EP0042146A1 - Löt-oder Schweissverbindung von Profilen und Verfahren zu ihrer Herstellung - Google Patents
Löt-oder Schweissverbindung von Profilen und Verfahren zu ihrer Herstellung Download PDFInfo
- Publication number
- EP0042146A1 EP0042146A1 EP19810104503 EP81104503A EP0042146A1 EP 0042146 A1 EP0042146 A1 EP 0042146A1 EP 19810104503 EP19810104503 EP 19810104503 EP 81104503 A EP81104503 A EP 81104503A EP 0042146 A1 EP0042146 A1 EP 0042146A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- intermediate piece
- profiles
- following features
- connection
- hollow profiles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005304 joining Methods 0.000 title claims abstract description 18
- 238000000034 method Methods 0.000 title claims abstract description 15
- 238000003466 welding Methods 0.000 title claims abstract description 15
- 238000005219 brazing Methods 0.000 title abstract 2
- 239000000463 material Substances 0.000 claims abstract description 14
- 229910052751 metal Inorganic materials 0.000 claims abstract description 7
- 239000002184 metal Substances 0.000 claims abstract description 7
- 238000005520 cutting process Methods 0.000 claims abstract description 5
- 238000005516 engineering process Methods 0.000 claims description 7
- 150000001875 compounds Chemical class 0.000 claims description 2
- 229910000789 Aluminium-silicon alloy Inorganic materials 0.000 claims 1
- 239000011261 inert gas Substances 0.000 claims 1
- 125000006850 spacer group Chemical group 0.000 claims 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 claims 1
- 229910052721 tungsten Inorganic materials 0.000 claims 1
- 239000010937 tungsten Substances 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 6
- 238000005476 soldering Methods 0.000 description 3
- 239000000945 filler Substances 0.000 description 2
- 230000032258 transport Effects 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
Images

Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/96—Corner joints or edge joints for windows, doors, or the like frames or wings
- E06B3/9604—Welded or soldered joints
- E06B3/9608—Mitre joints
Definitions
- the present invention relates to a joining, in particular soldering or welding connection of profiles abutting in one plane and is particularly suitable for thin-walled hollow profiles, such as are used for door and window frames.
- These profiles often have a complicated cross-sectional shape and are produced in large lengths using an extrusion process. Miter-butting profiles have so far been screwed together, but often complicated-shaped and therefore expensive connectors were necessary. If you want to weld or solder these profiles together, thin-walled profiles in particular must be carefully aligned with each other and with smaller tolerances so that there is no unacceptably large gap between them, which cannot be bridged with the usual joining technology connections.
- VDI news from 09/30/77 describes how aluminum windows, doors and garage doors are glued using an epoxy resin using a negative profile.
- the production of these negative profiles is associated with considerable effort, especially in corner connections.
- the object of the present invention is a joining technology Connection of profiles abutting in one plane, especially with miter, which can be produced quickly and economically in large series and which avoids the problems mentioned above.
- the intermediate piece proposed in the first claim offers both profiles a defined flat and smooth contact surface on which a roughly sawn-off profile can be moved into the desired position during assembly. Between the profile and the intermediate piece there is a surface on the full circumference that can be joined better in terms of joining technology than butt-jointed profiles. Inevitable tolerances in the profile cross-section or miter angle or those that can only arise due to the heating during welding or soldering, lead to a shift in the case of directly abutting profiles, so that the profiles can no longer be connected perfectly, while between the profile and the intermediate piece Surface remains geometrically unchanged.
- the second claim proposes a combination of materials that is of particular interest for the present invention.
- a profile material made of extruded material cannot be welded without a filler material due to its sensitivity to cracks. Welding with the addition of an additional material in the form of a welding wire would cause considerable effort in the case of complicated profile shapes.
- the intermediate piece is used here as a filler material.
- the fourth claim shows a particular application of the present invention.
- residential and industrial buildings have long been used to miter and screw together complicatedly shaped light metal profiles for door and window frames with a miter. This places considerable demands on the later dimensional accuracy of the finished frame, because these are later to be filled with cut glass panes.
- light metal window frames have considerable advantages in terms of weight savings and corrosion resistance. So far, however, they could not be produced from the inexpensive extruded profiles.
- the fifth claim proposes a welding method which is known per se but is particularly expedient for the present invention.
- this welding process should be carried out in a pulsating manner, which is also known per se.
- the sixth claim proposes a soldering method which is known per se but is particularly expedient for the present invention. This creates a connection that does not protrude from the sheet in the cutting plane within the manufacturing tolerances.
- the intermediate piece has projections protruding from the connecting plane, which protrude into the interior of the two hollow profiles and touch the inside of the hollow profiles.
- this configuration ensures that the intermediate piece can no longer slide out after the hollow profiles have been placed against one another, and on the other hand it already ensures that the hollow profiles are fixed in position relative to one another before the connection is established.
