EP0036962A2 - Schlauchförmiges Inlet zum Füllen und Entleeren von Schüttgut-Containern - Google Patents
Schlauchförmiges Inlet zum Füllen und Entleeren von Schüttgut-Containern Download PDFInfo
- Publication number
- EP0036962A2 EP0036962A2 EP81101563A EP81101563A EP0036962A2 EP 0036962 A2 EP0036962 A2 EP 0036962A2 EP 81101563 A EP81101563 A EP 81101563A EP 81101563 A EP81101563 A EP 81101563A EP 0036962 A2 EP0036962 A2 EP 0036962A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- inlet
- container
- air
- lines
- ticking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D88/00—Large containers
- B65D88/54—Large containers characterised by means facilitating filling or emptying
- B65D88/72—Fluidising devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D88/00—Large containers
- B65D88/54—Large containers characterised by means facilitating filling or emptying
- B65D88/64—Large containers characterised by means facilitating filling or emptying preventing bridge formation
- B65D88/66—Large containers characterised by means facilitating filling or emptying preventing bridge formation using vibrating or knocking devices
Definitions
- the invention relates to a tubular inlet for filling and emptying bulk containers with a fluidization base that promotes the emptying process.
- Containers usually have a dump opening for emptying on the floor. Emptying is problematic from various points of view. A major obstacle is the natural angle of repose of the bulk material.
- the invention is therefore based on the object of increasing the functional reliability of the inlets as far as possible without measures which increase the structural outlay.
- the invention is based on the idea Control of the fluidization, ie by controlling the compressed air supply to counteract malfunctions of the tilting process. Surprisingly, it turns out that no complicated control is required for this, which follows the most varied variables that determine the emptying process. According to the invention, it is sufficient to keep the air consumption within certain limits.
- This range according to the invention ranges from 0.3 to 0.7 cbm / m 2 of container floor and minute. The air that penetrates into the bulk of the container ensures a sufficient fluidizing effect for every operating case.
- the air consumption according to the invention is brought about by a corresponding air permeability of the inlet bottom at the contact surface with the bulk material.
- This contact surface is the top of a double-bottomed inlet bottom.
- the lines forming the inlet bottom are designed to be air-permeable on the upper side.
- the use of lines is advantageous for an even distribution of the requested compressed air over the entire area of the inlet floor. Accordingly, the lines are as close together as possible. In a further embodiment of the invention, this is used to further even out the distribution of the incoming air.
- the air permeability of the partition walls is greater on the pipes than on the top.
- perforation of the inlet floor and / or the walls separating the lines is of particular advantage. This is especially true for perforations made with the help have been produced by needle rollers and consequently cause a deformation of the inlet bottom and the partition walls at the compressed air outlet openings which is favorable for the escape of the compressed air.
- FIGS. 1-3 show various cutouts according to the invention for containers.
- An inlay for a container according to the invention has a circumference which is equal to the sum of twice the width and twice the height of the container.
- the ticking length, flat, double lying, is determined by the container length.
- the length and width of the ticking base are equal to the length and width of the container base.
- the ticking is manufactured in several sections. First the ticking floor is made. That happens from one the outer wall of the liner forming sheet 2 or skin and a perforated tarpaulin or sheet 1 facing the bulk material. The perforation takes place before the floor is produced, for example with the aid of a needle roller.
- the two webs 1 and 2 lying one above the other and forming the ticking base are connected by welding.
- Heating wedges serve as welding devices. Welding is carried out with the aid of heat pulses or by means of heat contact welding and / or high-frequency welding.
- the webs can be connected by thread seams E. The thread seams can also replace the weld seams. The same applies to glued seams.
- FIG. 1 shows a ticking floor, the tarpaulin 1 and 2 are directly connected to each other by the seams 3.
- the seams run parallel to one another in the longitudinal direction of the inlet, so that there is a cavity between the tarpaulins 1 and 2 and the seams 3, which forms a line 4.
- the lines 4 more or less attain the round shape shown in FIG. 1 when air is blown in. When the bulk material is loaded, an approximately oval shape is created instead of the round shape, i.e. the lines 4 are flattened somewhat.
- the seams 3 between the lines 4 have the form of webs which connect the lines 4 to one another.
- the seams 3 are in operation on Shu claimed.
- the product of the load area per cm of seam length and the internal pressure of the cables 4 must not exceed the permissible peeling force at the seams or the permissible tear strength of the webs 1 and 2, which may be weakened by perforation when sewing Criteria for the permissible web width or seam width when dividing the ticking base.
- the lines 4 are supplied with compressed air according to FIG. 4 by one of the lines 4, which are connected to one another via a line 5 which runs transversely and is produced in the same way as the lines 4.
- the seams delimiting the line 5 differ from the seams 3 only in that they are interrupted at the connection point with the lines 4 in order to allow air to enter and exit the line 5 into the lines 4 and vice versa.
- the webs 1 and 2 forming in the tick bottom are directly connected to one another only at the outer edges of the web 1.
- the webs 1 and 2 are indirectly connected to one another by webs 6 between the outer edges.
- the webs 6 have a Z-shape in cross section and divide the cavity shown in FIG. 2 between the webs 1 and 2 into lines 7.
- the ticking base according to FIG. 2 is produced in the same way as that according to FIG. 1.
- 6 greater material thicknesses are used for the webs than for the webs 1 and 2. This has the advantage of greater strength between the lines 7.
- a web weakening associated with a perforation of the webs 6 can also be compensated for.
- the perforation or perforation which can be carried out like that of the web 1 with the aid of a needle roller, makes the webs permeable to air, so that a transverse line connecting the lines 7 to one another can be dispensed with.
- webs made of coarse-mesh and / or coated fabric can also be used. Insofar as a sealing of the webs then comes into consideration, this only takes place towards the web 2.
- the webs 6 are predominantly subjected to shear. This allows for higher internal pressures with the same dimensions compared to the lines 4 of Figure 1.
- perforated strips 8 are connected to the web 2.
- the connection is made as in FIGS. 1 and 2.
- the use of heating wedges is also advantageous. With the help of the heating wedges, the strips 8 can be welded onto the web 2 in such a way that the lateral ends of the strips 8 lie on the inside and, at the same time, welding of the strip part lying between the lateral ends is excluded.
- the advantage of the lines 9 shown in FIG. 3 is that the seams are only subjected to shear stress. In the embodiment according to FIG. 3, the distance between the individual lines 9 can be chosen as desired.
- All perforated ticking floors show favorable operating conditions, in particular a good pressure build-up if the perforation is particularly small. This also applies to only a partial soil load with bulk goods after the container has been partially emptied. Such small perforation holes are caused, for example, by needle pricks. According to the invention, inlets suitable for coal dust have 2-4 needle pricks per cm 2 .
- a polyethylene tape fabric (PE tape fabric) that is coated on both sides with 50 gr / m 2 polyethylene (PE) is preferably used as the ticking material.
- the tarpaulin 2 or 1 also forms the other walls of the inlet in addition to the floor.
- the number, size and position of the filler openings is equal to the number, size and position of the filler openings or gaps in the container roof. If necessary. can, if the loading facilities allow, work completely without filler openings 10. In this case, the emptying opening of the inlet also serves as a filling opening.
- filler funnels or filler neck 11 which are composed of tabs 12.
- the flaps 12 are fastened to the web 2 (on the ticking) like the web 1.
- FIG. 6 shows an overlap joint with overlapping ends 17 and 18.
