EP0000683A1 - Procédé de fabrication de fibres de verre enrobées, fibres enrobées et leur utilisation pour le renforcement de matières plastiques. - Google Patents
Procédé de fabrication de fibres de verre enrobées, fibres enrobées et leur utilisation pour le renforcement de matières plastiques. Download PDFInfo
- Publication number
- EP0000683A1 EP0000683A1 EP78400068A EP78400068A EP0000683A1 EP 0000683 A1 EP0000683 A1 EP 0000683A1 EP 78400068 A EP78400068 A EP 78400068A EP 78400068 A EP78400068 A EP 78400068A EP 0000683 A1 EP0000683 A1 EP 0000683A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- glass fibers
- weight
- manufacturing glass
- epoxy resin
- fibers according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000003365 glass fiber Substances 0.000 title claims abstract description 43
- 238000000034 method Methods 0.000 title claims abstract description 15
- 229920003023 plastic Polymers 0.000 title claims abstract description 9
- 239000004033 plastic Substances 0.000 title claims abstract description 9
- 230000002787 reinforcement Effects 0.000 title abstract description 12
- 239000000203 mixture Substances 0.000 claims abstract description 50
- 238000004513 sizing Methods 0.000 claims abstract description 35
- 239000003822 epoxy resin Substances 0.000 claims abstract description 30
- 229920000647 polyepoxide Polymers 0.000 claims abstract description 30
- 239000000839 emulsion Substances 0.000 claims abstract description 26
- 229920001577 copolymer Polymers 0.000 claims abstract description 13
- 239000000178 monomer Substances 0.000 claims abstract description 13
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims abstract description 11
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 claims abstract description 10
- 239000000314 lubricant Substances 0.000 claims abstract description 10
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical class C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 claims abstract description 7
- 150000001282 organosilanes Chemical class 0.000 claims abstract description 6
- 150000003839 salts Chemical class 0.000 claims abstract description 3
- 239000000835 fiber Substances 0.000 claims description 34
- 239000011521 glass Substances 0.000 claims description 28
- 229920005989 resin Polymers 0.000 claims description 25
- 239000011347 resin Substances 0.000 claims description 25
- 238000004519 manufacturing process Methods 0.000 claims description 19
- -1 polyethylene Polymers 0.000 claims description 15
- 239000004698 Polyethylene Substances 0.000 claims description 10
- 239000003795 chemical substances by application Substances 0.000 claims description 10
- 229920000573 polyethylene Polymers 0.000 claims description 10
- 239000004359 castor oil Substances 0.000 claims description 9
- 235000019438 castor oil Nutrition 0.000 claims description 9
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 claims description 9
- 150000002924 oxiranes Chemical class 0.000 claims description 9
- KWGKDLIKAYFUFQ-UHFFFAOYSA-M lithium chloride Chemical group [Li+].[Cl-] KWGKDLIKAYFUFQ-UHFFFAOYSA-M 0.000 claims description 7
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 claims description 6
- 239000002202 Polyethylene glycol Substances 0.000 claims description 5
- 239000011248 coating agent Substances 0.000 claims description 5
- 238000000576 coating method Methods 0.000 claims description 5
- 229920001223 polyethylene glycol Polymers 0.000 claims description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 claims description 4
- 229920003171 Poly (ethylene oxide) Polymers 0.000 claims description 4
- 150000001875 compounds Chemical class 0.000 claims description 4
- 125000002091 cationic group Chemical group 0.000 claims description 3
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 claims description 3
- 239000000395 magnesium oxide Substances 0.000 claims description 3
- 239000002736 nonionic surfactant Substances 0.000 claims description 3
- 229920006305 unsaturated polyester Polymers 0.000 claims description 3
- WYTZZXDRDKSJID-UHFFFAOYSA-N (3-aminopropyl)triethoxysilane Chemical compound CCO[Si](OCC)(OCC)CCCN WYTZZXDRDKSJID-UHFFFAOYSA-N 0.000 claims description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 claims description 2
- SJECZPVISLOESU-UHFFFAOYSA-N 3-trimethoxysilylpropan-1-amine Chemical compound CO[Si](OC)(OC)CCCN SJECZPVISLOESU-UHFFFAOYSA-N 0.000 claims description 2
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 claims description 2
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 claims description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 claims description 2
- 239000003054 catalyst Substances 0.000 claims description 2
- 239000011152 fibreglass Substances 0.000 claims description 2
- 239000000945 filler Substances 0.000 claims description 2
- 239000006060 molten glass Substances 0.000 claims description 2
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 claims description 2
- 239000002990 reinforced plastic Substances 0.000 claims description 2
- 230000003014 reinforcing effect Effects 0.000 claims description 2
- FZHAPNGMFPVSLP-UHFFFAOYSA-N silanamine Chemical class [SiH3]N FZHAPNGMFPVSLP-UHFFFAOYSA-N 0.000 claims description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 claims description 2
- 229920002554 vinyl polymer Polymers 0.000 claims description 2
- UKRDPEFKFJNXQM-UHFFFAOYSA-N vinylsilane Chemical class [SiH3]C=C UKRDPEFKFJNXQM-UHFFFAOYSA-N 0.000 claims description 2
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 claims description 2
- 235000004443 Ricinus communis Nutrition 0.000 claims 1
- 239000004480 active ingredient Substances 0.000 claims 1
- 239000002991 molded plastic Substances 0.000 claims 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 abstract description 8
- 239000007864 aqueous solution Substances 0.000 abstract description 6
- 239000008367 deionised water Substances 0.000 abstract description 6
- 238000002360 preparation method Methods 0.000 abstract description 4
- 239000007822 coupling agent Substances 0.000 abstract 1
- 125000003700 epoxy group Chemical group 0.000 abstract 1
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 22
- 239000000284 extract Substances 0.000 description 14
- 239000000243 solution Substances 0.000 description 11
- 239000004593 Epoxy Substances 0.000 description 10
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 10
- 238000011282 treatment Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 7
- 238000000465 moulding Methods 0.000 description 7
- 238000004804 winding Methods 0.000 description 7
- 229910021641 deionized water Inorganic materials 0.000 description 5
- 238000010992 reflux Methods 0.000 description 5
- 241001639412 Verres Species 0.000 description 4
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 4
- ZNQVEEAIQZEUHB-UHFFFAOYSA-N 2-ethoxyethanol Chemical compound CCOCCO ZNQVEEAIQZEUHB-UHFFFAOYSA-N 0.000 description 3
- XDLMVUHYZWKMMD-UHFFFAOYSA-N 3-trimethoxysilylpropyl 2-methylprop-2-enoate Chemical compound CO[Si](OC)(OC)CCCOC(=O)C(C)=C XDLMVUHYZWKMMD-UHFFFAOYSA-N 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 244000144992 flock Species 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 239000000049 pigment Substances 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 229920003319 Araldite® Polymers 0.000 description 2
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 2
- 229960000583 acetic acid Drugs 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- ZBCBWPMODOFKDW-UHFFFAOYSA-N diethanolamine Chemical compound OCCNCCO ZBCBWPMODOFKDW-UHFFFAOYSA-N 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 239000002480 mineral oil Substances 0.000 description 2
- 235000010446 mineral oil Nutrition 0.000 description 2
- 239000010413 mother solution Substances 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- BWHMMNNQKKPAPP-UHFFFAOYSA-L potassium carbonate Chemical compound [K+].[K+].[O-]C([O-])=O BWHMMNNQKKPAPP-UHFFFAOYSA-L 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- LVTJOONKWUXEFR-FZRMHRINSA-N protoneodioscin Natural products O(C[C@@H](CC[C@]1(O)[C@H](C)[C@@H]2[C@]3(C)[C@H]([C@H]4[C@@H]([C@]5(C)C(=CC4)C[C@@H](O[C@@H]4[C@H](O[C@H]6[C@@H](O)[C@@H](O)[C@@H](O)[C@H](C)O6)[C@@H](O)[C@H](O[C@H]6[C@@H](O)[C@@H](O)[C@@H](O)[C@H](C)O6)[C@H](CO)O4)CC5)CC3)C[C@@H]2O1)C)[C@H]1[C@H](O)[C@H](O)[C@H](O)[C@@H](CO)O1 LVTJOONKWUXEFR-FZRMHRINSA-N 0.000 description 2
- 229910000077 silane Inorganic materials 0.000 description 2
- 238000005728 strengthening Methods 0.000 description 2
- 238000012800 visualization Methods 0.000 description 2
- SVONRAPFKPVNKG-UHFFFAOYSA-N 2-ethoxyethyl acetate Chemical compound CCOCCOC(C)=O SVONRAPFKPVNKG-UHFFFAOYSA-N 0.000 description 1
- MUHFRORXWCGZGE-KTKRTIGZSA-N 2-hydroxyethyl (z)-octadec-9-enoate Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)OCCO MUHFRORXWCGZGE-KTKRTIGZSA-N 0.000 description 1
- WGRZHLPEQDVPET-UHFFFAOYSA-N 2-methoxyethoxysilane Chemical compound COCCO[SiH3] WGRZHLPEQDVPET-UHFFFAOYSA-N 0.000 description 1
- ZKSPHENWXBWOPM-UHFFFAOYSA-N 2-methylprop-2-enoic acid oxochromium Chemical compound CC(=C)C(=O)O.O=[Cr] ZKSPHENWXBWOPM-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical group C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- CNCOEDDPFOAUMB-UHFFFAOYSA-N N-Methylolacrylamide Chemical compound OCNC(=O)C=C CNCOEDDPFOAUMB-UHFFFAOYSA-N 0.000 description 1
- DTELGZIOMXYLGQ-UHFFFAOYSA-N NCCCO[Si](OC)(OC)C(CC)N Chemical compound NCCCO[Si](OC)(OC)C(CC)N DTELGZIOMXYLGQ-UHFFFAOYSA-N 0.000 description 1
- IGFHQQFPSIBGKE-UHFFFAOYSA-N Nonylphenol Natural products CCCCCCCCCC1=CC=C(O)C=C1 IGFHQQFPSIBGKE-UHFFFAOYSA-N 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 108010039491 Ricin Proteins 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 239000001055 blue pigment Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000003995 emulsifying agent Substances 0.000 description 1
- 229940082150 encore Drugs 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 238000005194 fractionation Methods 0.000 description 1
- 239000012362 glacial acetic acid Substances 0.000 description 1
- 238000005469 granulation Methods 0.000 description 1
- 230000003179 granulation Effects 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 230000001050 lubricating effect Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- SNQQPOLDUKLAAF-UHFFFAOYSA-N nonylphenol Chemical compound CCCCCCCCCC1=CC=CC=C1O SNQQPOLDUKLAAF-UHFFFAOYSA-N 0.000 description 1
- CABDEMAGSHRORS-UHFFFAOYSA-N oxirane;hydrate Chemical compound O.C1CO1 CABDEMAGSHRORS-UHFFFAOYSA-N 0.000 description 1
- 238000009304 pastoral farming Methods 0.000 description 1
- 229920003217 poly(methylsilsesquioxane) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 229920006316 polyvinylpyrrolidine Polymers 0.000 description 1
- 229910000027 potassium carbonate Inorganic materials 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 230000005070 ripening Effects 0.000 description 1
- 239000004460 silage Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000011550 stock solution Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- GJBRNHKUVLOCEB-UHFFFAOYSA-N tert-butyl benzenecarboperoxoate Chemical compound CC(C)(C)OOC(=O)C1=CC=CC=C1 GJBRNHKUVLOCEB-UHFFFAOYSA-N 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/244—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using glass fibres
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C25/00—Surface treatment of fibres or filaments made from glass, minerals or slags
- C03C25/10—Coating
- C03C25/24—Coatings containing organic materials
- C03C25/26—Macromolecular compounds or prepolymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/06—Reinforcing macromolecular compounds with loose or coherent fibrous material using pretreated fibrous materials
- C08J5/08—Reinforcing macromolecular compounds with loose or coherent fibrous material using pretreated fibrous materials glass fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/249—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs characterised by the additives used in the prepolymer mixture
Definitions
- the present invention relates to the sizing of glass fibers and to the use of these sized fibers for the reinforcement of plastic materials.
- the invention relates more particularly to the sizing of glass fibers used for the reinforcement of sheets of molding composition (sheet nolding compound) or also known as SMC prepregs, from which by the action of heat and pressure products are produced. molded in reinforced plastic.
- one or more elements generally called blanks of a composite sheet of resin and cut glass fibers, previously manufactured, are placed in the center of 'a mold under a press and, by the action of heat and pressure, the article is formed.
- a blank is generally used, the surface of which corresponds to approximately 60% of the surface of the article to be molded, which means that the plastic material and the glass fibers must flow in all directions in order to conform perfectly to the shape of the flow and to providing the molded article with uniform reinforcement.
- the article manufactured by this process is generally marketed untreated molding and it must therefore have several characteristics, it must in particular have good mechanical properties and have an ongoing surface appearance.
- the glass fibers used for the reinforcement of SMC prepregs undergo a treatment making them suitable for the reinforcement of plastics in general.
- the treatment must agglomerate the filaments of the same wire between them, coat them with a lubricating film to protect the filaments from mutual abrasion between them, maintain the integrity of the wire during the winding and cutting operations, and promote the bond between glass and synthetic resins during the reinforcement of plastics.
- the treatment applied to the wire must give it the particular properties that make it suitable for SIC application. Warmly, the wire must have a good ability to creep (or flow) during the molding operation of the reinforced article. Thus, the wires can disperse throughout the resin and give the article the desired mechanical characteristics.