- the claim 8 provides in an embodiment of this inventive concept to use a sheet as an intermediate piece, which is flanged so that projections project positively into the interior of both hollow profiles.
- the outer shape of the sheet corresponds to the outer cross section of the profile, while it has an opening on the inside, the edges of which are flanged in sections in one direction or the other.
- Such an intermediate piece is light and can be produced in one operation and yet offers all the desired advantages. With a suitable flanging, both hollow profiles can be fixed with the aid of this intermediate piece, without the need for expensive holding devices in the vicinity of the connecting plane.
- embossed intermediate piece In this case, projections should be embossed in both the one and in the other direction in the intermediate piece, in such a way that the projections also secure the hollow profiles.
- This embossed intermediate piece is particularly useful when no hole is to be provided in the middle of the intermediate piece.
- the arrangement of the embossed projections on each side should be chosen so that both hollow profiles can be fixed in their position. If the protrusions are not too large, a technical connection can be made at any angle between the hollow profiles, without causing difficulties in the accuracy of fit.
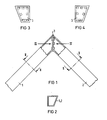
- the profiles 1 and 2 are each cut off at 45 0 to their longitudinal axis and pressed against an intermediate plate 3, the outline of which is greater by approximately 1.5 mm over the entire circumference than the outline of the profiles in the miter plane.
- the 1.5 mm mentioned are sufficient to compensate for all tolerances and are melted down almost to the profile cross-section in the usual tungsten-inert gas-AC welding processes that after welding no or little reworking of the weld is required.
- Fig. 2 shows a cross section through the in Fig. 1 DAR 'profiles made and indeed at right angles to the longitudinal axis of the profile.
- the profile shown is only a schematic example; for the often very complicated profiles, however, joining technology connections with correspondingly shaped intermediate pieces can be made quite analogously.
- FIG. 3 and 4 show a schematic exemplary embodiment of the intermediate piece for the joining connection shown in FIG. 1, FIG. 3 showing the view from one side and FIG. 4 showing the view from the other side.
- an embossed intermediate piece is shown in perspective in FIG. 5.
- An intermediate piece for hollow profiles with a square cross-section was drawn.
- a sheet 10 is provided with protrusions by stamping.
- the embossments 11 are raised on one side of the sheet, while the embossments 12 are raised on the other side.
- the shape and the location of the embossments are chosen so that each of the two hollow profiles to be connected can no longer be moved after being pressed onto the intermediate piece.
- FIG. 6 Another exemplary embodiment of an intermediate piece 20 is shown in FIG. 6.
- This intermediate piece is particularly suitable in the event that the cavity of the hollow profiles should not be interrupted at the connection point.
- the intermediate piece is a sheet which has an opening in the middle. The edges of the opening are crimped in sections and alternately in one direction or the other. This results in projections 21 which protrude into the interior of one hollow profile and projections 22 which are in the interior of the other hollow profile. As can be seen from the drawing, these flanged edges can also be designed so that a good fixation of the intermediate plate and hollow profiles is guaranteed. Such an intermediate piece can be produced without great effort.
- Fig. 7 also shows only schematically for square cross sections of hollow profiles, an intermediate piece 30, which illustrates the type of flanging to be selected when hollow profiles are to be connected at an angle of, for example, 90 °.
- the arrangement of the flanges but is now chosen so that the hollow profiles can be connected at an angle of 90 °.
- the projections 31 and 32 must each form an angle of 45 ° to the connection plane.
- the projections 33 and 34 continue to form an angle of 90 ° to the connecting plane, but care must be taken that their corners do not abut the inner sides of the hollow profiles before they are in the correct position to one another. For this reason, a somewhat different arrangement of the flanges compared to FIG. 6 was chosen, which meets the task.
- an embossed intermediate piece is also suitable for hollow profiles with a non-rectilinear cross-section and when connecting at any angle.
- the embossings can always be shaped and carried out in such a way that the intermediate piece and hollow profiles remain fixed in the connection plane.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Connection Of Plates (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft eine fügetechnische, insbesondere löt- oder schweißtechnische Verbindung von in einer Ebene aneinanderstoßenden Profilen und ist besonders geeignet für dünnwandige Hohlprofile, wie sie für Tür- und Fensterrahmen verwendet werden. Diese Profile haben oft eine komplizierte Querschnittsform und werden in großen Längen nach einem Strang-Preß-Verfahren hergestellt. Mit Gehrung aneinanderstoßende Profile wurden bisher verschraubt, wobei oft kompliziert geformte und daher teuere Verbindungsstücke notwendig waren. Wenn man diese Profile miteinander verschweißen oder verlöten will, müssen insbesondere dünnwandige Profile sorgfältig und mit geringeren Toleranzen gegeneinander ausgerichtet werden, damit zwischen ihnen kein unzulässig großer Spalt entsteht, der mit den üblichen fügetechnischen Verbindungen nicht überbrückt werden kann. Außerdem gibt es zahlreiche Werkstoffe, die für die Herstellung von Profilen sehr geeignet sind, die sich aber fügetechnisch gar nicht oder nur mit erheblichem Aufwand verbinden lassen.