- the joint according to FIG. 7 differs from the overlap joint by bluntly opposed ends 17 and 18, which are connected to one another by a strip of material 19. Both types of seam have the advantage of exclusive shear stress.
- all longitudinal seams are first welded or sewn.
- the last longitudinal seam can also be produced with the counter-face which considerably facilitates welding.
- Wooden slats or metal rails, which are removed from the ticking for the production of the transverse seams, serve as a counterpart.
- the cross seams are produced without a backing.
- the cross seams can be welded, glued and sewn.
- an insulating strip 20 is provided between the ends 17 and 18 to be connected to one another and the material part adjoining the end 17.
- the insulating strip forms an anti-adhesive. It prevents the seam formed by the two ends 17 and 18 from being connected to the material adjoining the end 17. An insulating strip is unnecessary if it is a question of sticky ticking materials or if an adhesive strip serves as a connecting means for the ends 17 and 18.
- Inliner production from hose sections is also partially possible. Inlays are inserted into the tube sections, which are either connected to the tube in the form shown in FIGS. 1-3 and then add to the tube to form a raised floor, or are merely attached to the tube in a dot or line shape. In the latter case, the loading of the bulk material causes the contact with the hose necessary to form lines 4 or 5 or 9.
- the filler neck 11 When installing the inlet according to the invention in a container, the filler neck 11 are guided through the container hatches and fastened there. It is sufficient to clamp between the hatch edge and hatch cover for fastening.
- the ticking is already fixed in its position.
- the ticking is then filled with air. This can be done through a separate filling opening or via the raised floor. If the double floor is used, one of the lines 4, which is provided with a connection leading to the outside, is connected to a compressed air hose 21.
- the compressed air hose is connected to a local compressed air network or a compressor or pressure container that can be transported with the container. In addition to the compressed air hose 21, further compressed air hoses can be connected to the ticking base or the lines 4. This is an advantage when there is a high demand for air.
- the inlet presses against the walls of the container due to the air pressure. A slight oversize of the inlet ensures that the seams of the inlet are not stressed by the application and the subsequent loading with the bulk material.
- the inlay cuboid shape shown in FIGS. 4 and 10 arises from the application to the container walls.
- the subsequent cuboid shape on the front wall of the container requires an excess of material from which triangles can be formed, the corners of which are designated 22, 23 and 24.
- folding precedes the filling of air or the filling of bulk goods.
- the triangular ends shown in FIGS. 11-13 are further folded around lines 22/24.
- the folded, triangular ends can be wrapped around the support rods, which are arranged at the top and bottom of the associated container side, for mounting or centering the inlet in the container.
- a simple tube can serve as a support rod.
- the end of the inlet opposite the end is intended for emptying the container and is attached to the emptying side of the container.
- the attachment is again done by wrapping a triangular end around a support rod. In the present case, the wrapping is limited to the upper, triangular end.
- the ticking is then fastened to the container at three edges or at three triangular ends projecting from these edges. This ensures that the inlet is centered in the container so that the bulk goods can be filled without damage.
- the centering can also be done using eyelets, hooks, bands.
- the eyelets are then arranged in the ticking and the hooks on the container or vice versa.
- the ticking can then be hung on the hooks of the container with its eyelets or hooked into the eyelets of the container with any hooks that may be present.
- tapes there is no need for hooks.
- the tapes are then attached to the ticking or in the container.
- the projecting ends of the inlet are also designed so that they can be looped through eyelets or other suitable openings in the container.
- the eyelets, hooks and straps can also be used to secure the ends wrapped around the support rods.
- the longitudinal seams of the inlet should run as parallel as possible to the longitudinal edges of the container and the transverse seams of the inlet should run as parallel as possible to the transverse edges of the container. This gives an extraordinarily good control for the necessary fixation of the inlet in the container.
- the unattached inlet end remaining after the three folded inlet ends have been fastened forms an emptying funnel and is closed with a clamping device designed as a clamping rail 25 in order to avoid undesired emptying.
- the operating position of the clamping rail is shown in Figure 11.
- the clamping rail consists of a bent spring wire or strips that can be screwed together.
- the triangular inlet end closed with the clamping rail is also brought into the folded position shown in FIG.
- the folded position of the triangular ends according to FIG. 13 corresponds to the position resulting when the associated supporting rods are wrapped or looped around.
- the support rods are wrapped around 180 °. Instead, multiple wrapping, which is equivalent to rolling up or winding up the triangular ends, can also take place.
- the winding also secures the triangular ends on the support arms.
- the support arms are expediently arranged to be rotatable and lockable in their respective rotational position. A simple embodiment of this arrangement is formed by support arms that are detachable for winding and attachable to the container for locking.
- ticking By winding, as well as with the help of eyelets, hooks and straps, the ticking can be easily clamped in the container and brought into the desired position.
- Advantageous voltage levels are the levels belonging to the areas and / or spatial diagonals of the inlet.
- the ticking at the ends does not require any special folding and the triangular ends can if necessary. can also be welded or separated.
- the inlet and container filling takes place in different variants depending on the design of the inlet or the suspension of the inlet in the container. If inlet ends are wrapped around supporting rods, the inlet is inflated with air before filling with bulk material. This ensures an even application of the inlet to the container walls and prevents creasing and the associated disadvantageous tensile stress on the inlet. The air supporting the inlet escapes during the filling process with bulk material. The filling process takes place against a slight overpressure in the inlet.
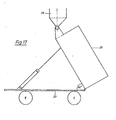
- the container 26 lined with the inlay is placed on a tilting chassis 27 in such a way that the emptying opening of the inlet and container or whose doors are up when tilted.
- This process is shown in Figure 17.
- a conventional motor vehicle trailer or truck with a tipping device is used as the tipping chassis 26.
- the ticking bottom does not need to be inflated during the filling process if the formation of a pouring cone can be disregarded.
- the bulk cone that forms reduces the degree of filling of the container or inlet. It is negligible if the container volume or ticking volume cannot be fully used due to the high specific bulk material weight and limited container loading capacity. With full usage possibility of influencing the filling level with the help of the inflatable ticking bottom.
- By inflating the ticking base an air cushion is created below the bulk material.
- the air pressure required for this is a maximum of 1.5 bar overpressure for conventional bulk goods with a specific weight of around 0.6 to / cbm. Inlet floor vibration is generated by pressure fluctuations.
- the container doors at the rear which belong to the emptying opening of the inlet, are opened.
- the inlet end provided with the emptying opening is folded out or pulled and cut off along line 29, provided that this end of the inlet has not yet been separated.
- the filler neck for filling in the same way as the inlet end according to FIG gur 17 is used.
- a bulkhead 30 in the container end.
- Two cross members 31 are provided for supporting or hanging the bulkhead 30.
- the arrangement of the crossbeams 31 is determined by the particular design of the container. Between the lower edge of Schott 30 and the container floor there is a free space of 40 - 50 cm in height across the entire width of the container. This free space is intended for container emptying.
- the inlet end to be cut is pulled through the free space and pushed onto the inlet nozzle of a conveyor unit for emptying and fastened there with a bag buckle.
- Suitable conveying units for emptying and filling include Nozzle conveyors, pressure conveyors, transfer stations, vacuum conveyors and blow-through rotary valves.
- the conveyor unit conveys the bulk material emerging from the container to any destination.
- the inlet end between the container and the filler neck of the conveyor unit is supported with a slide 32.
- the slide can be hooked into the cams or eyelets of the container housing, which are otherwise used to lock the container.