- the treatment must also allow the wire to split into elementary filaments at the end of the molding, so that the glass / resin distribution is as fine as possible. If the fractionation occurs very early, before molding, or at its beginning, the creep of the wire is bad. This is why the yarn must have a good balance between integrity and splitting, which is determined by the treatment undergone by the filaments. Finally, the fiber must have an ability to "disappear", that is to say that the fiber must be invisible on the surface of the molded product.
- the aforementioned sizing composition gives the glass fiber certain properties which make it suitable for SMC application, in particular good creep.
- other properties are not conferred on it, thus the surface appearance of the articles made from resin reinforced by the fibers sized with this composition is not perfect, in particular the fibers remain visible, this is why some items currently prepared from SMC prepregs are either granulated on their surface or coated with a coat of paint.
- the present invention overcomes the aforementioned drawbacks by proposing a new treatment of the glass fiber using a new sizing composition.
- the new treatment according to the invention gives the glass fibers the ability to apply SMC by allowing to obtain a molded finished article having good mechanical characteristics thanks to a uniform reinforcement by the glass fiber, at the same torps as it has an irreproachable surface appearance, namely in particular that the fiber is no longer visible on the surface of the article.
- This process is characterized in that the filaments are coated with an aqueous sizing composition comprising an emulsion of a copolymer based essentially on vinyl acetate and acrylic monomers, at least one of which has an epoxy function, one or more bridging agents of the organosilane type, an antistatic agent such as a hygroscopic salt, where appropriate glacial acetic acid.
- an aqueous sizing composition comprising an emulsion of a copolymer based essentially on vinyl acetate and acrylic monomers, at least one of which has an epoxy function, one or more bridging agents of the organosilane type, an antistatic agent such as a hygroscopic salt, where appropriate glacial acetic acid.
- the composition contains one or more lubricating agents chosen from the following compounds: emulsions of simple or cationic modified polyethylene, cationic amino compounds, nonionic surfactants.
- the polyethylene emulsions may be, in particular, polyethylene emulsions marketed under the name POLAPPRET 1045 by SCHIMMET AND SCHWARZ, cationic modified polyethylene emulsions such as the products marketed under the name VELUSTROL KPA by BASF and SOPROMINE 1159 by SOPROSOIE .
- the cationic amino compounds can be the products sold under the name SODAMINE S 34 and SODAMINE CA by BARNIER.
- the nonionic surfactants are, for example, polyethylene glycol monolaurate of molecular weight 300, polyoxyethylene hydrogenated castor oil.
- polyoxyethylenated hydrogenated castor oil As will be shown in the examples which follow, the addition of this compound in the silage composition gives an even better appearance to the finished product.
- epoxides in solution in the form of modified epoxides or in emulsion. This addition facilitates the manufacture of the sized fiber. It has been noted that the addition of epoxides in the sizing composition facilitates winding to obtain rovings, in particular avoiding "fluff".
- the appearance of the finished products is a function of the concentration of the various constituents of the composition.
- the finished product obtained by placing implementation of the invention gives good appearance when the reinforcing fiber is sized from an aqueous solution containing, for 100 f by weight of size, the following proportions in different main constituents:
- the bridging agent is generally an organosilane or a mixture of organosilanes chosen from amino-silanes such as aminopropyltriethoxysilane, aminopropyltrimethoxysilane, ⁇ -amino-ethyl- ⁇ -aminopropyl-triethoxysilane, ⁇ -aminoethyl- ⁇ -aminopropyltrimethoxysilane, vinyl silanes such as methacryloxypropyltrimethoxysilane, vinyl tri ⁇ -methoxyethoxysilane.
- amino-silanes such as aminopropyltriethoxysilane, aminopropyltrimethoxysilane, ⁇ -amino-ethyl- ⁇ -aminopropyl-triethoxysilane, ⁇ -aminoethyl- ⁇ -aminopropyltrimethoxysilane, vinyl silanes such as methacryloxypropy
- the glass fiber is sized using the following sizing composition:
- the dry extract of this composition is 7 to 8%, which corresponds to approximately 1.3 to 2% of size on the dried glass fiber.
- the glass yarn obtained according to the process of the invention carries from 0.3 to 3% of sizing relative to the total weight of the sized fiber and has good integrity which, measured according to a method described below, is in the range of 1.2 to 1.3. It is well suited for the winding operation, especially when the coating contains an epoxy resin.
- the sized fibers are well protected. They are insensitive to static electricity.
- the pH of the composition is approximately 4 to 5 and the dry extract of 7.8% by weight.
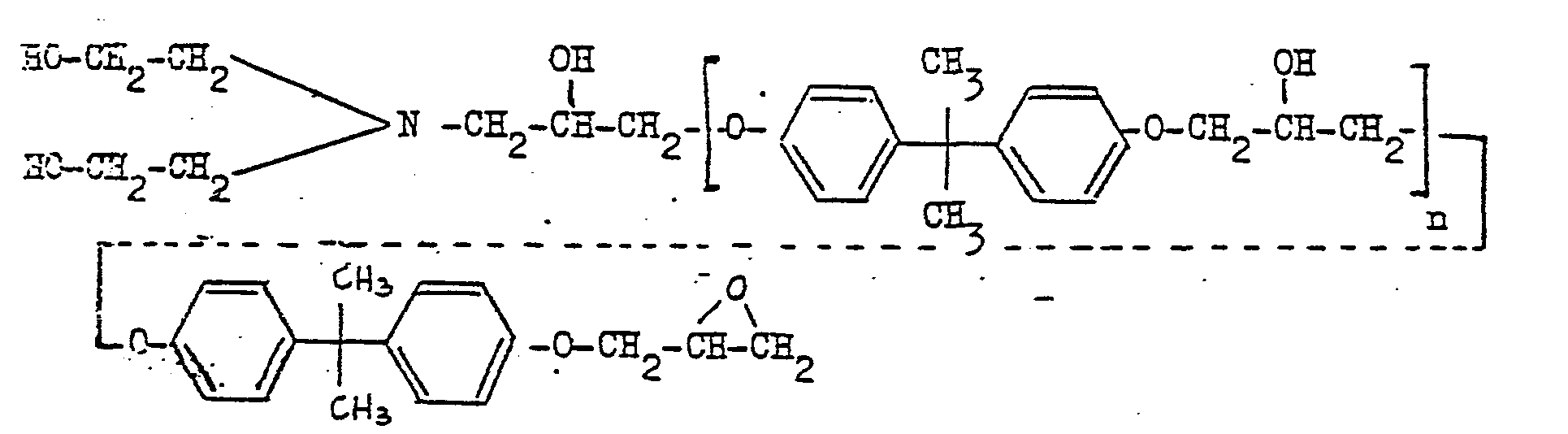
- the modified epoxy resin solution B is prepared by placing 1000 parts of a compound C of formula: with an average of about 3.5 in a reactor with 1000 parts of ethyl glycol or ethylene glycol monoethyl ether. Once the resin has dissolved, 85 parts of diethanolamine are slowly added under reflux. When the addition is complete, it is left to react under reflux for approximately one hour.
- a modified epoxy solution B is obtained with a structure: with n average of about 3.5
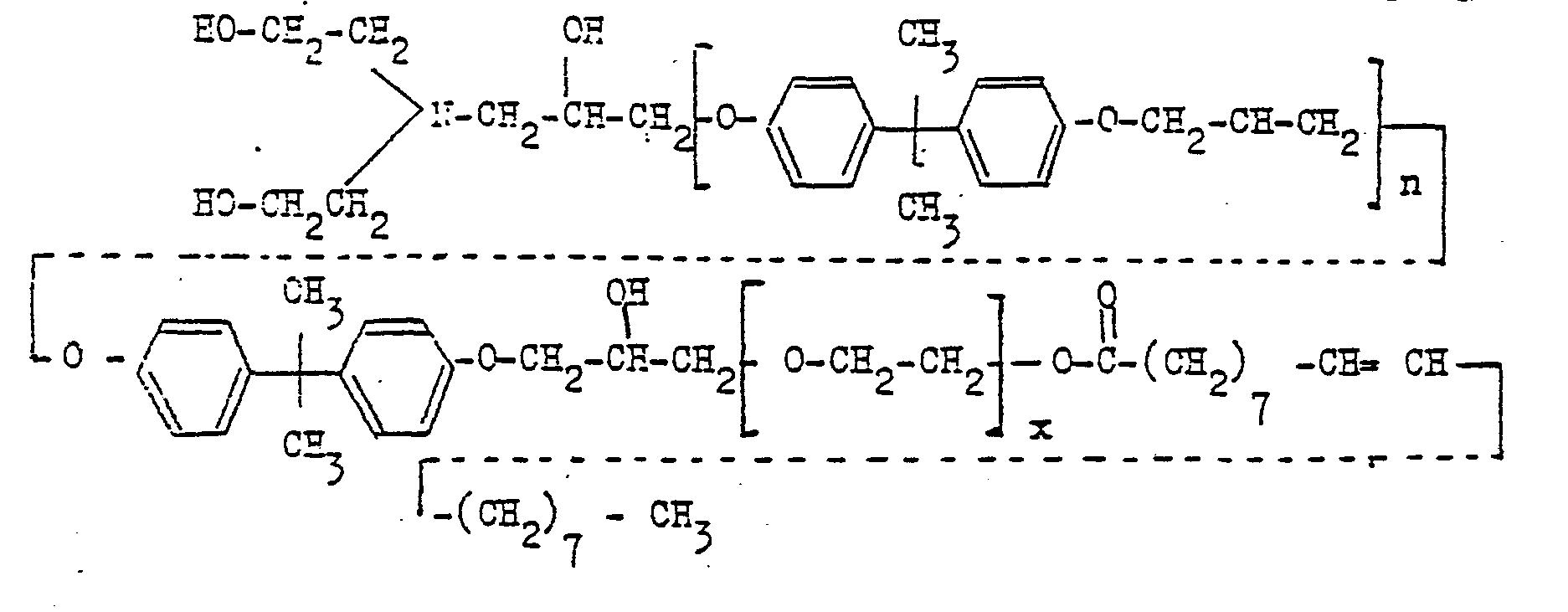
- the modified epoxy resin solution A is prepared by placing 2051 parts of the same compound C already formulated in a reactor with 878.7 parts of ethyl glycol acetate. The mixture is heated under reflux to 105 ° C. to dissolve the resin. Then the temperature is raised to 120 ° C. and 165.7 parts of diethanolamine are added slowly with stirring and reflux. When the addition is complete, it is left to react under reflux for approximately one hour.
- the emulsion of copolymer based on vinyl acetate and acrylic monomers, at least one of which has an epoxy function, is manufactured by the company PRODUCTS CHIMIQUES ROUSSELOT and is marketed under the name DZ 23.
- the acrylic monomers are in particular acrylic acid and ethyl acrylate.
- the epoxy functional acrylic monomer is glycidyl methacrylate.
- the oxirane oxygen content is equal to approximately 0.2% relative to the total emulsion, which corresponds to a percentage of glycidyl methacrylate monomer of approximately 3% relative to all of the monomers constituting the copolymer.
- the DZ 23 emulsion is stabilized by polyvinyl alcohol.
- the dry extract is 50 to 60% and the molecular weight of the copolymer is of the order of 300,000.
- the silane used as bridging agent is an aqueous solution or hydrolyzate of gamma-methacryloxypropyltrimethoxysilane hydrolysed at pH 4, the concentration is generally less than 1%.
- Polyoxyethylenated hydrogenated castor oil has the following structure:
- the epoxides A and B are dispersed beforehand.
- the two mother solutions of modified epoxides are combined, acetic acid is added, at a rate of approximately 40 grams per kilogram of mother solution.
- the mixture is stirred with an EKATO type agitator fitted with a marine propeller. While stirring is continued, deionized water is added slowly. When as much water as the stock solution has been added, the point of inversion is reached, from which an approximately equal amount of water is added to decrease the viscosity.
- silane hydrolyzate is placed in a container and in the quantities mentioned above, to which the emulsion of the copolymer Dz 23 previously diluted with its weight in water is added, then the dispersion of epoxides, the castor oil is then added beforehand. dissolved in about three times its weight in deionized water at 60 ° C and cooled to 20 ° C by the addition of cold water, an aqueous solution containing approximately 6% by weight of lithium chloride is finally added.
- the glass filaments E obtained by melting beads or by direct melting have a diameter of 10 or 14 microns and are assembled into 40 or 80 tex threads (1 tex: 1 gram per 1000 meters of thread) after applied the previously prepared size to them.
- the wire is continuously wound to form cakes.
- the cakes are dried in hot air at 130 ° C for 12 hours.
- the threads of several cakes are then wound into wicks of overall title which can vary and put into a ball.
- the glass yarn thus sized carries 1.6% of sizing relative to the total weight of the sizing fiber.
- the sized wires are intact, their integrity measured by the method now described is 1.2.
- the strands sized according to the example have a good stiffness of around 165 measured according to the following method.
- the wire is well protected.
- the size is partially soluble, 60% in styrene.
- the coated fiber is ready for use in the reinforcement of SMC prepregs, as will be described later.
- a glass strand is produced in a similar manner to Example 1, except that the sizing composition prepared before fiberizing does not contain modified epoxy resin A and that the dry extract is 6.6%.
- the sized glass wire carries 1.6% by weight of size.
- the integrity is 1.2, the stiffness is 170.
- the size is approximately 60% soluble in styrene.
- a glass strand is produced in a similar manner to Example 1, except that the sizing composition prepared before the fiberizing does not contain modified epoxy resin B.
- the dry extract of the size is 7.2% by weight.
- the glass yarn obtained carries 1.4% by weight of size.
- the integrity is 1.3 and the stiffness is 135.
- the size is approximately 60% soluble in styrene.
- a glass strand is produced in a similar manner to Example 1, with the difference that the sizing composition prepared before fiberizing does not contain any modified epoxy resin A or modified B.
- the dry extract of the size is 5.8.
- the glass yarn obtained carries 1.3% by weight of size.
- the size is approximately 50% soluble in styrene. There is a significant tendency to flock during ball winding which makes this operation very delicate.
- a glass strand is produced in a similar manner to Example 1, with the difference that the polyoxyethylene hydrogenated castor oil is replaced by another lubricant, in the same proportion, this lubricant being a mixture of mineral oil, silicone and polyethylene glycol.
- the dry extract of the size is 7.8%.
- the glass yarn obtained carries 1.7% by weight of size. Its integrity is 1.3 while the stiffness is 160.
- the size is approximately 60% soluble in styrene. During the manufacturing process, there is a tendency to flock during winding.
- a glass strand is produced in a similar manner to Example 1, with the difference that the modified epoxy resin solutions A and B are replaced by an emulsion of another epoxy resin.
- the epoxy resins which are suitable have the general formula formula C already described but with n of between 0 and 2.
- the epoxy resin emulsion is prepared from the following components: and deionized water to have an emulsion containing 50% of dry extract.
- the bisphenol A / epichlorydrine D resin is ARALDITE CY 207 sold under this name by the company CIBA PROCHAL. It is an epoxy resin of formula C, of molecular mass 435, of epoxide index 4.6 and with mean n of approximately 0.3.
- ANTAROX Co 970 acts as an emulsifier. It is an ethylene oxide condensate on a nonylphenol and it is marketed under this name by the company GAF.
- polyvinylpyrrolidone K 90 is also marketed by GAF.
- the epoxy resin emulsion described above enters the sizing composition in the same proportions as the solution of modified epoxy resins, namely of the order of 2%.
- the dry extract of the size is 7.8% by weight.
- the wire produced and coated using the size according to the example carries 1.4% by weight of size. Its integrity is 1.1 and its stiffness is 160. The size is approximately 70% soluble in styrene.
- a glass strand is produced in a similar manner to Example 1, with the difference that the modified epoxy resin solutions are replaced by an emulsion of another epoxy resin.
- the emulsion is prepared from the following components and in the proportions indicated: deionized water in quantity necessary for an emulsion with 50% of dry extract.
- the bisphenol A / epichlorydrine E resin is Araldite BR 16 sold under this name by the company CIBA PROCHAL. It is an epoxy resin, previously designated by C, of molecular mass 870, with an epoxy index of 2.3 and an average n of approximately 2.
- the emulsion enters the sizing composition at a rate of approximately 2%. in weight.
- the dry extract of the size is 7.7%.
- the yarn produced and coated using the size according to the example carries 1.45% by weight of size. Its integrity is 1.1 and its stiffness is 150.
- the size is approximately 70% soluble in styrene.
- the glass strand is prepared in a similar manner to example 1, with the difference that no polyoxyethylenated hydrogenated castor oil or other replacement lubricants are nutilized.
- a wire is obtained which has characteristics close to that of Example 1.
- a glass strand is produced in a similar manner to Example 1, but the sizing composition used does not contain the copolymer of vinyl acetate and of acrylic monomers, at least one of which has an epoxy function.
- This copolymer is replaced in the composition by a copolymer of vinyl acetate and of N-methylol-acrylamide sold under the name 1252828 of the NATIONAL STARCH COMPANY.
- the dry extract of the size is 7.5%.
- the sized thread carries of size. Its integrity is 1.2 and its stiffness 155. The size is approximately 50% soluble in the system.
- the glass strand is manufactured in a similar manner to Example 1, but using a sizing composition described in French patent 2 186 440 and which comprises castor oil and other components such as it is stated below:
- the dry extract is 3.3%.
- the sized yarn carries 0.65% by weight of size; the wire has a fairly bad integrity, of 1.35; its stiffness is 150. During the winding operation, there is a great tendency to flock, which makes the operation delicate.
- the size is approximately 45% soluble in styrene.
- a glass strand is produced in a similar manner to Example 10, using the same sizing composition but with a different proportion for the components.
- the dry extract is 8.2%.
