitenwände der
ersten Flüssigkeitskanäle) bis
zu der ersten gemeinsamen Flüssigkeitskammer 143 an
der Zugangsseite der hinteren Enden der wärmeerzeugenden Widerstandskörper 2,
wobei es dort keine obere Wand gibt.
-
Mit
dieser Ausführungsform
wird wie in der zweiten Ausführungsform,
wenn die Blase in dem Blasenbildungsbereich zwischen der beweglichen
Trennmembran 5 und dem wärmeerzeugenden Widerstandselement 2 anwächst, die
Strömung
der Flüssigkeit
in Richtung des Zustroms und benachbarter Düsen durch die bewegliche Trennmembran 5 (und
das bewegliche Element 131) und die Flüssigkeitskanalwände 3a (wegen der
Verformung der beweglichen Trennmembran 5 und des beweglichen
Elements 131) blockiert oder unterdrückt, wodurch eine Verschiebung
der Flüssigkeit
in der zugangseitigen Richtung unterdrückt wird. Demzufolge kann das
Ausmaß an
Zurückziehen
des Meniskus vermindert werden. Folglich ist das Ausmaß des Zurückziehens
des Meniskus verringert, während
die Blase verschwindet. Ferner wird wegen der beweglichen Membran
selbst die Verformung unterwegs angehalten, mit dem Ergebnis, daß während des
Anwachsens der Blase die Verschiebung der Flüssigkeit in Richtung des Zugangs
und der benachbarten Düsen
wirksam unterdrückt
werden kann.
-
Hinsichtlich
des Herstellungsverfahrens nach der dargestellten Ausführungsform
kann die Membran in dem Herstellungsprozeß der beweglichen Trennmembran
auf die gleiche Weise wie in der zweiten Ausführungsform hergestellt werden
mit der Ausnahme, daß die
Verbindungselemente und das bewegliche Element miteinander einstückig ausgebildet
sind. Nachstehend wird das Herstellungsverfahren der beweglichen
Trennmembran unter Bezugnahme auf 17A bis 17D beschrieben.
-
Zuallererst
wird, wie in 17A dargestellt ist, ein SiN-Film mit einer Dicke
von etwa 3 μm
(welcher das Verbindungselement 130a, das den Verbindungsabschnitt
mit der Deckplatte 6 vom mit der Düse integralen Typ und das bewegliche
Element 131 definiert) unter Verwendung des μW-CVD-Verfahrens
auf einem Siliziumwafer 17 ausgebildet. Dann wird Ätzen unter
Verwendung eines bekannten Verfahrens, wie z. B. Photolithographie,
ausgeführt,
damit gewünschte
Abschnitte allein übrigbleiben.
-
Weitere
Herstellungsvorgänge
sind die gleichen wie jene in der zweiten Ausführungsform; wie in 17B dargestellt ist, wird ein Film aus Poly-p-Xylylen
als die bewegliche Trennmembran 5 ausgebildet, und dann
wird, wie in 17C dargestellt ist, ein SiN-Film,
der das Verbindungselement 130b definiert, welches den
Verbindungsabschnitt mit dem Flüssigkeitsausstoßkopfsubstrat 1 darstellt,
ausgebildet. Dann wird Ätzen unter
Verwendung eines bekannten Verfahrens, wie z. B. Photolithographie
ausgeführt,
damit erforderliche Abschnitte allein übrigbleiben, und danach wird
das Silizi umsubstrat 17 entfernt, wie in 17D dargestellt ist.
-
18A und 18B zeigen
perspektivische Ansichten der Trennmembran mit dem mit ihr einstückig ausgebildeten
beweglichen Element (Trennmembran vom mit dem beweglichen Element
integralen Typ), wobei 18A eine
Ansicht der Trennmembran vom mit dem beweglichen Element integralen
Typ bei Betrachtung von oben und 18B eine
Ansicht der Trennmembran vom mit dem beweglichen Element integralen Typ
von unten ist. In dieser Ausführungsform
kann bei dem Herstellungsverfahren das gleiche Ergebnis wie in der
zweiten Ausführungsform
erreicht werden. Demzufolge können
eine Vielzahl von Membranen auf dem Siliziumwafer ausgebildet werden,
um eine Vielzahl von Membranen auf einmal zu erhalten.
-
Nachstehend
wird ein Flüssigkeitsausstoßvorgang
des Flüssigkeitsausstoßkopfs gemäß der dargestellten
Ausführungsform
unter Bezugnahme auf 19A bis 19C erläutert. 19A zeigt einen Zustand ohne Blasenbildung, 19C zeigt einen blasenbildenden (ausstoßenden)
Zustand und 19C zeigt einen Zustand bei
Verschwinden der Blase. In diesen Figuren sind die Verbindungselemente
nicht abgebildet.
-
Wie
in 19A dargestellt ist, ist in
der dargestellten Ausführungsform
ein zweiter Flüssigkeitskanal 604 für die Blasenbildungsflüssigkeit
auf einem Substrat 610, auf welchem ein Wärmeerzeugungselement 602 (in
dieser Ausführungsform
ein Widerstandskörper
zur Wärmeerzeugung
mit einer Abmessung von 40 μm × 105 μm) zum Erzeugen
von Wärmeenergie
zum Ausbilden einer Blase in der Flüssigkeit angeordnet ist, angeordnet,
und ein erster Flüssigkeitskanal 603,
der mit einer Ausstoßöffnung 601 in
gerader Richtung in Verbindung steht, ist auf dem zweiten Flüssigkeitskanal
angeordnet. Ferner ist eine bewegliche Trennmembran 605, die
aus einer Dünnschicht,
die aus einem anorganischen Material mit Elastizität hergestellt
ist, zwischen dem ersten Flüssigkeitskanal 603 und
dem zweiten Flüssigkeitskanal 604 angeordnet,
so daß Ausstoßflüssigkeit
in dem ersten Flüssigkeitskanal 603 von
Blasenbildungsflüssigkeit
in dem zweiten Flüssigkeitskanal 604 durch die
bewegliche Trennmembran 605 getrennt ist. Die bewegliche
Trennmembran 605 ist in gegenüberstehender Beziehung zu dem
Wärmeerzeugungselement 602 angeordnet
und befindet sich in Gegenüberlage
zu zumindest einem Teil eines Blasenbildungsbereichs 607,
wo eine Blase durch Wärme
von dem Wärmeerzeugungselement 602 erzeugt
wird. Ferner ist an einer Seite der beweglichen Trennmembran 605,
die sich in Gegenüberlage
zu dem ersten Flüssigkeitskanal 603 befindet,
ein bewegliches Element 631 mit einem freien Ende 631a über dem
Blasenerzeugungsbereich 607 angeordnet, und ein Gelenkpunkt 631b an
einer Zugangsseite des freien Endes 631a ist angrenzend
an die bewegliche Trennmembran 605 angeordnet.
-
Was
das freie Ende 631a des beweglichen Elements 631 betrifft,
so kann, selbst wenn das freie Ende nicht in einer gegenüberstehenden
Beziehung zu dem Blasenerzeugungsbereich 607 angeordnet
ist, solange das freie Ende an einer Abgangsseite des Gelenkpunkts 631 angeordnet
ist, um die Verformung der beweglichen Trennmembran 605 in
Richtung der Ausstoßöffnung 601 zu
lenken (mehr vorzugsweise befindet sich das freie Ende gegenüber zumindest
einem Teil des Wärmeerzeugungselements 602 bei
dazwischen angeordneter beweglicher Trennmembran 605),
die Verlagerung der beweglichen Trennmembran 605 wirksam
gesteuert werden. Insbesondere wenn das bewegliche Element 631 in
einer gegenüberstehenden
Beziehung zu der beweglichen Trennmembran 605 angeordnet
ist, so daß das
freie Ende 631a an einer Abgangsseite der Mitte des Wärmeerzeugungselements 602 oder
des Blasenbildungsbereichs 607 angeordnet ist, wird die
Wirksamkeit des Ausstoßes
bemerkenswert erhöht,
da das bewegliche Element 631 Bestandteile, die zur Ausbreitung in
einer Richtung senkrecht zu dem Wärmeerzeugungselement 602 auf
die Ausstoßöffnung 601 zu
neigen, zusammenziehen kann. Ferner wird, gerade da das freie Ende 631a an
der Abgangsseite des Blasenerzeugungsbereichs 607 angeordnet
ist, durch starkes Verlagern des freien Endes 605, um die
bewegliche Trennmembran 605 weit in der Richtung der Ausstoßöffnung 601 zu
verlagern, die Ausstoßleistung
verbessert.
-
Wenn
die Wärme
von dem Wärmeerzeugungselement 602 abgestrahlt
wird, wird eine Blase 606 in dem Blasenerzeugungsbereich 607 auf
dem Wärmeerzeugungselement 602 ausgebildet,
um die bewegliche Trennmembran 605 in Richtung des ersten
Flüssigkeitskanals 603 zu
verlagern. Die Verlagerung der beweglichen Trennmembran 605 wird
jedoch durch das bewegliche Element 631 gelenkt. Mit dem
beweglichen Element 631 wird, da das freie Ende 631a über dem
Blasenbildungsbereich 607 angeordnet ist und der Gelenkpunkt
an der Zugangsseite des freien Endes angeordnet ist, die bewegliche
Trennmembran 605 stärker
zu der Abgangsseite als zu der Zugangsseite verlagert (19B).
-
Somit
kann eine gewünschte
Verformung und Verlagerung durch eine Richtungslenkungsvorrichtung zum
Vorschreiben einer Richtung, entlang welcher die bewegliche Trennmembran 605 verlagert
wird, erhalten werden.
-
Auf
diese Weise wird der abgangsseitige Abschnitt der beweglichen Trennmembran 605 weit
verlagert, wenn die Blase 606 anwächst, mit dem Ergebnis, daß das Anwachsen
der Blase 606 vorwiegend in die Richtung der Ausstoßöffnung 601 übertragen
wird, wodurch die Ausstoßflüssigkeit
in dem ersten Flüssigkeitskanal 603 wirksam
aus der Ausstoßöffnung 601 ausgestoßen wird.
-
Wenn
sich die Blase 606 zusammenzieht, kehrt danach die bewegliche
Trennmembran 605 in ihre nicht verformte Ausganglage zurück. Unter
diesen Umständen
wird die bewegliche Trennmembran 605 aus der nicht verformten
Lage durch den Druck der zusammengezogenen Blase zu dem zweiten
Flüssigkeitskanal 604 verlagert.
Da die bewegliche Trennmembran 605 jedoch in der dargestellten
Ausführungsform
mit dem beweglichen Element zusammen ein einziges Teil bildet, kann
die Verlagerung der beweglichen Trennmembran 605 in Richtung
des zweiten Flüssigkeitskanals 604 unterdrückt werden
(19C).
-
Folglich
wird die Verminderung des Drucks in dem ersten Flüssigkeitskanal 603 unterdrückt, um
das Ausmaß an
Zurückziehen
des Meniskus zu verringern, wodurch die Nachfülleigenschaft verbessert wird.
-
Ferner
wird das Verschieben der Flüssigkeit
in Richtung der Zugangsseite durch das bewegliche Element 631 unterdrückt, wodurch
die Nachfülleigenschaft
verbessert und die Kreuzkopplung vermindert wird.
-
Wie
vorstehend erwähnt
wurde, werden entsprechend der dargestellten Ausführungsform
die Ausstoßflüssigkeit
und die Blasenbildungsflüssigkeit
unabhängig
voneinander angeordnet, und es kann nur die Ausstoßflüssigkeit
ausgestoßen
werden. Folglich kann, selbst bei hochviskoser Flüssigkeit,
wie z. B. Polyäthylenglykol,
in welcher die Blase nicht ausreichend durch Wärme ausgebildet wird, woraus
sich schlechter Ausstoß ergibt,
durch Einspeisen dieser Flüssigkeit
in den ersten Flüssigkeitskanal 603 und
Einspeisen von Flüssigkeit
(Flüssigkeitsmischung
von ungefähr
1–2 cP
mit Ethanol Wasser = 4 : 6), welche auf leichte Weise die Blase
bilden kann, in den zweiten Flüssigkeitskanal 604 als
Blasenbildungsflüssigkeit
ein guter Ausstoß erreicht
werden.
-
Ferner
kann durch Auswahl von Flüssigkeit,
welche keine Ablagerung von Gummi auf dem Wärmeerzeugungselement durch
Wärme erzeugt,
als Blasenbildungsflüssigkeit
die Erzeugung von Blasen stabilisiert werden, und es kann guter
Ausstoß erreicht
werden.
-
In
dem erfindungsgemäßen Flüssigkeitsausstoßkopf kann
Flüssigkeit,
wie z. B. hochviskose Flüssigkeit,
mit hoher Ausstoßleistung
und mit hoher Ausstoßkraft
ausgestoßen
werden, da die beschriebene Wirkung in der vorstehend dargestellten
Ausführungsform
erhalten werden kann.
-
Ferner
wird, selbst wenn Flüssigkeit
verwendet wird, die empfindlich gegenüber Erhitzen ist, solange wie
diese Flüssigkeit
dem ersten Flüssigkeitskanal 603 als
Ausstoßflüssigkeit
zugeführt
wird und Flüssigkeit, die
durch Hitze kaum verschlechtert wird und bequem Blasen erzeugen
kann, dem zweiten Flüssigkeitskanal 604 zugeführt wird,
die Flüssigkeit,
die empfindlich gegenüber
Erhitzen ist, keiner thermischen Entwertung unterworfen, und die
Flüssigkeit
kann mit höherer
Ausstoßleistung
und mit höherer
Ausstoßkraft
ausgestoßen werden.
-
In
der dargestellten Ausführungsform
mit der Anordnung, in welcher die bewegliche Trennmembran 605 das
bewegliche Element 631 hat, das mit ihr einstückig ausgebildet
ist, kann die Flüssigkeit
bei höherer Geschwindigkeit
mit höherer
Ausstoßkraft
und höherer
Ausstoßleistung
als bei herkömmlichen
Flüssigkeitsausstoßgeräten ausgestoßen werden.
Es kann eine Blasenbildungsflüssigkeit
mit der vorstehend erwähnten Eigenschaft
verwendet werden; in mehr spezifischer Weise kann die Blasenbildungsflüssigkeit
Methanol, Ethanol, n-Propanol, Isopropanol, n-Hexan, n-Heptan, n-Oktan,
Toluol, Xylol, Methylendichlorid, Trichlorethylen, Fleone TF, Fleone
BF, Ethylether, Dioxan, Cyclohexan, Methylacetat, Ethylacetat, Aceton,
Methylethylketon, Wasser und deren Mischungen sein.
-
Als
Ausstoßflüssigkeit
können
ungeachtet von Vorhandensein/Nichtvorhandensein von Fähigkeit
zur Blasenbildung und von thermischer Eigenschaft verschiedene Flüssigkeiten
verwendet werden. Weiterhin kann selbst Flüssigkeit mit schlechtem Blasenbildungsvermögen, Flüssigkeit,
die durch Wärme
beeinträchtigt und
verschlechtert wird, oder hochviskose Flüssigkeit, die auf herkömmliche
Weise schwer auszustoßen
waren, verwendet werden.
-
Es
ist jedoch wünschenswert,
daß die
Eigenschaft der Ausstoßflüssigkeit,
die Flüssigkeiten
selbst und die Reaktion auf die Blasenbildungsflüssigkeit derart gewählt werden
sollten, daß das
Ausstoßen,
die Blasenbildung und die Ar beitsweise der beweglichen Trennmembran
und des beweglichen Elements nicht verhindert werden.
-
Als
Ausstoßflüssigkeit
für die
Aufzeichnung kann hochviskose Tinte verwendet werden.
-
Als
andere Ausstoßflüssigkeiten
können
Flüssigkeiten,
wie z. B. medizinische Flüssigkeit
oder Parfüm, die
gegenüber
Erwärmung
empfindlich sind, verwendet werden.
-
Es
werden Blasenbildungsflüssigkeit
und Ausstoßflüssigkeit
mit den nachstehenden Zusammensetzungen zum Ausführen von Aufzeichnung verwendet.