- the actual emptying that is to say the discharge of the bulk particles from the container, only begins after the clamping rail 25 has been removed Container 26 tilted.
- the emptying process is supported by blowing air into the bottom of the ticking.
- the blowing in of air causes air to escape into the bulk material and / or if the pressure fluctuations are generated, causing a ticking floor vibration.
- a valve in the air pressure line 21 leading to the ticking base with which valve air can be let out briefly by hand.
- the valve can be of the simplest type and can be operated manually.
- the vibration can be irregular.
- a container filled with coal dust for example, can be easily emptied even after a long transport and appropriate compression with the aid of the inlet according to the invention.
- An air consumption of 0.5 cbm / m2 container area and minute is sufficient.
- a constant exposure to air is not necessary.
- a switch-on time of 10 - 20% of the emptying time for the compressed air source is sufficient.
- the air consumption can be influenced favorably by a relatively large air pressure preload, which in a short time the necessary Ensures pressure build-up in the ticking floor.
- the pressure build-up is also accelerated with a reduction in the number of air outlet openings in the inlet floor.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bag Frames (AREA)
- Filling Or Emptying Of Bunkers, Hoppers, And Tanks (AREA)
- Basic Packing Technique (AREA)
Abstract
Description
- Die Erfindung betrifft ein schlauchförmiges Inlet zum Füllen und Entleeren von Schüttgut-Containern mit einem den Entleerungs-Vorgang fördernden Fluidisierungsboden.
- Üblicherweise besitzen Container zum Entleeren am Boden eine Schüttöffnung. Das Entleeren stellt sich aus verschiedener Hinsicht problematisch dar. Ein wesentliches Hindernis ist der natürliche Schüttwinkel des Schüttgutes.
- Bei waagerecht stehendem Container fließen zunächst theoretisch so viele Partikel des Schüttgutes ab, bis sich an dem verbleibenden Schüttgut zur Entleerungsöffnung hin ein bestimmter Schüttwinkel eingestellt hat.
- Bei diesem Schüttwinkel, der von Schüttgut zu Schüttgut variiert, verharren die Schüttgutpartikel im Container. Dem wird üblicherweise mit einem Kippen des Containers entgegengewirkt. Gleichwohl kommt es in der Praxis häufig nicht zu einer Entleerung des Containers. Das verbleibende Schüttgut muß dann in der Regel durch Bedienungsleute abgegraben werden. Das Abgraben durch die Entleerungsöffnung hindurch ist arbeitsaufwendig und mit erheblicher Verletzungsgefahr verbunden. Die Verletzungsgefahr resultiert aus einer plötzlichen starken Entleerung beim Abgraben. In der Vergangenheit hat es deshalb eine Vielzahl von Lösungsvorschlägen zur Verbesserung des Entleerungsvorganges bei Containern gegeben, die sich alle in der Praxis nicht haben durchsetzen können.
- Aus der DE-A 2724715 und dem US-A 2943891 sind zwei Lösungsvorschläge bekannt, die einen Fluidisierungsboden vorsehen. Der Fluidisierungsboden läßt sich aufblasen und dadurch aus der Horizontalen in eine Neigung bringen, die ein Kippen des Containers erübrigt. Darüber hinaus besitzt der Fluisidierungsboden eine Vielzahl von Öffnungen, durch die Luft in das Schüttgut gedrückt wird und das Schüttgut in einen Bewegungszustand bringt, in dem es leichter ausfließt. Die bekannten Inlets haben sich jedochin der Praxis nicht durchsetzen können. Das wird auf mangelnde Funktionssicherheit und aufwendige Herstellung zurückgeführt. Funktionsstörungen können insbesondere dann auftreten, wenn die Fluidisierung im Anfang nicht greift und erst mit zunehmendem Kippvorgang in Gang gerät. Dann tritt ein zu Verstopfungen der Entleerungsöffnung führender Mengenschub auf. Ferner hat sich bei dem Inlet nach der DE-A-2724715 gezeigt, daß flexible Fluidisierungsböden sich sehr leicht unregelmäßig ausbilden und das erheblich das Ausfließen des Schüttgutes beeinträchtigt. Nach der US- A-2943891 sind deshalb vorzugsweise fest ausgebildete Fluidisierungsböden vorgesehen.
- Der Erfindung liegt daher die Aufgabe zugrunde, die Funktionssicherheit der Inlets möglichst ohne den baulichen Aufwand vergrößernde Maßnahmen zu erhöhen. Dabei geht die Erfindung von dem Gedanken aus, durch Steuerung der Fluidisierung, d.h. durch Steuerung der Druckluftzuführung, Betriebsstörungen des Kippvorganges entgegenzuwirken. Überraschenderweise zeigt sich, daß dazu keine komplizierte Steuerung erforderlich ist, die den verschiedensten, den Entleerungsvorgang bestimmenden Variablen folgt. Nach der Erfindung ist es ausreichend, den Luftverbrauch in bestimmten Grenzen zu halten. Dieser erfindungsgemäße Bereich geht von 0,3 bis 0,7 cbm/ qm Containerboden und Minute. Die dadurch in das Schüttgut des Containers eindringende Luft stellt für jeden Betriebsfall eine ausreichende Fluidisierungswirkung sicher. Der erfindungsgemäße Luftverbrauch wird durch eine entsprechende Luftdurchlässigkeit des Inletbodens an der Berührungsfläche mit dem Schüttgut bewirkt. Diese Berührungsfläche ist bei einem doppelbödigen Inletboden die Oberseite. Im Falle eines durch mehrere Leitungen gebildeten Inletbodens sind die den Inletboden bildenden Leitungen an der Oberseite luftdurchlässig ausgelegt. Die Verwendung von Leitungen ist für eine gleichmäßige Verteilung der angeforderten Druckluft auf die Gesamtfläche des Inletbodens von Vorteil. Dementsprechend liegen die Leitungen möglichst dicht nebeneinander. In weiterer Ausbildung der Erfindung wird das zur weiteren Vergleichmäßigung der Verteilung der anströmenden Luft noch .-zur Luftdurchlässigkeit der Trennwände zwischen den Leitungen genutzt. Die Luftdurchlässigkeit der Trennwände ist an den Leitungen größer als an deren Oberseite. Infolgedessen strömt zunächst in alle Leitungen Druckluft und setzt erst danach der eigent- liche Fluidisierungsvorgang durch in das Schüttgut eintretende Druckluft ein.
- Im übrigen ist eine Perforation des Inletbodens und/oder der die Leitungen trennenden Wände von besonderem Vorteil. Das gilt vor allem für Perforationen, die mit Hilfe von Nadelwalzen hergestellt worden sind und infolgedessen eine für das Austreten der Druckluft günstige Verformung des Inletbodens und der Trennwände an den Druckluftaustrittsöffnungen verursachen.
- In der Zeichnung sind verschiedene Ausführungsbeispiele der Erfindung dargestellt. Es zeigen Figur 1 - 3 verschiedene erfindungsgemäße Inletts für Container im Ausschnitt.
-
- Figur 4 ein Inlett nach Figur 1 in schematischer Gesamtdarstellung,
- Figur 5 einen Einfülltrichter für Inletts nach Figur 1 - 4,
- Figur 6 + 7 verschiedene, vorteilhafte Nähte für Inletts nach Figur 1 - 6,
- Figur 8 einen Längsschnitt durch ein erfindungsgemäßes Inlett nach Figur 4,
- Figur 9 eine in Faltung herzustellende Naht,
- Figur 10-13 verschiedene Ansichten eines gefalteten Inlettendes mit Trichteröffnung zum Entleeren,
- Figur 14-16 verschiedene Ansichten eines dem erfindungsgemäßen Inlettende angepaßten Containerendes,
- Figur 17+18 verschiedene Containerbetriebsstellungen.
