-
Die
vorliegende Erfindung betrifft eine Halbleitersubstrat-Poliervorrichtung
und ein Polierkissen; insbesondere betrifft die vorliegende Erfindung
eine Poliervorrichtung und ein Polierkissen zur mechanischen Ebnung
der Oberfläche
von Isolierschichten und der Oberfläche von Metallzwischenverbindungen,
die auf einem Silicium- oder einem anderen Halbleitersubstrat ausgebildet
sind.
-
Jahr
für Jahr
gibt zunehmend höhere
Grade der Integration von hochintegrierten Schaltkreisen (LSI), wofür Halbleiterspeicher
ein typisches Beispiel darstellen, und damit in Zusammenhang sorgt
die Technik der Herstellung hochintegrierter Schaltkreise für immer
höhere
Packungsdichten. Darüber
hinaus steigt zusammen mit derartig hohen Dichten auch die Anzahl
der Schichten. Der Anstieg der Anzahl an Schichten ergibt, was bisher
jedoch kein Thema gewesen ist, dass die Unebenheit in der durch
solche Schichtbildung hergestellten Halbleiterwafer-Hauptfläche zu einem
Problem geworden ist. Wie in Nikkei Microdevice, S. 50–57 (Juli 1994),
beschrieben, wird das Ebnen des Halbleiterwafers mittels chemisch-mechanischer
Polierverfahren (CMP) mit dem Ziel erforscht, sich mit der nicht
ausreichenden Tiefenschärfe
bei der Belichtung aufgrund der durch Schichtbildung bewirkten Unebenheit
auseinander zu setzen, oder mit dem Ziel, Zwischenverbindungsdichten
durch Ebnen von Durchgangslochbereichen anzuheben.
-
Allgemein
gesagt besteht die CMP-Ausrüstung
aus einem Polierkopf zum Halten des Halbleitersubstrats, welches
das zu behandelnde Material darstellt, einem Polierkissen zum Polieren
des zu behandelnden Materials und einer Polierplatte zum Halten
dieses Polierkissens. Bei der Halbleitersubstratpolierbehandlung wird
eine Aufschlämmung
verwendet, die als Poliermittel ein Schleifmittel sowie ein flüssiges Medium
umfasst, wobei durch relative Bewegung zwischen dem Halbleitersubstrat
und dem Polierkissen die Halbleitersubstratoberflächenschicht
geglättet
wird. Dabei entspricht die Poliergeschwindigkeit bei diesem Halbleitersubstrat-Polierverfahren
eines auf einer Hauptfläche
des Halbleitersubstrats ausgebildeten Siliciumdioxid- (SiO2-) Films etwa der relativen Beschleunigung
zwischen Halbleitersubstrat und Polierkissen und der Last. Damit
jeder Bereich des Halbleitersubstrats gleichmäßig poliert wird, ist es erforderlich,
die auf das Halbleitersubstrat wirkende Last zu vereinheitlichen.
-
Aufgrund
von inhärenten
Krümmungen
kommt es jedoch häufig
zu Gradabweichungen über
die gesamte Oberfläche
des auf dem Polierkopf gehaltenen Halbleitersubstrats. Daher ist
es erwünscht,
dass ein weiches Polierkissen verwendet wird, um jeden Bereich des
Halbleitersubstrats gleichmäßig zu belasten. Wenn
ein Polierverfahren jedoch unter Verwendung eines weichen Polierkissens
durchgeführt
wird, kommt es zu einer Verschlechterung der Ebenheit der lokalen
Unebenheit der Halbleitersubstratoberfläche. Es tritt beispielsweise
das Problem auf, dass die Unebenheit der zuvor angeführten Halbleitersubstratoberflächenschicht durch
Polieren teils abgerundet wird, was bedeutet, dass die polierte
Fläche
abgerundet und nicht geebnet wird. Im Gegensatz dazu ist ein hartes
Polierkissen bezüglich
Anpassung an die Gesamtgradabweichungen auf dem Halbleitersubstrat
in Fällen
nicht zufrieden stellend, bei denen das Polieren des Halbleitersubstrats auf
gleiche Weise unter Verwendung eines harten Polierkissens durchgeführt wird,
während
es im Vergleich zum weichen Polierkissen möglich ist, die Ebenheit der
lokalen Unebenheit der Halbleitersubstratoberfläche zu erhöhen. Unebene Bereiche der Halbleitersubstratoberfläche, bei
denen Wellenlinien nach außen
hin abstehen, werden beträchtlich
poliert, wobei unebene Bereiche, in denen solche Wellenlinien unterdrückt werden,
großteils
unpoliert sind und so bleiben wie sie sind. Derartig uneinheitliche
Polierungen führen
zu freigelegten Aluminiumzwischenverbindungen und lokalen Abweichungen
in der Dicke des Siliciumdioxidisolierfilms nach dem Polieren, und
dadurch bewirken beispielsweise Unregelmäßigkeiten in den Durchgangslochdurchmessern
und die Tatsache, dass das Ebnen der Unebenheiten aufgrund von Schichtenüberlagerungen
nicht möglich
ist, unzureichende Tiefenschärfe
bei der Belichtung.
-
In
Bezug auf den Stand der Technik hinsichtlich Polierkissen, der darauf
abzielt, die gegensätzlichen Anforderungen
der Erhöhung
solcher lokalen Ebenheit und Gesamtanpassung zu erfüllen wurde,
wie in der JP-A-6-21028 beschrieben, ein Doppelschichtkissen getestet.
Das in der JP-A-6-21028 beschriebene Doppelschichtkissen ist so
aufgebaut, dass es an dem Punkt, bei dem die Polierschicht, die
das Halblei tersubstrat direkt kontaktiert, auf einer Polsterungsschicht
mit einem Elastizitätsmodul
von nicht mehr als 250 psi/psi innerhalb des Spannungsbereichs 4
psi bis 20 psi getragen ist und die Polierschicht einen höheren Elastizitätsmodul
als diesen aufweist. Das Ziel ist, dass die Polsterungsschicht Gesamtgradabweichungen
auf dem Halbleitersubstrat absorbiert, während die Polierschicht über eine
bestimmte Fläche
hinaus (beispielsweise mehr als den Chip-Abstand) gegenüber Krümmungen
beständig
ist. Mit diesem herkömmlichen
Doppelschichtkissen bleiben die nachstehenden Probleme bezüglich Polierleistung
jedoch erhalten. Erstens kann die lokale Ebenheit der Halbleitersubstratoberfläche nach
wie vor beeinträchtigt
sein, obwohl der Elastizitätsmodul
der Polierschicht höher
als der Elastizitätsmodul
der Polsterungsschicht ist, und es besteht nicht zwingend eine Wechselbeziehung
zwischen lokaler Ebenheit und dem Elastizitätsmodul der Polierschicht.
-
Zweitens
ist ein schlechtes Anpassungsvermögen gegenüber Gradabweichungen über das
gesamte Halbleitersubstrat gegeben, da der Elastizitätsmodul
der Polsterungsschicht nicht mehr als 250 psi/psi im Spannungsbereich
von 4 psi bis 20 psi beträgt,
wodurch keine ausreichende Einheitlichkeit hinsichtlich Ebenheit über die
gesamte Fläche
des Halbleitersubstrats erhalten wird. Wie ferner auf den Seiten
177–183
von CMP Science der Science Forum Publishing (Co.) beschrieben,
war es nicht möglich,
die Frage, wie nahe an der Kante innerhalb der Waferfläche das
erforderliche Ebnen ausgeführt
werden soll, vollständig
zu lösen.
Drittens ist die Ebenheit gut, wenn die Rotationsgeschwindigkeit
der Polierplatte hoch ist, wobei sich das Problem ergibt, dass dabei
die Anpassung an Gradabweichungen über die gesamte Halbleitersubstratfläche verschlechtert
wird. Folglich ist eine verbesserte Poliervorrichtung oder ein Polierkissen
erforderlich, um obige Probleme zu beseitigen.
-
Das
Ziel der vorliegenden Erfindung liegt darin, Mittel zur einheitlichen
Ebnung der gesamten Fläche eines
Halbleitersubstrats bereitzustellen, wenn eine Poliervorrichtung
oder ein Polierkissen in einem mechanischen Ebnungsverfahren angewandt
wird, bei dem die auf einem Halbleitersubstrat ausgebildete(n) Oberfläche der
Isolierschichten oder Metallzwischenverbindungen glattpoliert wird.
-
Insbesondere
stellt die vorliegende Erfindung ein Polierkissen mit einer Polierschicht
und einer Polsterungsschicht bereit, die dadurch gekennzeichnet
ist, dass die Polierschicht eine Gummimikrohärte vom A-Typ von zumindest
80° aufweist
und die Polsterungsschicht einen Elastizitätsmodul von zumindest 40 MPa sowie
einen Zugmodul im Bereich von 0,1 MPa bis 20 MPa aufweist.
-
Die
vorliegende Erfindung stellt auch ein Verfahren zum Polieren eines
Halbleitersubstrats bereit, worin das Halbleitersubstrat an einem
Polierkopf festgemacht ist und ein Polierkissen an eine Polierplatte
fixiert ist und worin eine Polierschicht des Polierkissens gegen
das Halbleitersubstrat gedrückt
wird, wobei das Halbleitersubstrat durch Drehen des Polierkopfs
oder der Polierplatte oder von beiden poliert wird, dadurch gekennzeichnet,
dass das Polierkissen eine Polierschicht mit einer Gummimikrohärte vom
A-Typ von zumindest 80° aufweist,
die an die Polierplatte über
eine Polsterungsschicht mit einem Elastizitätsmodul von zumindest 40 MPa
sowie einen Zugmodul im Bereich von 0,1 MPa bis 20 MPa festgemacht
ist.
