EP0032102A2 - Dispositif d'ébavurage et de chanfreinage des trous d'une plaque perforée - Google Patents
Dispositif d'ébavurage et de chanfreinage des trous d'une plaque perforée Download PDFInfo
- Publication number
- EP0032102A2 EP0032102A2 EP80401894A EP80401894A EP0032102A2 EP 0032102 A2 EP0032102 A2 EP 0032102A2 EP 80401894 A EP80401894 A EP 80401894A EP 80401894 A EP80401894 A EP 80401894A EP 0032102 A2 EP0032102 A2 EP 0032102A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- plate
- support
- brush
- holes
- deburring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000006073 displacement reaction Methods 0.000 claims abstract description 16
- 230000001680 brushing effect Effects 0.000 claims abstract description 11
- 239000002184 metal Substances 0.000 claims abstract description 5
- 239000000835 fiber Substances 0.000 claims description 5
- 229910000831 Steel Inorganic materials 0.000 claims description 3
- 239000010959 steel Substances 0.000 claims description 3
- 125000006850 spacer group Chemical group 0.000 description 12
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 230000035515 penetration Effects 0.000 description 6
- 239000012530 fluid Substances 0.000 description 5
- 238000009434 installation Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 244000198134 Agave sisalana Species 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000003082 abrasive agent Substances 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 235000011837 pasties Nutrition 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 230000001850 reproductive effect Effects 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 238000009834 vaporization Methods 0.000 description 1
- 230000008016 vaporization Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/002—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor for travelling workpieces
Definitions
- the invention relates to a device for deburring and chamfering the holes of a perforated plate which comprises a set of holes of any shape machined during an operation leaving a rim of metal pushed back and sharp angles on the edges of the hole , on at least one of the faces of the plate.
- the steam generators of pressurized water nuclear reactors consist of a large envelope of generally cylindrical shape inside which is disposed a bundle of small diameter tubes tightly fixed on a tubular plate at each of their ends, these tubes having a vertical path inside the envelope of the steam generator over a great length and being bent with a certain curvature at their upper part.
- the vertical parts of the bundle tubes must be kept in position in relation to each other, the cross-sections of the tubes constituting regular networks in planes perpendicular to the axis of the exchanger.
- spacer plates are used, arranged with a certain spacing along the height of the heat exchanger, these spacer plates having holes in a network corresponding to the network of tubes.
- holes of more or less complex shapes passing through the spacer plates right through are made by conventional machining methods such as drilling, reaming or broaching.
- the holes thus machined have a rim of repelled metal and sharp angles on their edge so that it is necessary on the one hand to deb a - burer and on the other hand to chamfer the edges of these holes.
- the object of the invention is to propose a device for deburring and chamfering the holes of a perforated plate which comprises a set of holes of any shape machined during an operation leaving a rim of repelled metal and sharp angles. on the edge of the holes, on at least one of the faces of the plate, this device making it possible to carry out deburring and chamfering operations quickly and automatically.
- the support 1 is fixed thanks to a support structure 4 on the fixed frame of the installation on which is also fixed a control gateway 5 and a gateway 6 usable for repairs and maintenance of the device.
- a control console 7 of the device On the bridge 5 is arranged a control console 7 of the device.
- the support device 4 in a slightly inclined position relative to the vertical also supports two devices 9 and 10 with rollers for the support and the rotation of the spacer plate 2.
- Each of the roller support devices 9 and 10 comprises, as can be seen in FIG. 2, a geared motor 11 driving a roller 12 whose groove makes it possible to receive the edge of the spacer plate 2.
- rollers such as 14 whose axis is slightly inclined relative to the vertical, at the same inclination as the support 1 .
- the support and rotation devices 9 and 10 when the motors such as 11 are powered, can put the plate in rotation about its axis of symmetry.
- the fixed frame of the installation also carries beams 16 and 17 allowing the support and guiding of a mobile support 18 maintained in an inclined position and parallel to the plate 2.
- Motor means allow the support 18 to move in the longitudinal direction of the installation between an extreme position shown in solid lines in FIG. 1 (18a out of service position) and an extreme position represented in mixed trains in FIG. 1 (18b, position in service).
- a motor 20 driving a chain pulley over which passes a chain 21 which allows the movement in the vertical direction of the carriage 22 constituted by a frame guided by the lateral uprights of the mobile support 18.