- Ein erfindungsgemäßes Inlett für einen Container hat einen Umfang, der gleich der Summe aus doppelter Breite und doppelter Höhe des Containers ist. Die Inlettlänge, flach-, doppel-liegend, wird durch die Containerlänge bestimmt. Länge und Breite des Inlettbodens sind gleich Länge und Breite des Containerbodens.
- Das Inlett wird in mehreren Abschnitten gefertigt. Zuerst wird der Inlettboden hergestellt. Das geschieht aus einer die Außenwand des Inletts bildenden Bahn 2 bzw. Haut und einer perforierten, dem Schüttgut zugewandten Plane bzw. Bahn 1. Die Perforation erfolgt vor der Fertigung des Bodens zum Beispiel mit Hilfe einer Nadelwalze.
- Die Verbindung beider aufeinanderliegender, den Inlettboden bildenden Bahnen 1 und 2 erfolgt im Falle schweißbarer Bahnen durch Schweißen. Als Schweißvorrichtungen dienen Heizkeile. Geschweißt wird mit Hilfe von Wärmeimpulsen bzw. durch Wärmekontaktschweißen und/oder Hochfrequenzschweißen. Darüber hinaus können die Bahnen durch FadennähtE verbunden werden. Die Fadennähte können auch an Stelle der Schweißnähte treten. Das gleiche gilt für Klebenähte.
- Bei ausschließlicher Verwendung von Fadennähten ist zwischen den Bahnen 1 und 2 an den Nahtstellen ein Dichtungsmittel vorgesehen. Das Dichtungsmittel wird in flüssiger Form während des Nähens aufgebracht. Zum Kleben sind beispielsweise auch Klebestreifen geeignet. Figur 1 zeigt einen Inlettboden, dessen Planen 1 und 2 durch die Nähte 3 unmittelbar miteinander verbunden sind. Die Nähte verlaufen parallel zueinander in Längsrichtung des Inletts, so daß zwischen den Planen 1 und 2 und den Nähten 3 jeweils ein Hohlraum besteht, der eine Leitung 4 bildet. Die Leitungen 4 erlangen beim Einblasen von Luft mehr oder weniger die aus der Figur 1 ersichtliche runde Form. Unter der Belastung des Schüttgutes entsteht statt der runden Form eine etwa ovale Form, d.h. werden die Leitungen 4 etwas abgeflacht.
- Die Nähte 3 zwischen den Leitungen 4 haben nach Figur 1 die Form von Stegen, die die Leitungen 4 miteinander verbinden. Die Nähte 3 werden im Betriebsfall auf Schälung beansprucht. Dabei darf das Produkt aus Belastungsfläche je cm Nahtlänge und Innendruck der Leitungen 4 nicht größer werden als die zulässige Schälkraft an den Nahtstellen bzw. die zulässige Reißkraft der ggfs. durch Perforation beim Nähen geschwächten Bahnen 1 und 2. Innendruck, Nahtlänge und zulässige Reißkraft sind zugleich Kriterien für die zulässige Stegbreite bzw. Nahtbreite bei der Unterteilung des Inlettbodens.
- Die Versorgung der Leitungen 4 mit Druckluft erfolgt nach Figur 4 durch eine der Leitungen 4, die über eine quer verlaufende und in gleicher Weise wie die Leitungen 4 hergestellte Leitung 5 miteinander verbunden sind. Die die Leitung 5 begrenzenden Nähte unterscheiden sich lediglich insofern von den Nähten 3, als sie an der Verbindungsstelle mit den Leitungen 4 unterbrochen sind, um einen Lufteintritt und Luftaustritt von der Leitung 5 in die Leitungen 4 und umgekehrt zu ermöglichen.
- Nach Figur 2 sind die in den Inlettboden bildenden Bahnen 1 und 2 nur an den äußeren Rändern der Bahn 1 unmittelbar miteinander verbunden. Zwischen den äußeren Rändern sind die Bahnen 1 und 2 durch Stege 6 mittelbar miteinander verbunden. Die Stege 6 besitzen im Querschnitt eine Z-Form und unterteilen den in Figur 2 dargestellten Hohlraum zwischen den Bahnen 1 und 2 in Leitungen 7.
- Der Inlettboden nach Figur 2 wird in gleicher Weise wie der nach Figur 1 hergestellt. Dabei finden für die Stege 6 größere Materialdicken als für die Bahnen 1 und 2 Verwendung. Das hat den Vorteil größerer Festigkeit zwischen den Leitungen 7. Mit den größeren Materialdikken der Stege 6 läßt sich auch eine mit einer Lochung der Stege 6 verbundene Stegschwächung ausgleichen.
- Die Lochung bzw. Perforation, die wie die der Bahn 1 mit Hilfe einer Nadelwalze erfolgen kann, macht die Stege luftdurchlässig, so daß von einer querverlaufenden, die .Leitungen 7 miteinander verbindenden besonderen Leitung abgesehen werden kann.
- Statt gelochter bzw. perforierter Stege können auch Stege aus grobmaschigem und/oder beschichtetem Gewebe verwendet werden. Soweit dann eine Abdichtung der Stege in Betracht kommt, erfolgt diese nur zur Bahn 2 hin.
- Die Stege 6 werden überwiegend auf Scherung beansprucht. Das läßt bei gleichen Abmessungen gegenüber den Leitungen 4 nach Figur 1 höhere Innendrücke zu.
- Nach Figur 3 werden perforierte Streifen 8 mit der Bahn 2 verbunden. Die Verbindung erfolgt wie nach Figur 1 und 2. Dabei ist außerdem die Verwendung von Heizkeilen vorteilhaft. Mit Hilfe der Heizkeile lassen sich die Streifen 8 derart auf die Bahn 2 schweißen, daß die seitlichen Enden der Streifen 8 innenliegen und gleichzeitig eine Verschweißung des zwischen den seitlichen Enden liegenden Streifenteiles ausgeschlossen wird. Die in Figur 3 schematisch dargestellte Betriebsform der durch die Bahn 2 und die Streifen 8 gebildeten Leitungen 9 ergibt sich selbsttätig beim Aufblasen der Leitungen 9. Unter der Last des Schüttgutes erfahren die Leitungen 9 dann wie die Leitungen 4 eine Abflachung. Der Vorteil der in Figur 3 dargestellten Leitungen 9 liegt in einer ausschließlichen Beanspruchung der Nähte auf Scherung. In der Ausführungsform nach Figur 3 kann der Abstand zwischen den einzelnen Leitungen 9 beliebig gewählt werden.
- Alle perforierten Inlettböden zeigen günstige Betriebsrerhältnisse, insbesondere einen guten Druckaufbau, wenn die Perforation besonders klein ist. Das gilt auch für eine nur teilweise Bodenbelastung mit Schüttgut nach teilweiser Entleerung des Containers. Solch geringe Perforationsbohrungen entstehen z.B. durch Nadelstiche. Nach der Erfindung weisen für Kohlenstaub geeignete Inletts 2 - 4 Nadelstiche pro cm2 auf. Als Inlettmaterial dient vorzugsweise ein Pölyäthylenbändchengewebe (PE-Bändchengewebe), daß beidseitig mit je 50 gr/m2 Polyathylen (PE) beschichtet ist.