-
Die
vorliegende Erfindung stellt ferner eine Poliervorrichtung mit einem
Polierkopf, der ein fix damit verbundenes Halbleitersubstrat aufnehmen
kann, einer Polierplatte und einem an die Polierplatte fixierten
Polierkissen bereit, wobei das Polierkissen dem Polierkopf so gegenüberliegt,
dass ein Druckkontakt zwischen dem Polierkissen und dem am Polierkopf
befestigten Halbleitersubstrat und dem Mittel zum Drehen des Polierkopfes,
der Polierplatte oder beider ermöglicht
wird, und worin das Polierkissen eine Polsterungsschicht mit einem
Elastizitätsmodul
von zumindest 40 MPa sowie einen Zugmodul im Bereich von 0,1 MPa
bis 20 MPa und in direktem Vergleich mit dem Polierkopf eine Polierschicht
mit einer Gummimikrohärte
vom A-Typ von zumindest 80° aufweist.
-
Im
Folgenden wird die optimale Art der Durchführung der Erfindung erläutert.
-
Die
Polsterungsschicht in einem erfindungsgemäßen Polierkissen muss einen
Elastizitätsmodul
von zumindest 40 MPa und einen Zugmodul im Bereich von 0,1 MPa bis
20 MPa aufweisen. Vorzugsweise beträgt der Elastizitätsmodul
der Polsterungs schicht zumindest 60 MPa und noch bevorzugter zumindest
90 MPa, und der bevorzugte Zugmodul beträgt 0,5 MPa bis 18 MPa, noch
bevorzugter 5 MPa bis 15 MPa. Der Elastizitätsmodul wird bestimmt, indem
ein isotrop angelegter Druck auf das zu messende Material, dessen
Volumen zuerst gemessen wurde, ausgeübt wird, und anschließend die
daraus resultierende Volumsänderung
gemessen wird. Der Elastizitätsmodul
ist definiert durch das Verhältnis:
Elastizitätsmodul
= angelegter Druck/(Volumsänderung/Ursprungsvolumen).
Wenn das Ursprungsvolumen beispielsweise 1 cm3 beträgt und die
Volumsänderung
bei einem isotrop daran angelegten Druck von 0,07 MPa 0,00005 cm3 ergibt, beträgt der Elastizitätsmodul 1.400
MPa. Als Beispiel für
ein Verfahren zur Messung des Elastizitätsmoduls dient ein Verfahren,
bei dem das Volumen des zu messenden Materials zuerst bestimmt wird,
das zu messende Material anschließend in einem Behälter in
Wasser eingetaucht wird, wonach dieser Behälter in ein Druckgefäß eingeführt und
Druck angelegt wird und der angelegte Druck sowie die Volumsänderung
des zu messenden Materials, in Bezug auf die Veränderung des Wasserstands im
Behälter,
gemessen werden. Hinsichtlich der Eintauchflüssigkeit werden vorzugsweise
Flüssigkeiten
vermieden, die das zu messende Material quellen lassen oder beschädigen, wobei die
Flüssigkeit
andererseits keinen speziellen Einschränkungen unterliegt und als
Beispiele dafür
Wasser, Quecksilber und Siliconöl
dienen. Der Zugmodul wird bestimmt, indem aus der Polsterungsschicht
eine Hantelform ausgebildet und eine Zugspannung daran angelegt
wird. Die Zugspannung wird im Zugbelastungsbereich (= Längenänderung/Ursprungslänge) 0,01
bis 0,03 gemessen, und der Zugmodul ist durch das Verhältnis: Zugmodul
= ((Zugspannung bei einer Zugbelastung von 0,06) – (Zugspannung
bei einer Zugbelastung von 0,01))/0,02 definiert. Als Beispiel für das Messgerät kommt
die Allzwecktestmaschine Tensilon RTM-100, hergestellt von Orientec
Co. in Frage. Was die Messbedingungen anbelangt wird eine Testgeschwindigkeit
von 5 cm/min angewandt, und das Teststück weist eine Hantelform mit
einer Breite von 5 mm und einer Probenlänge von 50 mm auf.
-
Es
ist erforderlich, dass der Elastizitätsmodul der Polsterungsschicht
zumindest 40 MPa beträgt.
Bei weniger als 40 MPa verschlechtert sich die Einheitlichkeit der
Ebenheit der Halbleitersubstratoberfläche insgesamt, was nicht erwünscht ist.
Ferner muss der Zugmodul der Polsterungsschicht im Bereich von 0,1
MPa bis 20 MPa liegen. Bei weniger als 0,1 MPa wird die Einheitlichkeit
der Ebenheit der Halbleitersubstratoberfläche insgesamt beeinträchtigt,
was ebenfalls nicht erwünscht
ist. Bei über
20 MPa kommt es wiederum zu einer Verschlechterung der Einheitlichkeit
der Ebenheit der Halbleitersubstratoberfläche insgesamt, was nicht erwünscht ist.
Beispiele für
eine solche Polsterungsschicht umfassen nicht geschäumte Elastomere,
wie z.B. Naturkautschuk, Nitrilkautschuk, Neoprenkautschuk, Polybutadienkautschuk,
Polyurethankautschuk und Siliconkautschuk, wobei diese keinen speziellen
Einschränkungen
unterliegen. Die bevorzugte Dicke der Polsterungsschicht liegt im
Bereich von 0,1 bis 100 mm. Bei weniger als 0,1 mm verschlechtert
sich die Einheitlichkeit der Ebenheit der Halbleitersubstratfläche insgesamt,
was nicht erwünscht
ist. Bei über
100 mm wird die lokale Ebenheit beeinträchtigt, was ebenfalls nicht
erwünscht
ist. Der Dickebereich 0,2 bis 5 mm wird mehr bevorzugt, und 0,5
bis 2 mm sind sogar noch bevorzugter.
-
Als
nächstes
wird auf die hierein verwiesene Gummimikrohärte vom A-Typ eingegangen.
Die Gummimikrohärte
vom A-Typ bezeichnet den Wert, der mit einem Gummimikrodurometer
ermittelt wird. Dieses Gerät wird
von Kobunshi Keiki Co. als Gummimikrodurometermodell MD-1 geliefert.
Mit dem Gummimikrodurometer MD-1 ist es möglich, die Härte kleiner/dünner Proben
zu messen, was sich mit herkömmlichen
Durometern als schwierig erwiesen hat. Da dieser in etwa 1/5 des
Maßstabs
des Federsystem-Gummidurometers Modell A entworfen und hergestellt
wurde, ist der erhaltene gemessene Wert einer, welcher der Härte des
Federsystem-Gummidurometers vom A-Typ entspricht. Bei einem herkömmlichen
Polierkissen wird die Polierschicht- oder Hartschichtdicke auf 5
mm zugeschnitten, sodass es zu dünn
für den
Federsystem-Gummidurometer vom Modell A ist und keine Bewertung
möglich
ist, wobei eine Bewertung mit dem Gummimikrodurometer MD-1 möglich ist.
-
Die
Polierschicht des Polierkissens der vorliegenden Erfindung ist eine
Polierschicht mit einer Gummimikrohärte vom A-Typ von zumindest
80°. Die
Gummimikrohärte
vom A-Typ muss zumindest 80° betragen, wobei
sie vorzugsweise zumindest 90° beträgt. Wenn
die Gummimikrohärte
vom A-Typ weniger als 80° beträgt, ist
die Ge samtebenheit der lokalen Unebenheit des Halbleitersubstrats
schlecht, was nicht erwünscht
ist. Der Zugmodul der Polsterungsschicht eines erfindungsgemäßen Polierkissens
wird ermittelt, indem die Polierschicht hantelförmige ausgebildet wird und
eine Zugspannung daran angelegt wird. Die Zugspannung wird im Zugbelastungsbereich
(= Längenänderung/Ursprungslänge) 0,01
bis 0,03 gemessen, und der Zugmodul ist durch das Verhältnis: Zugmodul
= ((Zugspannung bei einer Zugbelastung von 0,03) – (Zugspannung
bei einer Zugbelastung von 0,01))/0,02 definiert. Als Beispiel für das Messgerät kommt
die Allzwecktestmaschine Tensilon RTM-100, hergestellt von Orientec
Co. in Frage. Was die Messbedingungen anbelangt wird eine Testgeschwindigkeit
von 5 cm/min angewandt, und das Teststück weist eine Hantelform mit
einer Breite von 5 mm und einer Probenlänge von 50 mm auf. An Stellen,
an denen die Polierschicht geschlossene Zellen aufweist, kommt es
zu hoher Poliermittelretention, wodurch sich die Poliergeschwindigkeit
erhöht,
was bevorzugt wird. Hinsichtlich des Durchmessers geschlossener
Zellen, bei denen der durchschnittliche Zellendurchmesser nicht
mehr als 1.000 μm
beträgt,
kommt es zu ausgezeichneter Ebenheit der lokalen Unebenheit des
Halbleitersubstrats, was bevorzugt wird. Darüber hinaus beträgt der mittlere
Zellendurchmesser des Durchmessers der geschlossenen Zellen vorzugsweise
nicht mehr als 500 μm
und noch bevorzugter nicht mehr als 300 μm.
-
Es
wird bevorzugt, dass die Hauptkomponente der Polierschicht Polyurethan
ist und die Dichte im Bereich von 0,7 bis 0,9 liegt. Wenn die Dichte
unter 0,7 liegt, verringert sich die Poliergeschwindigkeit unerwünschterweise.