- the sized yarn carries 1.6% by weight of size.
- the yarn has an integrity of 1.2 and a stiffness of 151.
- the size is 35% soluble in styrene.
- the glass is fiber like previously but using a sizing composition for conventional SMC and which is described in example 1 of French patent 2 110 469.
- the sized yarn carries 1.3% of sizing.
- the wire has an integrity of 1, 2 and a stiffness of 150.
- the sized glass strands according to the preceding examples are used for the reinforcement of SMC prepregs.
- Several types of reinforced prepregs have been produced and in particular a white prepreg, a gray prepreg, a blue prepreg and a "low shrinkage" prepreg.
- fillers which are calcium carbonate in the form of white powder whose particles are of determined diameter, for example 40 parts of Millicarb are added whose particles have an average diameter of 2.5 microns and 60 parts of Omya BL whose particles have an average diameter of 5 microns, marketed by the OMYA company.
- An internal release agent is added in the form of the three parts of zinc stearate and 3 parts of a high density polyethylene powder sold under the name Coathylene type HA 1681 by the Swiss company PLASLABOR.
- a ripening agent is added, which may be MgO magnesia from the company MERCK.
- the mixture is then brought to a temperature of 35 ° C. about.
- a paste is obtained which is deposited on a polyethylene sheet using a doctor blade on an SMC machine.
- a carpet of fibers prepared according to one of the examples described above is deposited on this first layer of resin.
- the glass wick is cut in the form of fibers, generally 25 or 50 mm in length, using an FTNN FRAM cutter placed above the SMC machine.
- a second layer of resin is then deposited, which is covered with a second polyethylene wall sheet.
- the glass fiber represents approximately 30% by total weight of the composite.
- the composite passes between rollers which have the role of pushing the resin through the glass fibers and it is rolled up to form a roll which can be handled thanks to the external sheets of polyethylene.
- the roll is left to mature at room temperature for a period of several days or even several months, if necessary.
- the prepreg is ready for use.
- a blank of approximately 60% of the surface of the finished molded object is cut from the prepreg sheet, the two polyethylene protective sheets are removed and the blank is placed in a mold.
- the article is molded in a press at a temperature of around 150 ° C and under a pressure of around 50 bars.
- the pressing operation takes about one minute per millimeter of thickness. In our case. we have molded discs with a diameter of 170 mm and a thickness of 4 mm.
- the fibers according to Examples 10 and 11 have a blue coloration probably due to the volan which enters the sizing composition, which makes them very visible in the resin.
- the gray prepreg is prepared according to the method described above with a resin having the following components:
- STRATYREX is a gray pigment marketed under this name by RHONE POULENC PETROCHEMISTRY.
- a gray prepreg is prepared for each glass fiber produced according to examples 1 to 12.
- the blue SMC prepreg is prepared according to the method described above with a resin having the following components:
- Ferro blue is a blue pigment marketed by FERRO under the reference VD 201.
- a blue prepreg is prepared for each of the glass strands produced according to Examples 1 to 12.
- the rating of the blue discs obtained appears in the following table:
- Fiber is generally more visible in blue pigmented material than in gray pigmented material.
- a low shrinkage type prepreg is prepared according to the method described above with a resin having the following components:
- PARAPLEX P 340 is an unsaturated polyester marketed under this name by the company ROHM and HAAS.
- PARAPLEX P 701 also from ROHM and HAAS is an acrylic polymer in solution in styrene which acts as a withdrawal compensator.
- the resin is reinforced with glass fiber prepared according to previous examples and in a proportion of 30% by weight.
- the discs obtained with fibers prepared according to examples 1, 10 and 12 are rated according to their appearance.
- the prepregs using the sized fiber according to the preferred embodiment of the invention provide molded articles where the fiber is difficult to detect.
- the articles manufactured according to the invention can be marketed as a rough molding without undergoing granulation or coating with a layer of paint to improve its appearance.
- the fibers coated according to the invention can also have other applications such as making mats or preforms for cold molding or even simultaneous projection.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Reinforced Plastic Materials (AREA)
- Surface Treatment Of Glass Fibres Or Filaments (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
Abstract
L'invention est relative à la préparation de fibres de verre enrobées aptes à servir au renforcement de matières plastiques, notamment de pré-imprégnés SMC et aux produits en matières plastiques renforcées par de telles fibres. Le procédé de préparation des fibres de verre se caractérise en ce que l'on revêt les fibres par une composition aqueuse d'enslmage contenant essentiellement:
Description
- La présente invention est relative à l'ensimage de fibres de verre et à l'utilisation de ces fibres ensimées pour le renforcement de matériaux plastiques.
- L'invention concerne plus particulièrement l'ensimage de fibres de verre utilisées pour le renforcement de feuilles de composition à mouler (sheet nolding compound) ou encore dénommées préimprégnés SMC, à partir desquelles par action de la chaleur et de la pression on fabrique des produite moulés en matière plastique renforcée.
- Dans l'emploi de préimprégnés pour fabriquer des articles en matiére plastique renforcée par de la fibre de verre, on place généralement un ou plusieurs éléments appelés flans d'une feuille composite de résine et de fibres de verre coupées, préalablement fabriquée, au centre d'un moule sous une presse et, par action de la chaleur et de la pression, on forme l'article. On utilise généralement un flan dont la surface correspond à environ 60 % de la surface de l'article à mouler, ce qui fait que la matière plastique et les fibres de verre doivent fluer dans toutes les directions pour épouser parfaitement la forme du coule et pour procurer à l'article moulé un renforcement homogène. L'article fabriqué par ce procédé est généralement commercialisé brut de moulage et il doit donc présenter plusieurs caractéristioues, Il doit en particulier posséder de bonnes propriétés mécaniques et avoir un aspect de surface irréprochable.
- Un bon aspect de surface se définit essentiellement suivant deux critères :
- - absence de saillie de la fibre de verre à la surface de l'article moulé, Par exemple, on ne doit pas sentir au toucher que le matériau est renforcé par des fibres de verre. Ou encore, un examen en lumière rasante ne doit pas déceler des défauts de surface. En fait, on recherche la planéité que présenterait un produit moulé d'une résine non renforcée,
- - absence de visualisation de la fibre, par différence de couleur par rapport à la matrice résine. Quelle que soit la couleur du produit fini, donc indépendamment du pigment ajouté à la résine, les fibres ne doivent pas être visibles à la surface de l'article moulé.
- Les caractéristiques précédemment citées que doivent présenter les produits moulés à partir de préimprégnés SMC leur sont procurées essentiellement par les qualités spécifiques de la fibre de verre utilisée pour le renforcement. Or, ces qualités spécifi- ques sont données à la fibre de verre par leur enrobage donc par l'ensimage qui leur est appliqué.
- Les fibres de verre utilisées pour le renforcement de préimprégnés SMC subissent un traitement les rendant aptes au renforcement des plastiques en général. Le traitement doit agglomérer les filaments d'un même fil entre eux, les revêtir d'une pellicule lubrifiante pour protéger les filaments d'une abrasion mutuelle entre eux, conserver l'intégrité du fil durant les opérations de bobinage, de coupe, et favoriser la liaison entre le verre et les résines synthétiques lors du renforcement des matières plastiques. De plus, le traitement appliqué au fil doit lui procurer les propriétés particulières qui le rendent apte à l'application SIC. Hotam- ment, le fil doit présenter une bonne aptitude au fluage (ou écoulement) lors de l'opération de moulage de l'article renforcé. Ainsi, les fils peuvent se disperser dans toute la résine et donner à l'article les caractéristiques mécaniques désirées. Le traitement doit également permettre au fil de se fractionner en filaments élémentaires au terme du moulage, pour que la répartition verre/résine soit la plus fine possible. Si le fractionnement intervient très tôt, avant moulage, ou en son début, le fluage du fil est mauvais. C'est pourquoi le fil doit présenter un bon équilibre entre l'intégrité et le fractionnement, qui est déterminé par le traitement subi par les filaments. Enfin, la fibre doit avoir une aptitude à la "disparition", c'est-à-dire que la fibre doit être invisible à la surface du produit moulé.
- Des traitements appliqués à la fibre pour la rendre apte au renforcement de préimprégnés SMC ont déjà été décrits. Ainsi, il' est connu, suivant le brevet français 2 11 C 469, d'ensimer une fibre utilisée dans les préimprégnés SMC à l'aide d'une dispersion aqueuse contenant essentiellement une résine époxyde modifiée, une émulsion d' un copolymère d'acétate de polyvinyle et de H-méthylolacrylamide, un copolymère d'acétate de vinyle et d'éthylène sous forme d'énulsion, une cire du type polyéthylène glycol, un lubrifiant contenant un agent antistatique amide/ester, un lubrifiant non ionique et de l' huile minérale, une émulsion de silicone et un agent de pontage, le gamma-méthacryloxypropyltriméthoxysilane. La composition d'ensimage sus-citée procure à la fibre de verre certaines des propriétés qui la rendent apte à l'application SMC, en particulier un bon fluage. Par contre, d'autres propriétés ne lui sont pas conférées, ainsi l' aspect de surface des articles fabriqués à partir de résine renforcée par les fibres ensimées avec cette composition n'est pas parfait, notamment les fibres restent visibles, c'est pourquoi certains articles actuellement préparés à partir de préimprégnés SMC sont soit granulés à leur surface, soit enduits d'une couche de peinture.
- La présente invention obvie aux inconvénients sus-cités en proposant un nouveau traitement de la fibre de verre à l'aide d'une nouvelle compositicn d'ensimage. Le nouveau traitement selon l'invention donne aux fibres de verre l'aptitude à l'application SMC en pelmettant d'obtenir un article fini moulé possédant de bonnes caractéristiques nécaniques gräce à un renforcement uniforme par la fibre de verre, en même torps qu'il possède un aspect de surface irréprochable, à savoir notamment que la fibre n'est plus visible à la surface de l'article.
- Conformément à l'invention, on prépare les fibres de verre revêtues d'un enrobage les rendait aptes aux renforcements de préimprégnés SMC, par les opérations suivantes : opérations suivantes :
- - on étire mécanuquement à grande vitesse des filaments de verre fondu,
- - on revêt les filaments à l'aide d'une composition aqueuse d' ensimage,
- - on rassemble les filaments de verre en cours d'étirage sous forme de fils qui sont : enroulés en gâteaux, séchés, puis assemblés en mèche de stratifils sous forme de pelote ou rassemblés directement en mèche sous forme de pelote et séchés.
- Ce procédé se caractérise en ce qu'on revêt les filaments à l'aide d'une composition aqueuse d'ensimage comprenant une émulsion d'un copolymère à base essentiellement d'acétate de vinyle et de monomères acryliques dont un au moins est à fonction époxyde, un ou des agents de pontage du type organo-silane, un agent antistatique tel qu'un sel hygroscopique, le cas échéant de l'acide acétique cristallisable.
- Le copolymère à base essentiellement d'acétate de.vinyle et de monomères acryliques dont un au moins est à fonction époxyde procure à la fibre, en combinaison avec les autres constituants de l'ensimage, les propriétés qui la rendent apte au renforcement des irprégnés SMC en lui fournissant en particulier l'aptitude à la disparition dans le produit fini.
- Dans une réalisation préférée de l'invention, la composition contient un ou des agents lubrifiants choisis parmi les composés suivants : les émulsions de polyéthylène simple ou modifié cationique, les composés aminés cationiques, les tensio-actifs non ioniques. Les émulsions de polyéthylène peuvent être, en particulier, des émulsions de polyéthylène commercialisées sous l'appellation POLAPPRET 1045 par SCHIMMET ET SCHWARZ, les émulsions de polyéthylène modifié cationique telles que les produits commercialisés sous l'appellation VELUSTROL KPA par BASF et SOPROMINE 1159 par SOPROSOIE. Les composés aminés cationiques peuvent être les produits commercialisés sous l'appellation SODAMINE S 34 et SODAMINE CA par BARNIER. Les tensio-actifs non ioniques sont par exemple le monolaurate de polyéthylène-glycol de poids moléculaire 300, l'huile de ricin hydrogénée polyoxyéthylénée.
- De préférence, on choisit parmi les lubrifiants cités, l'huile de ricin hydrogénée polyoxyéthylénée. Camme il sera montré dans les exemples qui suivront, l'addition de ce composé dans la composition d'ensilage procure un aspect encore meilleur au produit fini.
- Il est avantageux d'additionner à la composition d'ensimage un ou plusieurs époxydes, en solution sous forme d'époxydes modifiés ou en émulsion. Cette addition facilite la fabrication de la fibre ensimée. On a remarqué que l'adjonction d'époxydes dans la composition d'ensimage facilite le bobinage pour l'obtention de stratifils en évitant en particulier la "bourre".
- Comme il sera décrit par la suite, 1 aspect des produits finis est fonction de la concentration des différents constituants de la composition. Généralement, le produit fini obtenu par la mise en oeuvre de l'invention prónente un bon asppect lorsque la fibre de renforcement est ensimée à partir d'une solution aqueuse contenant, pour 100 f en poids d'ensimage, les proportions suivantes en différents constituan ts principaux :