Demzufolge kann sowohl eine Flüssigkeit
mit hoher Viskosität
von 150 cP als auch eine Flüssigkeit
mit einer Viskosität
von etwa 10 cP wirksam ausgestoßen
werden, wodurch ein Bild von hoher Qualität erhalten wird. Zusammensetzung
der Blasenbildungsflüssigkeit
1
| Ethanol | 40
Gew.-% |
| Wasser | 60
Gew.-% |
Zusammensetzung
der Blasenbildungsflüssigkeit
2
Zusammensetzung
der Blasenbildungsflüssigkeit
3
| Isopropylalkohol | 10
Gew.-% |
| Wasser | 90
Gew.-% |
Zusammensetzung
der Ausstoßflüssigkeit
1 (Pigmenttinte) (Viskosität: etwa
15 cP)
| Carbon
Black | 5
Gew.-% |
| Styrol-Acrylsäure-Ethylacrylat-Copolymer | 1
Gew.-% |
| (Oxidation
140, mittleres Molekulargewicht 8000) | |
| Monoethanolamin | 0,25
Gew.-% |
| Glyzerin | 69
Gew.-% |
| Thiodigsocol | 5
Gew.-% |
| Ethanol | 3
Gew.-% |
Zusammensetzung
der Ausstoßflüssigkeit
2 (Viskosität: 55 cP)
| Polyethylenglykol
200 | 100
Gew.-% |
Zusammensetzung
der Ausstoßflüssigkeit
3 (Viskosität: 150 cP)
| Polyethylenglykol
600 | 100
Gew.-% |
-
Im
Fall einer Flüssigkeit,
die herkömmlich
als zu schwer auszustoßen
angesehen wurde, wurde, da die Ausstoßgeschwindigkeit gering ist,
einer Abweichung in der Ausstoßrichtung
Vorschub geleistet, die Spritzgenauigkeit des Flüssigkeitspunkts auf ein Aufzeichnungsblatt
war verschlechtert und es trat eine Abweichung in der Ausstoßmenge durch
unstabiles Ausstoßen
auf mit dem Ergebnis, daß es
schwer war, ein Bild von hoher Qualität zu erhalten. Mit der Anordnung
nach der dargestellten Ausführungsform
kann jedoch die Erzeugung der Blase genügend und dauerhaft durch Verwenden
der Blasenbildungsflüssigkeit
erreicht werden. Folglich kann die Spritzgenauigkeit des Flüssigkeitströpfchens
verbessert werden, und die Menge des Tintenausstoßes kann
stabilisiert werden, wodurch die Qualität des aufgezeichneten Bildes
bemerkenswert verbessert werden kann.
-
(Vierte Ausführungsform)
-
In
den Herstellungsverfahren nach der zweiten und dritten Ausführungsform
wurden, wenn die bewegliche Trennmembran auf dem Si-Wafer ausgebildet
wird, die Verbindungselemente der beweglichen Membran zuerst ausgebildet,
und dann wurde die bewegliche Membran ausgebildet. Das Verbindungselement
als der Rahmen kann jedoch stattdessen an einer von den Oberflächen der
Membran angeordnet werden und nicht an beiden Oberflächen, wobei
die bewegliche Trennmembran zuerst auf dem Si-Wafer ausgebildet
werden kann. Selbst wenn die bewegliche Trennmembran zuerst ausgebildet
wird und dann das Verbindungselement (und, wenn erforderlich, ein
bewegliches Ausle gerelement) ausgebildet wird, kann der gleiche
Vorteil, wie z. B. gutes Handhabungsvermögen der Membran wie in der
zweiten und dritten Ausführungsform,
erreicht werden.
-
Ferner
kann durch Verwendung der vorstehend beschriebenen Herstellungsverfahren
die Handhabung in einem Zustand ausgeführt werden, in welchem die
Deckplatte und die Membran miteinander eine Einheit bilden. Daher
wird unter Bezugnahme auf 20A1 bis 20D2 als vierte Ausführungsform der vorliegenden
Erfindung ein Herstellungsverfahren beschrieben, in welchem die
Handhabung in dem Zustand ausgeführt
wird, daß die
Deckplatte und die bewegliche Membran miteinander eine Einheit bilden. 20A1 bis 20D2 zeigen
erläuternde
Ansichten zum Erklären
von Abläufen
zum Herstellen eines Flüssigkeitsausstoßkopfs,
in welchem eine Deckplatte und eine Trennmembran einstückig in
einer Folge von 20A1 bis 20D2 hergestellt
werden, wobei 20A1, 20B1, 20C1 und 20D1 perspektivische
Ansichten zeigen und 20A2, 20B2, 20C2 und 20D2 Schnittansichten im Schnitt entlang einer
Richtung senkrecht zu einer Vielzahl von Flüssigkeitskanälen zeigen.
-
Zuerst
wird, wie in 20A1 und 20A2 dargestellt
ist, ein Film aus Poly-p-Xylylen als eine bewegliche Trennmembran 5 auf
einem Siliziumwafer ausgebildet.
-
Dann
wird, wie in 20B1 und 20B2 dargestellt
ist, eine Wandfläche 14 zum
Begrenzen von Öffnungen,
ersten Flüssigkeitskanälen und
einer gemeinsamen Flüssigkeitskammer
als ein SiN-Film z. B. durch ein μW-CVD-Verfahren
ausgebildet. Dann wird Ätzen
unter Verwendung eines bekannten Verfahrens, wie z. B. Photolithographie,
ausgeführt,
damit allein erwünschte
Abschnitte zurückbleiben.
-
Dann
wird, wie in 20C1 und 20C2 dargestellt
ist, eine flache Platte 16 mit einem Durchgangsloch als
einer Flüssigkeitszuführungsöffnung der
gemeinsamen Flüssigkeitskammer,
die vorher durch Ätzen ausgebildet
wurde, an die Wandfläche 14 angefügt, durch
welche die Flüssigkeitskanäle und die
gemeinsame Flüssigkeitskammer
begrenzt werden, wodurch die Deckplatte als eine Einheit mit der
beweglichen Membran ausgebildet wird.
-
Danach
wird der Siliziumwafer 17 entfernt, und die Baugruppe wird
an das Flüssigkeitsausstoßkopfsubstrat 1 (z.
B. hergestellt durch das in 9A und 9B dargestellte
Herstellungsverfahren in der zweiten Ausführungsform) mit den Flüssigkeitskanalwänden (wünschenswert
aus SiN ausgebildet) der zweiten Flüssigkeitskanäle und den
Widerstandselementen 2 zur Wärmeerzeugung angefügt, wodurch
die Deckplatte und das Kopfsubstrat miteinander verbunden werden,
wie in 20D1 und 20D2 dargestellt
ist. Dabei bilden die bewegliche Trennmembran und die Flüssigkeitskanalwände 4A die
zweiten Flüssigkeitskanäle aus.
-
Danach
kann durch Ausbilden der Ausstoßöffnungen
in den Mündungsabschnitten
durch Laserbearbeitung, die in der ersten Ausführungsform in 5A bis 5C dargestellt
ist, der Flüssigkeitsausstoßkopf mit
der beweglichen Trennmembran hergestellt werden.
-
Im
Fall des Herstellungsverfahrens für den Flüssigkeitsausstoßkopf gemäß der dargestellten
Ausführungsform
tritt keine Lageabweichung der Membran in bezug auf die Flüssigkeitskanäle auf,
da die Flüssigkeitskanäle und die
bewegliche Trennmembran in einem Stück ausgebildet werden können, und
folglich kann ein Flüssigkeitsausstoßkopf mit
hoher Zuverlässigkeit
und keiner Abweichung im Ausstoßvermögen von
Teil zu Teil geschaffen werden.
-
(Andere Ausführungsformen)
-
Während vorstehend
die vorliegende Erfindung in bezug auf die hauptsächlichen
Ausführungsformen erläutert wurde,
werden nachstehend andere Ausführungsformen
und Abwandlungen erläutert,
welche an den Ausführungsformen
der vorliegenden Erfindung vorgenommen werden können. Von den nachstehenden Erläuterungen
können
Beispiele, ausgenommen bei spezieller Beschränkung, auf die vorstehend beschriebenen Ausführungsformen
angewendet werden.
-
<Aufbau des Bauelementsubstrats>
-
Zuerst
wird das Bauelementsubstrat, das einen Teil der Flüssigkeitsausstoßköpfe gemäß den vorstehend
beschriebenen Ausführungsformen
ausbildet, erläutert. 21 zeigt eine Schnittansicht zur Darstellung eines
Abschnitts, der einem Wärmeerzeugungselement
(Blasenerzeugungsbereich) eines Flüssigausstoßkopfsubstrats 1 entspricht.
In 21 bezeichnet ein Bezugszeichen 101 ein
Siliziumsubstrat, und 102 bezeichnet einen durch thermische
Oxidation ausgebildeten Film als eine Wärmeansammlungsschicht. Ein
Bezugszeichen 103 bezeichnet einen SiO2-
oder Si2N4-Film
als einen Schichttrennungsfilm, der auch als eine Wärmeansammlungsschicht
wirkt; 104 bezeichnet eine Widerstandsschicht; 106 bezeichnet
einen SiO2- oder Si2N4-Film als eine Schutzschicht; und 105 bezeichnet
eine Verdrahtung, die aus Aluminium oder Aluminiumlegierung, wie
z. B. Al-Si oder Al-Cu, hergestellt ist. Ein Bezugszeichen 107 bezeichnet
einen Antikavitationsfilm zum Schützen der Schutzschicht 106 vor
chemischem und physikalischem Schock, der durch das Aufheizen der
Widerstandsschicht 104 verursacht wird; und 108 bezeichnet
einen Wärmewirkabschnitt
der Widerstandsschicht 104, wo die Elektrodenverdrahtung 105 nicht
ausgebildet ist.
-
Diese
Ansteuerungselemente werden auf einem Si-Substrat durch ein Halbleiterverfahren
ausgebildet, und ferner ist der Wärmewirkabschnitt auf dem gleichen
Substrat ausgebildet.
-
22 zeigt eine schematische Längsschnittansicht zur Darstellung
der hauptsächlichen
Bauelemente.
-
Ein
P-MOS 450 ist in einem Wellbereich vom n-Typ und ein N-MOS 451 in
einem Wellbereich vom p-Typ auf einem Si-Substrat 401,
das aus einem p-Leiter durch Einführung von Verunreini gungen
und deren Diffusion, wie z. B. Ionenimplantation, durch Verwendung
des generellen MOS-Prozesses hergestellt ist, ausgebildet. Der P-MOS 450 und
der N-MOS 451 sind durch Gate-Leiterbahnen 415 aus
Poly-Si, das in einer Dicke von 4.000 bis 5.000 Å durch ein CVD-Verfahren durch
einen Gate-Isolationsfilm 408 mit
einer Dicke von einigen Hundert Å abgeschieden wurde, Sourcebereiche 405 und
Drainbereiche 406, in welche Verunreinigungen vom n-Typ
oder p-Typ eingebracht sind, ausgebildet, und es wird durch den
P-MOS und den N-MOS eine C-MOS-Logik ausgebildet.
-
Ferner
ist ein N-MOS-Transistor zur Elementansteuerung durch einen Drainbereich 411 und
einen Sourcebereich 412 in dem p-Well-Substrat durch den Verunreinigungs-
und Diffusionsprozeß ausgebildet.
-
In
der dargestellten Ausführungsform,
in welcher ein Beispiel erläutert
wurde, in dem ein N-MOS-Transistor verwendet wird, ist der Transistor
nicht auf den N-MOS-Transistor beschränkt, solange ein Transistor
die Fähigkeit
zum Ansteuern der Vielzahl von Wärmeerzeugungselementen
unabhängig
voneinander hat und es ermöglicht,
die vorstehend beschriebene feine Struktur zu erreichen.
-
Ferner
sind zwischen den Elementen Trennbereiche 453 als oxidierte
Filme mit einer Dicke von 5.000–10.000 Å durch
Feldoxidation ausgebildet, um die Bauelemente voneinander zu trennen.
Die Feldoxidationsfilme wirken unter dem Wärmewirkabschnitt 108 als
erste Wärmeansammlungsschichten.
-
Nachdem
die Bauelemente ausgebildet wurden, wird ein Isolationsfilm zur
Trennung von Schichten mit einer Dicke von etwa 7.000 Å durch
Abscheiden eines PSG-Films und eines BPSG-Films unter Verwendung des CVG-Verfahrens
ausgebildet, und nach Glättung
durch thermische Behandlung wird die Verdrahtung mit einer Aluminiumelektrode 417 als
einer ersten Verdrahtungsschicht durch ein Kontaktloch ausgeführt. Danach wird
ein Isolationsfilm 418 zur Trennung von Schichten, wie z.
B. ein SiO2-Film, mit einer Dicke von 10.000
bis 15.000 Å durch
das Plasma-CVD-Verfahren ausgebildet, und weiterhin wird Ta0,8hex als die Widerstandsschicht 104 mit
einer Dicke von ungefähr
100 Å durch
ein Gleichstrom-Kathodenzerstäubungsverfahren
durch ein Durchgangsloch ausgebildet. Danach wird eine Aluminiumelektrode
als eine zweite Verdrahtungsschicht zum Verdrahten der vielfältigen Bauelemente
ausgebildet.
-
Als
die Schutzschicht 106 wird ein Si3N4-Film mit einer Dicke von ungefähr 10.000 Å durch
das Plasma-CVD-Verfahren ausgebildet. Als oberste Schicht wird ein
Antikavitationsfilm 107, der aus Ta hergestellt ist und
eine Dicke von etwa 2.500 Å aufweist,
ausgebildet.
-
<Grundprinzip des Ausstoßens von
Flüssigkeit
des Flüssigkeitsausstoßkopfs zur
Verbesserung der Flüssigkeitsausstoßleistung>
-
Nachstehend
wird für
den Flüssigkeitsausstoßkopf mit
der beweglichen Trennmembran wie in der vorliegenden Erfindung ein
Grundprinzip des Ausstoßens
zur weiteren Verbesserung der Ausstoßleistung unter Bezugnahme
auf zwei Beispiele erläutert.
-
23A–23E bis 25A–25C zeigen Ansichten zur Erläuterung eines Beispiels eines
Ausstoßverfahrens
des vorstehend beschriebenen Flüssigausstoßkopfs.
Die Ausstoßöffnungen
sind an Endbereichen der ersten Flüssigkeitskanäle angeordnet,
und die verformbaren Bereiche der beweglichen Trennmembran, welche
verformt werden, wenn die erzeugte Blase anwächst, sind an einer Zugangsseite
der Ausstoßöffnungen
(in bezug auf eine Strömungsrichtung
der Flüssigkeit
in den ersten Flüssigkeitskanälen) angeordnet.
Ferner enthalten die zweiten Flüssigkeitskanäle die Blasenbildungsflüssigkeit
oder werden mit der Blasenbildungsflüssigkeit aufgefüllt (vorzugsweise
kann die Flüssigkeit
belastet sein, und mehr vorzugsweise kann die Flüssigkeit verschoben werden),
und jeder weist einen Blasenbildungsbereich auf.
-
In
diesem Beispiel ist der Blasenbildungsbereich ebenfalls an der Zugangsseite
der entsprechenden Ausstoßöffnung in
bezug auf die Strömungsrichtung
der Ausstoßflüssigkeit
angeordnet. Die Trennmembran hat bewegliche Bereiche, die eine Länge haben,
die länger
ist als jedes elektrothermische Wandlerelement, und hat einen fest
angeordneten Abschnitt zwischen den zugangsseitigen Enden der elektrothermischen Wandlerelemente
und der gemeinsamen Flüssigkeitskammer
für die
ersten Flüssigkeitskanäle (vorzugsweise an
den zugangsseitigen Enden). Dementsprechend kann der wirkliche bewegliche
Bereich der Trennmembran aus 23A–23E bis 25A–25E entnommen werden.