- Die Plane 2 bzw. lbildet nach Figur 4 neben dem Boden auch die übrigen Wände des Inletts. An der Oberseite des Inletts befinden sich verschiedene Einfüllöffnungen. Die Anzahl, Abmessung und Lage der Einfüllöffnungen ist gleich der Anzahl, Abmessung und Lage der Einfüllöffnungen bzw. Lucken im Containerdach. Ggfs. kann, wenn es die Ladeeinrichtungen zulassen, auch völlig ohne Einfüllöffnungen 10 gearbeitet werden. In diesem Fall dient die Entleerungsöffnung des Inletts gleichzeitig als Einfüllöffnung.
- An den Einfüllöffnungen 10 befinden sich Einfülltrichter bzw. Einfüllstutzen 11, die sich aus Lappen 12 zusammensetzen. Die Lappen 12 sind wie die Bahn 1 an der Bahn 2 (am Inlett) befestigt.
- Anstelle einer einzigen , alle Inlettwände bildenden Bahn 1 bzw. 2, können nach Figur 8 auch mehrere Bahnen 13, 14 und 15 zu einem Inlett miteinander verbunden werden. Die Nähte zwischen den einzelnen Bahnen 13, 14 und 15 sind in Figur 8 mit 16 gezeichnet. Für alle Nähe sind die in Figur 6 und 7 dargestellten Nahtformen besonders geeignet. In Figur 6 ist ein Überlappungsstoß mit sich überlappenden Enden 17 und 18 gezeigt.
- Von dem Überlappungsstoß unterscheidet sich der Stoß nach Figur 7 durch stumpf einander gegenüberliegende Enden 17 und 18, die durch einen Materialstreifen 19 miteinander verbunden sind. Beide Nahtformen haben den Vorteil ausschließlicher Scherbeanspruchung. Beim Fertigen des Inletts werden zunächst sämtliche Längsnähte geschweißt bzw. genäht. Bei diesem Fertigungsabschnitt läßt sich auch die letzte Längsnaht mit der das Schweißen wesentlich erleichternden Gegenlage herstellen. Als Gegenlage dienen Holzleisten bzw. Metallschienen, die für die Fertigung der Quernähte aus dem Inlett herausgenommen werden. Die Fertigung der Quernähte erfolgt ohne Gegenlage. Die Quernähte lassen sich schweißen, kleben und nähen. Beim Schweißen ist zwischen den miteinander zu verbindenden Enden 17 und 18 und dem sich an das Ende 17 anschließende Materialteil ein Isolierstreifen 20 vorgesehen. Der Isolierstreifen bildet ein Anti-Haftmittel. Er verhindert eine Verbindung der durch die beiden Enden 17 und 18 gebildeten Naht mit dem sich an das Ende 17 anschließenden Material. Ein Isolierstreifen erübrigt sich, wenn es sich um klebfähige Inlettwerkstoffe handelt bzw. ein Klebestreifen als Verbindungsmittel für die Enden 17 und 18 dient.
- Teilweise kommt auch eine Inlettfertigung aus Schlauchabschnitten in Betracht. In die Schlauchabschnitte werden Einlagen eingelegt, die entweder in der in Figur 1-3 dargestellten Form mit dem Schlauch verbunden werden und sich dann mit dem Schlauch zu einem Doppelboden ergänzen oder lediglich punkt- oder linienförmig an den Schlauch angeheftet werden. Im letzteren Fall bewirkt die Belastung des Schüttgutes die zur Bildung der Leitungen 4 oder 5 oder 9 notwendige Berührung mit dem Schlauch.
- Beim Einbau des erfindungsgemäßen Inletts in einen'Container werden die Einfüllstutzen 11 durch die Containerluken geführt und dort befestigt. Für die Befestigung ist ein Einklemmen zwischen Lukenrand und Lukendeckel ausreichend. Das Inlett ist damit in seiner Lage bereits fixiert. Anschließend wird das Inlett mit Luft gefüllt. Das kann durch eine gesonderte Füllöffnung oder über den Doppelboden geschehen. Im Falle der Benutzung des Doppelbodens wird eine der Leitungen 4, die mit einem nach außen führenden Anschluß versehen ist, mit einem Preßluftschlauch 21 verbunden. Der Preßluftschlauch ist mit einem örtlichen Preßluftnetz bzw. einem mit dem Container transportablen Kompressor oder Druckbehälter verbunden. Neben dem einen Preßluftschlauch 21 können noch weitere Preßluftschläuche mit dem Inlettboden bzw. den Leitungen 4 verbunden sein. Das ist bei hohem Luftbedarf von Vorteil.
- Durch den Luftdruck legt sich das Inlett an die Wände des Containers an. Ein geringes Übermaß des Inletts stellt sicher, daß die Nähte des Inletts durch das Anlegen und die nachfolgende Belastung mit dem Schüttgut nicht beansprucht werden.
- Durch das Anlegen an die Containerwände entsteht die in Figur 4 und 10 dargestellte Inlettquaderform. Bei schlauchförmiger Ursprungsform des Inletts bedingt die nachfolgende Quaderform an der Stirnwand des Containers einen Materialüberschuß, aus dem sich Dreiecke formen lassen, deren Ecken mit 22, 23 und 24 bezeichnet sind. Die Faltung geht im Betriebsfall dem Einfüllen von Luft bzw. dem Einfüllen von Schüttgut voraus.
- Nach Bildung der Dreiecke 22, 23 und 24 erfolgt eine in Figur 11 - 13 dargestellte weitere Faltung der dreieckigen Enden um die Linien 22/24 herum. Dadurch liegt das Material in der Darstellung nach Figur,13 mehrfach übereinander. Die umgefalteten, dreieckigen Enden lassen sich zur Montage- bzw. Zentrierung des Inletts im Container zum Beispiel um Tragstäbe wickeln, die oben und unten an der zugehörenden Containerseite angeordnet sind. Als Tragstab kann ein einfaches Rohr dienen. Das der Stirnseite gegenüberliegende Inlettende ist für die Entleerung des Containers bestimmt und wird an der Entleerungsseite des Containers befestigt. Die Befestigung erfolgt wiederum durch Umwickeln eines dreieckigen Endes um einen Tragstab. Im vorliegenden Fall beschränkt sich das Umwickeln auf das obere, dreieckige Ende. Das Inlett ist dann an drei Kanten bzw. an drei an diesen Kanten vorstehenden dreieckigen Enden im Container befestigt. Das gewährleistet die für ein beschädigungsfreies Einfüllen des Schüttgutes notwendige Zentrierung des Inletts im Container.
- Die Zentrierung kann andererseits auch mittels Ösen,Haken, Bändern erfolgen. Die Ösen sind dann im Inlett und die Haken am Container angeordnet oder umgekehrt. Das Inlett läßt sich dann mit seinen Ösen auf die Haken des Containers hängen bzw. mit ggfs. vorhandenen Haken in Ösen des Containers einhaken. Bei Verwendung von Bändern kann auf Haken verzichtet werden. Die Bänder sind dann am Inlett bzw. im Container befestigt. Wahlweise sind die vorstehenden Enden des Inletts auch so ausgebildet, daß sie sich durch Ösen oder andere, geeignete Öffnungen des Containers schlingen lassen.