- the movable support 18 moves parallel to the perforated plate in position on the support 1 and on the other hand the carriage also moves parallel to the perforated plate 2 in a direction perpendicular to the direction of movement of the carriage 18.
- the carriage 22 carries a motor 23 whose axis of rotation directed in the direction 25 is integral with a brush 24 with symmetry of revolution around the driven axis 25 in rotation by the motor 23.
- the brush-24 comprises a set of brushing fibers 26 arranged on the body of the brush secured to the axis 25, perpendicular to this axis 25.
- the motor 23 is mounted movably on the carriage 22 in a direction perpendicular on the one hand to the axis 25 and on the other hand to the plate 2.
- a device for moving the brush and its motor d driving in this direction allows the holes in the perforated plate to be displaced inwards, then, when the intensity of the supply current to the motor 23 reaches a certain threshold, a blockage during the entire operation of the deburring and finally a displacement in the other direction with return to the position of origin.
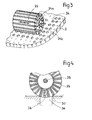
- the brush can be seen in the position of maximum penetration into a hole 34 in the perforated plate, the brush 24 having eliminated the burr present around the hole and caused the formation of a rounded part 30 on the edges of the hole 34 .
- the metal particles detached from the plate 27 during deburring are recovered by a vacuum cleaner 31 fixed to the carriage 22 and following all the movements of the brushing unit.
- a flexible electric power supply device 32 allows tools to be fed regardless of their position relative to the fixed support.
- the movable support 18 When it is desired to perform a deburring and chamfering operation on a spacer plate, the movable support 18 is put in the out-of-service position 18a, for the positioning of the perforated plate on the fixed support thanks to a handling means. such as an overhead crane.
- the hooking means of the traveling crane can be unhooked. After retraction of the rollers 14, the plate 2 rests on the support 1 slightly inclined relative to the vertical.
- the carriage 22 is then brought into position in front of the area of the plate 2 on which it is desired to begin the deburring operation and by displacement of the carriage 22 in the longitudinal direction of the movable support 18, the entire surface is scanned. of an area of the plate 2.
- roller devices 9 and 10 are used to cause the plate to rotate around its axis.
- Brushes of cylindrical shape comprising steel bristles with a diameter of 0.2 to 0.3 mm and with this tool it was possible to remove burrs having a section of the order of 0.05 mm2. It was also possible to achieve with this tool chamfering or shelving greater than 1 mm.
- this penetration can be controlled by the contact pressure of the brushing assembly or to a proximity measurement making it possible to know the distance between the brushing assembly and the plate.
- the main axis of this perforated plate can be, during operation, both in vertical position in horizontal position or in inclined position.
- the plate is placed in a fixed position on the support or that this plate can be moved in in rotation or translation on the mobile support to present different zones to the brushing tool.
- the device according to the invention applies not only to deburring and chamfering of spacer plates of steam generators such as the steam generators of nuclear pressurized water reactors but. also in the case of any large plate having a network of more or less regular holes.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Abstract
Description
- L'invention concerne un dispositif d'ébavurage et de chanfreinage des trous d'une plaque perforée qui comporte un ensemble de trous de forme quelconque usinés au cours d'une opération laissant un rebord de métal repoussé et des angles vifs sur les bords du trou, sur l'une au moins des faces de la plaque.
- Dans la fabrication des échangeurs de chaleur en particulier les générateurs de vapeur des centrales nucléaires à eau sous-pression, on est amené à élaborer des plaques perforées de grande dimension pour la fixation et le support des tubes dans lesquels circule le fluide d'échange apportant la chaleur pour la vaporisation de l'eau constituant le fluide secondaire du réacteur.
- Les générateurs de vapeur des réacteurs nucléaires à eau sous pression sont constitués par une enveloppe de grande dimension de forme générale cylindrique à l'intérieur de laquelle est disposé un faisceau de tubes de petit diamètre fixés de façon étanche sur une plaque tubulaire à chacune de leurs extrémités, ces tubes ayant un parcours vertical à l'intérieur de l'enveloppe du générateur de vapeur sur une grande longueur et étant pliés avec une certaine courbure à leur partie supérieure.