- L'agent de pontage est généralement un organo-silane ou un mélange d'organosilanes choisis parmi des amino-silanes comme l'aminopropyltriéthoxysilane, l'aminopropyltriméthoxysilane, le β-amino- éthyl-α-aminopropyl-triéthoxysilane, le β-aminoéthyl-α-aminopro- pyltriméthoxysilane, des vinyles silanes comme le méthacryloxypropyltriméthoxysilane, le vinyle tri β-méthoxyéthoxysilane.
- Dans une réalisation particulièrement adaptée à la réalisation industrielle de l'invention, la fibre de verre est ensimée à l'aide de la composition d'ensimage suivante :

- L'extrait sec de cette composition est de 7 à 8 %, ce qui correspond à environ 1,3 à 2 % d'ensimage sur la fibre de verre séchée.
- Le fil de verre obtenu suivant le procédé de l'invention porte de 0,3 à 3 % d'ensimage par rapport au poids total de la fibre ensimée et présente une bonne intégrité qui, mesurée d'après une méthode décrite par la suite, est de l'ordre de 1,2 à 1,3. Il se prête bien a l'operation de bobinage, partculierement lorsque 1' enrobage contient une résine époxyde. Les fibres ensimées sont bien protégées. Elles sont insensibles à l'électricité statique.
- D'autres caractéristiques et avantages de l'invention ressortiront de la description suivante et des exemples particuliers de mise en oeuvre.
- On prépare une composition d'ensimage contenant les produits suivants, exprimée en pourcentage par rapport à la composition totale :
- - 2 % d'une solution aqueuse d'une résine époxyde modifiée de struoture :