- Die Ösen, Haken und Bänder können auch zur Sicherung der um die Tragstäbe gewickelten Enden verwendet werden. In der vorgesehenen Lage des Inletts sollen die Längsnähte des Inletts möglichst parallel zu den Längskanten des Containers und die Quernähte des Inletts möglichst parallel zu den querverlaufenden Kanten des Containers verlaufen. Das gibt eine außerordentlich gute Kontrolle für die notwendige Fixierung des Inletts im Container.
- Das nach Befestigung der drei gefalteten Inlettenden verbleibende unbefestigte Inlettende bildet einen Entleerungstrichter und wird zur Vermeidung unerwünschter Entleerung mit einer als Klemmschiene 25 ausgebildeten Klemmvorrichtung verschlossen. Die Betriebsstellung der Klemmschiene ist in Figur 11 dargestellt. Die Klemmschiene besteht aus einem umgebogenen Federdraht oder aus gegeneinander verschraubbaren Leisten.
- Das mit der Klemmschiene verschlossene dreieckige Inlettende wird bei der Inlettmontage gleichfalls in die in Figur 13 dargestellte Faltlage gebracht. Die Faltlage der dreieckigen Enden nach Figur 13 entspricht der sich beim Umwickeln bzw. Umschlingen der zugehörenden Tragstäbe ergebenden Lage. Dabei findet eine Umschlingung der Tragstäbe um etwa 180° statt. Statt dessen kann auch eine mehrfache Umschlingung, die einem Aufrollen bzw. Aufwickeln der dreieckigen Enden gleichkommt, stattfinden. Das Wickeln sichert zugleich die dreieckigen Enden auf den Tragarmen. Zweckmäßigerweise sind die Tragarme dazu drehbeweglich und in ihrer jeweiligen Drehstellung arretierbar angeordnet. Eine einfache Ausführung dieser Anordnung wird durch zum Wickeln lösbare und zum Arretieren am Container befestigbare Tragarme gebildet.
- Durch das Wickeln, wie auch mit Hilfe der Ösen, Haken und Bänder,.läßt sich das Inlett leicht im Container verspannen und in die jeweils gewünschte Lage bringen.
- Vorteilhafte Spannungsebenen sind die zu den Flächen und/oder Raumdiagonalen des Inletts gehörenden Ebenen. Für eine solche Spannung, wie auch für andere Inlettanordnungen, z.B. mit Haken, Ösen und Bändern, bedarf das Inlett an den Enden je nach Spannmittel, keiner besonderen Faltung und können die dreieckigen Enden ggfls. auch abgeschweißt bzw. abgetrennt werden.
- Die Inlett- und Containerfüllung erfolgt je nach Ausführung des Inletts bzw. Aufhängung des Inletts im Container in verschiedenen Varianten. Sind Inlettenden um Tragstäbe gewickelt, so wird das Inlett vor der Füllung mit Schüttgut mit Luft aufgeblasen. Das gewährleistet ein gleichmäßiges Anlegen des Inletts an die Containerwände und verhindert eine Faltenbildung und eine damit verbundene nachteilige Zugbeanspruchung des Inletts. Die das Inlett stützende Luft entweicht während des Füllvorgangs mit Schüttgut. Der Füllvorgang erfolgt gegen geringen Überdruck im Inlett.
- Bei einer Inlettaufhängung bzw. Inlettspannung an den Kanten und/oder entlang der Flächen- oder Raumdiagonalen ist auch ohne vorhergehende Luftfüllung und Füllen gegen einen geringen Überdruck ein ausreichendes Anliegen des Inlettsan den Containerwänden gewährleistet.
- Bei einem Füllvorgang durch die Entleerungsöffnung des Inletts wird der mit dem Inlett ausgekleidete Container 26 derartig auf ein Kippchassis 27 gestellt, daß die Entleerungsöffnung des Inletts und Containers bzw. dessen Türen im gekippten Zustand oben sind. Dieser Vorgang ist in Figur 17 dargestellt. Als Kippchassis 26 wird ein üblicher Kraftfahrzeughänger bzw. Lastkraftwagen mit Kippvorrichtung verwendet.
- Soweit das Inlett mit einer Klemmschiene 25 versehen ist, wird diese entfernt. Das vorher durch Abtrennen der Spitze mit einer Entleerungsöffnung versehene dreieckförmige Inlettende wird über den Füllstutzen eines Silos 28 gestreift bzw. an ein Füllaggregat angeschlossen. Die Befestigung des Inlettendes am Füllstutzen des Silos 28 erfolgt mittels einer sogenannten Sackschnalle, d.h. einer das Inlettende auf dem Füllstutzen umschließenden und gegen den Füllstutzen pressenden Klemmvorrichtung. Das Füllen durch die Entleerungsöffnung ist gegenüber einer horizontalen Füllung bereits bei einem Neigungswinkel des Containers von 600 von Vorteil. Bei einem solchen Neigungswinkel ergibt sich ein Füllwinkel von 30° und ein Füllungsgrad des Containers bzw. Inletts von 92,3 % bei einem 20 ft-Container. Die Abmessung eines solchen Containers sind 5,9 m x 2,2 m x 2,3 m. Daraus ermittelt sich ein COntainervolumen von 31,2 cbm. Das nicht befüllbare Volumen ist dann 0,5 x 1,9 x 1,9 x tg 300 x 2,3 =-2,4 cbm.
- Während des Füllvorganges braucht der Inlettboden nicht aufgeblasen werden, wenn die Bildung eines Schüttkegels unberücksichtigt bleiben kann. Der sich bildende Schüttkegel verringert den Füllungsgrad des Containers bzw. Inletts. Er ist vernachlässigbar, wenn das Containervolumen bzw. Inlettvolumen infolge hohen spezifischen Schüttgutgewichts und begrenzter Containerladefähigkeit nicht vollständig genutzt werden kann. Bei vollständiger Nutzungsmöglichkeit läßt sich der Füllungsgrad mit Hilfe des aufblasbaren Inlettbodens vorteilhaft beeinflussen. Durch Aufblasen des Inlettbodens entsteht ein Luftkissen unterhalb des Schüttgutes. Der dazu notwendige Luftdruck beträgt bei üblichen Schüttgütern mit etwa 0,6 to/cbm spezifischem Gewicht maximal 1,5 bar Überdruck. Durch Druckschwankungen wird eine Inlettbodenvibration erzeugt. Gleichzeitig dringt Luft durch ggfs. vorhandene Austrittsöffnungen an der Inlettbodenoberseite in das Schüttgut. Der Luftaustritt aus dem Inlettboden erfolgt an der gesamten Bodenoberfläche und ist in Figur 4 mit Pfeilen angedeutet. Die in das Schüttgut entweichende Luft drückt auf die einzelnen Schüttgutpartikel. Allein schon dadurch oder durch alleinige Vibration des Inlettbodens, zumindest aber bei gleichzeitiger Vibration und Entweichen von Luft entsteht ein Fließvorgang im Schüttgut. Das Schüttgut verteilt sich gleichmäßig im Container.
- Das bei der Beaufschlagung des Inlettbodens mit Luft entstehende Luftkissen entweicht nach Abstellungen der Druckluftzufuhr in kurzer Zeit, so daß es nach Abschalten der Druckluftzufuhr einem vollständigen Füllen des Containers bzw. Inletts nicht entgegensteht.