- L'eau primaire parcourt ces tubes cependant que l'eau secondaire introduite dans l'enveloppe du générateur de valeur se vaporise au contact de la surface extérieure des tubes, la vapeur étant ensuite récupérée par le circuit secondaire du réacteur.
- Les parties verticales des tubes du faisceau doivent être maintenues en position les unes par rapport aux autres, les sections transversales des tubes constituant des réseaux réguliers dans des plans perpendiculaires à l'axe de l'échangeur.
- Pour maintenir les tubes en position on utilise un certain nombre de plaques entretoises disposées avec un certain espacement suivant la hauteur de l'échangeur de chaleur, ces plaques-entretoises comportant des perçages suivant un réseau correspondant au réseau des tubes.
- Pour permettre une circulation du fluide secondaire dans la direction verticale et pour éviter des dépôts de matières corrosives dans les zones de contact entre les tubes et les plaques-entretoises, il est nécessaire de prévoir des perçages de formes plus ou moins complexes dans les plaques-entretoises pour assurer à la fois le maintien efficace du tube, la circulation du fluide secondaire et l'entrainement des impuretés susceptibles de se trouver dans ce fluide.
- Ces trous de formes plus ou moins complexes traversant les plaques-entretoises de part en part sont réalisés par des procédés d'usinage classiques tels que le perçage, l'alésage ou le brochage.
- Les trous ainsi usinés présentent un rebord de métal repoussé et des angles vifs sur leur bord si bien qu'il est nécessaire d'une part d'éba- burer et d'autre part de chanfreiner les bords de ces trous.
- Dans le cas de trous circulaires on utilise des fraises spéciales qui éliminent la bavure et réalisent simultanément un chanfrein ou un arrondi de raccordement. Dans le cas de trous de forme plus complexe, cette méthode ne peut plus être employée et l'on doit opérer par meulage avec un outil de forme spéciale. Jusqu'ici on n'a pas réussi à automatiser cette opération qui est actuellement réalisée trou par trou par des opérateurs qui utilisent des machines portatives du type perçeuse à main.
- Ce travail est fastidieux et pénible et l'ébavurage risque d'être imparfait car cet ébavurage mécanique entraîne la formation d'une bavure secondaire de faible dimension. D'autre part, cette opération n'est pas très reproductive et l'on obtient des trous dont les rebords présentent des formes légèrement différentes. Enfin, cette opération est extrêmement coû-. teuse par le fait qu'elle nécessite des temps d'exécution très longs et un outillage important.
- Le but de l'invention est de proposer un dispositif diébavura-e et de chanfreinage des trous d'une plaque perforée qui comporte un ensemble de trous de forme quelconque usinés au cours d'une opération laissant un rebord de métal repoussé et des angles vifs sur le bord des trous, sur l'une au moins des faces de la plaque, ce dispositif permettant de réaliser les opérations d'ébavurage et de chanfreinage rapidement et de façon automatique.
- Dans ce but, le dispositif comporte :
- - un premier support fixe sur lequel repose la plaque en cours d'opération,
- - un second support mobile grâce à des moyens de déplacement dans une première direction parallèle à la plaque en position sur le support fixe.
- - un second chariot mobile sur le second support grâce à des moyens de guidage et de déplacement dans une seconde direction parallèle à la plaque,
- - au moins une brosse présentant une symétrie de révolution montée rotative sur le chariot autour de son axe de symétrie disposée parallèlement à la . plaque et mobile dans une direction perpendiculaire à la plaque, comportant des fibres assurant le brossage disposées perpendiculairement à l'axe de symétrie,
- - et des moyens pour le déplacement de la brosse à vitesse réglée et de faible amplitude dans une direction perpendiculaire à la plaque, versl'intérieur des trous, avec retour à une position d'origine par déplacement dans l'autre sens, entre deux déplacements successifs de cette brosse parallèlement à la claque.
- Afin de bien faire comprendre l'invention on va maintenant décrire à titre d'exemple non limitatif un dispositif utilisable pour l'ébavurage et le chanfreinage de plaques entretoises d'un générateur nucléaire à eau sous pression.
- La figure 1 représente une vue en élévation du dispositif suivant l'invention.
- La figure 2 représente une vue suivant A de la figure 1.
- Les figures 3 et 4 représentent de façon schématique le mode d'action de la brosse sur les bords des trous de la plaque.