Wenn die Dichte über
0,9 beträgt,
wird die Poliergeschwindigkeit gemindert, was ebenfalls nicht erwünscht ist.
Eine darüber
hinaus bevorzugte Polierschicht enthält Polyurethan und ein Polymer,
das durch Polymerisation einer Vinylverbindung erhalten wird, worin
der Gehalt des durch Polymerisation einer Vinylverbindung erhaltenen
Polymers 50 bis 90 Gew.-% beträgt
und die über
geschlossene Zellen mit einem mittleren Zellendurchmesser von nicht
mehr als 1.000 μm
und einer Dichte von 0,4 bis 1,1 verfügt. Dieses Polyurethan ist
ein Polymer, das mit einer Reaktion synthetisiert wird, die auf
einer Polyisocyanatpolyadditions- oder -polymerisationsreaktion
basiert. Die zur Umsetzung mit dem Polyisocyanat verwendete Verbindung
ist eine Verbindung, die aktiven Wasserstoff enthält, also
eine Polyhydroxy- oder -aminogruppen enthaltende Verbindung mit
zwei oder mehr aktiven Wasserstoffen ist. Beispiele für das Polyisocyanat
umfassen Tolylendiisocyanat, Diphenylmethandiisocyanat, Naphthalindiisocyanat,
Tolidindiisocyanat, Hexamethylendiisocyanat und Isophorondiisocyanat,
wobei diese keinen speziellen Einschränkungen unterliegen. Als Beispiele
für Polyhydroxyverbindungen
gelten Polyole, und als Beispiele für Polyole dienen Polyetherpolyole,
Polyoxytetramethylenglykol, mit Epoxyharz modifizierte Polyole,
Polyesterpolyole, Acrylpolyole, Polybutadienpolyole und Siliconpolyole.
-
Eine
hierin als "Vinylverbindung" bezeichnete Verbindung
ist eine mit einer polymerisierbaren Kohlenstoff-Kohlenstoff-Doppelbindung.
Als spezifische Beispiele dafür
dienen Methylmethacrylat, Ethylmethacrylat, Propylmethacrylat, n-Butylmethacrylat,
Isobutylmethacrylat, Methyl(α-ethyl)acrylat,
Ethyl(α-ethyl)acrylat,
Propyl(α-ethyl)acrylat,
Butyl(α-ethyl)acrylat,
2-Ethylhexylmethacrylat, Isodecylmethacrylat, n-Laurylmethacrylat, 2-Hydroxyethylmethacrylat,
2-Hydroxypropylmethacrylat, 2-Hydroxyethylacrylat, 2-Hydroxypropylacrylat, 2-Hydroxybutylmethacrylat,
Dimethylaminoethylmethacrylat, Diethylaminoethylmethacrylat, Methacrylsäure, Glycidylmethacrylat,
Ethylenglykoldimethacrylat, Fumarsäure, Dimethylfumarat, Diethylfumarat,
Dipropylfumarat, Maleinsäure,
Dimethylmaleat, Diethylmaleat, Dipropylmaleat, Acrylnitril, Acrylamid,
Vinylchlorid, Styrol und α-Methylstyrol.
Davon sind bevorzugte Vinylverbindungen Methylmethacrylat, Ethylmethacrylat,
Propylmethacrylat, n-Butylmethacrylat, Isobutylmethacrylat, Methyl(α-ethyl)acrylat,
Ethyl(α-ethyl)acrylat,
Propyl(α-ethyl)acrylat
und Butyl(α-ethyl)acrylat.
Insbesondere dienen als Beispiele Methylmethacrylat, Ethylmethacrylat,
n-Butylmethacrylat, Isobutylmethacrylat, 2-Ethylhexylmethacrylat,
Isodecylmethacrylat, n-Laurylmethacrylat, 2-Hydroxyethylmethacrylat,
2-Hydroxypropylmethacrylat, 2-Hydroxyethylacrylat, 2-Hydroxypropylacrylat,
2-Hydroxybutylmethacrylat, Dimethylaminoethylmethacrylat, Diethylaminoethylmethacrylat,
Methacrylsäure,
Glycidylmethacrylat, Ethylenglykoldimethacrylat, Fumarsäure, Dimethylfumarat,
Diethylfumarat, Dipropylfumarat, Maleinsäure, Dimethylmaleat, Diethylmaleat,
Dipropylmaleat, Acrylnitril, Acrylamid, Vinylchlorid, Styrol und α-Methylstyrol.
Da von sind bevorzugte Vinylverbindungen Methylmethacrylat, Ethylmethacrylat,
Propylmethacrylat, n-Butylmethacrylat, Isobutylmethacrylat, Methyl(α-ethyl)arylat, Ethyl(α-ethyl)acrylat, Propyl(α-ethyl)acrylat
und Butyl(α-ethyl)acrylat.
Die zuvor erwähnten
bevorzugten Vinylverbindungen imprägnieren Polyurethane ohne weiteres,
und wenn die Polymerisation im Polyurethan durchgeführt wird,
wird eine Polierschicht mit hoher Härte und hoher Zähigkeit
erhalten, womit diese bevorzugt werden. Beispiele für Polymere,
die aus der Polymerisation einer Vinylverbindung herrühren, für eine Polierschicht in
einem erfindungsgemäßen Polierkissen
umfassen Polymethylmethacrylat, Polyethylmethacrylat, Polypropylmethacrylat,
Poly(n-butylmethacrylat), Polyisobutylmethacrylat, Polymethyl(α-ethyl)acrylat,
Polyethyl(α-ethyl)acrylat,
Polypropyl(α-ethyl)acrylat, Polybutyl(α-ethyl)acrylat,
Poly(2-ethylhexylmethacrylat), Polyisodecylmethacrylat, Poly(n-laurylmethacrylat),
Poly(2-hydroxyethylmethacrylat), Poly(2-hydroxypropylmethacrylat),
Poly(2-hydroxyaethylacrylat), Poly(2-hydroxypropylacrylat), Poly(2-hydroxybutylmethacrylat),
Polydimethylaminoethylmethacrylat, Polydiethylaminoethylmethacrylat,
Polymethacrylsäure,
Polyglycidylmethacrylat, Polyethylenglykoldimethacrylat, Polyfumarsäure, Polydimethylfumarat,
Polydiethylfumarat, Polydipropylfumarat, Polymaleinsäure, Polydimethylmaleat,
Polydiethylmaleat, Polydipropylmaleat, Polyacrylnitril, Polyacrylamid,
Polyvinylchlorid, Polystyrol und Poly(α-methylstyrol). Davon können Polymethylmethacrylat, Polyethylmethacrylat,
Polypropylmethacrylat, Poly(n-butylmethacrylat), Polyisobutylmethacrylat,
Polymethyl(α-ethyl)acrylat, Polyethyl(α-ethyl)acrylat,
Polypropyl(α-ethyl)acrylat
und Polybutyl(α-ethyl)acrylat als
bevorzugte Polymere die Härte
des Polierkissens erhöhen
und die Ebenheitseigenschaften verbessern. Es wird bevorzugt, dass
der Gehalt des durch Polymerisation der Vinylverbindung erhaltenen
Polymers in der vorliegenden Erfindung zumindest 50 Gew.-% und bis
zu 90 Gew.-% beträgt.
Wenn der Gehalt des vom Vinylmonomer herrührenden Polymers weniger als
50 Gew.-% beträgt,
wird die Härte
der Polierschicht gesenkt, was nicht wünschenswert ist. Wenn die Menge über 90 Gew.-%
liegt, verschlechtert sich die Elastizität der Polierschicht, was ebenfalls
nicht erwünscht
ist.
-
In
Bezug auf das Verfahren zur Herstellung der erfindungsgemäßen Polierschicht
stellt ein Verfahren, bei dem ein geschäumter Polyurethanfilm mit geschlossenen
Zellen mit einem mittleren Zellendurchmesser von nicht mehr als
1.000 μm
und einer Dichte im Bereich von 0,1 bis 1,0 zuvor mit der Vinylverbindung
gequollen wird, wonach die Polymerisation der Vinylverbindung im
geschäumten
Polyurethanfilm durchgeführt
wird, ein bevorzugtes Verfahren dar. Auf diese Weise ist es möglich, eine
Polierschicht herzustellen, die sowohl Polyurethan mit einer geschlossenen
Zellenstruktur als auch aus der Vinylverbindung stammendes Polymer
enthält.
Es ist natürlich
erforderlich, die Kombination und die optimalen Mengen des Polyisocyanats,
Polyols, Katalysators, Schaumregulators und Schäumungsmittels gemäß der gewünschten
Polierschichthärte,
-zellendurchmesser und -dichte zu bestimmen.
-
Als
Beispiele für
Verfahren zur Polymerisation der Vinylverbindung im geschäumten Polyurethanfilm nach
dem Quellenlassen des geschäumten
Polyurethanfilms mit der Vinylverbindung kommen Folgende in Frage:
ein Verfahren, bei dem das Quellenlassen mit einer Vinylverbindung
zusammen mit einem radikalischen Photoinitiator erfolgt und anschließend die
Polymerisation durch Belichtung herbeigeführt wird; das Verfahren, bei
dem das Quellenlassen mit einer Vinylverbindung zusammen mit einem
thermischen radikalischen Initiator erfolgt und anschließend die
Polymerisation durch Wärmeeinwirkung
herbeigeführt
wird; und ein Verfahren, bei dem das Quellenlassen mit einer Vinylverbindung
erfolgt und anschließend
die Polymerisation durch Aussetzen gegenüber Elektronenstrahlen oder
Strahlung herbeigeführt
wird.