-
Die
Zustände
der beweglichen Trennmembran, die in diesen Figuren dargestellt
sind, werden durch die Elastizität
und die Dicke der Trennmembran selbst oder ein anderes zusätzliches
Gebilde bestimmt.
-
[Erstes Ausstoßprinzip]
-
23A bis 23E zeigen
Schnittansichten (im Schnitt entlang einer Richtung des Flüssigkeitskanals)
zur Erläuterung
eines ersten Ausstoßverfahrens
des erfindungsgemäßen Flüssigkeitsausstoßkopfs.
-
In
diesem Beispiel wird, wie in 23A bis 23E dargestellt ist, ein erster Flüssigkeitskanal 703, der
mit einer Ausstoßöffnung 711 in
gerader Richtung in Verbindung steht, mit der ersten Flüssigkeit
aufgefüllt, die
aus einer ersten gemeinsamen Flüssigkeitskammer 743 zugeführt wird,
und ein zweiter Flüssigkeitskanal 704 mit
einem Blasenerzeugungsbereich 707 wird mit Blasenbildungsflüssigkeit,
in welcher eine Blase durch Zuführen
von Wärmeenergie
zu der Flüssigkeit
von einem Wärmeerzeugungselement 702 erzeugt
wird, aufgefüllt.
Eine bewegliche Trennmembran 705 zur Isolation des ersten
Flüssigkeitskanals 703 und
des zweiten Flüssigkeitskanals 704 voneinander
ist zwischen dem ersten Flüssigkeitskanal 703 und
dem zweiten Flüssigkeitskanal 704 angeordnet.
Ferner sind die bewegliche Trennmembran 705 und eine Öff nungsplatte 709 eng miteinander
verbunden, um die Vermischung der Flüssigkeiten in den ersten und
zweiten Flüssigkeitskanälen zu verhindern.
-
Normalerweise
hat die bewegliche Trennmembran 705, wenn die Membran durch
die in dem Blasenbildungsbereich erzeugte Blase verlagert wird,
keine Richtung oder neigt eher dazu, in Richtung der gemeinsamen
Flüssigkeitskammer
mit einem größeren Grad
an Freiheit hinsichtlich einer Verlagerung vorzurücken.
-
In
diesem Beispiel werden die Verlagerung der beweglichen Trennmembran 705 und
eine Vorrichtung zum Lenken der Richtung der Verlagerung der Membran
betrachtet, wobei die Vorrichtung auf die bewegliche Trennmembran 705 direkt
oder indirekt einwirkt, so daß die
durch die Blase verursachte Verlagerung (Verschiebung, Ausdehnung
oder Verlängerung)
der beweglichen Trennmembran 705 zu der Ausstoßöffnung hin gerichtet
ist.
-
In
einem in 23A dargestellten Ausgangszustand
wird die Flüssigkeit
in dem ersten Flüssigkeitskanal 703 durch
eine Kapillarkraft in die Nähe
der Ausstoßöffnung 711 gezogen.
In diesem Beispiel ist die Ausstoßöffnung 711 an einer
Abgangsseite eines auf den ersten Flüssigkeitskanal 703 projizierten
Bereichs des Wärmeerzeugungselements 702 in
bezug auf die Richtung der Strömung
der Flüssigkeit
in dem ersten Flüssigkeitskanal 703 angeordnet.
-
In
diesem Zustand wird, wenn dem Wärmeerzeugungselement 702 (in
diesem Beispiel einem Widerstandskörper zur Wärmeerzeugung mit einer Abmessung
von 40 μm × 105 μm) Wärmeenergie
zugeführt
wird, das Wärmeerzeugungselement 702 schnell
aufgeheizt, mit dem Ergebnis, daß die zweite Flüssigkeit
in dem Blasenerzeugungsbereich 707 erhitzt wird, um eine
Blase 706 zu erzeugen (23B).
Die Blase 706 wird durch einen Filmsiedevorgang, der in
dem Dokument US-4 723 129 offenbart ist, mit sehr hohem Druck auf der
gesamten Oberfläche
des Wärmeerzeugungselements 702 erzeugt.
Der unter diesen Umständen
erzeugte Druck pflanzt sich als eine Druckwelle durch die zweite
Flüssigkeit
in dem zweiten Flüssigkeitskanal 704 fort und
wirkt dann auf die bewegliche Trennmembran 705 ein, mit
dem Ergebnis, daß die
bewegliche Trennmembran 705 verlagert wird, um das Ausstoßen der
Flüssigkeit
in dem ersten Flüssigkeitskanal 703 zu
starten.
-
Wenn
die Blase 706, die auf der gesamten Oberfläche des
Wärmeerzeugungselements 702 erzeugt wurde,
schnell anwächst,
nimmt die Blase eine Filmform an (23C).
Die Ausdehnung der Blase 706 durch den sehr hohen Druck
in der Anfangsphase der Blasenerzeugung verursacht, daß die bewegliche
Trennmembran 705 weiter verlagert wird, mit dem Ergebnis,
daß das
Ausstoßen
der Flüssigkeit
in dem ersten Flüssigkeitskanal 703 aus
der Ausstoßöffnung 711 gefördert wird.
-
Danach
wird die Verlagerung der beweglichen Trennmembran groß, wenn
die Blase 706 weiter angewachsen ist (23D). Bis zu dem in 23D dargestellten
Zustand fährt
die bewegliche Trennmembran 705 fort, derart anzuwachsen,
daß die
Verlagerung einer Zugangsseite 705A der beweglichen Trennmembran 705 (in
bezug auf einen mittleren Abschnitt 705C, der sich gegenüber dem
Wärmeerzeugungsbereich 702 befindet)
im wesentlichen gleich der einer Abgangsseite 705B wird.
-
Danach
werden, wenn die Blase 706 weiter angewachsen ist, die
Blase 706 und die bewegliche Trennmembran 705,
die die Verlagerung fortsetzt, zu der Ausstoßöffnung hin verlagert (die Verlagerung
der Abgangsseite 705B wird größer als die der Zugangsseite 705A),
mit dem Ergebnis, daß die
erste Flüssigkeit
in dem ersten Flüssigkeitskanal 703 in
gerader Richtung zu der Ausstoßöffnung 711 hin
verschoben wird (23E).
-
Auf
diese Weise wird die Ausstoßleistung
weiter verbessert, da die bewegliche Trennmembran 705 zu der
Ausstoßöffnung hin
verschoben wird, um die Flüssigkeit
in gerader Richtung zu der Ausstoßöffnung hin zu verschieben.
Ferner ist die verschobene Menge der Flüssigkeit zu der Zugangsseite
relativ vermindert, mit dem Ergebnis, daß das Nachfüllen der Flüssigkeit in die Düsen (insbesondere
in den verformbaren Bereich der beweglichen Trennmembran 705)
(Auffüllung
von der Zugangsseite her) verbessert ist.
-
Ferner
können
die Ausstoßleistung
und die Nachfüllleistung
weiter verbessert werden, wenn, wie in 23D und 23E dargestellt, die bewegliche Trennmembran 705 selbst
zu der Ausstoßöffnung aus
dem in 23D dargestellten Zustand zu
dem in 23E dargestellten Zustand verlagert
wird, und die erste Flüssigkeit
in dem auf den ersten Flüssigkeitskanal 703 projizierten
Bereich des Wärmeerzeugungselements 702 kann
in Richtung der Ausstoßöffnung verschoben
werden, wodurch die Ausstoßmenge
erhöht
wird.
-
[Zweites Ausstoßprinzip]
-
24A und 24E zeigen
Schnittansichten (im Schnitt entlang einer Richtung des Flüssigkeitskanals)
zur Erläuterung
eines zweiten Ausstoßverfahrens
des erfindungsgemäßen Flüssigkeitsausstoßkopfs.
Da dieses Beispiel im wesentlichen das gleiche ist wie das erste
Ausstoßprinzip,
erfolgt die Erläuterung
unter Verwendung der gleichen Bezugszeichen.
-
In
einem in 24A dargestellten Ausgangszustand,
wird, ähnlich
wie in 23A, die Flüssigkeit in dem ersten Flüssigkeitskanal 703 durch
Kapillarkraft in die Nähe
der Ausstoßöffnung 711 gezogen.
In diesem Beispiel ist die Ausstoßöffnung 711 an einer
Abgangsseite eines auf den ersten Flüssigkeitskanal 703 projizierten
Bereichs des Wärmeerzeugungselements 702 angeordnet.
-
In
diesem Zustand wird das Wärmeerzeugungselement 702 schnell
aufgeheizt, wenn dem Wärmeerzeugungselement 702 Wärmeenergie
zugeführt
wird, mit dem Ergebnis, daß die
zweite Flüssigkeit
in dem Blasenbildungsbereich 707 erhitzt wird, um die Blase 706 zu
erzeugen (24B). Der dabei erzeugte Druck pflanzt
sich als eine Druckwelle durch die zweite Flüssigkeit in dem zweiten Flüssigkeitskanal 704 fort
und wirkt dann auf die bewegliche Trennmembran 705 ein,
mit dem Ergebnis, daß die
bewegliche Trennmembran 705 verlagert wird, um das Ausstoßen der
Flüssigkeit
in dem ersten Flüssigkeitskanal 703 zu
starten.
-
Wenn
die Blase 706, die auf der gesamten Oberfläche des
Wärmeerzeugungselements 702 erzeugt wurde,
schnell anwächst,
nimmt die Blase eine Filmform an (24C).
Die Ausdehnung der Blase 706 durch den sehr hohen Druck
in der Anfangsphase der Blasenerzeugung verursacht, daß die bewegliche
Trennmembran 705 weiter verlagert wird, mit dem Ergebnis,
daß das
Ausstoßen
der Flüssigkeit
in dem ersten Flüssigkeitskanal 703 aus
der Ausstoßöffnung 711 gefördert wird.
Hierbei wird, wie in 24C dargestellt
ist, in der beweglichen Trennmembran 705 von unmittelbar
nach dem Ausgangszustand an eine Abgangsseite 715B des beweglichen
Bereichs der Membran weiter als eine Zugangsseite 715A verlagert.
Dementsprechend wird die erste Flüssigkeit in dem ersten Flüssigkeitskanal 703 aus
dem Anfangszustand wirksam zu der Ausstoßöffnung 711 hin verschoben.
-
Danach
wird die Verlagerung der beweglichen Trennmembran 705 groß, wenn
die Blase 706 weiter angewachsen ist, da die Verlagerung
der beweglichen Trennmembran 705 und das Anwachsen der
Blase aus dem in 24C dargestellten Zustand gefördert werden
(24D). Insbesondere wird die erste Flüssigkeit
in dem ersten Flüssigkeitskanal 703 direkt
in Richtung der Ausstoßöffnung beschleunigt,
da die Abgangsseite 715B des beweglichen Bereichs zu der
Ausstoßöffnung weiter
verlagert wird als die Zugangsseite 715A und ein mittlerer
Abschnitt 715C, und es wird nur eine kleine Menge an Flüssigkeit
zu der Zugangsseite hin verschoben, da die Auslenkung der Zugangsseite 714A während des
gesamten Vorgangs klein ist.
-
Demzufolge
kann die Ausstoßleistung
(insbesondere die Aus stoßgeschwindigkeit)
verbessert werden, und das Nachfüllen
der Flüssigkeit
in den Düsen
und das Volumen des ausgestoßenen
Flüssigkeitströpfchens kann
stabilisiert werden.
-
Danach
werden die Abgangsseite 715B und der mittlere Abschnitt 715C der
beweglichen Trennmembran 705 weiter in Richtung der Ausstoßöffnung verlagert
und ausgedehnt, wenn die Blase 706 weiter angewachsen ist,
wodurch die vorstehend erwähnte
Wirkung erreicht wird (d. h., Verbesserung der Ausstoßleistung und
der Ausstoßgeschwindigkeit)
(24E). Insbesondere wird in der Anordnung der beweglichen
Trennmembran 705 unter diesen Umständen, da nicht nur die Verlagerung
der Schnittanordnung sondern auch eine Verlagerung und Ausdehnung
in der Breitenrichtung des Flüssigkeitskanals
ebenfalls groß wird,
ein Wirkbereich zum Verschieben der Flüssigkeit in dem ersten Flüssigkeitskanal 703 in
Richtung der Ausstoßöffnung groß, wodurch
die Ausstoßleistung
dementsprechend verbessert wird. Da die verformte Anordnung der
beweglichen Trennmembran 705 hierbei einer menschlichen
Nase ähnlich
ist, wird sie als "Nasengestalt" bezeichnet. Wie
in 24E dargestellt ist, weist
diese Nasengestalt eine "S"-förmige
Anordnung, in welcher ein Punkt B, welcher in dem Ausgangszustand
an der Zugangsseite war, an einem Punkt A, welcher in dem Ausgangszustand
an der Abgangsseite war, positioniert ist, oder, wie in 24E dargestellt ist, eine Anordnung, in welcher
die Punkte A und B an einer annähernd
gleichen Position angeordnet sind, auf.
-
[Beispiele der Verlagerung
der beweglichen Trennmembran]
-
25A bis 25C zeigen
Schnittansichten (im Schnitt entlang einer Richtung des Flüssigkeitskanals)
zur Erläuterung
von Verlagerungsschritten der beweglichen Trennmembran während des
Ausstoßvorgangs
des erfindungsgemäßen Flüssigkeitsausstoßkopfs.
-
In
diesem Beispiel werden bei der Darstellung die Blase, der erste
Flüssigkeitskanal
und die Ausstoßöffnung weggelassen,
da eine Erläuterung
insbesondere hinsichtlich der Verände rungen in dem beweglichen Bereich
und der Verlagerung der beweglichen Trennmembran erfolgt; in diesen
Figuren ist als grundlegende Anordnung der Projektionsbereich des
Wärmeerzeugungselements 702 in
dem zweiten Flüssigkeitskanal 704 der
Blasenbildungsbereich 707, und der zweite Flüssigkeitskanal 704 und
der erste Flüssigkeitskanal 703 sind immer
weitgehend voneinander isoliert (d. h., während der Verlagerung aus dem
Ausgangszustand). Ferner ist die Ausstoßöffnung an einer Abgangsseite
des abgangsseitigen Endes (dargestellt durch eine Linie H) des Wärmeerzeugungselements 702 angeordnet,
und der Zuführungsabschnitt
für die
erste Flüssigkeit
ist an einer Zugangsseite angeordnet. Nachstehend werden die Bezeichnungen "Zugangsseite" und "Abgangsseite" in bezug auf den
mittleren Abschnitt des beweglichen Bereichs der beweglichen Trennmembran 705 in
der Strömungsrichtung
der Flüssigkeit
in dem Flüssigkeitskanal
verwendet.
-
In
einem in 25A dargestellten Beispiel
ist die bewegliche Trennmembran 705 allmählich in
der Folge ((1)→(2)→(3)) aus
dem Ausgangszustand so verlagert, daß die Abgangsseite aus dem
Ausgangszustand weiter verlagert ist als die Zugangsseite, wodurch
insbesondere die Ausstoßgeschwindigkeit
verbessert werden kann, da das eine Arbeitsweise zum Verbessern
der Ausstoßleistung
und zum Verschieben der ersten Flüssigkeit in dem ersten Flüssigkeitskanal 703 zu
der Ausstoßöffnung hin
durch die abgangsseitige Verschiebung schafft. In 25A ist übrigens
der bewegliche Bereich im wesentlichen konstant.
-
In
einem in 25B dargestellten Beispiel
ist der bewegliche Bereich der beweglichen Trennmembran 705 erweitert,
wenn die bewegliche Trennmembran nach und nach in der Folge ((1)→(2)→(3)) verlagert
wird. In diesem Beispiel ist ein zugangsseitiges Ende des verlagerbaren
Bereichs fest angeordnet. Da die Abgangsseite der beweglichen Trennmembran 705 weiter
als die Zugangsseite verlagert wird und das Anwachsen der Blase
selbst zu der Ausstoßöffnung hin
gerichtet werden kann, kann die Ausstoßleistung weiter erhöht werden.