- - 1 % d'une solution aqueuse d'une résine époxyde modifiée de structure :
- - 10 % d'une émulsion d'un copolymère à base d'acétate de vinyle, de monomères acryliques dont un au moins est à fonction époxyde,
- - 0,2 % d'un agent de pontage, le gamma-méthacryloxypropyltriméthoxysilane,
- - 0,3 % de chlorure de lithium,
- - 0, 2 % d'huile de ricin hydrogénée polyoxyéthylénée
- Le pH de la composition est d'environ 4 à 5 et l'extrait sec de 7,8 % en poids.
- On prépare la solution de résine époxyde modifiée B en plaçant 1000 parties d'un composé C de formule :


- On prépare la solution de résine époxyde modifiée A en plaçant 2051 parties d'un même composé C déjà formulé dans un réacteur avec 878, 7 parties d'acétate d'éthylglycol. On chauffe sous reflux à 105°C pour dissoudre la résine. Ensuite, on élève la température à 120° C et on ajoute lentement sous agitation et reflux, 165,7 parties de diéthanol-amine. Lorsque l'addition est terminée, on laisse réagir sous reflux pendant une heure environ.
- On ajoute ensuite 6,6 parties de carbonate de potassium et 1019,3 parties de monooléate de polyéthylèneglycol de poids moléculaire 300. On laisse réagir 4 heures. On ajoute enfin 878,7 parties d'éthylglycol.
- On obtient une solution de :
- L'émulsion de copolymère à base d'acétate de vinyle et de mono- meres acryliques dont un au moins est à fonction époxyde est fabriquée par la société PRODUITS CHIMIQUES ROUSSELOT et elle est commercialisée sous l'appellation DZ 23. Les monomères acryliques sont notamment de l'acide acrylique et de l'acrylate d'éthyle. Le monomère acrylique à fonction époxyde est du méthacrylate de glycidyle. La teneur en oxygène oxiranique est égale à environ 0,2 % par rapport è l'émulsion totale, ce qui correspond à un pourcentage en monomère méthacrylate de glycidyle d'environ 3 % par rapport à l'ensemble des monomères constituant le copolymère. L'émulsion de DZ 23 est stabilisée par l'alcool polyvinylique. L'extrait sec est de 50 à 60 % et le poids moléculaire du copolymère est de l'ordre de 300 000.
- Le silane utilisé comme agent de pontage est une solution aqueuse ou hydrolisat de gamma-méthacryloxypropyltriméthoxysilane hydrolysé à pH 4, la concentration est généralement inférieure à 1 %.
- L'huile de ricin hydrogénée polyoxyéthylénée a la structure suivante :

- Pour fabriquer la composition d'ensimage, on effectue préalablement la mise en dispersion des époxydes A et B. Pour cela on rassemble les deux solutions mères d'époxydes modifiés, on ajoute de l'acide acétique, à raison d'environ 40 grammes par kilogramme de solution mère. On agite avec un agitateur du type EKATO muni d'une hélice marine. En poursuivant l'agitation, on ajoute lentement de l'eau désionisée. Lorsqu'on a ajouté autant d'eau que de solution mère, on se trouve au point d'inversion à partir duquel on ajoute encore une quantité environ égale en eau pour diminuer la viscosité.
- On peut procéder alors à la préparation de la composition d'ensimage. On place dans un récipient et dans les quantités préalablement citées l'hydrolysat de silane auquel on ajoute l'émulsion du copolymère Dz 23 préalablement dilué avec son poids en eau, puis la dispersion d'époxydes, on ajoute ensuite l'huile de ricin auparavant dissoute dans environ trois fois son poids en eau désionisée à 60°C et refroidie à 20°C par addition d'eau froide, on ajoute enfin une solution aqueuse à environ 6 % en poids de chlorure de lithium.
- On procède au fibrage du verre. Les filaments de verre E obtenus par la fusion de billes ou par la fusion directe ont un diamètre de 10 ou 14 microns et sont assemblés en fils de 40 ou 80 tex (1 tex : 1 gramme par 1000 mètres de fil) après qu'on leur ait appliqué l'ensimage précédemment préparé. Le fil est enroulé de façon continue pour former des gâteaux. Les gâteaux sont séchés à l'air chaud à 130°C pendant 12 heures. Les fils de plusieurs gâteaux sont bobinés ensuite en mèches de titre global pouvant varier et mis en pelote. Le fil de verre ainsi ensimé porte 1,6 % d'ensimage par rapport au poids total de la fibre ensimée. Les fils ensimés sont intègres, leur intégrité mesurée par la métbode maintenant décrite est de 1,2.
- Pour mesurer l'intégrité des fils ensimés,.on procède de la manière suivante. On coupe des bouts de fils d'environ 50 millimètres de long qu'on étale au hasard sur une surface plane généralement en verre. Sur le verre on place une grille carrée comprenant 16 carreaux d'environ 2 centimètres de coté. Le nombre de bouts de fil par carreau est de l'ordre de quelques unités, généralement 4 à 5. On note les fils qui se situent dans chaque carreau. On attribue un point à un fil intègre constitué d'un seul bâton. On attribue deux points à un fil filamenté en partie et on attribue trois points à un fil entièrement divisé en filaments, donc d'intégrité très mauvaise. La mesure de l'intégrité peut dcnc varier de 1 à 3. On additionne les points dans chaque carrcau. Le total des points correspondant à un carreau est divisé par le nombre de fils qu'il comprend. On procède de la même façon pour chacun des 16 carreaux. On obtient finalement l'intégrité moyenne statistique qui dans le cas de l'exemple a pour valeur 1,2.
- Les fils ensimés suivant l'exemple ont une bonne raideur d'environ 165 mesurée d'après la méthode suivante.
- On prend 50 centimètres d'une mèche qu'on accroche en son milieu à une pointe. La mèche forme un arc et on mesure la corde qui le sous- tend à une distance de 75 millimètres du point d'accrochage. Dans cet exemple, la corde a une longueur de 165 millimètres.
- Le fil est bien protégé. L'ensimage est partiellement soluble, à 60 % dans le styrène. La fibre enrobée est prête à être utilisée dans le renforcement des préimprégnés SMC, comme il sera décrit par la suite.
- On fabrique un fil de verre de façon analogue à l'exemple 1 à la différence que la composition d'ensimage préparée avant le fibrage ne contient pas de résine époxyde A modifiée et que l'extrait sec est de 6,6 %.
- Le fil de verre ensimé porte 1,6 % en poids d'ensimage. L'intégrité est de 1,2, la raideur est de 170. L'ensimage est soluble à environ 60 % dans le styrène. Dorant la préparation de la fibre on observe une légère tendance à la"bourre" lors du bobinage en pelote.
- On fabrique un fil de verre de façon analogue à l'exemple 1, à la différence que la composition d'ensimage préparée avant le fibrage ne contient pas de résine époxyde B modifiée. L'extrait sec de l' ensimage est de 7,2 % en poids.
- Le fil de verre obtenu porte 1,4 % en poids d'ensimage. L'intégrité est de 1,3 et la raideur de 135. L'ensimage est soluble à environ 60 % dans le styrène.
- On fabrique un fil de verre de façon analogue à l'exemple 1, à la différence que la composition, d'ensimage préparée avant le fibrage ne contient aucune résine époxyde A modifiée ou B modifiée. L'extrait sec de l'ensimage est de 5,8. Le fil de verre obtenu porte 1,3 % en poids d'ensimage. L'ensimage est soluble à environ 50 % dans le styrène. On observe une tendance importante à la bourre lors du bobinage en pelote ce qui rend cette opération très délicate.
- On fabrique un fil de verre de façon analogue à l'exemple 1, à la différence que l'on remplace l'huile de ricin hydrogénée polyoxyéthylénée par un autre lubrifiant, dans la même proportion, ce lubrifiant étant un mélange d'huile minérale, de silicone et de polyétbylèneglycol. L'extrait sec de l'ensimage est de 7,8 %. Le fil de verre obtenu porte 1,7 % en poids d'ensimage. Son intégrité est de 1,3 alors que la raideur est de 160. L'ensimage est soluble à environ 60 % dans le styrène. On observe durant la fabrication une tendance à la bourre lors du bobinage.
- On fabrique un fil de verre de façon analogue à l'exemple 1,à la différence que l'on remplace les solutions de résine époxydes modifiées A et B par une émulsion d'une autre résine époxyde. Les résines époxydes qui conviennent ont pour formule générale la formule C déjà décrite mais avec n compris entre 0 et 2. On prépare l'émulsion de résine époxyde à partir des composants suivants :