-
In
einem erfindungsgemäßen Polierkissen
wird die Polierschicht an einer Polierplatte über eine Polsterungsschicht
so befestigt, dass die Polsterungsschicht beim Polieren nicht von
der Polierplatte rutscht, und ferner so, dass die Polierschicht
nicht von der Polsterungsschicht abrutscht. Als Verfahren zur Befestigung
der Polsterungsschicht und der Polierplatte kommen Folgende in Frage:
ein Verfahren, bei dem mit doppelseitigem Klebeband befestigt wird;
ein Verfahren, bei dem mit einem Kleber befestigt wird; oder ein
Verfahren, bei dem von der Polierschicht aus eine Saugkraft ausgeübt wird,
um die Polsterungsschicht zu befestigen, wobei es keine speziellen
Einschränkungen
hinsichtlich des angewandten Verfahrens gibt. Als Verfahren zur
Befestigung der Polierschicht an die Polsterungsschicht können Verfahren
zur Befestigung mit doppelseitigem Klebeband oder Verfahren zur
Befestigung mit einem Kleber in Betracht gezogen werden, wobei es
keine speziellen Einschränkungen
hinsichtlich des angewandten Verfahrens gibt. Doppelseitiges Klebeband
oder eine Klebeschicht können
als Zwischenschicht zum Verkleben der Polierschicht und der Polsterungsschicht
verwendet werden. Es wird bevorzugt, dass der Zugmodul dieses doppelseitigen
Klebebands oder der Klebeschicht nicht mehr als 20 MPa beträgt. Der
Zugmodul des doppelseitigen Klebebands wird durch Ausbilden einer
Hantelform und Anlegen einer Spannung daran bestimmt. Die Zugspannung
wird im Zugbelastungsbereich (= Längenänderung/Ursprungslänge) von
0,01 bis 0,03 gemessen, und der Zugmodul ist durch das Verhältnis: Zugmodul
= ((Zugspannung bei einer Zugbelastung von 0,03) – (Zugspannung
bei einer Zugbelastung von 0,01))/0,02 definiert. Der Zugmodul der
Klebeschicht wird bestimmt, indem zuerst ein Laminat durch Aufbringen
auf die Klebeschicht zwischen zwei Gummifilmen mit bekanntem Zugmodul
hergestellt wird, anschließend eine
Hantelform erstellt und eine Bewertung des Zugmoduls durchgeführt wird,
wonach folgende Formel angewandet wird: ((Laminatzugmodul) × (Laminatdicke) – 2 × (Gummizugmodul) × (Dicke
einer der Gummifilme)/(Klebeschichtdicke). Als Beispiel für das Messgerät kommt
die Allzwecktestmaschine Tensilon RTM-100, hergestellt von Orientec
Co. in Frage. Was die Messbedingungen anbelangt wird eine Testgeschwindigkeit
von 5 cm/min angewandt, und das Teststück weist eine Hantelform mit
einer Breite von 5 mm und einer Probenlänge von 50 mm auf. Wenn der
Zugmodul der Zwischenschicht über
20 MPa liegt, verschlechtert sich die Einheitlichkeit in der Fläche, was
nicht wünschenswert
ist.
-
Spezifische
Beispiele für
das doppelseitige Klebeband oder die Klebeschicht zum Verkleben
der Polierschicht mit der Polsterungsschicht umfassen Folgende:
Sumitomo 3M (Ltd.) doppelseitige Klebebänder 463, 465 und 9204; Nitto
Denko (Corp.), doppelseitiges Klebeband Nr. 591 sowie andere solche
substratfreie Acryltransferklebebänder; doppelseitiges Klebeband
mit einem geschäumten
Filmsubstrat, wie z.B. Y-4913, hergestellt von Sumitomo 3M (Ltd.);
und doppelseitiges Klebeband mit weichem Vinylchloridsubstrat, wie
z.B. 447DL, hergestellt von Sumitomo 3M (Ltd).
-
Bei
Verwendung einer Poliervorrichtung gemäß der vorliegenden Erfindung
ist es in Fällen,
bei denen die Poliergeschwindigkeit beispielsweise nicht realisiert
wird, erforderlich, die Polierschicht nach dem Polieren zu ersetzen,
wobei es auch möglich
ist, die Polierschicht aus der Polsterungsschicht zu entfernen und
diese zu ersetzen, während
die Polsterungsschicht an der Polierplatte befestigt bleibt. Die
Polsterungsschicht ist im Vergleich mit der Polierschicht beständiger,
sodass das alleinige Ersetzen der Polierschicht von Kostenvorteil ist.
-
Nachstehend
wird ein Verfahren zum Polieren eines Halbleitersubstrats unter
Verwendung eines erfindungsgemäßen Polierkissens
erläutert.
-
Es
ist möglich,
Unebenheiten auf den Halbleitersubstrat-Isolierschichten oder den
Metallverbindungselementen unter Verwendung eines erfindungsgemäßen Polierkissens
zu ebnen, indem als Poliermittel beispielsweise ein Poliermittel
auf Silicabasis, ein Poliermittel auf Aluminiumoxidbasis oder ein
Poliermittel auf Cerbasis verwendet wird. Zuerst wird eine Poliervorrichtung
hergestellt, wobei die Poliervorrichtung mit einem Polierkopf, einer
Polierplatte zur Fixierung des Polierkissens, und einem Mittel zum
Drehen des Polierkopfes, der Polierplatte oder von beiden ausgestattet
ist. Anschließend
wird das erfindungsgemäße Polierkissen
so an die Polierplatte der Poliervorrichtung fixiert, dass die Polierschicht
dem Polierkopf gegenüberliegt.
Das Halbleitersubstrat wird z.B. einem Vakuumsaugkopf am Polierkopf
befestigt. Die Polierplatte wird drehen gelassen und der Polierkopf
in gleicher Richtung wie der Polierkopf drehen gelassen und gegen
das Polierkissen gedrückt.
Zu diesem Zeitpunkt wird ein Poliermittel zwischen dem Polierkissen
und dem Halbleitersubstrat aus einer solchen Position bereitgestellt,
dass das Poliermittel eingeführt
werden kann. Normalerweise wird der angelegte Druck durch die an
den Polierkopf ausgeübte
Kraft geregelt. Wenn dieser im Bereich von 0,01 bis 0,2 MPa liegt,
kommt es zur wünschenswerten
lokalen Ebenheit.
-
Mit
einer Poliervorrichtung und einem Polierkissen der vorliegenden
Erfindung ist es möglich,
Einheitlichkeit im Sinne von Ebenheit der lokalen Unebenheiten über die
gesamte Fläche
des Halbleitersubstrats zu erzielen, und es ist möglich, eine
einheitli che Polierung nahe der Waferkante zu erreichen. Ferner
ist es möglich,
unter Bedingungen hoher Plattendrehgeschwindigkeit sowohl Einheitlichkeit
als auch Ebenheit zu erzielen.
-
Beispiele
-
Im
Folgenden werden Ausführungsformen
der Erfindung detaillierter anhand nachstehender Beispiele erläutert. In
diesen Beispielen wurden die verschiedenen Eigenschaften durch folgende
Verfahren gemessen.
-
1. Gummimikrohärte vom
A-Typ
-
Die
Messung erfolgte mit einem Gummimikrodurometer MD-1 von Kobunshi
Keiki (Co.) [Adresse: Shimodachiuri Muromachi Nishiiri, Kamigyo-ku,
Kyoto].
-
Die
Struktur des Gummimikrometers MD-1 war wie folgt:
-
1.1 Sensorbereich
-
- (1) Ladesystem: Kontaktfederplatte vom Feder-Typ
- (2) Federbelastung: 0 Punkt 2,24 p
100 Punkt 33,85 p
- (3) Federbelastungsfehler: ± 0,32 p
- (4) Eindringkörperabmessungen:
Durchmesser: 0,16 mm kreisförmiger
Zylinder
Höhe:
0,5 mm
- (5) Verschiebungsdetektionssystem: Dehnungsmesser
- (6) Druckfußabmessungen:
Außendurchmesser:
4 mm
Innendurchmesser: 1,5 mm
-
1.2 Sensorantriebsbereich
-
- (1) Antriebssystem: vertikal getrieben, basierend
auf einem Schrittmotor, Sinkratenregelung basiert auf einem Luftdämpfer
- (2) Abwärts
gehender Kolbenhub: 12 mm
- (3) Sinkrate: 10–30
mm/s
- (4) Höheneinstellungsbereich:
0 bis 67 mm (Entfernung zwischen Probentisch und Sensordruckfläche)
-
1.3 Probenständer
-
- (1) Probenständerabmessungen: Durchmesser:
80 mm
- (2) Feineinstellungsmechanismus: Feineinstellung basierend auf
XY-Tisch und Mikrometerkopf; Kolbenhub für sowohl die X- als auch die
Y-Achse = 15 mm
- (3) Gradeinstellmittel: Hauptfuß zur Gradeinstellung und Rundwasserwaage
-
2. Gesamtstufenhöhe
-
(1) Testwafer
-
Ein
20 mm großer
quadratischer Rohchip wurde auf einem 6-Zoll-Siliciumwafer angeordnet.