- Zum Entleeren werden die an der rückwärtigen, zur Entleerungsöffnung des Inletts gehörenden Containertüren geöffnet. Es wird das mit der Entleerungsöffnung versehene Inlettende herausgeklappt oder gezogen und entlang der Linie 29 abgeschnitten, sofern dieses Inlettende noch nicht abgetrennt ist. Das ist regelmäßig bei Containerfüllung durch die Einfüllöffnungen 10 der Fall, deren Einfüllstutzen zum Füllen in gleicher Weise wie das Inlettende nach Figur 17 genutzt wird. Um das Inlett beim Öffnen der Containertüren vor einer unzulässigen Zugbelastung und einem Zerreißen zu sichern, befindet sich in dem Containerende ein Schott 30. Zum Abstützen bzw. Aufhängen des Schotts 30 sind zwei Quertraversen 31 vorgesehen. Die Anordnung der Quertraversen 31 wird durch die jeweilige Bauart des Containers bestimmt. Zwischen Unterkante Schott 30 und Containerboden verbleibt über die gesamte Containerbreite ein Freiraum von 40 - 50 cm Höhe. Dieser Freiraum ist für die Containerentleerung vorgesehen.
- Durch den Freiraum hindurch wird das abzuschneidende Inlettende hindurchgezogen und auf den Einlaufstutzen eines Förderaggregates zum Entleeren geschoben und dort mit einer Sackschnalle befestigt. Als Förderaggregate zum Entleeren wie auch zum Füllen eignen sich u.a. Düsenförderer, Druckförderer, Umsetzstationen, Vakuumförderer sowie Durchblaszellenradschleusen. Beim Abschneiden des herausgezogenen Inlettendes wird eine dem Umfang des Einlaufstutzens angepaßte Schnittlänge gewählt.
- Das Förderaggregat fördert das aus dem Container austretende Schüttgut zu einem beliebigen Bestimmungsort. Um einem Durchhängen des Inlettendes zwischen Container und Einfüllstutzen des Förderaggregates entgegenzuwirken und das Inlett vor der Belastung scharfer Kanten zu sichern bzw. vom Schüttgutgewicht weitgehend zu entlasten, wird das Inlettende zwischen Container und Einfüllstutzen mit einer Rutsche 32 unterstützt. Die Rutsche läßt sich in die sonst zur Türverriegelung des Containers dienenden Nocken oder Ösen des Containergehäuses einhängen.
- Das eigentliche Entleeren, d.h. Austreten der Schüttgutpartikel aus dem Container beginnt erst nach Entfernen der Klemmschiene 25. Mit zunehmender Entleerung wird der Container 26 gekippt. Gleichzeitig wird der Entleerungsvorgang durch ein Einblasen von Luft in den Inlettboden unterstützt. Das Einblasen von Luft bewirkt je nach Ausbildung des Inlettboden ein Austreten von Luft in das Schüttgut und/oder bei Erzeugung von Druckschwankungen eine Inlettbodenvibration. Dafür befindet sich beispielsweise in der zu dem Inlettboden führenden Luftdruckleitung 21 ein Ventil, mit dem kurzzeitig von Hand Luft abgelassen werden kann. Das Ventil kann einfachster Bauart und manuell bedienbar sein. Die Vibration kann unregelmäßig sein. Häufig führt bereits eine einzige Druckschwankung zu Beginn des Entleerungsvorganges selbst bei verbackenem, d.h. verfestigtem Schüttgut zu einem Lösen der Schüttgutpartikel. Wiederholte Druckschwankungen unterstützen den fortschreitenden Entleerungsvorgang. Dabei hat sich gezeigt, daß es nach einer Luftbeaufschlagung von 45 - 60 sek. für die Entleerung von Vorteil ist, den Container in Kippstellung zu bringen. Die zu erreichende Kippstellung beträgt 50 - 600. Zur Minderung der Schüttgutbelastung beim Kippen wird das Schott in Stufen geöffnet. Eine Verwendung von 6 - 8 Stufen ist ausreichend.
- Ein beispielsweise mit Kohlenstaub gefüllter Container läßt sich auch nach langem Transport und entsprechender Verdichtung mit Hilfe des erfindungsgemäßen Inletts leicht entleeren. Dabei ist ein Luftverbrauch von 0,5 cbm/ qm Containerfläche und Minute ausreichend. Eine ständige Beaufschlagung mit Luft ist nicht erforderlich. Für eine vollständige Entleerung genügt eine Einschaltzeit von 10 - 20 % der Entleerungszeit für die Druckluftquelle. Daraus ergibt sich ein Luftverbrauch zwischen 3 und 6 cbm/qm Inlettboden und Stunde. Der Luftverbrauch läßt sich durch eine verhältnismäßig große LuftdruckvorspEnnung günstig beeinflussen, die in kurzer Zeit den notwendigen Druckaufbau im Inlettboden sicherstellt. Der Druckaufbau wird ferner mit einer Verringerung der Anzahl von Luftaustrittsöffnungen im Inlettboden beschleunigt. Das gleiche gilt für die Verringerung der Öffnungsweite der Austrittsöffnungen. Das heißt,kleine Einstiche bei der Perforation der Bahn 1 sind von Vorteil. Desgleichen ist wichtig, daß die Leitungen des Inlettbodens nicht durch sich zwischen die Leitung setzendes Schüttgut verstopft werden. Dem wirken eine möglichst dichte Aneinanderordnung der Leitungen und eine ebene Inlettbodenfläche entgegen.
Claims (7)
- L) Schlauchförmiges Inlet zum Füllen und Entleeren von Schüttgut-Containern mit einem dem Entleerungsvorgang förderlichen Fluidisierungsboden, dadurch gekennzeichnet, daß der Fluidisierungsboden auf einen Luftverbrauch von 0,3 - 0,7 cbm/qm Containerboden und Minute ausgelegt ist.
- 2) Schlauchförmiges Inlet nach Anspruch 1, dadurch gekennzeichnet , daß der Inletboden (1, 2) und/oder im Falle von den Inletboden bildenden Leitungen (4, 5) diese Leitungen (4, 5) an der Oberseite luftdurchlässig sind.
- 3) Schlauchförmiges Inlet nach Anspruch 2, d a durch gekennzeichnet, daß die Leitungen (4) dicht aneinander liegen und an den sie trennenden Wänden luftdurchlässig sind.
- 4)Schlauchförmiges Inlet nach Anspruch 3, d a durch gekennzeichnet, daß die Luftdurchlässigkeit der Leitungen (4) an den Trennwänden größer als an der Oberseite ist.
- 5)Schlauchförmiges Inlet nach einem oder mehreren der Ansprüche 2 - 4, gekenn zeichnet durch eine Perforation des Inletbodens (1, 2) und/oder der die Leitungen (4) trennenden Wände.
- 6) Schlauchförmiges Inlet nach Anspruch 5, gekennzeichnet durch Nadelwalzen zur Perforation.