- La résine bisphénol A/épichlorydrine D est de l'ARALDITE CY 207 commercialisée sous cette appellation par la Société CIBA PROCHAL. C'est une résine époxyde de formule C,de masse moléculaire 435, d'indice d'époxyde 4,6 et avec n moyen d'environ 0,3.
- L'ANTAROX Co 970 joue le rôle d'agent émulsifiant. C'est un condensat d'oxyde d'éthylène sur un nonylphénol et il est commercialisé sous cette appellation par la Société GAF.
- la polyvinylpyrrolidone K 90 est également commercialisée par GAF.
- L'émulsion de résine époxyde décrite ci-dessus entre dans la composition d'ensimage dans les mêmes proportions que la solution de résines époxydes modifiées à savoir de l'ordre de 2 %.
- L'extrait sec de l'ensimage est de 7,8 % en poids.
- Le fil fabriqué et enduit à l'aide de l'ensimage suivant l'exemple, porte 1,4 % en poids d'ensimage. Son intégrité est de 1,1 et sa raideur de 160. L'ensimage est soluble à environ 70 % dans le styrène.
- On fabrique un fil de verre de façon analogue à l'exemple 1, à la différence que l'on remplace les solutions de résine époxydes modifiées par une émulsion d'une autre résine époxyde. L'émulsion est préparée à partir des composants suivants et dans les proportions indiquées :

- La résine au bisphénol A/épichlorydrine E est de l'Araldite BR 16 commercialisée sous cette appellation par la Société CIBA PROCHAL. C'est une résine époxyde, désignée préalablement par C, de masse moléculaire 870, d'indice d'époxyde 2,3 et n moyen d'environ 2. L'émulsion entre dans la composition d'ensimage à raison de 2 % environ en poids. L'extrait sec de l'ensimage est de 7,7 %. Le fil fabriqué et enduit à l'aide de l'ensimage suivant l'exemple porte 1,45 % en poids d'ensimage. Son intégrité est de 1,1 et sa raideur de 150.
- L'ensimage est soluble à environ 70 % dans le styrène.
- Le fil de verre est préparé de façon analogue à l'exemple 1, à la différence que l'on nutilise pas d'huile de ricin hydrogénée polyoxyéthylénée ni dautres lubrifiants de remplacement. On obtient un fil qui a des caractéristiques proches de celui de l'exemple 1.
- Par la suite on décrit des exemples de fabrication de fil ensimé à l'aide de compositions d'ensimage différentes de celles de l'invention.
- On fabrique un fil de verre de façon analogue à l'exemple 1, mais la composition d'ensimage utilisée ne contient pas le copolymère d' acétate de vinyle et de monomères acryliques dont un au moins est à fonction époxyde.
- Ce copolymère est remplacé dans la composition par un copolymère d'acétate de vinyle et de N-méthylol-acrylamide commercialisé sous l'appellation 1252828 de la NATIONAL STARCH COMPANY.
- L'extrait sec de l'ensimage est de 7,5 %. Le fil ensimé ported'ensimage. Son intégrité est de 1,2 et sa raideur de 155. L'ensimage est soluble à environ 50 % dans le systeme.

- On fabrique le fil de verre de façon analogue à l'exemple 1, mais à l'aide d'une composition d'ensimage décrite dans le brevet français 2 186 440 et qui comprend de l'huile de ricin et d'autres composants comme il est indiqué ci-après :

- L'extrait sec est de 3,3 %. Le fil ensimé porte 0,65 % en poids d'ensimage ; le fil a une intégrité assez mauvaise, de 1,35 ; sa raideur est de 150. On observe durant l'opération de bobinage une grande tendance à la bourre, ce qui rend l'opération délicate. L'ensimage est soluble à environ 45 % dans le styrène.
- On fabrique un fil de verre de façon analogue à l'exemple 10, en utilisant la même composition d'ensimage mais avec une proportion différente pour les composants.


- L'extrait sec est de 8,2 %. Le fil ensimé porte 1,6 % en poids d'ensimage. Le fil a une intégrité de 1,2 et une raideur de 151. L'ensimage est soluble à 35 % dans le styrène.
- On fibre le verre comme précédemment mais en utilisant une composition d'ensimage pour SMC classique et qui est décrit dans l'exemple 1 du brevet français 2 110 469. Le fil ensimé porte 1,3 % d'ensimage. Le fil a une intégrité de 1, 2 et une raideur de 150.
- On utilise les fils de verre ensimés selon les exemples précédents pour le renforcement de préimprégnés SMC. Plusieurs types de préimprégnés renforcés ont été réalisés et en particulier un préimprégné blanc, un préimprégné gris, un préimprégné bleu et un préimprégné de type "bas retrait".
- A partir de ces préimprégnés on a fabriqué des articles moulés sous forme de disques dont l'aspect a été noté pour mettre en évidence les avantages apportés par l'invention.
- On place dans un récipient cylindrique muni ·d'un agitateur 100 parties d'une résine constituant la matière de base du préimprégné et qui est un polyester insaturé du type orthophtalique, commercialisé sous l' appellation LEGUAL W 20 par la Société BAYER. Cette résine est vendue sous forme d'un liquide contenant 30 % de monomères styrène. Onajoute sous agitation et à température ambiante une partie d'un catalyseur haute température, par exemple du perbenzoate de tertiobutyle qui est commercialisé sous l'appellation TRIGONOX C par la société CEALONNAISE DES PEROXYDES et qui est sous forme liquide. On ajoute ensuite une partie d'oxyde de titane commercialisé sous l'appellation ERONOS RN 61 par la Société Internationale du Titane. On rajoute ensuite, dans un ordre quelconque, des charges qui sont du carbonate de calcium sous forme de poudre blanche dont les particules sont de diamètre déterminé, par exemple on ajoute 40 parties de Millicarb dont les particules ont diamètre moyen de 2,5 microns et 60 parties d'Omya BL dont les particules ont un diamètre moyen de 5 microns, commercialisées par la Société OMYA. On ajoute un démoulant interne sous forme les trois parties de stéarate de zinc et 3 parties d'une poudre de polyéthylène haute densité commercialisée sous l'appellation Coathylène type HA 1681 par la Société suisse PLASLABOR. Lorsque le mélange est homogénéisé, on ajoute un agent de mûrissement qui peut être de la magnésie MgO de la Société MERCK. Le mélange est alors porté à une température de 35°C. environ. On obtient une pâte qui est déposée sur une feuille de pcly- éthylène à l'aide d'une racle sur une machine SMC. On dépose sur cette première couche de résine un tapis de fibres préparées selon un des exemples décrits précédemment. La mèche de verre est découpée sous forme de fibres, de longueur généralement 25 ou 50 mm, à l'aide d'un coupeur FTNN FRAM placé au-dessus de la machine SMC. On dépose ensuite une deuxième couche de résine que l'on recouvre d'une deuxième feuille mur polyéthylène. La fibre de verre représente environ 30 % en poids total du composite.
- Le composite passe entre des rouleaux qui ont pour rôle de refouler la résine à travers les fibres de verre et il est enroulé pour former un rouleau pouvant être manipulé grâce aux feuilles extérieures de polg- éthylène. On laisse mûrir le rouleau à température ambiante pendant une durée de plusieurs jours ou même de plusieurs mois le cas énméant.
- bout de cette période le préimprégné est prêt à l'emploi. Cn découpe dans la feuille de préimprégné un flan d'une surface d'environ 60 % de la surface de l'objet moulé fini, on retire les deux feuilles de protection de polyéthylène et on place le flan dans un mcule. L'article est moulé sous presse à une température de l'ordre de 150°C et sous une pression de l'ordre de 50 bars. L'opération de pressage dure environ une minute par millimètre d'épaisseur. Dans notre cas. nous avons moulé des disques de diamètre 170 mm et d'épaisseur 4 mm.
- On a fabriqué plusieurs disques pour chacun des fils préparés suivant les exemples 1 à 12. Les disques obtenus ont été notés suivant leur aspect en tenant compte de la visibilité des fibres de verre par différence de couleur ou par saillie. On a noté 5 lorsque la fibre de verre ne se distingue pas de la matière, ce qui correspond à un résultat excellent. A contrario, on a noté 1 lorsque le résultat est très mauvais, à savoir une visibilité nette des fibres dans la résine. On a noté 3+ lorsque l'aspect est intermédiaire entre 3 et 4. Dans le cas d'un imprégné blanc, préparé comme ci-dessus, les résultats obtenus pour des fibres ensimées suivant les exemples 1, 8, 10, 11, 12 apparaissent dans le tableau suivant :

- Les fibres selon les exemples 10 et 11 ont une coloration bleue due vraisemblablement au volan qui entre dans la composition d'ensimage, ce qui les rend très visibles dans la résine.
- Le préimprégné gris est préparé suivant la méthode décrite précédemment avec une résine ayant les composants suivants :
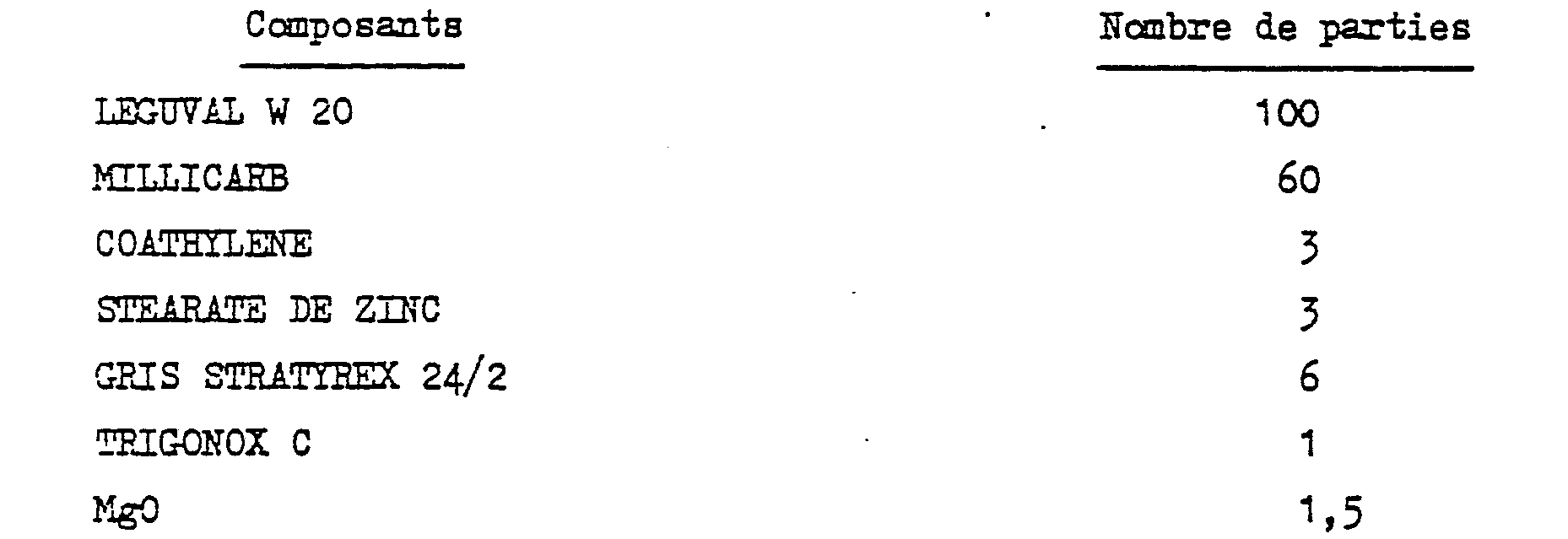
- Le gris. STRATYREX est un pigment gris commercialisé sous cette appellation par RHONE POULENC PETROCHIMIE.
- 0n prépare un péimprégné gris pour chaque fibre de verre fabriqué suivant les exemples 1 à 12.
- Les disques obtenus sont notés suivant leur aspect. La cotation apparaît dans le tableau suivant :