Auf der linken Hälfte
dieses 20-mm-Quadrat-Rohchips wurden Aluminiumzwischenverbindungselemente
mit einer Breite von 40 μm
und einer Höhe
von 1,2 μm
in einem Abstand von 40 μm
in Zeilen-Abstand-Art bereitgestellt, und auf der rechten Hälfte lagen
Aluminiumzwischenverbindungselemente mit einer Breite von 400 μm und einer
Höhe von
1,2 μm in
einem Abstand von 40 μm
in Zeilen-Abstand-Art
vor. Ferner bildete sich darauf ein Isolierfilm mit 3 μm Dicke mittels
CVD unter Verwendung von Tetraethoxysilan aus, um den Testwafer
zur Bewertung der Gesamtstufenhöhe
herzustellen.
-
(2) Bewertungsverfahren
-
Bewertungsbedingungen
A
-
Der
Testwafer mit der zu bewertenden Gesamtstufenhöhe wurde in den Polierkopf
der Poliermaschine eingepasst und bei 37 U/min drehen gelassen.
Das Verbundpolierkissen wurde an der Poliermaschinenplatte befestigt
und in gleicher Richtung wie die Polierkopfdrehrichtung bei 36 U/min
drehen gelassen. Während
ein Poliermittel auf Silicabasis bei 200 ml/min bereitgestellt wurde,
wurde über
einen bestimmten Zeitraum hinweg bei einem Druck von 0,05 MPa poliert.
Die Gesamtstufenhöhe
zwischen den 40 μm
breiten und 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers wurden
gemessen.
-
Bewertungsbedingungen
B
-
Der
Testwafer mit der zu bewertenden Gesamtstufenhöhe wurde in den Polierkopf
der Poliermaschine eingepasst und bei 47 U/min drehen gelassen.
Das Verbundpolierkissen wurde an der Poliermaschinenplatte befestigt
und in gleicher Richtung wie die Polierkopfdrehrichtung bei 46 U/min
drehen gelassen. Während
ein Poliermittel auf Silicabasis bei 200 ml/min bereitgestellt wurde,
wurde über
einen bestimmten Zeitraum hinweg bei einem Druck von 0,05 MPa poliert.
Die Gesamtstufenhöhe
zwischen den 40 μm
breiten und 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers wurden
gemessen.
-
3. Oxidfilmentfernungsrate
-
(1) Testwafer
-
Ein
1,5 μm dicker
thermisch oxidierter Film wurde auf einem 6-Zoll-Testwafer ausgebildet,
um den Testwafer zur Bewertung der Oxidfilmentfernungsrate herzustellen.
-
(2) Bewertungsverfahren
-
Bewertungsbedingungen
C
-
Der
Testwafer zur Bewertung der Oxidfilmentfernungsrate wurde in den
Polierkopf der Poliermaschine eingepasst und bei 37 U/min drehen
gelassen, und das Polierkissen wurde an der Poliermaschinenplatte
befestigt und in gleicher Richtung wie die Polierkopfdrehrichtung
bei 36 U/min drehen gelassen. Während
ein Poliermittel auf Silicabasis bei 225 ml/min bereitgestellt wurde,
wurde bei einem Polierdruck von 0,05 MPa 3 Minuten lang poliert.
Die Oxidfilmentfernungsrate wurde in 1 mm Abstand im Bereich von
5 mm der Waferkante gemessen, und die mittlere Oxidfilmentfernungs rate
sowie die Einheitlichkeit im Bereich von 5 mm der Waferkante, wobei
die Einheitlichkeit = (Maximumoxidentfernungsrate – Minimumoxidentfernungsrate)/2/mittlere Oxidentfernungsrate × 100 ist,
wurden ermittelt.
-
Ferner
wurde die Oxidfilmentfernungsrate in 1 mm Beabstandungen im Bereich
von 3 mm der Waferkante gemessen und die mittlere Oxidfilmentfernungsrate
sowie die Einheitlichkeit im Bereich von 3 mm der Waferkante, wobei
die Einheitlichkeit = (Maximumoxidentfernungsrate – Minimumoxidentfernungsrate)/2/mittlere
Oxidentfernungsrate × 100
ist, wurden ermittelt.
-
Bewertungsbedingungen
D
-
Der
Testwafer zur Bewertung der Oxidfilmentfernungsrate wurde in den
Polierkopf der Poliermaschine eingepasst und bei 47 U/min drehen
gelassen, und das Polierkissen wurde an der Poliermaschinenplatte
befestigt und in gleicher Richtung wie die Polierkopfdrehrichtung
bei 46 U/min drehen gelassen. Während
ein Poliermittel auf Silicabasis bei 225 ml/min bereitgestellt wurde,
wurde bei einem Polierdruck von 0,05 MPa 3 Minuten lang poliert.
Die Oxidfilmentfernungsrate wurde in 1 mm Abstand im Bereich von
5 mm der Waferkante gemessen, und die mittlere Oxidfilmentfernungsrate
sowie die Einheitlichkeit im Bereich von 5 mm der Waferkante, wobei
die Einheitlichkeit = (Maximumoxidentfernungsrate – Minimumoxidentfernungsrate)/2/mittlere Oxidentfernungsrate × 100 ist,
wurden ermittelt.
-
Ferner
wurde die Oxidfilmentfernungsrate in 1 mm Beabstandungen im Bereich
von 3 mm der Waferkante gemessen und die mittlere Oxidfilmentfernungsrate
sowie die Einheitlichkeit im Bereich von 3 mm der Waferkante, wobei
die Einheitlichkeit = (Maximumoxidentfernungsrate – Minimumoxidentfernungsrate)/2/mittlere
Oxidentfernungsrate × 100
ist, wurden ermittelt.
-
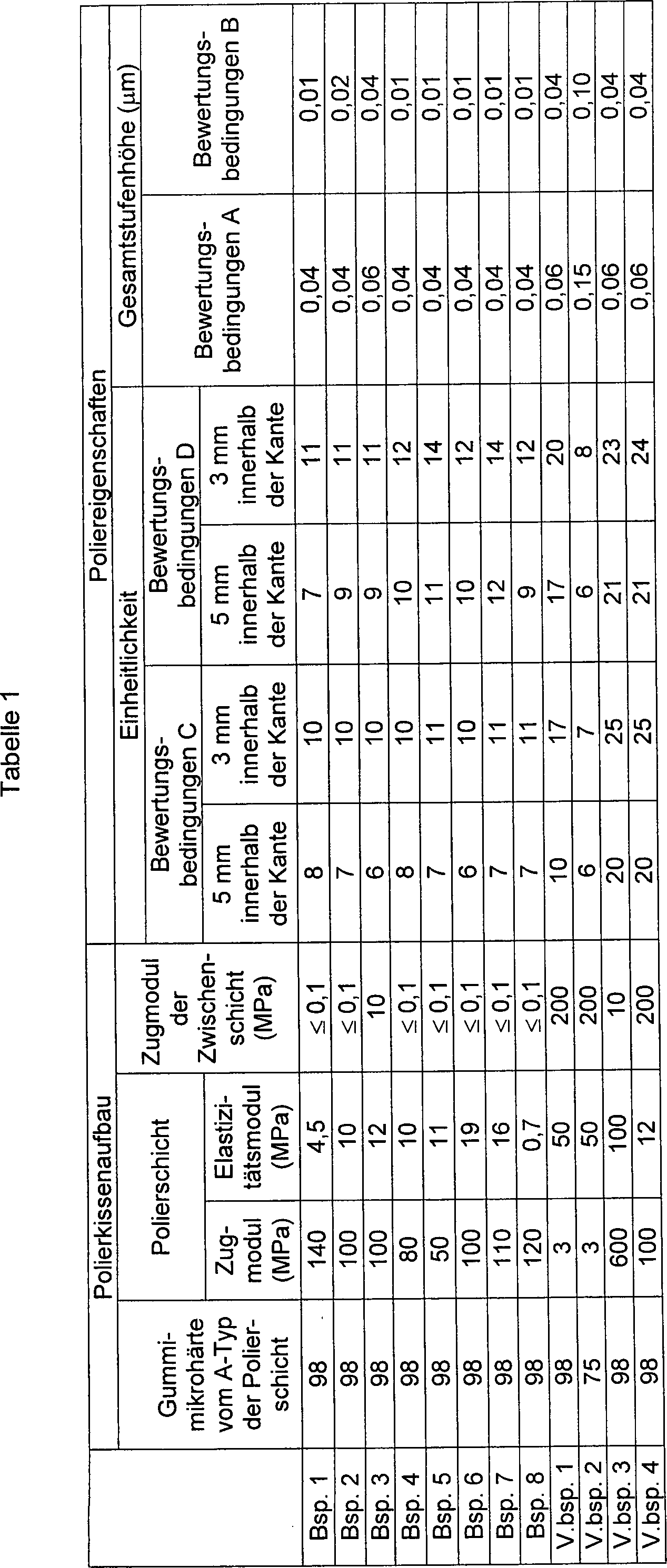
Beispiel 1
-
Ein
geschäumter
Polyurethanfilm (Gummimikrohärte
vom A-Typ = 50°,
Dichte: 0,77 und mittlerer Durchmesser der verschlossenen Zellen:
110 μm)
mit einer Dicke von 5 mm wurde 24 Stunden in Methylmethacrylat eingetaucht,
wozu 0,1 Gewichtsteile Azobisisobutyronitril zugesetzt worden waren.
Der geschäumte Polyurethanfilm,
der mit dem Methylmethacrylat gequollen war, wurde anschließend zwischen
Glasplatten platziert und 24 Stunden lang auf 70 °C erhitzt.