- 7) Schlauchförmiges Inlet nach Anspruch 5 oder 6, gekennzeichnet durch 2 - 4 Nadelstiche pro qcm.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2843906 | 1978-10-07 | ||
| DE19782843906 DE2843906A1 (de) | 1978-10-07 | 1978-10-07 | Fuellen und entleeren von containern |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP79103577A Division EP0010182B1 (de) | 1978-10-07 | 1979-09-22 | Schlauchförmiges Inlett |
| EP79103577.7 Division | 1979-09-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0036962A2 true EP0036962A2 (de) | 1981-10-07 |
| EP0036962A3 EP0036962A3 (de) | 1982-03-17 |
Family
ID=6051724
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81101563A Withdrawn EP0036962A3 (de) | 1978-10-07 | 1979-09-22 | Schlauchförmiges Inlet zum Füllen und Entleeren von Schüttgut-Containern |
| EP79103577A Expired EP0010182B1 (de) | 1978-10-07 | 1979-09-22 | Schlauchförmiges Inlett |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP79103577A Expired EP0010182B1 (de) | 1978-10-07 | 1979-09-22 | Schlauchförmiges Inlett |
Country Status (2)
| Country | Link |
|---|---|
| EP (2) | EP0036962A3 (de) |
| DE (2) | DE2843906A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1984003684A1 (en) * | 1983-03-16 | 1984-09-27 | Medox Ltd | A structure for the transport of pourable goods and the like |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3131867A1 (de) * | 1981-08-12 | 1983-02-24 | Ruhrkohle-Carborat GmbH, 4152 Kempen | "containerinlett aus beschichteten baendchengeweben" |
| DE3834339A1 (de) * | 1988-10-08 | 1990-04-12 | Ulrich Reissmann | Vorrichtung zum entladen von behaeltern |
| GB2227482A (en) * | 1989-01-26 | 1990-08-01 | Exprocad Services Ltd | Fluidising bulk particulate material |
| AU623305B1 (en) * | 1991-09-05 | 1992-05-07 | Mulawa Trading Co Pty Ltd | Container liner |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE927437C (de) * | 1952-04-30 | 1955-05-09 | Moeller Johannes | Vorrichtung zum Auflockern und Foerdern staubfoermigen und feinkoernigen Gutes durch in das Gut eingeblasene Luft |
| DE1709095U (de) * | 1953-07-07 | 1955-10-20 | Klinger K G | Vorrichtung zur auflockerung von pulverfoermigen oder staubfoermigen guetern in druck- und drucklosen behaeltern. |
| US2805896A (en) * | 1954-02-23 | 1957-09-10 | Bituminous Coal Research | Pneumatic material handling system and apparatus |
| US2930512A (en) * | 1955-07-01 | 1960-03-29 | Paton Holdings Ltd | Apparatus for holding and discharging free-flowing solid materials |
| US2943891A (en) * | 1956-12-07 | 1960-07-05 | Paton Hamilton Neil King | Unloading floor mat |
| DE1121799B (de) * | 1957-01-24 | 1962-01-11 | Franz Xaver Wortmann Dr Ing | Verfahren zur Herstellung von poroesen Formkoerpern aus Kunststoff |
| DE1865881U (de) * | 1960-08-16 | 1963-01-17 | Luther Werke Luther & Jordan | Fahrbarer kipptank fuer staubfoermiges bzw. mehliges gut, insbesondere backmehl. |
| DE1923804A1 (de) * | 1968-05-25 | 1969-12-04 | Denki Onkyo Co Ltd | Verfahren zum Herstellen veredelter Polymere aus Vinylverbindungen |
| DE1923344A1 (de) * | 1969-05-07 | 1970-11-19 | Berestovoj Anatolij Michajlovi | Verfahren zum Ausladen von Schuettguetern aus Behaeltern,die in ihrem Unterteil mit elastischen Ablaufwaenden ausgestattet sind,und Vorrichtung zur Durchfuehrung dieses Verfahrens |
| DE2012071A1 (de) * | 1970-03-13 | 1971-09-23 | International Ferry Freight Ltd., Ilford, Essex (Großbritannien) | Transportcontainer |
| IT970706B (it) * | 1972-09-20 | 1974-04-20 | Montedison Spa | Apparecchiatura costituita da un saccone in plastica e da una at trezzatura per la sua sistemazio ne su grandi contenitori partico larmente indicata per il carico e scarico di materiali sfusi incoe renti |
| GB1580806A (en) * | 1976-06-01 | 1980-12-03 | Ici Ltd | Liner for container |
-
1978
- 1978-10-07 DE DE19782843906 patent/DE2843906A1/de not_active Withdrawn
-
1979
- 1979-09-22 EP EP81101563A patent/EP0036962A3/de not_active Withdrawn
- 1979-09-22 EP EP79103577A patent/EP0010182B1/de not_active Expired
- 1979-09-22 DE DE7979103577T patent/DE2964363D1/de not_active Expired
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1984003684A1 (en) * | 1983-03-16 | 1984-09-27 | Medox Ltd | A structure for the transport of pourable goods and the like |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0036962A3 (de) | 1982-03-17 |
| DE2843906A1 (de) | 1980-04-17 |
| DE2964363D1 (en) | 1983-01-27 |
| EP0010182A1 (de) | 1980-04-30 |
| EP0010182B1 (de) | 1982-12-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60001621T2 (de) | Behälterauskleidung mit Verschiebemitteln zur Erleichterung des Entladens des Behälterinhalts | |
| DE69903288T2 (de) | Innensack für flexiblen schüttgutbehälter | |
| DE69209421T2 (de) | Flexible Behälter | |
| DE2622051A1 (de) | Container mit einer auskleidung zur aufnahme von schuettgut | |
| DE1486559B2 (de) | Mehrlagiger lager- und versandbehaelter | |
| DE69220227T2 (de) | Frachtbehälter und Verfahren zu dessen Entladung | |
| DE3207322C2 (de) | Großsack mit einem doppelwandigen Außensack und einem eingelegten Innensack | |
| EP0226057B1 (de) | Sackfüllmaschine | |
| DE3310721A1 (de) | An traggestellen aufhaengbarer flexibler silo | |
| EP0444261B1 (de) | Flexibles Verpackungsbehältnis in Form eines Sackes oder Beutels aus Kunststoffolie | |
| EP0008392B1 (de) | Fahrzeug für den wahlweisen Transport von Gütern fester Raumform oder von fliessfähigen Gütern | |
| EP0036962A2 (de) | Schlauchförmiges Inlet zum Füllen und Entleeren von Schüttgut-Containern | |
| EP0992433A2 (de) | Verfahren und Vorrichtung zum Transportieren, Prüfen, Befüllen und Verschliessen eines Sackes | |
| WO2012048837A1 (de) | Packmaschine und verfahren zum füllen von säcken | |
| EP0727365B1 (de) | Grossbeutel für schütt- und/oder fliessfähige Güter | |
| DE2552438B1 (de) | Ventilsack | |
| DE3130467C2 (de) | ||
| DE2852578A1 (de) | Behaelter fuer schuettgut und verfahren zum entladen eines derartigen behaelters | |
| EP0904978B1 (de) | Laderaum eines Transportfahrzeuges für Schüttgut | |
| DE8628334U1 (de) | Vorrichtung zum Lagern und Ausgeben von mehligem bis staubförmigem Schüttgut | |
| DE2605122C3 (de) | Schüttgutbehälter mit flexiblen Wandungen | |
| DE60216326T2 (de) | Maschine und verfahren zum erhalt eines grossen schlauchs aus einem flexiblen kunststoffmaterial, das in form eines balgs gefaltet ist | |
| DE3403996C2 (de) | ||
| DE2602486C2 (de) | Pneumatische Austragsvorrichtung für pulverförmiges, vorzugsweise schwer fließfähiges Schüttgut | |
| DE3346162A1 (de) | Fahrzeug fuer den wahlweisen transport von guetern fester raumform oder von fliessfaehigen guetern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 10182 Country of ref document: EP |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR GB NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR GB NL |
|
| 17P | Request for examination filed |
Effective date: 19820201 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19830913 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: STRESE, GERHARD, ING. |