- Le préimprégné SMC bleu est préparé suivant la méthode décrite précé- dessent avec une résine ayant les composants suivants :

- Le bleu Ferro est un pigment bleu commercialisé par la Société FERRO sous la référence VD 201.
- On prépare un préimprégné bleu pour chacun des fils de verre fabriqué suivant les exemples 1 à 12. La cotation des disques bleus obtenus apparaît dans le tableau suivant :

- La fibre est généralement plus visible dans la matière pigmentée en bleu que dans la matière pigmentée en gris.
- On prépare un préimprégné type bas retrait suivant la méthode décrite précédemment avec une résine ayant les composants suivants :

- Le PARAPLEX P 340 est un polyester insaturé commercialisé sous cette appellation par la Société ROHM et HAAS. Le PARAPLEX P 701 également de ROHM et HAAS est un polymère acrylique en solution dans le styrène qui agit comme un compensateur de retrait. La résine est renforcée par de la fibre de verre préparée suivant des exemples précédents et dans une proportion de 30 % en poids.
- Les disques obtenus avec des fibres préparées selon les exemples 1, 10 et 12 sont cotés suivant leur aspect.

- Les disques obtenus à partir des préimprégnés renforcés par des fibres préparées selon l'invention, à savoir d'après les exemples 1 à 8 ont un aspect généralement bon, meilleur que les disques renforcés par des fibres non conformes à l'invention des exemples 9 à 12 quel que soit le type de préimprégné. Les préimprégnés utilisant la fibre ensimée selon la réalisation préférée de l'invention fournissent des articles moules où la fibre est difficilement décelable. Les articles fabriqués selon l'invention peuvent être commercialisés bruts de moulage sans subir de granulation ou d'enduction par une couche de peinture pour en améliorer l'aspect.
- Les fibres enrobées selon l'invention peuvent également avoir d' autres applications telles que confection de mats ou préformés pour moulage à froid ou encore la projection simultanée.
Claims (19)
1. Procédé de fabrication de fibres de verre revêtues d'un enrobage les rendant aptes au renforcement de préimprégnés SMC, comportant la suite d'opérations suivantes :

- on étire mécaniquement à grande vitesse des filaments de verre fondu,
- on revêt les filaments a l'aide d'une composition aqueuse d'ensimage,
- on rassemble les filaments de verre en cours d'étirage sous forme de fils qui sont : enroulés en gâteaux, séchés, puis assemblés en mèche de stratifils sous forme de pelote,
ou rassemblés directement en mèche sous forme de pelote et séchés, caractérisé en ce que les filaments sont revêtus à l'aide d'une composition aqueuse d'ensimage comprenant. :
2. Procédé de fabrication de fibres de verre selon la revendication 1, caractérisé en ce que le lubrifiant de la composition d'ensimage est choisi parmi les composés suivants : les émulsions, de polyéthylène simple ou modifié cationique, les composés aminés cationiques, les tensio-actifs non ioniques.
3. Procédé de fabrication de fibres de verre selon la revendication 2, caractérisé en ce que les tensio-actifs non ioniques sont choisis parmi le monolaurate de polyéthylène-glycol de poids moléculaire 300, l'huile de ricin hydrogénée-polyoxyéthylènée.
4. Procédé de fabrication de fibres de verre selon une des revendications 1 à 3, caractérisé en ce que le lubrifiant est de l'huile de ricin hydrogénée polyoxyéthylénée.
5. Procédé de fabrication de fibres de verre selon une des revendications 1 à 4, caractérisé en ce que le copolymère à base d'acétate de vinyle et de monomères acryliques, dont un au moins est à fonction époxyde , est composé essentiellement des monomères acétate de vinyle, acide acrylique, acrylate d'éthyle, méthacrylate de glycidyle et qu'il a un poids moléculaire d'environ 300 000.
6. Procédé de fabrication de fibres de verre selon une des revendications 1 à 5, caractérisé en ce que l'agent de pontage est un organe-silane ou un mélange d'organo-silanes choisis parmi les amino-silanes comme l'aminopropyltriéthoxysilane, l'aminopropyltrimé- thoxysilane, le β aminoéthyl-α- aminopropyltriéthoxysilane, le β anino-éthyl-α-aminopropyltriméthoxysilane ou des vinyl - silanes comme le méthacryloxypropyltriéméthoxysilane, le vinyl- tri- β-méthoxyéthoxysilane.
7. Procédé de fabrication de fibres de verre selon une des revendications 1 à 6, caractérisé en ce que le sel hygroscopique est du chlorure de lithium.
8. Procédé de fabrication de fibres de verre selon une des revendications 1 à 7, caractérisé en ce que la composition aqueuse d'ensimage comprend :

9. Procédé de fabrication de fibres de verre selon une des revendications 1 à 8, caractérisé en ce que la solution de résine époxyde est essentiellement une solution d'une résine époxyde modifiée de structure :

avec n moyen d'environ 3,5
10. Procédé de fabrication de fibres de verre selon une revendications 1 à 8, caractérisé en ce que la solution de résines époxydes est essentiellement une solution d'une résine époxyde modifiée de structure.

A avec x = 8 à I0 et n moyen d'environ 3,5
11. Procédé de fabrication de fibres de verre selon une des revendications 1 à 8, caractérisé en ce que la solution de résines époxydes est un mélange d'une solution d'une résine époxy modifiée B et d'une solution d'une résine époxy modifiée A, la solution de résine B représentant 0,2 à 2 % en poids de la composition d'ensimage, alors que la solution de résine A représente 0,3 à 4 % en poids de la composition d'ensimage.
12. rrocédé de fabrication de fibres de verre selon une des revendications 1 à 8, caractérisé en ce que l'émulsion de résine époxyde est essentiellement une émulsion d'une ou d'un mélange de résines époxydes de structure :