-
In
einem in 25C dargestellten Beispiel
sind die Abgangsseite und die Zugangsseite in dem gleichen Ausmaß verlagert,
oder die Zugangsseite ist weiter als die Abgangsseite verlagert,
während
die bewegliche Trennmembran 705 aus dem Ausgangszustand
(1) in einen Zustand (2) verlagert ist; wenn jedoch die Blase von
einem Zustand (3) zu einem Zustand (4) weiter anwächst, wird
die Abgangsseite der beweglichen Trennmembran weiter verlagert als
die Zugangsseite. Demzufolge kann die erste Flüssigkeit oberhalb des beweglichen
Bereichs ebenfalls zu der Ausstoßöffnung hin verschoben werden,
wodurch die Ausstoßleistung verbessert
und die Ausstoßmenge
vergrößert wird.
-
Ferner
wird in dem in 25C dargestellten Zustand (4),
da ein gewisser Punkt U auf der beweglichen Trennmembran 705 näher zu der
Ausstoßöffnung als
ein Punkt D, welcher an der Abgangsseite des Punkts U in dem Ausgangszustand
positioniert war, angeordnet ist, die Ausstoßleistung weiter durch den
Abschnitt, der zu der Ausstoßöffnung hin
vorsteht, erhöht.
Diese Gestalt wird übrigens
genauso benannt wie die vorstehend erwähnte Nasengestalt.
-
Obwohl
die Flüssigkeitsausstoßverfahren
mit den vorstehend beschriebenen Schritten oder Vorgängen in
die vorliegende Erfindung eingeschlossen sind, werden die in 25A bis 25C dargestellten
Verfahren nicht notwendigerweise unabhängig voneinander gehandhabt,
sondern es können
auch jeweilige Schritte in die vorliegende Erfindung eingeschlossen
sein. Ferner kann der Schritt, der die in 25C dargestellte
Nasengestalt aufweist, auf die in 25A und 25B dargestellten Verfahren angewendet werden. Die
dargestellte Dicke der beweglichen Trennmembran definiert nicht
die tatsächliche
Dicke.
-
<Vorrichtung zum Lenken der Richtung
für die
bewegliche Trennmembran>
-
Nachstehend
wird eine Lenkungsvorrichtung zum Lenken der Verlagerung (Verschiebung,
Ausdehnung oder Verlängerung)
der beweglichen Trennmembran, die durch die Blase in Richtung der
Ausstoßöffnung verursacht
wird, um die vorstehend erwähnten
Ausstoßprinzipien
zu verwirklichen, unter Verwendung von Beispielen 1 bis 6 erläutert.
-
[Beispiel 1]
-
26A bis 26C zeigen
Ansichten zur Darstellung eines ersten Beispiels eines erfindungsgemäßen Flüssigkeitsausstoßkopfs mit
der vorstehend erwähnten
Lenkungsvorrichtung, wobei 26A eine Schnittansicht
(im Schnitt entlang einer Richtung des Flüssigkeitskanals) zur Darstellung
eines Zustands ohne Blasenbildung zeigt, 26B eine
Schnittansicht (im Schnitt entlang einer Richtung des Flüssigkeitskanals) zur
Darstellung eines Blasenbildungszustands zeigt und 26C eine Ansicht zur Darstellung eines Aufbaus eines
zweiten Flüssigkeitskanals
zeigt.
-
Wie
in 26A bis 26C dargestellt
ist, ist in dem ersten Beispiel ein zweiter Flüssigkeitskanal 804 für Blasenbildungsflüssigkeit
auf einem Substrat 810, auf welchem ein Wärmeerzeugungselement 802 zum
Erzeugen von Wärmeenergie
zum Erzeugen einer Blase in der Flüssigkeit angeordnet, und ein
erster Flüssigkeitskanal 803,
der mit einer Ausstoßöffnung 801 in
gerader Richtung in Verbindung steht, ist auf dem zweiten Flüssigkeitskanal
angeordnet. Ferner ist eine bewegliche Trennmembran 805,
die aus einer Dünnschicht,
die aus anorganischem Material mit Elastizität ausgebildet ist, zwischen
dem ersten Flüssigkeitskanal 803 und dem
zweiten Flüssigkeitskanal 804 angeordnet,
so daß die
Ausstoßflüssigkeit
in dem ersten Flüssigkeitskanal 803 von
der Blasenbildungsflüssigkeit
in dem zweiten Flüssigkeitskanal 804 durch
die bewegliche Trennmembran 805 isoliert ist.
-
Beim
Erhitzen des Wärmeerzeugungselements 802 wirkt
Wärme auf
die Blasenbildungsflüssigkeit
in einem Blasenerzeugungsbereich 807 zwischen der beweglichen
Trennmembran 805 und dem Wärmeerzeugungselement 802 mit
dem Ergebnis ein, daß in
der Blasenbildungsflüssigkeit
eine Blase durch eine Filmsie deerscheinung erzeugt wird. Der Druck
von der Blase wirkt vorzugsweise auf die bewegliche Trennmembran 805 mit
dem Ergebnis ein, daß die
bewegliche Trennmembran 805 verlagert wird, um weit in
Richtung der Ausstoßöffnung 801 ausgedehnt
zu werden, wie in 26B dargestellt ist. Folglich
ist der Druck der Blase, die in dem Blasenbildungsbereich 807 erzeugt
wird, zu der Ausstoßöffnung 801 hin
gerichtet.
-
In
diesem Beispiel ist der zweite Flüssigkeitskanal 804 zu
einer abgangsseitigen Richtung des Blasenbildungsbereichs 807 hin,
der unmittelbar über
dem Wärmeerzeugungselement 802 angeordnet
ist, verlängert, so
daß ein
Strömungswiderstand
in dem Abgang des Wärmeerzeugungselements 802 mit
dem Ergebnis klein wird, daß der
Druck der Blase, der durch die Wärme
des Wärmeerzeugungselements 802 erzeugt
wird, vorwiegend in die Abgangsrichtung gerichtet ist. Mit dieser
Anordnung wird die bewegliche Trennmembran ebenfalls in die Abgangsrichtung
verlagert, wodurch hohe Ausstoßleistung
und Ausstoßkraft
erzielt werden.
-
Ferner
kann durch Regulierung der Größe der Blase
in dem zweiten Flüssigkeitskanal
der Effekt gestartet werden, sobald die Blase erzeugt ist, da die
Regulierung direkt auf die Blase selbst einwirkt. Da die bewegliche
Trennmembran 805 durch das Zusammenziehen der Blase (Verminderung
des Drucks) schnell in die Ausgangslage (nicht verformter Zustand)
zurückkehrt,
wenn sich die Blase 806 zusammenzieht, kann ferner die
Wirkrichtung des Drucks gesteuert werden, und die Nachfüllgeschwindigkeit
der Ausstoßflüssigkeit
in den ersten Flüssigkeitskanal 803 wird
erhöht,
wodurch ein beständiger
Ausstoß selbst
beim Aufzeichnen mit hoher Geschwindigkeit erreicht wird.
-
[Beispiel 2]
-
27A und 27B zeigen
Ansichten zur Darstellung eines zweiten Beispiels eines erfindungsgemäßen Flüssigkeitsausstoßkopfs mit
der vorstehend erwähnten
Lenkungsvorrichtung, wobei 27A eine Schnittansicht
zur Darstellung eines nicht blasenbildenden Zustands und 26B eine Schnittansicht zur Darstellung eines
Blasenbildungszustands zeigt.
-
Wie
in 27A und 27B dargestellt
ist, ist in diesem Beispiel eine Wand eines zweiten Flüssigkeitskanals 814,
die näher
zu der Ausstoßöffnung als
das Wärmeerzeugungselement 802 liegt,
abgeschrägt, so
daß sie
sich der Ausstoßöffnung nähert. Mit
dieser Anordnung wird der Strömungswiderstand
des Blasenerzeugungsbereichs 807 und dessen Umgebung in
Richtung der Ausstoßöffnung kleiner,
mit dem Ergebnis, daß der
Druck einer Blase 816, die durch die Wärme des Wärmeerzeugungselements 802 erzeugt
wird, vorwiegend auf die Ausstoßöffnung gerichtet
ist, wodurch eine hohe Ausstoßleistung
und eine hohe Ausstoßkraft erhalten
werden.
-
28A und 28B zeigen
Schnittansichten (im Schnitt entlang einer Richtung des Flüssigkeitskanals)
zur Darstellung von Abwandlungen des in 27A und 27B dargestellten Flüssigkeitsausstoßkopfs, wobei 28A eine Ansicht zur Darstellung eine Abwandlung
zeigt, in welcher ein Teil der Wand des zweiten Flüssigkeitskanals
in Stufenform ausgebildet ist, und 28B eine
Ansicht zur Darstellung einer Abwandlung zeigt, in welcher ein Teil
einer Wand eines zweiten Flüssigkeitskanals
so ausgebildet ist, daß er
einen Krümmungsradius
aufweist.
-
In
der in 28A dargestellten Abwandlung
ist eine Wand eines zweiten Flüssigkeitskanals 824,
die näher
zu der Ausstoßöffnung als
das Wärmeerzeugungselement 802 liegt,
abgestuft, so daß sie
sich der Ausstoßöffnung annähert, und
in der in 28B dargestellten Abwandlung
ist eine Wand eines zweiten Flüssigkeitskanals 834,
die näher
zu der Ausstoßöffnung als
das Wärmeerzeugungselement 802 liegt,
gekrümmt
(mit einem Krümmungsradius),
um sich der Ausstoßöffnung anzunähern. Mit
diesen Anordnungen wird in beiden Fällen der Strömungswiderstand
des Blasenbildungsbereichs 807 und dessen Umgebung in Richtung
der Ausstoßöffnung kleiner,
mit dem Ergebnis, daß der
Druck der Blase, die durch die Wärme
des Wärmeerzeugungselements 902 erzeugt
wird, vorwiegend zu der Ausstoßöffnung hin
gerichtet ist, wodurch hohe Ausstoßleistung und Ausstoßkraft,
wie in dem in 27A und 27B dargestellten
Beispiel, erhalten werden.
-
[Beispiel 3]
-
29A und 29B zeigen
Ansichten zur Darstellung eines dritten Beispiels eines erfindungsgemäßen Flüssigkeitsausstoßkopfs mit
der vorstehend erwähnten
Lenkungsvorrichtung, wobei 29A eine Draufsicht
zur Darstellung einer Lagebeziehung zwischen einem zweiten Flüssigkeitskanal
und einem Wärmeerzeugungselement
und 29B eine perspektivische Ansicht
von 29A zeigt (eine Ausstoßöffnung ist in 29A links angeordnet).
-
In
dem zweiten Flüssigkeitskanal
gemäß diesem
Beispiel ist, wie in 29A und 29B dargestellt ist, in der Nähe des Wärmeerzeugungselements 842 eine
Breite eines zweiten Flüssigkeitskanals 844 nach und
nach von einer Zugangsseite zu einer Abgangsseite auf geweitet.
-
Nachstehend
wird ein Ausstoßvorgang
des Flüssigkeitsausstoßkopfs mit
dem vorstehend beschriebenen Aufbau ausführlich erläutert.
-
30A bis 30E zeigen
Ansichten zum Erläutern
eines Ausstoßvorgangs
des in 29A und 29B dargestellten
Flüssigkeitsausstoßkopfs in
Zeitrafferweise, wobei (A) in 30A bis 30E (linke Figuren) Schnittansichten im Schnitt
entlang einer Linie B-B in 29A,
(B) in 30A bis 30E (mittlere Figuren)
Schnittansichten entlang einer Linie A-A in 29A,
und (C) in 30A bis 30E (rechte
Figuren) Schnittansichten im Schnitt entlang einer Linie C-C in 29A zeigen.
-
In 30A wird dem Wärmeerzeugungselement 842 keine
elektrische Energie zugeführt,
damit das Wärmeerzeugungselement 842 keine
Wärme erzeugt.
Eine bewegliche Trennmembran 845 ist an einer ersten Position,
die weitgehend parallel zu einem Substrat 820 ist, angeordnet.
-
Wenn
dem Wärmeerzeugungselement 842 elektrische
Energie zugeführt
wird, wird ein Teil der Blasenbildungsflüssigkeit, die in einen Blasenbildungsbereich 847 eingefüllt ist,
durch die von dem Wärmeerzeugungselement 842 erzeugte
Wärme aufgeheizt,
wodurch eine Blase 846 durch Filmsieden erzeugt wird (30B).
-
Die
erzeugte Blase 846 wächst
durch die Wärme
von dem Wärmeerzeugungselement 842 schnell
an. Hierbei wächst
ein mittlerer Abschnitt der Blase an dem mittleren Abschnitt stark
an, da der zweite Flüssigkeitskanal 844 die
in 29A und 29B dargestellte
Gestalt hat, und beide Endabschnitte der Blase wachsen an der Abgangseite
mit dem Ergebnis stark an, daß die
bewegliche Trennmembran 845 entsprechend verlagert wird
(30C).
-
Wenn
die Blase 846 weiter anwächst, wächst der mittlere Abschnitt
der Blase an der Abgangsseite am meisten an, mit dem Ergebnis, daß die Abgangsseite
der beweglichen Trennmembran 845 weit verlagert wird (30D).
-
Danach
kehrt die verformte bewegliche Trennmembran 845 durch Unterdruck
infolge des Zusammenziehens der Blase 846 und einer Wiederherstellungskraft
durch die Federeigenschaft der beweglichen Trennmembran 845 selbst
zu ihrer Ausgangslage zurück
(30E), wenn sich durch die Verminderung des inneren Drucks
der Blase die Blase 846 zusammenzieht und sie verschwindet
(charakteristisches Merkmal des Vorgangs des Filmsiedens).
-
Auf
diese Weise wird der Druck, der durch die Erzeugung der Blase 846 verursacht
wird, allmählich vorwiegend
in die abgangsseitige Richtung (d. h., zu der Ausgangsöffnung hin)
gelenkt.
-
Demzufolge
wird der Strömungswiderstand
an dem Blasenbildungsbereich 847 und in dessen Umgebung
in Richtung der Ausstoßöffnung kleiner,
mit dem Ergebnis, daß der
Druck der Blase 846, der durch die Wärme des Wärmeerzeugungselements 842 erzeugt
wird, vorwiegend zu der Ausstoßöffnung hin
gelenkt wird, wodurch hohe Ausstoßleistung und Ausstoßkraft erreicht
werden. Ferner kann die erste Flüssigkeit
in dem projizierten Abschnitt des Wärmeerzeugungselements 842 in
Richtung der Ausstoßöffnung verschoben werden,
wodurch die Ausstoßmenge
erhöht
wird.
-
31A bis 31C zeigen
Ansichten zur Darstellung von Abwandlungen des Flüssigkeitsausstoßkopfs von 29A und 29B,
wobei 31A eine Ansicht zur Darstellung
einer Abwandlung zeigt, in welcher die Breite des zweiten Flüssigkeitskanals
in der Nähe
des Wärmeerzeugungselements
nach und nach auf stufenförmige
Weise von der Zugangsseite zu der Abgangsseite aufgeweitet ist, 31B eine Ansicht zur Darstellung einer Abwandlung
zeigt, in welcher die Breite des zweiten Flüssigkeitskanals in der Nachbarschaft
des Wärmeerzeugungselements
nach und nach aufgeweitet ist, um einen bestimmten Krümmungsradius
von der Zugangsseite zu der Abgangsseite zu haben, und 31C eine Ansicht zur Darstellung einer Abwandlung zeigt,
in welcher die Breite des zweiten Flüssigkeitskanals in der Nähe des Wärmeerzeugungselements
nach und nach in einer Umkehrung der Krümmung von der Zugangsseite
zu der Abgangsseite aufgeweitet ist. In diesen Figuren ist die Ausstoßöffnung an
der linken Seite angeordnet.