Nach dem Erhitzen wurde der geschäumte Polyurethanfilm zwischen
den Glasplatten entfernt und im Vakuum bei 50 °C getrocknet. Anschließend wurde
gemahlen und eine Polierschicht mit einer Dicke von 1,2 mm erhalten.
Die Gummimikrohärte
vom A-Typ dieser Polierschicht betrug 98°, die Dichte 0,79, der mittlere
Durchmesser der geschlossenen Zellen 150 μm und der Gewichtsanteil des
Polymethylmethacrylats 69 Gew.-%. Es wurde ein Polierkissen hergestellt,
indem diese Polierschicht und eine 1 mm dicke Polsterungsschicht
aus Nitrilkautschuk (Elastizitätsmodul
= 140 MPa, Zugmodul = 4,5 MPa) mit einem doppelseitigen Klebeband
Nr. 591 von Nitto Denko (Zugmodul nicht mehr als 0,1 MPa) zusammengeklebt
wurden. Unter Verwendung eines Poliermittels vom Silicatyp wurde
die Bewertung der Oxidfilmentfernungsrate unter Bewertungsbedingungen
C bei einer Plattendrehgeschwindigkeit von 36 U/min vorgenommen.
Die mittlere Oxidfilmentfernungsrate im Bereich von 5 mm der Waferkante
betrug 1.020 Å/min
und die Einheitlichkeit 8, und die mittlere Oxidfilmentfernungsrate
im Bereich von 3 mm der Waferkante betrug 1.350 Å/min und die Einheitlichkeit
11. Bei einer Bewertung der Gesamtstufenhöhe unter Bewertungsbedingungen
A bei einer Plattendrehgeschwindigkeit von 36 U/min über eine
Polierzeit von 2 Minuten betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,04 μm. Bei einer
Bewertung der Gesamtstufenhöhe
unter Bewertungsbedingungen B bei einer Plattendrehgeschwindigkeit
von 46 U/min über
eine Polierzeit von 1 Minute 5 Sekunden betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,01 μm.
-
Beispiel 2
-
30
Gewichtsteile Polypropylenglykol, 40 Gewichtsteile Diphenylmethandiisocyanat,
0,8 Gewichtsteile Wasser, 0,3 Gewichtsteile Triethylamin, 1,7 Gewichtsteile
Siliconschaumstabilisator und 0,09 Gewichtsteile dünnes Octylat
wurden in einer RIM-Formmaschine
miteinander vermischt, in eine Form gegossen und druckgeformt, um einen
geschäumten
Polyurethanfilm (Gummimikrohärte
vom A-Typ = 50°,
Dichte 0,51 und mittlerer Durchmesser der geschlossenen Zellen 40 μm) mit einer
Dicke von 1,5 mm zu erhalten. Der geschäumte Polyurethanfilm wurde
15 Stunden in Methylmethacrylat eingetaucht, wozu 0,1 Gewichtsteile
Azobisisobutyronitril zugesetzt worden waren. Dieser geschäumte Polyurethanfilm,
der mit dem Methylmethacrylat gequollen war, wurde zwischen Glasplatten
platziert und 24 Stunden lang auf 70 °C erhitzt. Nach dem Erhitzen
wurde der geschäumte
Polyurethanfilm zwischen den Glasplatten entfernt und im Vakuum
bei 50 °C
getrocknet. Der erhaltene Hartschaumfilm wurde anschließend an
beiden Flächen
gemahlen und ein Polierkissen mit einer Dicke von 1,2 mm erhalten.
Die Gummimikrohärte
vom A-Typ dieses Polierkissens betrug 98°, die Dichte 0,75, der mittlere
Durchmesser der geschlossenen Zellen 60 μm und der Polymethylmethacrylatgehalt
des Polierkissens 82 Gew.-%.
-
Als
Polsterungsschicht wurde ein 2 mm dicker Polyurethankautschuk (Elastizitätsmodul
= 100 MPa, Zugmodul = 10 MPa) hergestellt, und ein Polierkissen
wurde hergestellt, indem die Polierschicht und die Polsterungsschicht
mit einem doppelseitigen Klebeband Nr. 950 von Sumitomo 3M (Ltd)
(Zugmodul nicht mehr als 0,1 MPa) zusammengeklebt wurden. Unter
Verwendung eines Poliermittels vom Silicatyp wurde die Bewertung
der Oxidfilmentfernungsrate unter Bewertungsbedingungen C bei einer
Plattendrehgeschwindigkeit von 36 U/min vorgenommen. Die mittlere
Oxidfilmentfernungsrate im Bereich von 5 mm der Waferkante betrug 1.210 Å/min und
die Einheitlichkeit 7, und die mittlere Oxidfilmentfernungsrate
im Bereich von 3 mm der Waferkante betrug 1.230 Å/min und die Einheitlichkeit
10. Wenn darüber
hinaus die Bewertungsbedingungen D bei einer Plattendrehgeschwindigkeit
von 36 U/min über
eine Polierzeit von 1 Minute 45 Sekunden verwendet wurden, betrug
die Gesamtstufenhöhe
zwischen den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,04 μm. Bei einer
Bewertung der Gesamtstufenhöhe unter
Bewertungsbedingungen B bei einer Plattendrehgeschwindigkeit von
46 U/min über
eine Polierzeit von 1 Minute 30 Sekunden betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,02 μm.
-
Beispiel 3
-
78
Gewichtsteile eines Urethanpolymers auf Polyetherbasis (Adiprene
L-325, hergestellt von Uniroyal), 20 Gewichtsteile 4,4'-Methylen-bis-2-chloranilin
und 1,8 Gewichtsteile hohler Polymerkügelchen (Expancel 551 DE, hergestellt
von Chema-Nobel Co.) wurden in einer RIM-Formmaschine miteinander
vermischt und in eine Form gegossen, um einen Polymerformkörper herzustellen.
Dieser Polymerformkörper
wurde auf eine Dicke von 1,2 mm mit einer Schneidmaschine zugeschnitten,
um die Polierschicht herzustellen. Die Gummimikrohärte vom
A-Typ dieser Polierschicht betrug 98°, die Dichte 0,80 und der mittlere
Durchmesser der geschlossenen Zellen 33 μm). Als Polsterungsschicht wurde
ein 1 mm dicker Neoprenkautschuk (Elastizitätsmodul = 100 MPa, Zugmodul
= 12 MPa) hergestellt, und ein Polierkissen wurde hergestellt, indem
die Polierschicht und die Polsterungsschicht mit einem doppelseitigen
Klebeband Y-949 von Sumitomo 3M (Ltd) (Zugmodul 10 MPa) zusammengeklebt
wurden. Unter Verwendung eines Poliermittels vom Silicatyp wurde
die Bewertung der Oxidfilmentfernungsrate unter Bewertungsbedingungen
C bei einer Plattendrehgeschwindigkeit von 36 U/min vorgenommen.
Die mittlere Oxidfilmentfernungsrate im Bereich von 5 mm der Waferkante
betrug 1.110 Å/min
und die Einheitlichkeit 6, und die mittlere Oxidfilmentfernungsrate
im Bereich von 3 mm der Waferkante betrug 1.130 Å/min und die Einheitlichkeit
10. Wenn darüber
hinaus die Bewertungsbedingungen D bei einer Plattendrehgeschwindigkeit
von 46 U/min verwendet wurden, betrug die mittlere Oxidfilmentfernungsrate
im Bereich von 5 mm der Waferkante betrug 1.340 Å/min und die Einheitlichkeit
9, und die mittlere Oxidfilmentfernungsrate im Bereich von 3 mm
der Waferkante betrug 1.360 Å/min
und die Einheitlichkeit 11. Wenn die Bewertungsbedingungen D bei
einer Plattendrehgeschwindigkeit von 36 U/min über eine Polierzeit von 2 Minuten
verwendet wurden, betrug die Gesamtstufenhöhe zwischen den 40 μm breiten
und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,06 μm. Bei einer
Bewertung der Gesamtstufenhöhe
unter Bewertungsbedingungen B bei einer Plattendrehgeschwindigkeit
von 46 U/min über eine
Polierzeit von 1 Minute 45 Sekunden betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,04 μm.
-
Beispiel 4
-
Es
wurde die in Beispiel 1 eingesetzte Polierschicht verwendet. Es
wurde ein Polierkissen hergestellt, indem eine 1,5 mm dicke Polsterungsschicht
aus Chloroprenkautschuk (Elastizitätsmodul = 80 MPa, Zugmodul
= 10 MPa) mit einem doppelseitigen Klebeband Nr. 591 von Nitto Denko
(Zugmodul nicht mehr als 0,1 MPa) mit dieser Polierschicht zusammengeklebt
wurde. Unter Verwendung eines Poliermittels vom Silicatyp wurde die
Bewertung der Oxidfilmentfernungsrate unter Bewertungsbedingungen
C bei einer Plattendrehgeschwindigkeit von 36 U/min vorgenommen.
Die mittlere Oxidfilmentfernungsrate im Bereich von 5 mm der Waferkante betrug
1.030 Å/min
und die Einheitlichkeit 8, und die mittlere Oxidfilmentfernungsrate
im Bereich von 3 mm der Waferkante betrug 1.060 Å/min und die Einheitlichkeit
10. Wenn darüber
hinaus die Bewertungsbedingungen D bei einer Plattendrehgeschwindigkeit
von 46 U/min verwendet wurden, betrug die mittlere Oxidfilmentfernungsrate
im Bereich von 5 mm der Waferkante betrug 1.310 Å/min und die Einheitlichkeit
10, und die mittlere Oxidfilmentfernungsrate im Bereich von 3 mm
der Waferkante betrug 1.360 Å/min
und die Einheitlichkeit 12. Bei einer Bewertung der Gesamtstufenhöhe unter
Bewertungsbedingungen A bei einer Plattendrehgeschwindigkeit von
36 U/min über
eine Polierzeit von 2 Minuten betrug die Gesamtstufenhöhe zwischen
den 40 μm breiten
und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,04 μm. Bei einer
Bewertung der Gesamtstufenhöhe
unter Bewertungsbedingungen B bei einer Plattendrehgeschwindigkeit
von 46 U/min über
eine Polierzeit von 1 Minute 45 Sekunden betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,01 μm.