avec n moyen compris entre 0 et 2.
13. Procédé de fabrication de fibres de verre selon la revendication 12, caractérisé en ce que n est d'environ 0,4 et que la résine époxyde a un indice d'époxyde de 4,6.
14. Procédé de fabrication de fibres de verre selon la revendication 12, caractérisé en ce que n est d'environ 2 et que la résine époxyde a un indice d'époxyde de 2,3.
15. Fibre de verre préparée suivant le procédé selon une des' revendications 1 à 14.
16. Fibre de verre selon la revendication 15, caractérisée en ce que le poids d'ensimage sur une fibre représente 0,3 à. 3 % du poids total de la fibre ensimée et séchée.
I7. Composition de matière plastique renforcée, caractérisée en ce qu'elle comporte des fibres de verre préparées selon une des revendications 1 à 14.
18. Préimprégnés SMC comprenant une résine telle qu'un polyester insaturé, des charges telles que le carbonate de calcium, un démoulant tel que le stéarate de zinc ou un polyéthylène, un catalyseur haute température, de la magnésie, des fibres de verre ensimées, caractérisés en ce que les fibres de verre sont fabriquées d'après le procédé selon une des revendications 1 à 14.
19. Article moulé en matière plastique obtenu à partir d'une composition de matière plastique selon une des rev-dications 17 et 18.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR7723198 | 1977-07-28 | ||
| FR7723198A FR2398702A1 (fr) | 1977-07-28 | 1977-07-28 | Preparation de fibres de verre pour preimpregnes smc |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0000683A1 true EP0000683A1 (fr) | 1979-02-07 |
Family
ID=9193911
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP78400068A Withdrawn EP0000683A1 (fr) | 1977-07-28 | 1978-07-28 | Procédé de fabrication de fibres de verre enrobées, fibres enrobées et leur utilisation pour le renforcement de matières plastiques. |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP0000683A1 (fr) |
| JP (1) | JPS5427096A (fr) |
| DK (1) | DK334978A (fr) |
| ES (1) | ES472167A1 (fr) |
| FI (1) | FI782343A7 (fr) |
| FR (1) | FR2398702A1 (fr) |
| IT (1) | IT1109591B (fr) |
| NO (1) | NO782584L (fr) |
| YU (1) | YU181078A (fr) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0004816A3 (en) * | 1978-04-03 | 1979-10-31 | Saint-Gobain Industries | Sizing composition, glass fibres treated with this composition and their use for reinforcing plastic materials |
| FR2479802A1 (fr) * | 1980-04-03 | 1981-10-09 | Ppg Industries Inc | Composition d'ensimage pour le traitement de fibres de verre contenant une emulsion d'un antioxydant, fibres de verre traitees et leur procede d'obtention |
| FR2479801A1 (fr) * | 1980-04-02 | 1981-10-09 | Ppg Industries Inc | Emulsion aqueuse a base de peroxyde, destinee a des fibres de verre |
| FR2479799A1 (fr) * | 1980-04-02 | 1981-10-09 | Ppg Industries Inc | Emulsion aqueuse a base de peroxydes, destinee a des fibres de verre |
| FR2483907A1 (fr) * | 1980-06-04 | 1981-12-11 | Ppg Industries Inc | Composition d'ensimage, fibres de verre ensimees et procede d'obtention |
| DE3120750A1 (de) * | 1980-06-04 | 1982-02-11 | PPG Industries, Inc., 15222 Pittsburgh, Pa. | Geschlichtete glasfasern, verfahren zu ihrer herstellung und mit geschlichteten glasfasern verstaerkte polymere materialien |
| EP0083057A1 (fr) * | 1981-12-24 | 1983-07-06 | Ppg Industries, Inc. | Fibres de verre revêtues d'un apprêt aqueux pour le renforcement de polymères thermodurcissables |
| US4457970A (en) * | 1982-06-21 | 1984-07-03 | Ppg Industries, Inc. | Glass fiber reinforced thermoplastics |
| US4477496A (en) * | 1981-06-15 | 1984-10-16 | Ppg Industries, Inc. | Process for preparing sized glass fiber roving |
| US4483948A (en) * | 1980-09-24 | 1984-11-20 | Ppg Industries, Inc. | Antioxidants and reinforced polymers and oil-in-water emulsions of antioxidants |
| EP0146689A1 (fr) * | 1983-12-01 | 1985-07-03 | Ppg Industries, Inc. | Fibres de verre pour renforcer des matières polymères |
| FR2589473A1 (fr) * | 1985-10-30 | 1987-05-07 | Saint Gobain Vetrotex | Composition de resines polymerisables renforcee par des fils coupes |
| EP0353493A1 (fr) * | 1988-07-15 | 1990-02-07 | Ppg Industries, Inc. | Objets, charges ou renforcements pour matrices polymères traités chimiquement |
| WO2006007171A1 (fr) * | 2004-06-21 | 2006-01-19 | Owens Corning | Composition de collage destinee au boudinage d'un melange a mouler en feuilles |
| WO2010122099A1 (fr) | 2009-04-23 | 2010-10-28 | Dsm Ip Assets B.V. | Feuille comprimée |
| US20190152253A1 (en) * | 2014-10-24 | 2019-05-23 | Societe Bic | Pressure difference compensation membrane |
| CN119219344A (zh) * | 2024-12-02 | 2024-12-31 | 成都城投城建科技有限公司 | 一种改性玄武岩纤维筋和含改性玄武岩纤维筋的轻薄超韧公路盖板 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63297249A (ja) * | 1987-05-29 | 1988-12-05 | Nippon Glass Fiber Co Ltd | ガラス繊維用サイズ剤 |
| JP2583395Y2 (ja) * | 1990-09-27 | 1998-10-22 | 三共化成 株式会社 | プラスチック成形金型の温度調節装置 |
| US5712036A (en) * | 1996-05-08 | 1998-01-27 | N.V. Owens-Corning S.A. | High solubility size compositon for fibers |
| US6025073A (en) * | 1997-06-04 | 2000-02-15 | N.V. Owens-Corning S.A. | High solubility size composition for fibers |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2110469A1 (fr) * | 1970-10-15 | 1972-06-02 | Owens Corning Fiberglass Corp | |
| FR2186440A1 (en) * | 1972-05-30 | 1974-01-11 | Johns Manville | Clear glass fibre finishing agent - consisting of vinyl chloride/acrylic copolymer, nonionic surfactant, methacryloxypropyl |
| DE2659370A1 (de) * | 1975-12-31 | 1977-07-14 | Owens Corning Fiberglass Corp | Beschichtete glasfasern |
-
1977
- 1977-07-28 FR FR7723198A patent/FR2398702A1/fr not_active Withdrawn
-
1978
- 1978-07-27 IT IT68796/78A patent/IT1109591B/it active
- 1978-07-27 NO NO782584A patent/NO782584L/no unknown
- 1978-07-27 DK DK334978A patent/DK334978A/da unknown
- 1978-07-27 FI FI782343A patent/FI782343A7/fi not_active Application Discontinuation
- 1978-07-27 YU YU01810/78A patent/YU181078A/xx unknown
- 1978-07-28 JP JP9166778A patent/JPS5427096A/ja active Pending
- 1978-07-28 ES ES472167A patent/ES472167A1/es not_active Expired
- 1978-07-28 EP EP78400068A patent/EP0000683A1/fr not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2110469A1 (fr) * | 1970-10-15 | 1972-06-02 | Owens Corning Fiberglass Corp | |
| FR2186440A1 (en) * | 1972-05-30 | 1974-01-11 | Johns Manville | Clear glass fibre finishing agent - consisting of vinyl chloride/acrylic copolymer, nonionic surfactant, methacryloxypropyl |
| DE2659370A1 (de) * | 1975-12-31 | 1977-07-14 | Owens Corning Fiberglass Corp | Beschichtete glasfasern |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0004816A3 (en) * | 1978-04-03 | 1979-10-31 | Saint-Gobain Industries | Sizing composition, glass fibres treated with this composition and their use for reinforcing plastic materials |
| FR2479801A1 (fr) * | 1980-04-02 | 1981-10-09 | Ppg Industries Inc | Emulsion aqueuse a base de peroxyde, destinee a des fibres de verre |
| FR2479799A1 (fr) * | 1980-04-02 | 1981-10-09 | Ppg Industries Inc | Emulsion aqueuse a base de peroxydes, destinee a des fibres de verre |
| FR2479802A1 (fr) * | 1980-04-03 | 1981-10-09 | Ppg Industries Inc | Composition d'ensimage pour le traitement de fibres de verre contenant une emulsion d'un antioxydant, fibres de verre traitees et leur procede d'obtention |
| FR2483907A1 (fr) * | 1980-06-04 | 1981-12-11 | Ppg Industries Inc | Composition d'ensimage, fibres de verre ensimees et procede d'obtention |
| DE3120750A1 (de) * | 1980-06-04 | 1982-02-11 | PPG Industries, Inc., 15222 Pittsburgh, Pa. | Geschlichtete glasfasern, verfahren zu ihrer herstellung und mit geschlichteten glasfasern verstaerkte polymere materialien |
| DE3120764A1 (de) * | 1980-06-04 | 1982-02-25 | PPG Industries, Inc., 15222 Pittsburgh, Pa. | Geschlichtete glasfasern, verfahren zu ihrer herstellung und mit den geschlichteten glasfasern verstaerkte polymere materialien |
| US4483948A (en) * | 1980-09-24 | 1984-11-20 | Ppg Industries, Inc. | Antioxidants and reinforced polymers and oil-in-water emulsions of antioxidants |
| US4477496A (en) * | 1981-06-15 | 1984-10-16 | Ppg Industries, Inc. | Process for preparing sized glass fiber roving |
| EP0083057A1 (fr) * | 1981-12-24 | 1983-07-06 | Ppg Industries, Inc. | Fibres de verre revêtues d'un apprêt aqueux pour le renforcement de polymères thermodurcissables |
| US4457970A (en) * | 1982-06-21 | 1984-07-03 | Ppg Industries, Inc. | Glass fiber reinforced thermoplastics |
| EP0146689A1 (fr) * | 1983-12-01 | 1985-07-03 | Ppg Industries, Inc. | Fibres de verre pour renforcer des matières polymères |
| FR2589473A1 (fr) * | 1985-10-30 | 1987-05-07 | Saint Gobain Vetrotex | Composition de resines polymerisables renforcee par des fils coupes |
| EP0225234A1 (fr) * | 1985-10-30 | 1987-06-10 | Vetrotex Saint-Gobain | Composition de résines thermodurcissables renforcée par des fils coupés |
| EP0353493A1 (fr) * | 1988-07-15 | 1990-02-07 | Ppg Industries, Inc. | Objets, charges ou renforcements pour matrices polymères traités chimiquement |
| WO2006007171A1 (fr) * | 2004-06-21 | 2006-01-19 | Owens Corning | Composition de collage destinee au boudinage d'un melange a mouler en feuilles |
| US7169463B2 (en) | 2004-06-21 | 2007-01-30 | Owens Corning Fiberglas Technology, Inc. | Sizing composition for sheet molding compound roving |
| US7611598B2 (en) | 2004-06-21 | 2009-11-03 | Ocv Intellectual Capital, Llc | Method of forming a reinforced article |
| WO2010122099A1 (fr) | 2009-04-23 | 2010-10-28 | Dsm Ip Assets B.V. | Feuille comprimée |
| US20190152253A1 (en) * | 2014-10-24 | 2019-05-23 | Societe Bic | Pressure difference compensation membrane |
| CN119219344A (zh) * | 2024-12-02 | 2024-12-31 | 成都城投城建科技有限公司 | 一种改性玄武岩纤维筋和含改性玄武岩纤维筋的轻薄超韧公路盖板 |
Also Published As
| Publication number | Publication date |
|---|---|
| FI782343A7 (fi) | 1979-01-29 |
| IT1109591B (it) | 1985-12-23 |
| IT7868796A0 (it) | 1978-07-27 |
| DK334978A (da) | 1979-01-29 |
| JPS5427096A (en) | 1979-03-01 |
| FR2398702A1 (fr) | 1979-02-23 |
| YU181078A (en) | 1982-06-30 |
| NO782584L (no) | 1979-01-30 |
| ES472167A1 (es) | 1979-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0000683A1 (fr) | Procédé de fabrication de fibres de verre enrobées, fibres enrobées et leur utilisation pour le renforcement de matières plastiques. | |
| EP0004816B2 (fr) | Procédé d'ensimage, fibres de verre obtenues et leur utilisation pour le renforcement de matières plastiques | |
| US4009317A (en) | Glass fiber coated with a size comprising emulsified clad particles of poly(methyl methacrylate) | |
| CH647483A5 (fr) | Composition d'ensimage, fibres de verre ensimees et fils formes a partir de celles-ci. | |
| EP0635462A1 (fr) | Fibres de verre destinées au renforcement de matrices organiques | |
| FR2703057A1 (fr) | Matériau alvéolaire cellulosique renfermant un agent biocide et procédé pour sa préparation. | |
| EP0869927B1 (fr) | Fils de verre ensimes destines au renforcement de matieres polymeres | |
| EP0722428B1 (fr) | Composition d'ensimage pour fils de verre, procede utilisant cette composition et produits resultants | |
| EP0657395A1 (fr) | Procédé de production de fils de verre ensimés et produits résultants | |
| EP0801634B1 (fr) | Composition d'ensimage pour fils de verre, procede utilisant cette composition et produits resultants | |
| EP1353883B1 (fr) | Fis de verre ensimes, composition d'ensimage et composites comprenant lesdits fils | |
| FR2727972A1 (fr) | Composition d'ensimage pour fils de verre, procede utilisant cette composition et produits resultants | |
| FR2763328A1 (fr) | Procede de production de fils de verre ensimes et produits resultants | |
| EP1109959B1 (fr) | Procede de fabrication d'un produit isolant fibreux, produit et composition d'encollage | |
| WO2003000611A1 (fr) | Fils de verre ensimes, composition d'ensimage et composites comprenant lesdits fils | |
| FR2743362A1 (fr) | Composition d'ensimage pour fils de verre, procede utilisant cette composition et produits resultants | |
| WO2005058771A2 (fr) | Fils de verre ensimes a impregnation rapide pour le renforcement de matieres polymeres | |
| EP1481128B1 (fr) | Mat de fils coupes par voie humide | |
| JP2017206787A (ja) | ガラス繊維ストランド、ロービングストランド及びロービングストランドの製造方法 | |
| CN101460420A (zh) | 用于尤其通过模塑增强聚合物材料的整理的玻璃丝 | |
| JPS63265839A (ja) | ガラス繊維用サイズ剤 | |
| JPH0530780B2 (fr) | ||
| WO2005058770A2 (fr) | Fils de verre ensimes destines au renforcement de matieres polymeres, notamment par moulage. | |
| FR3084081A1 (fr) | Composition de liant pour laine minerale | |
| RU2101241C1 (ru) | Замасливатель для обработки стеклянного волокна |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR GB LU NL SE |
|
| 17P | Request for examination filed | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19801218 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: DROUX, MICHEL Inventor name: BOCQUET, GILBERT |