- Sur les figures 1 et 2, on voit l'ensemble de l'installation qui comporte un support fixe 1 sur lequel vient reposer la plaque entretoise 2 sur laquelle on effectue l'ébavurage et le chanfreinage.
- Le support 1 est fixé grâce à une structure de soutien 4 sur le bâti fixe de l'installation sur lequel est'également fixée une passerelle de commande 5 et une passerelle 6 utilisable pour les réparations et l'entretien du dispositif.
- Sur la passerelle 5 est disposé un pupitre de commande 7 du dispositif.
- Le dispositif de soutien 4 en position légèrement inclinée par rapport à la verticale supporte également deux dispositifs 9 et 10 à galets pour le support et la mise en rotation de la plaque entretoise 2.
- Chacun des dispositifs de support à galets 9 et 10 comporte, ainsi qu'il est visible à la figure 2, un motoréducteur 11 entraînant un galet 12 dont la gorge permet de recevoir le bord de la plaque-entretoise 2.
- Sur le support 1 sont également montés, dans sa partie venant en contact avec la partie supérieure de la plaque-entretoise, des galets tels que 14 dont l'axe est légèrement incliné par rapport à la verticale, suivant la même inclinaison que le support 1.
- De cette façon, les dispositifs de support et de mise en rotation 9 et 10, lorsque les moteurs tels que 11 sont alimentés, peuvent mettre la plaque en rotation autour de son axe de symétrie.
- Le bâti fixe de l'installation porte également des poutrelles 16 et 17 permettant le support et le guidage d'un support mobile 18 maintenu en position inclinée et parallèle à la plaque 2.
- Des moyens moteurs permettent le déplacement du support 18 suivant la direction longitudinale de l'installation entre une position extrême représentée en traits pleins sur la figure 1 (18a position hors service) et une position extrême représentée en trains mixtes à la figure 1 (18b, position en service).
- A la partie supérieure du support mobile 18 est disposé un moteur 20 entraînant une poulie à chaîne sur laquelle passe une chaîne 21 qui permet le déplacement dans la direction verticale du chariot 22 constitué par un châssis guidé par les montants latéraux du support mobile 18.
- De cette façon d'une part le support mobile 18 se déplace parallèlement à la plaque perforée en position sur le support 1 et d'autre part le chariot se déplace également parallèlement à la plaque perforée 2 dans une direction perpendiculaire à la direction de déplacement du chariot 18. Ainsi qu'il est visible sur/la figure 2 le chariot 22 porte un moteur 23 dont l'axe de rotation dirigé suivant la direction 25 est solidaire d'une brosse 24 à symétrie de révolution autour de l'axe 25 entraînée en rotation par le moteur 23.
- Ainsi qu'il est visible aux figures 3 et 4, la brosse-24 comporte un ensemble de fibres de brossage 26 disposées sur le corps de la brosse solidaire de l'axe 25, perpendiculairement à cet axe 25.
- D'autre part, le moteur 23 est monté mobile sur le chariot 22 dans une direction perpendiculaire d'une part à l'axe 25 et d'autre part à la plaque 2. Un dispositif de déplacement de la brosse et de son moteur d' entraînement dans cette direction permet de réaliser un déplacement vers l'intérieur des trous de la plaque perforée, puis, lorsque l'intensité du courant d'alimentation du moteur 23 atteint un certain seuil, un blocage durant toute l'opération de l'ébavurage et enfin un déplacement dans l'autre sens avec retour à la position d'origine.
- De cette façon il est possible de réaliser une pénétration réglée de l'outil constitué par la brosse dans les trous de la plaque perforée.
- On voit sur la figure 3 les directions des différents déplacements de la brosse 24 par rapport à la plaque 2, les deux mouvements de translation parallèlement à la plaque étant provoqués d'une part par le déplacement du support mobile 18 et d'autre part par le déplacement du chariot 22 à l'intérieur du support mobile. Le mouvement de rotation (flèche 24a) est provoqué par le moteur 23, cependant que le mouvement de pénétration (ftèche 24b) perpendiculaire à la plaque est provoqué par le dispositif asservi sur l'intensité du moteur 23.
- Sur la figure 4, on voit la brosse en position de pénétration maximale dans un trou 34 de la plaque perforée, la brosse 24 ayant éliminé la bavure présente autour du trou et provoqué la formation d'une partie arrondie 30 sur les bords du trou 34.