-
In
der in 31A dargestellten Abwandlung
ist die Breite eines zweiten Flüssigkeitskanals 854 in
der Nähe
eines Wärmeerzeugungselements 842 nach
und nach auf stufenförmige
Weise von der Zugangsseite zu der Abgangsseite aufgeweitet, in der
in 31B dargestellten Abwandlung
ist die Breite eines zweiten Flüssigkeitskanals 864 in
der Nachbarschaft des Wärmeerzeugungselements 842 nach
und nach aufgeweitet, um einen bestimmten Krümmungsradius von der Zugangsseite
zu der Abgangsseite zu haben, und in der in 31C dargestellten
Abwandlung ist die Breite eines zweiten Flüssigkeitskanals 847 in
der Nähe
des Wärmeerzeugungselements 842 nach
und nach in einer Umkehrung der Krümmung (in bezug auf 31B) von der Zugangsseite zu der Abgangsseite
aufgeweitet. Daher wird in jedem der Fälle der Strömungswiderstand an einem Blasenbildungsbereich 847 und
dort herum in Richtung der Ausstoßöffnung kleiner, mit dem Ergebnis,
daß der
Druck der Blase, der durch die Wärme
des Wärmeerzeugungselements
erzeugt wird, vorwiegend zu der Ausstoßöffnung hin gelenkt wird, wodurch
hohe Ausstoßleistung
und Ausstoßkraft
erreicht werden.
-
[Beispiel 4]
-
32 zeigt eine Schnittansicht (im Schnitt entlang
einer Richtung eines Flüssigkeitskanals)
zur Darstellung eines vierten Beispiels eines erfindungsgemäßen Flüssigkeitsausstoßkopfs mit
der vorstehend erwähnten
Lenkungsvorrichtung.
-
Wie
in 32 dargestellt ist, ist in diesem Beispiel ein
zweiter Flüssigkeitskanal 904 für Blasenbildungsflüssigkeit
auf einem Substrat 908 angeordnet, auf welchem ein Wärmeerzeugungselement 902 (in
diesem Beispiel ein Widerstandskörper
zur Wärmeerzeugung
mit einer Abmessung von 40 μm × 105 μm) für die Erzeugung
von Wärmeenergie
zum Erzeugen einer Blase in der Flüssigkeit angeordnet, und ein
erster Flüssigkeitskanal 903;
der mit einer Ausstoßöffnung 901 in
gerader Richtung in Verbindung steht, ist in dem zweiten Flüssigkeitskanal
angeordnet. Ferner ist eine bewegliche Trennmembran 905,
die aus einer Dünnschicht, die
aus anorganischem Material mit Elastizität hergestellt ist, zwischen
dem ersten Flüssigkeitskanal 903 und dem
zweiten Flüssigkeitskanal 904 so
angeordnet, daß Ausstoßflüssigkeit
in dem ersten Flüssigkeitskanal 903 von
Blasenbildungsflüssigkeit
in dem zweiten Flüssigkeitskanal 904 durch
die bewegliche Trennmembran 905 abgetrennt ist.
-
Durch
Aufheizen des Wärmeerzeugungselements 902 wird
durch die Erscheinung des Filmsiedens in der Blasenbildungsflüssigkeit
eine Blase erzeugt. In dem zweiten Flüssigkeitskanal 904 wirkt,
wenn ein Strömungswiderstand
R1 an einer Abgangsseite der Mitte des Wärmeerzeugungselements 904 größer als
ein Strömungswiderstand
R2 an der Zugangsseite gewählt wird,
eine abgangsseitige Komponente des Drucks in der Blase an der Abgangsseite
der Mitte des Wärmeerzeugungselements 902 vorzugsweise
an der beweglichen Trennmembran 905; andererseits wirkt
eine zugangsseitige Komponente nicht nur auf die bewegliche Trennmembran 905 ein,
sondern wirkt auch auf die Zugangsseite ein.
-
Dadurch
wird die bewegliche Trennmembran 905 weit zu der Ausstoßöffnung hin
verlagert, wenn sich das Wachstum der Blase fortsetzt. Demzufolge
ist der Druck der Blase, die in einem Blasenbildungsbereich 907 erzeugt
wird, zu der Ausstoßöffnung 901 hin
gerichtet.
-
Nachstehend
wird ein Ausstoßvorgang
des Flüssigkeitsausstoßkopfs mit
dem vorstehend beschriebenen Aufbau ausführlich erläutert.
-
33A bis 33D zeigen
Ansichten zur Erläuterung
der Arbeitsweise des in 32 dargestellten Flüssigkeitsausstoßkopfs.
-
In 33A wird dem Wärmeerzeugungselement 902 keine
Energie, wie z. B. elektrische Energie, zugeführt, damit von dem Wärmererzeugungselement 902 keine
Wärme erzeugt
wird.
-
Wenn
dem Wärmeerzeugungselement 902 elektrische
Energie zugeführt
wird, wird ein Teil der in den Blasenerzeugungsbereich 907 eingefüllten Blasenbildungsflüssigkeit
durch die von dem Wärmeerzeugungselement 902 erzeugte
Wärme erhitzt,
wodurch durch Filmsieden eine Blase 906 erzeugt wird. Wenn
die Blase 906 erzeugt wird, wird die bewegliche Trennmembran 905 durch
den Druck in der Blase 906 aus einer ersten Position in
eine zweite Position verlagert (33B).
-
Es
ist wichtig, daß,
wie vorstehend erwähnt,
in dem zweiten Flüssigkeitskanal 904 der
Strömungswiderstand
an der Abgangsseite (Ausstoßöffnungsseite)
der Mitte des Wärmeerzeugungselements 902 größer als
der Strömungswiderstand
an der Zugangsseite gewählt
wird, so daß die
abgangsseitige Druckkomponente des Drucks in der Blase vorzugsweise
auf die bewegliche Trennmembran 905 einwirkt.
-
Wenn
die Blase 906 weiter angewachsen ist, ist eine waagerechte
Komponente der abgangsseitigen Druckkomponente durch den zugangsseitigen
Strömungswiderstand
nach oben gerichtet. Demzufolge wirkt fast die ganze abgangsseitige
Druckkomponente vorzugsweise auf die bewegliche Trennmembran 905 ein, wodurch
die bewegliche Trennmembran 905 stärker zu dem ersten Flüssigkeitskanal 903 hin
verlagert wird. Folglich ist die bewegliche Trennmembran 905 stark
in Richtung einer Ausstoßöffnung 901 gewölbt (33C).
-
Auf
diese Weise ist die Blase 906 durch allmähliches
Verlagern des abgangsseitigen Abschnitts der beweglichen Trennmembran 905 zu
der Ausstoßöffnung 901 hin
entsprechend dem Anwachsen der Blase 906 in der Abgangsrichtung
angewachsen, und die bewegliche Trennmembran 905 ist stark
in Richtung der Ausstoßöffnung gewölbt, wobei
der Druck der Blase 906 einheitlich zu der Ausstoßöffnung 901 hin
gerichtet ist. Demzufolge ist die Ausstoßleistung für das Ausstoßen der
Flüssigkeit
aus der Ausstoßöffnung 901 verbessert. Wenn
der Blasendruck zu der Ausstoßöffnung 901 gerichtet
ist, behindert die bewegliche Trennmembran 905 diese fast
nicht, mit dem Ergebnis, daß die
Fortpflanzungsrichtung des Drucks und die Richtung des Anwachsens
der Blase 906 entsprechend der Größe des fortgepflanzten Drucks
wirksam gesteuert werden können.
-
Wenn
sich die Blase 906 durch Verminderung des inneren Drucks
der Blase zusammengezogen hat und verschwunden ist (charakteristische
Eigenschaft der Erscheinung des Filmsiedens), wird danach die bewegliche
Trennmembran 905, welche zu der zweiten Position verlagert
wurde, durch den Unterdruck infolge des Zusammenziehens der Blase 906 zu
dem zweiten Flüssigkeitskanal 904 über die
erste Position verlagert und kehrt dann in die in 33A dargestellte Ausgangsposition (erste Position)
zurück
(33D). Wenn die Blase verschwunden ist, strömt die Flüssigkeit
von der Seite der gemeinsamen Flüssigkeitskammer
(dargestellt durch Pfeile VD1, VD2) und von der Seite der Ausstoßöffnung 901 (dargestellt
durch einen Pfeil VC) zurück, um das
Volumen entsprechend der ausgestoßenen Flüssigkeit auszugleichen. Auf ähnliche
Weise strömt
die Flüssigkeit
in den zweiten Flüssigkeitskanal 904 von
der Zugangsseite her ein.
-
Nachstehend
erfolgt eine ergänzende
Erläuterung
des vorstehend beschriebenen Flüssigkeitsausstoßkopfs.
-
34 zeigt eine Ansicht zum Erklären des zweiten Flüssigkeitskanals 904 des
in 32 und 33A bis 33D dargestellten Flüssigkeitsausstoßkopfs,
in welcher der zweite Flüssigkeitskanal 904 bei Betrachtung
von oben dargestellt ist, wobei die bewegliche Trennmembran 905 nicht
dargestellt ist.
-
In
dem zweiten Flüssigkeitskanal 904 sind
Einengungen 909a, 909b mit dazwischen angeordnetem Wärmeerzeugungselement 902 angeordnet,
um eine Kammer (Blasenbildungskammer) zum Verhindern, daß der Druck
der Blase durch den zweiten Flüssigkeitskanal 904 entweicht,
abzugrenzen. In den Einengungen 909a, 909b des
zweiten Flüssigkeitskanals 904 ist
ein Öffnungsabschnitt
an einer Abgangsseite (Seite der Ausstoßöffnung) enger als ein Öffnungsabschnitt
an einer Zugangsseite (Seite der gemeinsamen Flüssigkeitskammer). Dadurch,
daß der Öffnungsabschnitt
der Abgangsseite enger gemacht ist, kann der Strömungswiderstand in dem zweiten
Flüssigkeitskanal 904 an
der Abgangsseite größer gemacht
werden, und der Strömungswiderstand
an der Zugangsseite kann kleiner gemacht werden, mit dem Ergebnis,
daß die
abgangsseitige Druckkomponente des Blasendrucks vorzugsweise und
wirksam auf die bewegliche Trennmembran 905 einwirkt, um
die bewegliche Trenn membran 905 zu dem ersten Flüssigkeitskanal 903 hin
zu drücken,
wodurch die Flüssigkeit
in dem ersten Flüssigkeitskanal 903 wirksam
mit hoher Ausstoßkraft
ausgestoßen
wird. Die abgangsseitige Einengung 909a der Blasenbildungskammer
in dem zweiten Flüssigkeitskanal 904 dient
dazu, Blasen, die in der Blasenkammer verbleiben, zu entfernen.
-
Die
Gestaltung des zweiten Flüssigkeitskanals 904 ist übrigens
nicht auf die eine vorstehend beschriebene Gestaltung beschränkt, es
kann irgendeine Gestaltung, welche den Blasendruck auf die bewegliche Trennmembran 905 wirksam übertragen
kann, verwendet werden.
-
Wie
vorstehend ausgeführt
wurde, kann entsprechend der vorstehend beschriebenen Anordnung durch
Auswählen
des Strömungswiderstands
an der Abgangsseite (der Mitte des Wärmeerzeugungselements) in dem
zweiten Flüssigkeitskanal
so, daß er
größer ist
als der Strömungswiderstand
an der Zugangsseite, Flüssigkeit,
die auf Erhitzen empfindlich reagiert, oder hochviskose Flüssigkeit
wirksam mit hoher Ausstoßkraft
ausgestoßen
werden, da sich die durch den Blasendruck verlagerte bewegliche
Trennmembran zu der abgangsseitigen Richtung hin vergrößert.
-
[Beispiel 5]
-
35 zeigt eine Schnittansicht (im Schnitt entlang
einer Richtung des Flüssigkeitskanals)
zur Darstellung eines fünften
Beispiels eines erfindungsgemäßen Flüssigkeitsausstoßkopfs mit
der vorstehend erwähnten
Lenkungsvorrichtung in einem blasenbildenden Zustand.
-
Wie
in 35 dargestellt ist, ist in diesem Beispiel ein
zweiter Flüssigkeitskanal 914 für Blasenbildungsflüssigkeit
auf einem Substrat 918, auf welchem ein Wärmeerzeugungselement 912 zum
Erzeugen von Wärmeenergie
zum Erzeugen einer Blase in der Flüssigkeit angeordnet ist, angeordnet,
und ein erster Flüssigkeitskanal 913,
der mit einer Ausstoßöffnung 911 in
gerader Richtung in Verbindung steht, ist auf dem zweiten Flüssigkeitskanal
angeordnet. Ferner ist eine bewegliche Trennmembran 915,
die aus einer Dünnschicht ausgebildet
ist, welche aus anorganischem Material mit Elastizität hergestellt
ist, zwischen dem ersten Flüssigkeitskanal 913 und
dem zweiten Flüssigkeitskanal 914 so
angeordnet, daß Ausstoßflüssigkeit
in dem ersten Flüssigkeitskanal 913 von
Blasenbildungsflüssigkeit
in dem zweiten Flüssigkeitskanal 914 durch
die bewegliche Trennmembran 915 abgetrennt ist.
-
Das
entscheidende Merkmal in diesem Beispiel ist, daß eine Höhe einer Deckplatte 919,
die den ersten Flüssigkeitskanal 913 an
dem projizierten Bereich des Wärmeerzeugungselements 912 begrenzt,
an einer Abgangsseite, wo die Ausstoßöffnung 911 angeordnet
ist, größer ist
als an einer Zugangsseite, wo eine gemeinsame Flüssigkeitskammer (nicht dargestellt)
angeordnet ist.
-
In
einer Flüssigkeitsausstoßvorrichtung
mit dem vorstehend genannten Aufbau wird durch Aufheizen des Wärmeerzeugungselements 912 eine
Blase 916 in der Blasenbildungsflüssigkeit durch Filmsieden erzeugt.
Wenn die Blase 916 erzeugt wird, wird die bewegliche Trennmembran
zu dem ersten Flüssigkeitskanal 913 hin
verlagert. Da sie jedoch so aufgebaut ist, daß die Höhe des ersten Flüssigkeitskanals 913 an
der Abgangsseite größer als
an der Zugangsseite ist, wird die bewegliche Trennmembran 915 zu
dem ersten Flüssigkeitskanal 913 hin
an der Abgangsseite mehr verlagert als an der Zugangsseite. Demzufolge
wird der Druck der Blase 916, der in einem Blasenerzeugungsbereich
erzeugt wird, zu der Ausstoßöffnung 911 hin
gerichtet.
-
Nachstehend
wird ein Ausstoßvorgang
des Flüssigkeitsausstoßkopfs mit
dem vorstehend beschriebenen Aufbau ausführlich erläutert.
-
36A bis 36D zeigen
Ansichten zur Erläuterung
der Arbeitsweise des in 35 dargestellten Flüssigkeitsausstoßkopfs.
-
In 36A wird Energie, wie z. B. elektrische Energie,
dem Wärmeerzeugungselement 912 nicht
zugeführt,
um keine Wärme
von dem Wärmeerzeugungselement 912 zu
erzeugen. Die bewegliche Trennmembran 915 ist in einer
ersten Lage, die weitgehend parallel zu dem Substrat 918 ist,
angeordnet.
-
Wenn
dem Wärmeerzeugungselement 912 elektrische
Energie zugeführt
wird, wird ein Teil der in einen Blasenbildungsbereich 917 eingefüllten Blasenbildungsflüssigkeit
durch von dem Wärmeerzeugungselement 912 erzeugte
Wärme erhitzt,
wodurch eine Blase 916 durch Filmsieden erzeugt wird. Demzufolge
wird ein Abschnitt der beweglichen Trennmembran 915 gegenüber dem
Blasenerzeugungsbereich 917 zu dem ersten Flüssigkeitskanal 913 hin
verlagert (36B).
-
Wenn
die Blase 916 weiter anwächst, wird die bewegliche Trennmembran 915 entsprechend
dem Druck der Blase weiter zu dem ersten Flüssigkeitskanal 913 hin
verlagert, um eine zweite Lage zu erreichen. Hierbei wird die bewegliche
Trennmembran 915 zu dem ersten Flüssigkeitskanal 913 hin
an der Abgangsseite weiter verlagert als an der Zugangsseite (36C). Daher kann die Ausstoßleistung weiter verbessert
werden.