-
Beispiel 5
-
Es
wurde die in Beispiel 1 eingesetzte Polierschicht verwendet. Es
wurde ein Polierkissen hergestellt, indem eine 1 mm dicke Polsterungsschicht
aus Chloroprenkautschuk (Elastizitätsmodul = 50 MPa, Zugmodul =
11 MPa) mit einem doppelseitigen Klebeband Nr. 591 von Nitto Denko
(Zugmodul nicht mehr als 0,1 MPa) mit dieser Polierschicht zusammengeklebt
wurde. Unter Verwendung eines Poliermittels vom Silicatyp wurde die
Bewertung der Oxidfilmentfernungsrate unter Bewertungsbedingungen
C bei einer Plattendrehgeschwindigkeit von 36 U/min vorgenommen.
Die mittlere Oxidfilmentfernungsrate im Bereich von 5 mm der Waferkante betrug
1.050 Å/min
und die Einheitlichkeit 7, und die mittlere Oxidfilmentfernungsrate
im Bereich von 3 mm der Waferkante betrug 1.070 Å/min und die Einheitlichkeit
11. Wenn darüber
hinaus die Bewertungsbedingungen D bei einer Plattendrehgeschwindigkeit
von 46 U/min verwendet wurden, betrug die mittlere Oxidfilmentfernungsrate
im Bereich von 5 mm der Waferkante betrug 1.370 Å/min und die Einheitlichkeit
11, und die mittlere Oxidfilmentfernungsrate im Bereich von 3 mm
der Waferkante betrug 1.350 Å/min
und die Einheitlichkeit 14. Bei einer Bewertung der Gesamtstufenhöhe unter
Bewertungsbedingungen A bei einer Plattendrehgeschwindigkeit von
36 U/min über
eine Polierzeit von 2 Minuten betrug die Gesamtstufenhöhe zwischen
den 40 μm breiten
und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,04 μm. Bei einer
Bewertung der Gesamtstufenhöhe
unter Bewertungsbedingungen B bei einer Plattendrehgeschwindigkeit
von 46 U/min über
eine Polierzeit von 1 Minute 45 Sekunden betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,01 μm.
-
Beispiel 6
-
Es
wurde die in Beispiel 1 eingesetzte Polierschicht verwendet. Es
wurde ein Polierkissen hergestellt, indem eine 0,5 mm dicke Polsterungsschicht
aus Ethylenpropylenkautschuk (Elastizitätsmodul = 100 MPa, Zugmodul
= 19 MPa) mit einem doppelseitigen Klebeband Nr. 591 von Nitto Denko
(Zugmodul nicht mehr als 0,1 MPa) mit dieser Polierschicht zusammengeklebt
wurde. Unter Verwendung eines Poliermittels vom Silicatyp wurde
die Bewertung der Oxidfilmentfernungsrate unter Bewertungsbedingungen
C bei einer Plattendrehgeschwindigkeit von 36 U/min vorgenommen.
Die mittlere Oxidfilmentfernungsrate im Bereich von 5 mm der Waferkante
betrug 1.000 Å/min
und die Einheitlichkeit 6, und die mittlere Oxidfilmentfernungsrate
im Bereich von 3 mm der Waferkante betrug 960 Å/min und die Einheitlichkeit
10. Wenn darüber
hinaus die Bewertungsbedingungen D bei einer Plattendrehgeschwindigkeit von
46 U/min verwendet wurden, betrug die mittlere Oxidfilmentfernungsrate
im Bereich von 5 mm der Waferkante betrug 1.270 Å/min und die Einheitlichkeit
10, und die mittlere Oxidfilmentfernungsrate im Bereich von 3 mm
der Waferkante betrug 1.290 Å/min
und die Einheitlichkeit 12. Bei einer Bewertung der Gesamtstufenhöhe unter
Bewertungsbedingungen A bei einer Plattendrehgeschwindigkeit von
36 U/min über
eine Polierzeit von 2 Minuten betrug die Gesamtstufenhöhe zwischen den
40 μm breiten
und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,04 μm. Bei einer
Bewertung der Gesamtstufenhöhe
unter Bewertungsbedingungen B bei einer Plattendrehgeschwindigkeit
von 46 U/min über
eine Polierzeit von 1 Minute 45 Sekunden betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,01 μm.
-
Beispiel 7
-
Es
wurde die in Beispiel 1 eingesetzte Polierschicht verwendet. Es
wurde ein Polierkissen hergestellt, indem eine 1,5 mm dicke Polsterungsschicht
aus Ethylenpropylenkautschuk (Elastizitätsmodul = 110 MPa, Zugmodul
= 16 MPa) mit einem doppelseitigen Klebeband Nr. 591 von Nitto Denko
(Zugmodul nicht mehr als 0,1 MPa) mit dieser Polierschicht zusammengeklebt
wurde. Unter Verwendung eines Poliermittels vom Silicatyp wurde
die Bewertung der Oxidfilmentfernungsrate unter Bewertungsbedingungen
C bei einer Plattendrehgeschwindigkeit von 36 U/min vorgenommen.
Die mittlere Oxidfilmentfernungsrate im Bereich von 5 mm der Waferkante
betrug 990 Å/min
und die Einheitlichkeit 7, und die mittlere Oxidfilmentfernungsrate
im Bereich von 3 mm der Waferkante betrug 1.000 Å/min und die Einheitlichkeit
11. Wenn darüber
hinaus die Bewertungsbedingungen D bei einer Plattendrehgeschwindigkeit
von 46 U/min verwendet wurden, betrug die mittlere Oxidfilmentfernungsrate
im Bereich von 5 mm der Waferkante betrug 1.370 Å/min und die Einheitlichkeit
12, und die mittlere Oxidfilmentfernungsrate im Bereich von 3 mm
der Waferkante betrug 1.390 Å/min
und die Einheitlichkeit 14. Bei einer Bewertung der Gesamtstufenhöhe unter
Bewertungsbedingungen A bei einer Plattendrehgeschwindigkeit von
36 U/min über
eine Polierzeit von 2 Minuten betrug die Gesamtstufenhöhe zwischen den
40 μm breiten
und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,04 μm. Bei einer
Bewertung der Gesamtstufenhöhe
unter Bewertungsbedingungen B bei einer Plattendrehgeschwindigkeit
von 46 U/min über
eine Polierzeit von 1 Minute 45 Sekunden betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,01 μm.
-
Beispiel 8
-
Es
wurde die in Beispiel 1 eingesetzte Polierschicht verwendet. Es
wurde ein Polierkissen hergestellt, indem eine 1,5 mm dicke Polsterungsschicht
aus Siliconkautschuk (Elastizitätsmodul
= 120 MPa, Zugmodul = 0,7 MPa) mit einem doppelseitigen Klebeband
Nr. 591 von Nitto Denko (Zugmodul nicht mehr als 0,1 MPa) mit dieser
Polierschicht zusammengeklebt wurde. Unter Verwendung eines Poliermittels
vom Silicatyp wurde die Bewertung der Oxidfilmentfernungsrate unter
Bewertungsbedingungen C bei einer Plattendrehgeschwindigkeit von
36 U/min vorgenommen. Die mittlere Oxidfilmentfernungsrate im Bereich
von 5 mm der Waferkante betrug 1.100 Å/min und die Einheitlichkeit
7, und die mittlere Oxidfilmentfernungsrate im Bereich von 3 mm
der Waferkante betrug 1.130 Å/min
und die Einheitlichkeit 11. Wenn darüber hinaus die Bewertungsbedingungen D
bei einer Plattendrehgeschwindigkeit von 46 U/min verwendet wurden,
betrug die mittlere Oxidfilmentfernungsrate im Bereich von 5 mm
der Waferkante betrug 1.330 Å/min
und die Einheitlichkeit 9, und die mittlere Oxidfilmentfernungsrate
im Bereich von 3 mm der Waferkante betrug 1.370 Å/min und die Einheitlichkeit
12. Bei einer Bewertung der Gesamtstufenhöhe unter Bewertungsbedingungen
A bei einer Plattendrehgeschwindigkeit von 36 U/min über eine
Polierzeit von 2 Minuten betrug die Gesamtstufenhöhe zwischen
den 40 μm breiten
und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,04 μm. Bei einer
Bewertung der Gesamtstufenhöhe
unter Bewertungsbedingungen B bei einer Plattendrehgeschwindigkeit
von 46 U/min über
eine Polierzeit von 1 Minute 45 Sekunden betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,01 μm.