- Les particules métalliques détachées de la plaque 27en cours d'ébavurage sont récupérées par un aspirateur 31 fixé au chariot 22 et suivant tous les mouvements de l'unité de brossage.
- Un dispositif flexible d'alimentation en courant électrique 32 permet une alimentation des outils quelle que soit leur position par rapport au support fixe.
- Lorsqu'on désire effectuer une opération d'ébavurage et de chanfreinage sur une plaque-entretoise, le support mobile 18 est mis en position hors service 18a, pour la mise en place de la plaque perforée sur le support fixe grâce à un moyen de manutention tel qu'un pont roulant.
- Lorsque la plaque 2 est mise.en position sur les dispositifs à galets 9 et 10 à sa partie inférieure et sur les galets 14 à sa partie supérieure, les moyens d'accrochage du pont roulant peuvent être décrochés. Après escamotage des galets 14, la plaque 2 repose sur le support 1 légèrement incliné par rapport à la verticale.
- On amène alors le chariot 22 en position en face de la zone de là plaque 2 sur laquelle on désire commencer l'opération d'ébavurage et par déplacement du chariot 22 suivant la direction longitudinale du support mobile 18 on réalise un balayage de toute la surface d'une zone de la plaque 2.
- Pour chacune des positions de travail de la brosse 24 dont le moteur 23 assure l'entraînement en rotation, on réalise une pénétration telle que représentée à la figure 4 qui permet l'élimination de la bavure et la réalisation d'un chanfrein arrondi sur les bords du trou et un retour de la brosse dans une direction perpendiculaire à la plaque pour dégager les poils de brosse des trous à travailler.
- Lorsque le balayage complet de la zone de la plaque a été réalisé par déplacement du support mobile 18 et du chariot 22 on utilise les dispositifs à galets 9 et 10 pour faire effectuer à la plaque une rotation autour de son axe.
- On réalise par exemple le brossage de toute une zone correspondant à la moitié supérieure de la plaque puis l'on provoque une rotation de 90° de cette plaque, pour effectuer une nouvelle opération de brossage sur la zone correspondant à la demi-plaque supérieure. Lorsque la plaque a subi un mouvement de rotation de 360°, chaque zone de la plaque a subi deux fois l'opération de brossage.
- Lorsque cette opération est totalement terminée, on remet l'outillage en position hors service qui correspond à la position 18a du support mobile et l'on reprend en charge la plaque entretoise sur son support grâce au pont roulant.
- On a utilisé des brosses de forme cylindrique comportant des poils d'acier de diamètre 0,2 à 0,3 mm et avec cet outillage on a pu éliminer des bavures ayant une section de l'ordre de 0,05 mm2. On a également pu réaliser avec cet outillage un chanfreinage ou rayonnage supérieur à 1 mm.
- L'invention ne se limite pas au mode de réalisation qui vient d'être décrit; elle en comporte au contraire toutes les variantes et l'on peut modifier des points de détail sans pour autant sortir du cadre de l'invention.
- C'est ainsi qu'au lieu d'une brosse comportant des poils d'acier, on peut utiliser une brosse ou un ensemble de brosses à poils de nylon ou d'autre matière synthétique contenant des abrasifs ou des brosses de sisal ou d'autres fibres naturelles tressés et cousues; avec adjonction d'un abrasif liquide ou pâteux.
- Les formes de réalisation des différents déplacements de la brosse ou de l'ensemHe de brossage qui ont été décrites ne sont nullement limitatives et l'on peut imaginer d'autres modes de réalisation des divers déplacements aussi bien parallèlement que perpendiculairement à la plaque.
- En particulier, au lieu d'asservir la pénétration de la brosse vers l'intérieur des trous de la plaque à l'intensité du moteur de mise en rotation de cette brosse, on peut asservir cette pénétration à la pression d'appui de l'ensemble de brossage ou à une mesure de proximité permettant de connaître la distance entre l'ensemble de brossage et la plaque.
- Ces dispositifs d'asservissement permettent de compenser les défauts de planéité de la plaque ainsi que l'usure des brosses en cours d'opération.