-
Wenn
sich die Blase 906 durch Verminderung des inneren Drucks
der Blase zusammengezogen hat und verschwunden ist (charakteristische
Eigenschaft der Erscheinung des Filmsiedens), kehrt dann die bewegliche
Trennmembran 915, welche zu der zweiten Lage verlagert
wurde, durch den Unterdruck infolge des Zusammenziehens der Blase 916 allmählich zu
der in 36A dargestellten Ausgangslage
(erste Lage) zurück
(36D). Wenn die Blase verschwunden ist, strömt die Flüssigkeit
von der Zugangsseite, d. h., von der Seite der gemeinsamen Flüssigkeitskammer
und von der Seite der Ausstoßöffnung 901 ein,
um das Volumen entsprechend der ausgestoßenen Flüssigkeit auszugleichen. Demzufolge
kann das Zurückziehen
des Meniskus durch Verringerung des Volumens der Flüssigkeit
entsprechend dem Ausmaß an
Verlagerung der Seite des ersten Flüssigkeitskanals 913,
das verursacht wird, wenn die bewegliche Trennmembran 915 auf
den zweiten Flüssigkeitskanal 914 zu
verlagert wird, unterdrückt
werden, wodurch die Nachfüllzeit
verringert wird.
-
[Beispiel 6]
-
37 zeigt eine Schnittansicht (im Schnitt entlang
einer Richtung des Flüssigkeitskanals)
zur Darstellung eines sechsten Beispiels eines erfindungsgemäßen Flüssigkeitsausstoßkopfs mit
der vorstehend genannten Lenkungsvorrichtung in einem blasenbildenden
Zustand.
-
Wie
in 37 dargestellt ist, unterscheidet sich dieses
Beispiel von dem in 35 dargestellten Beispiel in
dem Punkt, daß sich
eine Gestaltung einer Deckplatte 929, d. h., eine Gestaltung
eines ersten Flüssigkeitskanals 923,
von der des fünften
Beispiels unterscheidet, wohingegen die anderen Anordnungen die
gleichen sind wie in dem fünften
Beispiel.
-
Wie
in 37 dargestellt ist, ist in diesem Beispiel hinsichtlich
der Höhe
einer Deckplatte 929 deren einer Abschnitt an einer Zugangsseite
des Wärmeerzeugungselements 912 niedriger
als die Höhe
der anderen Abschnitte der Deckplatte.
-
Wenn
eine Blase 926 erzeugt wird, wird die bewegliche Membran 915 auf
den ersten Flüssigkeitskanal 923 zu
verlagert. Die bewegliche Trennmembran 915 wird jedoch
zu dem ersten Flüssigkeitskanal 923 hin
an der Abgangsseite stärker
verlagert als an der Zugangsseite, da dieser so gestaltet ist, daß der Abschnitt
der Deckplatte an der Zugangsseite des Wärmeerzeugungselements 912 niedriger
liegt als die Höhe
der anderen Abschnitte der Deckplatte. Demzufolge ist der Druck
der Blase 926, die in einem Blasenbildungsbereich erzeugt
wird, zu der Ausstoßöffnung 911 hin
gerichtet. Da ferner der Strömungswiderstand
in dem ersten Flüssigkeitskanal 923 an
der Zugangsseite größer ist
als an der Abgangsseite, ist die Ausstoßleistung verbessert, und das
Nachfüllvermägen ist weiter
verbessert, da die Fähigkeit
zum Zuführen
von der Zugangsseite in den ersten Flüssigkeitskanal ausgezeichnet
ist.
-
In
den vorstehend angeführten
Beispielen, in welchen die vorliegende Erfindung unter Verwendung des
Ausstoßsystems,
in welchem die Flüssigkeit
in einer Richtung ausgestoßen
wird, die parallel zu der Strömungsrichtung
der Flüssigkeit
in dem ersten Flüssigkeitskanal
ist, erläutert
wurde, ist die vorliegende Erfindung nicht auf ein derartiges Ausstoßsystem
beschränkt,
solange eine Ausstoßöffnung an
einer Abgangsseite eines Blasenerzeugungsbereichs angeordnet ist,
und die vorliegende Erfindung kann auf ein Ausstoßsystem angewendet
werden, in welchem Flüssigkeit
in einer Richtung senkrecht zu einer Strömungsrichtung der Flüssigkeit
in einem ersten Flüssigkeitskanal
ausgestoßen
werden kann.
-
38A und 38B zeigen
Schnittansichten (im Schnitt entlang einer Richtung des Flüssigkeitskanals)
zur Darstellung eines Beispiels, in welchem die vorliegende Erfindung
auf einen Flüssigkeitsausstoßkopf angewendet
ist, in welchem eine Ausstoßöffnung an
einer Abgangsseite eines Blasenbildungsbereichs derart angeordnet
ist, daß die
Flüssigkeit
in einer Richtung senkrecht zu einer Strömungsrichtung einer Flüssigkeit
in einem ersten Flüssigkeitskanal
ausgestoßen
wird.
-
Wie
in 38A und 38B dargestellt
ist, kann in einer Anordnung, in welcher eine Ausstoßöffnung 951 in
einer Richtung senkrecht zu einer Strömungsrichtung einer Flüssigkeit
in einem ersten Flüssigkeitskanal 953 angeordnet
ist, solange die Ausstoßöffnung 951 an
einer Abgangsseite eines Blasenbildungsbereichs 957 angeordnet
ist, die gleiche Wirkung durch Verwenden des Aufbaus irgendeines
der vorstehenden Beispiele erreicht werden. In 38A und 38B bezeichnet
ein Bezugszeichen 955 eine bewegliche Trennmembran; 954 bezeichnet
einen zweiten Flüssigkeitskanal; 952 bezeichnet
ein Wärmeerzeugungselement;
und 956 bezeichnet eine Blase, die durch das Wärmeerzeugungselement
erzeugt wird.
-
<Ausdehnungsvermögen der Membran und Flüssigkeitsausstoßvorgang>
-
Die
vorstehend angeführten
Beispiele zur Verbesserung der Ausstoßleistung nutzen das Ausdehnungsvermögen der
Membran. Es kann jedoch ein Verfahren verwendet werden, in welchem
eine Membran zuvor hin zu einem zweiten Flüssigkeitskanal entsprechend
einem Maß an
Auslenkung der Membran, welche durch eine Blase verursacht wird,
verformt wurde. Nachstehend wird ein Flüssigkeitsausstoßkopf mit
einer solchen Membran unter Verwendung von Beispielen erläutert.
-
[Beispiel 1]
-
43A und 43B zeigen
Schnittansichten (im Schnitt entlang einer Richtung des Flüssigkeitskanals)
zur Darstellung eines ersten Beispiels eines derartigen Flüssigkeitsausstoßkopfs,
wobei 43A eine Ansicht zur Darstellung
eines nicht blasenbildenden Zustands und 43B eine
Ansicht zur Darstellung eines blasenbildenden Zustands zeigt.
-
Wie
in 43A und 43B dargestellt
ist, ist in diesem Beispiel ein zweiter Flüssigkeitskanal 2304 für Blasenbildungsflüssigkeit
auf einem Substrat 2310 angeordnet, auf welchem ein Wärmeerzeugungselement 2302 zum
Erzeugen von Wärmeenergie
zum Ausbilden einer Blase in der Flüssigkeit angeordnet ist, angeordnet,
und ein erster Flüssigkeitskanal 2303 zum
Ausstoßen
von Flüssigkeit,
der mit einer Ausstoßöffnung 2301 in
gerader Richtung in Verbindung steht, ist auf dem zweiten Flüssigkeitskanal
angeordnet. Ferner ist eine bewegliche Trennmembran 2305,
die aus einer verformbaren Dünnschicht
ausgebildet ist, zwischen dem ersten Flüssigkeitskanal 2303 und
dem zweiten Flüssigkeitskanal 2304 so
angeordnet, daß Ausstoßflüssigkeit in
dem ersten Flüssigkeitskanal 2303 von
Blasenbildungsflüssigkeit
in dem zweiten Flüssigkeitskanal 2304 durch
die bewegliche Trennmembran 2305 abgetrennt ist.
-
Wie
in 43A dargestellt ist, steht
in einem nicht blasenbildenden Zustand ein Abschnitt der beweglichen
Trennmembran 2305, der über
einem projizierten Bereich des Wärmeer zeugungselements 2302 angeordnet
ist, zu dem zweiten Flüssigkeitskanal 2304 hin
vor, und ein Abstand L, der von einer Bezugsfläche 2305B der beweglichen
Trennmembran 2305 vorsteht, ist so gewählt, daß er an einer Abgangsseite,
wo die Ausstoßöffnung 2301 des
ersten Flüssigkeitskanals 2303 angeordnet
ist, größer ist
als an einer Zugangsseite, wo eine gemeinsame Flüssigkeitskammer angeordnet
ist. Andererseits ist in einem in 43B dargestellten blasenbildenden
Zustand die Anordnung der Membran umgekehrt, um den Verlagerungsvorgang
der vorliegenden Erfindung zu erlauben.
-
Da
die Gestalt der beweglichen Trennmembran zuvor festgelegt wurde,
kann die gewünschte
Verlagerung dauerhaft erreicht werden, und die bewegliche Trennmembran
kann auch selbst als eine Richtungslenkungsvorrichtung, welche in
Verbindung mit der Membran mit Elastizität beschrieben wurde, wirken,
wodurch ein einfacher Aufbau geschaffen wird.
-
Ein
maximales Verlagerungsvolumen (dargestellt durch eine Summe von
Volumina der vorstehenden Konfigurationsabschnitte in 43A und 43B),
das durch Verlagerung eines vorstehenden Konfigurationsabschnitts 2305a der
beweglichen Trennmembran, die von der Bezugsfläche 2305B zu dem zweiten
Flüssigkeitskanal
hin vorsteht, erzeugt wird, ist so gewählt, daß es größer ist als ein maximales Ausdehnungsvermögen (wenn
dort keine bewegliche Trennmembran wäre) einer in dem Blasenbildungsbereich 2307 erzeugten
Blase.
-
Ferner
ist ein Abstand zwischen einer Fläche (auf welcher der vorstehende
Konfigurationsabschnitt 2305a nicht ausgebildet ist) der
beweglichen Trennmembran 2305 und der Fläche des
Wärmeerzeugungselements 2302 ungefähr 5 bis
20 μm gewählt, und
der Blasenbildungsbereich 2307 ist zwischen dem Wärmeerzeugungselement 2302 und
dem vorstehenden Konfigurationsabschnitt 2305a definiert.
-
Nachstehend
wird ein Flüssigkeitsausstoßvorgang
des vorstehend beschriebenen Flüssigkeitsausstoßkopfs erläutert.
-
Wenn
dem Wärmeerzeugungselement 2302 elektrische
Energie zugeführt
wird, wird ein Teil der Blasenbildungsflüssigkeit, die in den Blasenbildungsbereich 2307 eingefüllt ist,
durch die von dem Wärmeerzeugungselement 2302 erzeugte
Wärme erhitzt,
wodurch eine Blase 2306 durch Filmsieden erzeugt wird.
Wenn die Blase 2306 ausgebildet wird, wird der vorstehende
Konfigurationsabschnitt 2305a der beweglichen Trennmembran 2305 durch
den Druck der erzeugten Blase 2306 aus einer ersten in 43A dargestellten Lage in eine in 43B dargestellte zweite Lage zu dem Flüssigkeitskanal 2303 hin
verlagert. Da das Ausmaß der Verlagerung
an der Abgangsseite größer ist
als an der Zugangsseite, kann die Fortpflanzungsrichtung des Drucks
der Blase 2306 wirksam zu der Ausstoßöffnung hin gerichtet werden.
-
Wenn
sich die Blase 2306 danach durch Verringerung des inneren
Drucks der Blase zusammengezogen hat und verschwunden ist (charakteristisches
Merkmal der Filmbildungserscheinung), ist der vorstehende Konfigurationsabschnitt 2305a der
beweglichen Trennmembran 2305, welcher in die zweite Stellung
verlagert wurde, durch den Unterdruck infolge des Zusammenziehens
der Blase 2306 und eine Wiederherstellungskraft infolge
einer Federeigenschaft der beweglichen Trennmembran 2305 selbst
in die Ausgangsstellung (erste Stellung) zurückgekehrt.
-
Da
in diesem Beispiel die bewegliche Trennmembran 2305 durch
die Verlagerung des vorstehenden Konfigurationsabschnitts 2305a von
der Seite des zweiten Flüssigkeitskanals
zu der Seite des ersten Flüssigkeitskanals
verlagert wird, trägt
im Vergleich mit dem Fall, wo die bewegliche Trennmembran in dem
nicht blasenbildenden Zustand flach ist und in Richtung des ersten
Flüssigkeitskanals
verlagert wird, wenn die Blase erzeugt wird, die Energie, welche
durch Erzeugung der Blase erhalten wird, wirksamer zu der Verlagerung
der beweglichen Trennmembran 2305 bei, wodurch die Flüssigkeit
wirksam ausgestoßen
wird. Übrigens
ist in dem Fall der Anordnung gemäß diesem Beispiel die Ausstoßleistung
der Membran, weil die bewegliche Trennmembran selbst Ausdehnungsvermögen aufweist,
wenn die bewegliche Trennmembran durch die erzeugte Blase verlagert
wird, desto größer, je
kleiner die Aufweitung der Membran ist.
-
Ferner
wird das Anwachsen der Blase nicht behindert, da das maximale Verlagerungsvolumen
des vorstehenden Konfigurationsabschnitts 2305a der beweglichen
Trennmembran so gewählt
ist, daß es
größer wird
als ein maximales Ausdehnungsvolumen (wenn dort keine bewegliche
Trennmembran wäre)
der in dem Blasenbildungsbereich 2307 erzeugten Blase,
wodurch die Ausstoßleistung
weiter verbessert wird.
-
Ferner
wird in diesem Beispiel, da die bewegliche Trennmembran zuvor auf
den zweiten Flüssigkeitskanal
zu vorsteht, das Ausmaß der
Auslenkung groß,
die verursacht wird, wenn die bewegliche Trennmembran durch den
Druck der Blase aus der ersten Stellung zu der zweiten Stellung
verlagert wird, um die Fortpflanzungsrichtung des Blasendrucks zu
der Ausstoßöffnung hin
zu lenken, wodurch die Flüssigkeitsausstoßleistung
verbessert wird. Was den vorstehenden Konfigurationsabschnitt der
beweglichen Trennmembran anbetrifft, so kann sich der Blasendruck
vorwiegend auf die Ausstoßöffnung zu
in dem ersten Flüssigkeitskanal
fortpflanzen, da der Abstand an der Seite der Ausstoßöffnung größer ist
als an der Seite der gemeinsamen Flüssigkeitskammer, wodurch die
Ausstoßleistung
für das
Ausstoßen
von Flüssigkeit
aus der Ausstoßöffnung verbessert
wird.
-
[Beispiel 2]
-
44A und 44B zeigen
Schnittansichten (im Schnitt entlang einer Richtung des Flüssigkeitskanals)
zur Darstellung eines zweiten Beispiels eines derartigen Flüssigkeitsausstoßkopfs,
wobei 44A eine Ansicht zur Darstellung
eines nicht blasenbildenden Zustands und 44A eine
Ansicht zur Darstellung eines blasenbildenden (ausstoßenden)
Zustands zeigt.
-
Anders
als in dem in 43A und 43B dargestellten
Beispiel wird in diesem zweiten Beispiel, wie in 44A und 44B dargestellt,
das maximale Verlagerungsvolumen des vorstehenden Konfigurationsabschnitts
der beweglichen Trennmembran so gewählt, daß es kleiner wird als ein maximales
Ausdehnungsvolumen (wenn dort keine bewegliche Trennmembran wäre) einer
Blase 2316, die in dem Blasenerzeugungsbereich 2307 erzeugt
wurde.