-
Vergleichsbeispiel 1
-
Es
wurde die in Beispiel 3 verwendete Polierschicht hergestellt. Die
Gummimikrohärte
vom A-Typ der Polierschicht betrug 98°, die Dichte 0,80 und der mittlere
Durchmesser der geschlossenen Zellen 33 μm. Als Polsterungsschicht wurde
ein nassgeschäumtes
Polyurethan (Elastizitätsmodul
= 3 MPa, Zugmodul = 50 MPa) mit einer Dicke von 1,2 mm verwendet,
das durch Nassfilmbildung gefolgt von Imprägnieren eines Vliesmaterials
mit einer Polyurethanlösung
erhalten wurde. Es wurde ein Polierkissen hergestellt, indem die
Polierschicht und die Polsterungsschicht mit doppelseitigem Klebeband
442J von Sumitomo 3M (Ltd) (ein doppelseitiges Klebeband, bei dem
das Substrat Polyesterfilm ist; Zugmodul = 200 MPa) zusammengeklebt
wurden. Unter Verwendung eines Poliermittels vom Silicatyp wurde
die Bewertung der Oxidfilmentfernungsrate unter Bewertungsbedingungen
C bei einer Plattendrehgeschwindigkeit von 36 U/min vorgenommen.
Die mittlere Oxidfilmentfernungsrate im Bereich von 5 mm der Waferkante
betrug 1.150 Å/min
und die Einheitlichkeit 10, und die mittlere Oxidfilmentfernungsrate
im Bereich von 3 mm der Waferkante betrug 1.130 Å/min und die Einheitlichkeit
17. Wenn darüber
hinaus die Bewertungsbedingungen D bei einer Plattendrehgeschwindigkeit
von 46 U/min verwendet wurden, betrug die mittlere Oxidfilmentfernungsrate
im Bereich von 5 mm der Waferkante betrug 1.370 Å/min und die Einheitlichkeit
17, und die mittlere Oxidfilmentfernungsrate im Bereich von 3 mm der
Waferkante betrug 1.360 Å/min
und die Einheitlichkeit 20. Folglich war die Einheitlichkeit schlecht.
Bei einer Bewertung der Gesamtstufenhöhe unter Bewertungsbedingungen
A bei einer Plattendrehgeschwindigkeit von 36 U/min über eine
Polierzeit von 2 Minuten betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,06 μm. Bei einer Bewertung
der Gesamtstufenhöhe
unter Bewertungsbedingungen B bei einer Plattendrehgeschwindigkeit
von 46 U/min über
eine Polierzeit von 1 Minute 45 Sekunden betrug die Gesamtstufenhöhe zwischen
den 40 μm breiten
und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,04 μm.
-
Vergleichsbeispiel 2
-
Es
wurde eine Polierschicht aus geschäumtem Polyurethan hergestellt,
das durch Nassfilmbildung gefolgt von Imprägnieren eines Vliesmaterials,
das Polyesterfasern (Faserdurchmesser 6 μm) enthielt, mit einer Polyurethanlösung erhalten
wurde. Die Gummimikrohärte
vom A-Typ dieser Polierschicht betrug 75°. Als Polsterungsschicht wurde
ein nassgeschäumtes
Polyurethan (Elastizitätsmodul
= 3 MPa, Zugmodul = 50 MPa) mit einer Dicke von 1,2 mm verwendet,
das durch Nassfilmbildung gefolgt von Imprägnieren eines Vliesmaterials mit
einer Polyurethanlösung
erhalten wurde. Es wurde ein Polierkissen hergestellt, indem die
Polierschicht und die Polsterungsschicht mit doppelseitigem Klebeband
442J von Sumitomo 3M (Ltd) (ein doppelseitiges Klebeband, bei dem
das Substrat Polyesterfilm ist; Zugmodul = 200 MPa). Unter Verwendung
eines Poliermittels vom Silicatyp wurde die Bewertung der Oxidfilmentfernungsrate
unter Bewertungsbedingungen C bei einer Plattendrehgeschwindigkeit
von 36 U/min vorgenommen. Die mittlere Oxidfilmentfernungsrate im
Bereich von 5 mm der Waferkante betrug 850 Å/min und die Einheitlichkeit
6, und die mittlere Oxidfilmentfernungsrate im Bereich von 3 mm
der Waferkante betrug 890 Å/min
und die Einheitlichkeit 7. Wenn darüber hinaus die Bewertungsbedingungen
D bei einer Plattendrehgeschwindigkeit von 46 U/min verwendet wurden,
betrug die mittlere Oxidfilmentfernungsrate im Bereich von 5 mm
der Waferkante betrug 1.010 Å/min
und die Einheitlichkeit 6, und die mittlere Oxidfilmentfernungsrate
im Bereich von 3 mm der Waferkante betrug 1.050 Å/min und die Einheitlichkeit
8. Bei einer Bewertung der Gesamtstufenhöhe unter Bewertungsbedingungen
A bei einer Plattendrehgeschwindigkeit von 36 U/min über eine
Polierzeit von 2 Minuten betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,15 μm. Bei einer
Bewertung der Gesamtstufenhöhe
unter Bewertungsbedingungen B bei einer Plattendrehgeschwindigkeit
von 46 U/min über
eine Polierzeit von 1 Minute 45 Sekunden betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,10 μm. Folglich
war die Gesamtstufenhöhe
schlecht.
-
Vergleichsbeispiel 3
-
Es
wurde die in Beispiel 3 verwendete Polierschicht hergestellt. Die
Gummimikrohärte
vom A-Typ der Polierschicht betrug 98°, die Dichte 0,80 und der mittlere
Durchmesser der geschlossenen Zellen 33 μm. Als Polsterungsschicht wurde
eine 1 mm dicke Folie aus Polybutylenterephthalat (Elastizitätsmodul
= 600 MPa, Zugmodul = 100 MPa) hergestellt. Es wurde ein Polierkissen
hergestellt, indem die Polierschicht und die Polsterungsschicht
mit doppelseitigem Klebeband Y-949 von Sumitomo 3M (Ltd) (Zugmodul
= 10 MPa) zusammengeklebt wurde. Unter Verwendung eines Poliermittels
vom Silicatyp wurde die Bewertung der Oxidfilmentfernungsrate unter
Bewertungsbedingungen C bei einer Plattendrehgeschwindigkeit von
36 U/min vorgenommen. Die mittlere Oxidfilmentfernungsrate im Bereich
von 5 mm der Waferkante betrug 1.150 Å/min und die Einheitlichkeit
20, und die mittlere Oxidfilmentfernungsrate im Bereich von 3 mm
der Waferkante betrug 1.130 Å/min
und die Einheitlichkeit 25. Wenn darüber hinaus die Bewertungsbedingungen
D bei einer Plattendrehgeschwindigkeit von 46 U/min verwendet wurden,
betrug die mittlere Oxidfilmentfernungsrate im Bereich von 5 mm
der Waferkante betrug 1.370 Å/min
und die Einheitlichkeit 21, während
die mittlere Oxidfilmentfernungsrate im Bereich von 3 mm der Waferkante
1.360 Å/min
und die Einheitlichkeit 23 betrugen. Folglich war die Einheitlichkeit
schlecht. Bei einer Bewertung der Gesamtstufenhöhe unter Bewertungsbedingungen
A bei einer Plattendrehgeschwindigkeit von 36 U/min über eine
Polierzeit von 2 Minuten betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,06 μm. Bei einer
Bewertung der Gesamtstufenhöhe
unter Bewertungsbedingungen B bei einer Plattendrehgeschwindigkeit
von 46 U/min über
eine Polierzeit von 1 Minute 45 Sekunden betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,04 μm.
-
Vergleichsbeispiel 4
-
Es
wurde die in Beispiel 3 verwendete Polierschicht hergestellt. Als
Polsterungsschicht wurde ein 1 mm dicker Neoprenkautschuk (Elastizitätsmodul
= 100 MPa, Zugmodul = 12 MPa) hergestellt, und ein Polierkissen
wurde hergestellt, indem die Polierschicht und die Polsterungsschicht
mit doppelseitigem Klebeband 442J von Sumitomo 3M (Ltd) (ein doppelseitiges
Klebeband, bei dem das Substrat Polyesterfilm ist; Zugmodul = 200
MPa) zusammengeklebt wurden. Unter Verwendung eines Poliermittels
vom Silicatyp wurde die Bewertung der Oxidfilmentfernungsrate unter
Bewertungsbedingungen C bei einer Plattendrehgeschwindigkeit von 36
U/min vorgenommen. Die mittlere Oxidfilmentfernungsrate im Bereich
von 5 mm der Waferkante betrug 1.110 Å/min und die Einheitlichkeit
20, und die mittlere Oxidfilmentfernungsrate im Bereich von 3 mm
der Waferkante betrug 1.130 Å/min
und die Einheitlichkeit 25. Wenn darüber hinaus die Bewertungsbedingungen
D bei einer Plattendrehgeschwindigkeit von 46 U/min verwendet wurden,
betrug die mittlere Oxidfilmentfernungsrate im Bereich von 5 mm
der Waferkante betrug 1.340 Å/min
und die Einheitlichkeit 21, während
die mittlere Oxidfilmentfernungsrate im Bereich von 3 mm der Waferkante
1.360 Å/min
und die Einheitlichkeit 24 betrugen. Folglich war die Einheitlichkeit
schlecht. Bei einer Bewertung der Gesamtstufenhöhe unter Bewertungsbedingungen
A bei einer Plattendrehgeschwindigkeit von 36 U/min über eine
Polierzeit von 2 Minuten betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,06 μm. Bei einer
Bewertung der Gesamtstufenhöhe
unter Bewertungsbedingungen B bei einer Plattendrehgeschwindigkeit
von 46 U/min über
eine Polierzeit von 1 Minute 45 Sekunden betrug die Gesamtstufenhöhe zwischen
den 40 μm
breiten und den 400 μm
breiten Verbindungsbereichen des Gesamtstufenhöhen-Bewertungstestwafers 0,04 μm.
-