- On peut imaginer une forme de support fixe recevant la plaque quelconque, l'axe principal de cette plaque perforée pouvant être, en cours d'opération, aussi bien en position verticale qu'en position horizontale ou en position inclinée. On peut imaginer que la plaque est mise en position fixe sur le support ou que cette plaque peut être déplacée en en rotation ou translation sur le support mobile pour présenter des zones différentes à l'outil de brossage.
- Enfin le dispositif suivant l'invention s'applique non seulement à l'ébavurage et au chanfreinage des plaques-entretoises des générateurs de vapeur tels que les générateurs de vapeur des réacteurs nucléaires à eau sous pression mais. encore dans le cas de toute plaque de grande dimension présentant un réseau de trous plus ou moins réguliers.
Claims (5)
et des moyens pour le déplacement de la brosse avec une faible amplitude dans une direction perpendiculaire à la plaque, vers l'intérieur des trous, avec retour à une position d'origine, par déplacement dans l'autre sens, entre deux déplacements successifs de cette brosse parallèlement à la plaque.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8000138A FR2472961A1 (fr) | 1980-01-04 | 1980-01-04 | Dispositif d'ebavurage et de chanfreinage des trous d'une plaque perforee |
| FR8000138 | 1980-01-04 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0032102A2 true EP0032102A2 (fr) | 1981-07-15 |
| EP0032102A3 EP0032102A3 (en) | 1981-07-22 |
| EP0032102B1 EP0032102B1 (fr) | 1983-12-14 |
Family
ID=9237222
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP80401894A Expired EP0032102B1 (fr) | 1980-01-04 | 1980-12-31 | Dispositif d'ébavurage et de chanfreinage des trous d'une plaque perforée |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0032102B1 (fr) |
| DE (1) | DE3065927D1 (fr) |
| ES (1) | ES8201056A1 (fr) |
| FR (1) | FR2472961A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0465357A1 (fr) * | 1990-07-04 | 1992-01-08 | Commissariat A L'energie Atomique | Appareil d'usinage de contours en matériau tendre et procédé d'usinage automatique utilisant un tel appareil |
| EP0673714A1 (fr) * | 1994-03-22 | 1995-09-27 | Framatome | Procédé et dispositif d'ébavurage et de chanfreinage de bords de trous traversant une plaque de maintien d'un faisceau de tubes |
| CN116352539A (zh) * | 2023-03-01 | 2023-06-30 | 武汉科技大学 | 一种用于钢丝对接焊点自动打磨装置及打磨方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3722144A (en) * | 1971-04-06 | 1973-03-27 | Cam Ind Inc | Method and machine to de-bur commutator bars |
| GB1510086A (en) * | 1976-06-09 | 1978-05-10 | Dillinger L | Drilling or reaming machines |
| US4078905A (en) * | 1976-12-03 | 1978-03-14 | Mitsubishi Jukogyo Kabushiki Kaisha | Edge-rounding method and apparatus therefor |
| DE2658263A1 (de) * | 1976-12-22 | 1978-07-06 | Kraftwerk Union Ag | Anordnung zum nacharbeiten von kuehlrohrbohrungen an waermetauschern |
-
1980
- 1980-01-04 FR FR8000138A patent/FR2472961A1/fr active Granted
- 1980-12-29 ES ES498190A patent/ES8201056A1/es not_active Expired
- 1980-12-31 EP EP80401894A patent/EP0032102B1/fr not_active Expired
- 1980-12-31 DE DE8080401894T patent/DE3065927D1/de not_active Expired
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0465357A1 (fr) * | 1990-07-04 | 1992-01-08 | Commissariat A L'energie Atomique | Appareil d'usinage de contours en matériau tendre et procédé d'usinage automatique utilisant un tel appareil |
| FR2664191A1 (fr) * | 1990-07-04 | 1992-01-10 | Commissariat Energie Atomique | Appareil d'usinage de contours en materiau tendre et procede d'usinage automatique utilisant un tel appareil. |
| EP0673714A1 (fr) * | 1994-03-22 | 1995-09-27 | Framatome | Procédé et dispositif d'ébavurage et de chanfreinage de bords de trous traversant une plaque de maintien d'un faisceau de tubes |
| FR2717726A1 (fr) * | 1994-03-22 | 1995-09-29 | Framatome Sa | Procédé et dispositif d'ébavurage et de chanfreinage de bords de trous traversant une plaque de maintien d'un faisceau de tubes. |