-
In
diesem Beispiel ist das maximale Verlagerungsvolumen des vorstehenden
Konfigurationsabschnitts 2305a der beweglichen Trennmembran 2305 so
gewählt,
daß es
80% oder weniger des maximalen Ausdehnungsvolumens (falls dort keine
bewegliche Trennmembran angeordnet wäre) der Blase 2316 beträgt, die
in dem Blasenbildungsbereich 2307 ausgebildet wurde. Demzufolge
bleibt die Ausstoßmenge
der Ausstoßflüssigkeit
im wesentlichen konstant, selbst wenn angenommen wird, daß eine Abweichung
des Ausstoßes
von ungefähr ± 10% in
dem üblichen
Flüssigkeitsausstoßkopf infolge
von Abweichung bei der Blase in Abhängigkeit von der Ausstoßeigenschaft
der Flüssigkeit
auftritt, da das Ausmaß der
Verlagerung des vorstehenden Konfigurationsabschnitts der beweglichen
Membran während
der Blasenbildung ungeachtet der Abweichung im Ausdehnungsvolumen
der Blase immer unverändert
bleibt, wodurch guter Ausstoß ohne
Auftreten von Abweichung von Düse
zu Düse
bewirkt wird.
-
Auf
diese Weise ist dieses Beispiel insbesondere wirkungsvoll, wenn
das maximale Ausdehnungsvolumen der Blase nicht immer konstant bleibt
oder sich von Düse
zu Düse
infolge von Abweichungsfaktoren, die von den Herstellungsbedingungen
und/oder von Umgebungsbedingungen herrühren, verändert.
-
<Flüssigkeitsausstoßkopfkassette
und Flüssigkeitsausstoß-Aufzeichnungsgerät>
-
Nachstehend
werden eine Flüssigkeitsausstoßkopfkassette,
an welcher ein Flüssigkeitsausstoßkopf gemäß einer
der vorstehend beschriebenen Ausführungsformen angeordnet ist,
und ein Flüssigkeitsausstoß-Aufzeichnungsgerät unter
Bezugnahme auf 39 und 40 beschrieben.
-
39 zeigt eine auseinandergezogene schematische
perspektivische Ansicht einer Flüssigkeitsausstoßkopfkassette,
die den vorstehend genannten Flüssigkeitsausstoßkopf aufweist.
Die Flüssigkeitsausstoßkopfkassette
ist hauptsächlich
aus einem Flüssigkeitsausstoßkopfabschnitt
und einem Flüssigkeitsbehälter 1140 aufgebaut.
-
Der
Flüssigkeitsausstoßkopfabschnitt
weist einen vorstehend erwähnten
Flüssigkeitsausstoßkopf 1200,
ein Flüssigkeitszuführungselement 1130 und
eine Grundplatte (Träger) 1120 aus
Aluminium auf. Der Träger 1120 dient
zum Tragen des Flüssigkeitsausstoßkopfs 1200 und
dergleichen und ist mit einem Leiterplattensubstrat 1123,
das mit dem Flüssigkeitsausstoßkopf 1200 verbunden
und in der Lage ist, dem Kopf ein elektrisches Signal zuzuführen, und
mit Kontaktflecken 1124 zum Senden und Empfangen von elektrischen Signalen
bezüglich
der daran angeschlossenen Vorrichtung versehen.
-
Der
Flüssigkeitsbehälter 1140 enthält die Flüssigkeit,
die dem Flüssigkeitsausstoßkopf 1200 zugeführt wird.
Auf dem Flüssigkeitsbehälter 1140 sind
Positionierungsabschnitte 1144 zum Halten eines Verbindungselements
zum Herstellen der Verbindung zwischen dem Flüssigkeitsausstoßkopfabschnitt
und dem Flüssigkeitsbehälter 1190 und
fest angeordnete Stifte 1145 zum festen Anordnen des Verbindungselements
angeordnet. Die Flüssigkeit
wird Zuführungswegen 1131, 1132 des
Flüssigkeitszuführungselements 1130 aus
Zuführungswegen 1142, 1143 des
Flüssigkeitsbehälters 1140 über Zuführungswege
des Verbindungselements zugeführt
und wird dann der gemeinsamen Flüssigkeitskammer
des Flüssigkeitsausstoßkopfs 1200 über Flüssigkeitswege 1133, 1129, 1153c des
Elements zugeführt.
In diesem Beispiel ist es nicht unbedingt nötig, daß zwei Wege verwendet werden,
obwohl die Zuführung
der Flüssigkeit
aus dem Flüssigkeitsbehälter 1140 zu dem
Flüssigkeitszuführungselement 1130 über zwei
Wege erfolgte.
-
Wenn
die Flüssigkeit
verbraucht ist, kann neue Flüssigkeit
in den Flüssigkeitsbehälter 1140 nachgefüllt werden.
Dazu ist es wünschenswert,
daß der
Flüssigkeitsbehälter 1140 mit
einer Öffnung
zum Einfüllen
von Flüssigkeit
versehen ist. Ferner kann der Flüssigkeitsausstoßkopfabschnitt
mit dem Flüssigkeitsbehälter einstückig ausgebildet
sein, oder er kann von dem Flüssigkeitsbehälter getrennt
sein.
-
40 stellt schematisch ein Flüssigkeitsausstoßgerät dar, an
welchem der vorstehend erwähnte Flüssigkeitsausstoßkopf angeordnet
ist. In der dargestellten Ausführungsform
wird ein Tintenstrahlaufzeichnungsgerät IJRA, das Tinte als Ausstoßflüssigkeit
verwendet, erläutert.
Ein Schlitten HC des Flüssigkeitsausstoßgeräts trägt eine
Druckkopfkassette, an welcher der Flüssigkeitsbehälter 1140 und
ein Flüssigkeitsausstoßkopfabschnitt 2000 abnehmbar
angeordnet werden können,
und wird wechselseitig in einer Breitenrichtung (dargestellt durch
Pfeile a, b) eines Aufzeichnungsmediums 1700, das durch
eine Transportvorrichtung für
das Aufzeichnungsmedium transportiert wird, transportiert. Der Flüssigkeitsbehälter und
der Flüssigkeitsausstoßkopfabschnitt
können übrigens
voneinander getrennt werden.
-
Wenn
in 40 einer Flüssigkeitsausstoßvorrichtung
auf dem Schlitten HC ein Ansteuerungssignal von einer Vorrichtung
zum Zuführen
von Ansteuerungssignalen (nicht dargestellt) zugeführt wird,
wird die Aufzeichnungsflüssigkeit
aus dem Flüssigkeitsausstoßkopfabschnitt 2000 auf
das Aufzeichnungsmedium 1700 als Antwort auf das Ansteuerungssignal
ausgestoßen.
-
Ferner
weist das Flüssigkeitsausstoßgerät gemäß der vorliegenden
Ausführungsform
einen Motor (Antriebsquelle) 1610 zum Antreiben der Vorrichtung
zum Transportieren des Aufzeichnungsmediums und des Schlittens HC,
Zahnräder 1620, 1630 zum Übertragen
einer Kraft von der Antriebsquelle zu dem Schlitten HC und eine
Schlittenwelle 1640 auf. Mit diesem Aufzeichnungsgerät kann ein
gutes Bild durch Ausstoßen
der Flüssigkeit
auf verschiedene Aufzeichnungsmedien erhalten werden.
-
(Bevorzugte technische
Eigenschaften der Trennmembran)
-
Auf
der Grundlage der Gegebenheit, daß die aus Poly-p-Xylylen (nachstehend
als "PPX" bezeichnet) hergestellte
Trennmembran, die in der vorstehend beschriebenen zweiten bis vierten
Ausführungsform
verwendet wird, auf andere Flüssigkeitsausstoßköpfe mit
einer Trennmembran, die eine andere ist als die vorliegende Erfindung,
angewendet werden kann, führte
die vorliegende Erfindung zum Herausfinden von mehr bevorzugten
Bedingungen für
die Trennmembran.
-
Insbesondere
konnten die nachstehenden neuen nützlichen Fakten (insbesondere
Zersetzungstemperatur der organischen Membran) gefunden werden,
als die Eigenschaft von PPX untersucht wurde.
-
In
den nachstehenden Erläuterungen
bedeutet der Begriff "auf
der Oberfläche
des Wärmeerzeugungselements" "auf der Oberfläche des Antikavitationsfilms 107", wenn der Schutzfilm 106 und
der Antikavitationsfilm 107 wie in 21 dargestellt
angeordnet sind, und "auf
der Oberfläche
des Wärmeerzeugungselements", wenn ein solcher
Film nicht angeordnet ist. Dieser Begriff wird zum Bezeichnen eines
Abschnitts (z. B. des Wärmewirkabschnitts 108 in 21) auf dem Wärmeerzeugungselement,
auf welchem die Blase durch die Wärme des Wärmeerzeugungselements ausgebildet
wird, verwendet.
-
<Beziehung zwischen der beweglichen
Trennmembran und der Oberflächentemperatur
des Wärmeerzeugungselements>
-
Wenn übliche Tinte
verwendet wird, ist im allgemeinen bei dem Filmsieden zum Ausbilden
einer Blase eine Temperatur für
das Starten der Blasenbildung eine Temperatur (z. B. etwa 300 °C oder höher an der
Oberfläche
des Wärmeerzeugungselements,
in der Praxis etwa 250 °C),
die durch plötzlichen
Temperaturanstieg erhalten wurde, und eine maximale Temperatur während der
Blasenbildung erreicht etwa 600 °C
auf der Oberfläche
des Wärmeerzeugungselements.
Diese Temperatur wird innerhalb eines Zeitraums von μsec erzeugt und
setzt sich nicht für
einen langen Zeitraum fort. Wenn die Blase verschwunden ist, wird
die Temperatur an der Oberfläche
des Wärmeerzeugungselements
etwa 180 °C
(praktisch etwa 200 °C).
-
Wenn
die Trennmembran unter diesen Bedingungen verwendet wurde, verschlechterte
sich plötzlich die
Eigenschaft eines Abschnitts der Trennmembran, oder es brach ein
Abschnitt der Membran. Durch Untersuchung der Ursache wurden bevorzugte
Bedingungen, die für
die Trennmembran erforderlich sind, herausgefunden.
-
Eine
der Bedingungen ist, daß,
wenn die bewegliche Trennmembran durch Ablagern von organischem Material
durch chemische Gasphasenreaktion oder Plasmapolymerisationsreaktion
ausgebildet wird, die Wärmezersetzungstemperatur
der beweglichen Trennmembran in einer solchen Reaktion größer sein
sollte als eine Umgebungstemperatur, welcher die bewegliche Trennmembran
ausgesetzt wird. Ferner ist eine andere Bedingung die, daß, in bezug
auf die kurze Zeit in der Größenordnung
von einigen zehn μsec
bis zu einigen Minuten, selbst wenn die Temperatur der beweglichen
Trennmembran zeitweise einen Schmelzpunkt (kleiner als die Wärmezersetzungstemperatur)
der beweglichen Trennmembran übersteigt,
ein solcher Umstand nicht berücksichtigt
zu werden braucht.
-
Daher
kann eine Beziehung zwischen der beweglichen Trennmembran und der
Temperatur auf der Oberfläche
des Wärmererzeugungselements,
welche das Ausstoßen
beeinträchtigt;
wie folgt werden. Nachstehend werden günstige Bedingungen in solchen
Fällen
aufgelistet.
-
(1) Bei Arbeitsweise mit
einem einzelnen Ausstoß
-
Zuerst
wird ein Fall, wo ein einzelnes Flüssigkeitströpfchen aus dem Anfangszustand
ausgestoßen wird,
(oder ein fortwährender
Ausstoßvorgang über eine
lange Zeitdauer (z. B. einige zehn msec bis einige Sekunden oder
mehr) zwischen einem Ausstoß bis
zu dem nächsten
Ausstoß)
betrachtet.
-
In
diesem Fall ist es während
des Anwachsens der Blase von dem Beginn der Blasenbildung an, da die
bewegliche Trennmembran normal an den Wänden der Flüssigkeitskanäle befestigt
ist und ein Abschnitt, welcher von der Oberfläche des Wärmeerzeugungselements über die
Flüssigkeit
(Blasenbildungsflüssigkeit) um
eine vorbestimmte Entfernung weg verlagert ist, nicht erforderlich,
daß ein
Einfluß der
Temperatur auf der Oberfläche
des Wärmeerzeugungselements,
welcher die bewegliche Trennmembran direkt beeinträchtigt,
berücksichtigt
wird.
-
Nachdem
die Flüssigkeit
aus der Ausstoßöffnung ausgestoßen wurde,
kann sich jedoch, wenn die Blase verschwunden ist, die bewegliche
Trennmembran der Oberfläche
des Wärmeerzeugungselements
infolge Hohlraumbildung annähern
oder mit ihr in Berührung
gelangen. Nachdem die Blase verschwunden ist, braucht in diesem
Fall, da die bewegliche Trennmembran versucht, durch das Nachfüllen der
Blasenbildungsflüssigkeit bald
wieder in die Ausgangslage zurückzukehren,
nur augenblickliche Wärmewiderstandseigenschaft
berücksichtigt
werden.
-
Folglich
wird die bewegliche Trennmembran nicht zersetzt, solange die Temperatur,
bei welcher das Material zersetzt wird, das für die bewegliche Trennmembran
verwendet wird, höher
als die Temperatur (wenn die Blase verschwunden ist) auf der Oberfläche des
Wärmeerzeugungselements
ist, selbst wenn die bewegliche Trennmembran mit der Oberfläche des
Wärmeerzeugungselements
in Berührung
gelangt.
-
(2) Bei Arbeitsweise mit
fortwährendem
Ausstoß
-
Nachstehend
wird ein Fall betrachtet, wo die Flüssigkeitströpfchen in einem Zeitraum von
einigen zehn μsec
bis zu einigen hundert μsec
fortwährend
ausgestoßen
werden.
-
Wenn
der Zeitraum zwischen dem Ausstoßen und dem nächsten Ausstoßen auf
diese Weise kurz wird, muß,
solange das Nachfüllen
der Blasenbildungsflüssigkeit
ausgeführt
wird, so daß eine
gewünschte Menge
an Blasenbildungsflüssigkeit
in dem Blasenbildungsbereich bei Bedarf vorhanden ist, die Möglich keit, daß die bewegliche
Trennmembran an der Oberfläche
des Wärmeerzeugungselements
anhaftet, wenn die Blasenbildung beginnt, eher, als wenn die Blase
verschwindet, berücksichtigt
werden.
-
In
diesem Fall, wenn kleine Blasen durch die Wärme des Wärmeerzeugungselements erzeugt
werden, nähern
sich, da die Blasen zwischen der beweglichen Trennmembran und der
Oberfläche
des Wärmeerzeugungselements
vorhanden sind, die Oberfläche
des Wärmeerzeugungselements
und die bewegliche Trennmembran während des Anwachsens der Blase
nicht weiter aneinander an.
-
Daher
muß die
Oberflächentemperatur
des Wärmeerzeugungselements
berücksichtigt
werden, wenn die Blasenbildung beginnt, und da der Zeitraum, daß sich die
bewegliche Trennmembran in Berührung
mit der Oberfläche
des Wärmeerzeugungselements
befindet, wie vorstehend erwähnt,
sehr kurz ist, wird die bewegliche Trennmembran nicht zersetzt,
solange die Wärmezersetzungstemperatur
des Materials, welches für
die bewegliche Trennmembran verwendet wird, größer als die Temperatur (wenn
die Blasenbildung beginnt) auf der Oberfläche des Wärmeerzeugungselements ist,
so wie es beim Verschwinden der Blase ist, selbst wenn sich die
bewegliche Trennmembran in Berührung
mit der Oberfläche
des Wärmeerzeugungselements
befindet.
-
Ferner
muß unter
einem Umstand, wo ein fortwährender
Ausstoßvorgang
für einen
langen Zeitraum (z. B. einige Minuten bis zu einigen zehn Minuten)
fortgesetzt wird, die maximale Temperatur der Oberfläche des
Wärmeerzeugungselements
nicht nur, wenn die Blasenbildung beginnt, sondern auch während der
Blasenbildung berücksichtigt
werden. In diesem Fall ist es vorzugsweise wichtig, besonders wenn
die Wärme
des Flüssigkeitsausstoßkopfs während des
fortwährenden
Ausstoßvorgangs
nicht angemessen abgestrahlt wird, daß die bewegliche Trennmembran
nicht thermisch zersetzt wird.
-
Da
die Temperatur des Flüssigkeitsausstoßkopfs die
vorstehend erwähnte
maximale Temperatur der Oberfläche
des Wärmeerzeugungselements
während
der Blasenbildung nicht übersteigt,
wird die bewegliche Trennmembran nicht thermisch zersetzt, solange
die Zersetzungstemperatur des Materials, das für die bewegliche Trennmembran
verwendet wird, größer als
die maximale Temperatur auf der Oberfläche des Wärmeerzeugungselements ist.
-
(3) Bei anomaler Betriebsweise
-
Nachstehend
wird ein Fall betrachtet, wo eine anomale Betriebsweise, in welcher
die Blasenbildungsflüssigkeit
in dem Blasenbildungsbereich des zweiten Flüssigkeitskanals infolge ungenügender Nachfüllung unzureichend
(oder nicht vorhanden) ist, auftritt.
-
In
einem derartigen Fall ist die Möglichkeit
erhöht,
daß die
bewegliche Membran, die mit der in Frage kommenden Düse (anomale
Düse) verbunden
ist, an der Oberfläche
des Wärmeerzeugungselements
anhaftet, wodurch die Flüssigkeit
aus der entsprechenden Ausstoßöffnung nicht
ausgestoßen
werden kann.
-
Üblicherweise
ist der Flüssigkeitsausstoßkopf oder
das Flüssigkeitsausstoßgerät mit dem
Flüssigkeitsausstoßkopf mit
einem Erfassungsabschnitt zum Erfassen von schlechtem Ausstoß versehen,
und anhand des erfaßten
Ergebnisses wird der Kanal für
die Blasenbildungsflüssigkeit
(und der Kanal für
die Ausstoßflüssigkeit,
wenn erforderlich) durch Verwendung einer herkömmlichen Wiederherstellungsvorrichtung
in einen normalen Zustand wiederhergestellt.
-
Wenn
eine derartige Wiederherstellungsvorrichtung angeordnet ist, werden
die Bedingungen, die für die
Membran erforderlich sind, in Abhängigkeit von dem Zeitraum zwischen
dem Auftreten der Anomalie und dem Wiederherstellungsvorgang und
der verbliebenen Menge an Blasenbildungsflüssigkeit in dem Blasenbildungsbereich
verändert.
-
Wenn
z. B. der Wiederherstellungsvorgang innerhalb eines Zeitraums von
einigen zehn Sekunden bis einigen Minuten von dem Auftreten der
Anomalie an ausgeführt
wird, ist es nicht erforderlich, daß der Schmelzpunkt der beweglichen
Trennmembran berücksichtigt
wird, und es kann die Temperatur der Zersetzung durch Erhitzen berücksichtigt
werden.
-
Wenn
der Druckkopf oder das Gerät
für einen
langen Zeitraum in einem Zustand belassen wird, daß die bewegliche
Trennmembran an der Oberfläche
des Wärmeerzeugungselements
anhaftet, ohne daß das Nachfüllen von
Blasenbildungsflüssigkeit
ausgeführt
wird, oder wenn das Nachfüllen
während
des fortwährenden
Ausstoßvorgangs
ungenügend
ist, so daß die
häufige
Berührung
der beweglichen Trennmembran mit der Oberfläche des Wärmeerzeugungselements für einen
langen Zeitraum wiederholt wird (z. B. für einige zehn Minuten), ist
es vorzugsweise wichtig, daß der
Schmelzpunkt der beweglichen Trennmembran höher ist als die Temperatur
(wenn die Blase verschwunden ist) auf der Oberfläche des Wärmeerzeugungselements.
-
Wenn
sich andererseits der Zustand, daß die Blasenbildungsflüssigkeit
meistens in dem Blasenbildungsbereich nicht vorhanden ist, für einen
langen Zeitraum (z. B. einige zehn Minuten) fortsetzt, ist es vorzugsweise
wichtig, daß der
Schmelzpunkt der beweglichen Trennmembran größer ist als die Temperatur (wenn
die Blasenbildung einsetzt) auf der Oberfläche des Wärmeerzeugungselements.
-
<Beispiel von PPX>
-
Die
Erfinder fanden PPX als Material zur Befriedigung der vorstehend
erwähnten
Beziehung zwischen der verlagerbaren Trennmembran und der Oberflächentemperatur
des Wärmeerzeugungselements.
-
Die
Grundstruktur, das Herstellungsverfahren und die Polymerisation
von PPX in der vorliegenden Erfindung sind in dem vorstehend erwähnten Dokument
US-3 379 803 und den Dokumenten JP-44-21353 und JP-52-37479 offenbart.
In mehr spezifi scher Weise ist PPX durch die in 41A bis 41F dargestellten Formeln
definiert (n: ganze Zahl größer als
5.000) und kann allein oder in Kombination verwendet werden.
-
Nachstehend
werden allgemeine Eigenschaften von derartigem PPX angeführt.
-
PPX
ist ein kristallines Polymer, das keine Verunreinigungen durch Ionen
aufweist, eine Kristallinität von
ungefähr
60%, ein Molekulargewicht von ungefähr 500.000 und ausgezeichnetes
Wasserabstoßungsvermögen und
ausgezeichnete Gasbarriereeigenschaften hat. Ferner ist PPX in allen
organischen Lösungsmitteln bei
einer Temperatur, die kleiner als 150 °C ist, unlöslich und weist Beständigkeit
gegenüber
korrodierenden Flüssigkeiten,
wie z. B. allen Säuren
und alkalischen Stoffen, auf. Weiterhin hat PPX ausgezeichnete Stabilität in bezug
auf wiederholte Verlagerung. Ferner kann die Dicke einer Filmausbildung
auf leichte Weise exakt gesteuert werden, es kann ein Film, der
eng an ein Objekt anpaßbar
ist, erhalten werden, und ein Film ohne Löcher kann sogar in einer Dicke
von 0,2 μm
in Abhängigkeit
von dem Objekt, an das der Film angepaßt werden soll, ausgebildet
werden. Ferner kann erreicht werden, da PPX keine mechanische Spannung
infolge von Betätigungsspannung
und keine Wärmespannung
infolge von Formänderung
durch Wärme
auf dem Objekt bewirkt, daß der
Film von PPX an dem Objekt dauerhaft und wirksam haftet.
-
Bei
Verwendung des in 41A, 41B oder 41C dargestellten Materials wurde das Kopfsubstrat
mit der mit ihm einstückig
ausgebildeten beweglichen Membran durch das Herstellungsverfahren
in der ersten Ausführungsform,
das in 4A bis 4C dargestellt
ist, hergestellt (die Ausbildung des Films selbst der beweglichen
Trennmembran wurde jedoch durch Aufdampfpolymerisation ausgeführt, und
hinsichtlich der Opferschicht wurde ein passendes Material (z. B.
Aluminium), das zum Bereitstellen des Selektionsverhältnisses
zwischen der beweglichen Trennmembran und dem Bauelementsubstrat
dank der Auflösung
des Ätzverhältnisses
in der Lage ist, ausgewählt), und
nachdem das Kopfsubstrat mit der in 3C dargestellten
Deckplatte vom mit der Öffnung
integralen Typ durch einen Klebstoff verbunden wurde, wurden die
Ausstoßöffnungen
durch das in 5A bis 5C dargestellte
Verfahren ausgebildet, um den Flüssigkeitsausstoßkopf zu schaffen
(in dem in 1 und 2 dargestellten
Kopfaufbau ist die bewegliche Trennmembran aus PPX anstelle von
SiN hergestellt).
-
Physikalische
Eigenschaften, grundlegende Eigenschaften und Aufbringen (während der
Filmausbildung) der jeweiligen Materialien waren wie in der nachstehenden
Tabelle 1 dargestellt: Tabelle
1
-
Die
Wärmezersetzungstemperaturen
dieser Testmaterialien sind z. B. 680 °C, und in jedem Testmaterial
ist bei einer Temperatur von ungefähr 700 °C die Wärmezersetzungstemperatur höher als
die Oberflächentemperatur
des Wärmeerzeugungselements
(wenn durch das Wärmeerzeugungselement
bewirktes Filmsieden beginnt, und wenn die Blase verschwunden ist),
wenn die Temperatur auf der Oberfläche des Wärmeerzeugungselements das Maximum
erreicht.
-
Ferner
ist in jedem Testmaterial der Schmelzpunkt größer als die Oberflächentemperatur
des Wärmeerzeugungselements
(wenn die Blase verschwunden ist). Übrigens sind in dem Vergleich
zwischen den Schmelzpunkten der Testmaterialien und der Oberflächentemperatur
des Wärmeerzeugungselements
(wenn durch das Wärmeerzeugungselement
bewirktes Filmsieden beginnt) die Schmelzpunkte der Testmaterialien
A und C größer als
die Oberflächentemperatur
des Wärmeerzeugungselements
(wenn Filmsieden beginnt).
-
Im
Vergleich zu den herkömmlichen
Flüssigkeitsausstoßköpfen, in
welchen organisches Material wie z. B. Polyimid (herkömmlich als
eine Trennmembran bekannt) als bewegliche Trennmembran verwendet
wird, wurde in den Flüssigkeitsausstoßköpfen, in
welchen die vorstehend angeführten
Testmaterialien als bewegliche Trennmembran verwendet werden, gefunden,
daß die
Anzahl von Malen des Flüssigkeitsausstoßes in jeder
Düse beträchtlich
erhöht
ist, die Dauerhaftigkeit des Kopfs erhöht ist und der normale Zustand
durch Ausführen
der Wiederherstellungsbehandlung schnell wiederhergestellt wird,
wenn schlechtes Ausstoßen
erfaßt wird.
Ferner wurde keine Tintenkorrosion gefunden.
-
Selbst
wenn die vorstehend beschriebene Trennmembran verwendet wird, ist
das Wärmeabstrahlungsvermögen des
Kopfs ausgezeichnet, da sowohl das Substrat als auch die Deckplatte
aus Material der Siliziumgruppe ausgebildet sind, wodurch die Standzeit
des Kopfs weiter verbessert ist.
-
Nachstehend
erfolgt in bezug auf das vorstehend beschriebene Herstellungsverfahren
unter Bezugnahme auf 42A bis 42C eine ergänzende
Erläuterung
hinsichtlich des Aufbringens des PPX-Films.
-
42A bis 42C zeigen
erläuternde
Ansichten zur Darstellung einer Veränderung im Material in dem
Abscheidungsreaktionsverfahren, wenn die bewegliche Trennmembran
aus dem in 41A dargestellten PPX allein
hergestellt wird. Zuerst wird Di-p-Xylylen in Form des festen Dimeren
als Rohmaterial, dargestellt in 42A,
bei einer Temperatur von ungefähr
100 bis 200 °C
verdampft. Dann wird die Ausbildung von stabilem p-Xylylen-Monomer-Diradikal
bei der vorstehend erwähnten
Temperatur von ungefähr
700 °C durch Wärmezersetzung
des Dimeren bewirkt, wie in 42B dargestellt
ist. Danach werden Absorption und Polymerisation des p-Xylylen-Diradikals
auf dem Si-Wafer und dem Kopfsubstrat, auf welchem die Opferschicht aufgebracht
ist, gleichzeitig mit dem Ergebnis bewirkt, daß die bewegliche Trennmembran
wie in 17B oder 10B dargestellt
bei Raumtemperatur ausgebildet wird.
-
Insbesondere
wenn der in 42B in den in 42C dargestellten Zustand übergeht, um die bewegliche
Trennmembran durch Bewirken der Ausbildung unter Hochvakuum von
0,1 Torr oder weniger auszubilden, kann das p-Xylylen-Diradikal
(wärmezersetztes
Produkt des Dimeren, das unter Gasphasebedingung ausgebildet wurde)
vollständig
in feine Spalten eindringen, um sich mit dem Befestigungsabschnitt
der beweglichen Trennmembran chemisch stabil zu verbinden, wodurch
die Adhäsion
zwischen dem fest angeordneten Abschnitt (Verbindungselemente und
Flüssigkeitskanäle) der
beweglichen Membran und der beweglichen Membran verbessert wird.
-
Bei
den Herstellungsverfahren, die in Verbindung mit der zweiten bis
vierten Ausführungsform
erläutert wurden,
schließt
der PPX-Film genau genommen Si mit einer Dicke von ungefähr einigen Å ein, wenn
die bewegliche Trennmembran ausgebildet wird, um mit dem Si-Wafer
in Berührung
zu gelan gen, und danach der Si-Wafer durch CMP oder dergleichen
entfernt wird. Durch dieses Si mit einer Dicke in der Größenordnung
von Atomen ist berücksichtigt,
daß die
Steifigkeit der Membran im Vergleich mit PPX allein verändert ist,
um dadurch Schlaffheit zu unterdrücken. Wie in der vierten Ausführungsform
kann dementsprechend bei Verwendung der Seite des PPX-Films, die
sich mit dem Si in Berührung
befindet, als Seite, die zum Widerstandselement für die Wärmeerzeugung
(zur Seite des zweiten Flüssigkeitskanals)
gerichtet ist, verhindert werden, daß die bewegliche Trennmembran
mit der Oberfläche
des Widerstandselements für
die Wärmeerzeugung
in Berührung
gelangt, wenn die Blase verschwunden ist.
-
<Technische Aufgabenstellung und Auswirkung)
-
In
der vorliegenden Erfindung sind, wie vorstehend erwähnt, wenn
die Flüssigkeit
durch Ausbildung der Blase, die durch das Filmsieden bei Verwendung
des organischen Films und des Wärmeerzeugungselements
ausgestoßen
wird, die in Betracht gezogenen Entwicklungsmöglichkeiten, welche verwirklicht
werden können,
dem herkömmlichen
technischen Stand überlegen
und bedeuten tatsächliche
Erfindung.
-
Aus
dem herkömmlichen
Stand der Technik lassen sich Aufgabenstellungen zur Verbesserung
der Ausstoßleistung
ableiten. Zuvor wurden meist einfache Trennmembranen, die in der
Lage sind, die lediglich blasenbildende Flüssigkeit und die Ausstoßflüssigkeit
zu trennen, berücksichtigt.
-
Von
diesem Gesichtspunkt aus bedeuten die vorstehend erwähnten technischen
Aufgaben der vorliegenden Erfindung "Verbesserung der beweglichen Trennmembran
allein und des Tintenstrahlkopfs unter Berücksichtigung der Wärmefaktoren
bei der Verlagerung der Trennmembran, die durch eine Reihe von Veränderungen
(Erzeugung, Anwachsen und Verschwinden der Blase) verursacht wird" entsprechend der
Trennmembran der vorliegenden Erfindung. Das ist vollkommen neuartig.
-
Dementsprechend
kann die vorstehend beschriebene Erfindung, die das vorstehende
Problem löst, die
Ursache des Problems selbst lösen,
und selbst wenn der anomale Betriebszustand auftritt, kann ein derartiger
Zustand schnell durch die Wiederherstellungsbehandlung korrigiert
werden. Folglich kann im Vergleich mit dem Flüssigkeitsausstoßkopf, der
die herkömmliche
Trennmembran aufweist, in dem Flüssigkeitsausstoßkopf der
vorliegenden Erfindung die Trennmembran über einen langen Zeitraum benutzt
werden, ohne daß sie zerbricht,
die Standzeit des Druckkopfs selbst kann verlängert werden, und es kann verhindert
werden, daß der
Kopfabschnitt mit der Vielzahl von Düsen beschädigt wird. Die jeweiligen Erfindungen
sind unabhängig voneinander
wirksam, und deren Kombination bringt noch bessere Ergebnisse.