| US5683287A (en) * | 1994-03-22 | 1997-11-04 | Framatome | Process and device for deburring and chamfering edges of openings extending through a plate maintaining a bundle of tubes |
| CN116352539A (zh) * | 2023-03-01 | 2023-06-30 | 武汉科技大学 | 一种用于钢丝对接焊点自动打磨装置及打磨方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0032102A3 (en) | 1981-07-22 |
| FR2472961A1 (fr) | 1981-07-10 |
| DE3065927D1 (en) | 1984-01-19 |
| FR2472961B1 (fr) | 1983-05-06 |
| ES498190A0 (es) | 1981-12-01 |
| ES8201056A1 (es) | 1981-12-01 |
| EP0032102B1 (fr) | 1983-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1277975C (fr) | Procede pour la realisation d'un pieu dans le sol, machine de forage et dispositif pour la mise en oeuvre de ce procede | |
| EP2207637B1 (fr) | Machine à cintrer un profile selon deux sens de cintrage et outillage de cintrage | |
| WO2018087488A1 (fr) | Dispositif porte-outil pour appareil de fabrication additive selective | |
| FR2464798A1 (fr) | Machine de conditionnement pour brosser la face terminale d'un materiau metallique | |
| EP0032102B1 (fr) | Dispositif d'ébavurage et de chanfreinage des trous d'une plaque perforée | |
| FR2695853A1 (fr) | Machine à fraiser, à surfacer et à polir à changement automatique d'outils et dispositif correspondant. | |
| FR2463660A1 (fr) | Procede et dispositif de fonctionnement d'une machine d'usinage de pieces d'ouvrage, pouvant etre equipee d'un grand nombre d'outils differents | |
| FR2499436A1 (fr) | Outil pour profiler des tubes | |
| CA2145133C (fr) | Procede et dispositif d'ebavurage et de chanfreinage de bords de trous traversant une plaque de maintien d'un faisceau de tubes | |
| CN112247791A (zh) | 一种用于金属管道焊接作业前的预处理装置 | |
| EP0038270B1 (fr) | Dispositif de support et de déplacement d'un outil à l'intérieur d'un piquage | |
| EP0089907B1 (fr) | Machine à rectifier les collecteurs électriques et analogues | |
| CH626148A5 (en) | Appliance for remotely repairing the tubes of a steam generator | |
| EP0598634B1 (fr) | Procédé et dispositif de réparation de la surface intérieure d'un adapteur traversant le couvercle de la cuve d'un réacteur nucléaire | |
| FR2570970A1 (fr) | Procede d'usinage applique notamment aux augets de roues de turbine, les moyens et la machine de mise en oeuvre de ce procede. | |
| EP0082069B1 (fr) | Dispositif de support et de déplacement d'outils pour la fixation d'un faisceau de tubes sur une plaque tubulaire d'un générateur de vapeur | |
| EP1345710B1 (fr) | Dispositif et procede de realisation de raccordements traversant sur des dispositifs d'echappements | |
| EP0778103B1 (fr) | Procédé et dispositif d'usinage électrochimique de pièces en série | |
| FR2744143A1 (fr) | Meuleuse de rails | |
| EP0011318A2 (fr) | Scie pour le découpage suivant un plan vertical de marbres, granits et autres pierres dures | |
| FR2574392A1 (fr) | Dispositif d'usinage d'un produit plat en verre | |
| EP0494808A1 (fr) | Robot perfectionné | |
| EP0888230B1 (fr) | Appareillage d'intervention sur voie ferrée | |
| CH681282A5 (en) | Cleaner for inner surface of pipe - has rotary brushes driven by separate electric motors to clean opposite sections of pipe surface, with brushes contained inside rotary cradle | |
| EP0304408A2 (fr) | Machine à renouveler |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): BE DE GB IT |
|
| AK | Designated contracting states |
Designated state(s): BE DE GB IT |
|
| 17P | Request for examination filed |
Effective date: 19810922 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE DE GB IT |
|
| REF | Corresponds to: |
Ref document number: 3065927 Country of ref document: DE Date of ref document: 19840119 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19941205 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19941209 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19941221 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19951231 Ref country code: BE Effective date: 19951231 |
|
| BERE | Be: lapsed |
Owner name: FRAMATOME Effective date: 19951231 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19951231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19960903 |