- In den VDI-Nachrichten vom 30.09.77 wird beschrieben, wie Fenster, Türen und Garagentore aus Aluminium unter Verwendung eines Negativ-Profils mit einem Epoxidharz verklebt werden. Die Fertigung dieser Negativ-Profile ist aber besonders bei Eckverbindungen mit einem erheblichen Aufwand verbunden.
- Aufgabe der vorliegenden Erfindung ist eine fügetechnische Verbindung von in einer Ebene, insbesondere mit Gehrung aneinanderstoßenden Profilen, die sich schnell und wirtschaftlich in großen Serien herstellen läßt und die oben erwähnten Probleme vermeidet.
- Das im ersten Anspruch vorgeschlagene Zwischenstück bietet beiden Profilen eine definierte ebene und glatte Anlagefläche, auf der auch ein grob abgesägtes Profil bei der Montage in die gewünschte Lage verschoben werden kann. Zwischen dem Profil und dem Zwischenstück ist auf dem vollen Umfang eine Fläche vorhanden, die sich fügetechnisch besser verbinden läßt als stumpf aneinanderstoßende Profile. Unvermeidliche Toleranzen beim Profilquerschnitt oder Gehrungswinkel oder solche, die erst durch die Erwärmung beim Schweißen oder Löten entstehen können, führen bei direkt aneinanderstoßenden Profilen sehr leicht zu einer Verschiebung, so daß sich die Profile nicht mehr einwandfrei verbinden lassen, während zwischen Profil und dem Zwischenstück die Fläche geometrisch unverändert bleibt.
- Im zweiten Anspruch wird eine Kombination von Werkstoffen vorgeschlagen, die für die vorliegende Erfindung von besonderem Interesse ist. Ein Profilwerkstoff aus Strang-Preß-Material läßt sich ohne Zusatzwerkstoff aufgrund seiner Rißempfindlichkeit nicht verschweißen. Eine Verschweißung unter Zuführung eines Zusatzwerkstoffes in Form eines Schweißdrahtes würde bei komplizierten Profilformen einen erheblichen Aufwand verursachen. Das Zwischenstück dient hier als Zusatzwerkstoff.
- Im dritten Anspruch werden zwei geeignete Werkstoffe vorgeschlagen.
- Im vierten Anspruch wird eine besondere Anwendung der vorliegenden Erfindung dargestellt. Bei Wohn- und Industriebauten werden seit langem kompliziert geformte Leichtmetallprofile für Tür- und Fensterrahmen mit Gehrung aneinandergestoßen und verschraubt. Dabei werden erhebliche Anforderungen an die spätere Maßhaltigkeit des fertigen Rahmens gestellt, weil diese später mit bereits zugeschnittenen Glasscheiben ausgefüllt werden sollen. Im Kraftfahrzeugbau haben Leichtmetallfensterrahmen erhebliche Vorteile in Bezug auf Gewichtsersparnis und Korrosionsbeständigkeit. Sie konnten aber bisher nicht aus den preisgünstigen Strang-Preß-Profilen hergestellt werden.
- Im fünften Anspruch wird ein an sich bekanntes, aber für die vorliegende Erfindung besonders zweckmäßiges Schweißverfahren vorgeschlagen. Um die Wärmeeinbringung in die dünnwandigen Profile zu verringern, sollte dieses Schweißverfahren in ebenfalls an sich bekannter Weise pulsierend durchgeführt werden.
- Im sechsten.Anspruch wird ein an sich bekanntes, aber für die vorliegende Erfindung besonders zweckmäßiges Lötverfahren vorgeschlagen. Dabei entsteht eine Verbindung, die innerhalb der Fertigungstoleranzen keinen Überstand des Bleches in der Schnittebene aufweist.
- Zur leichteren Fixierung der Profile und des Zwischenstückes ist eine besondere räumliche Form des Zwischenstückes gemäß Anspruch 7 vorgeschlagen. Dazu weist das Zwischenstück aus der Verbindungsebene herausstehende Vorsprünge auf, die in das Innere der beiden Hohlprofile ragen und die Innenseite der Hohlprofile berühren. Diese Ausgestaltung bewirkt einerseits, daß das Zwischenstück nach Aneinandersetzen der Hohlprofile nicht mehr herausrutschen kann, und andererseits gewährleistet es schon eine Fixierung der Hohlprofile in ihrer Lage zueinander, bevor die Verbindung hergestellt ist.
- Der Anspruch 8 sieht in Ausgestaltung dieses Erfindungsgedankens vor, als Zwischenstück ein Blech zu verwenden, welches so umgebördelt ist, daß Vorsprünge formschlüssig in das Innere beider Hohlprofile ragen. Dabei entspricht das Blech in seiner äußeren Form dem äußeren Querschnitt des Profils, während es im Inneren eine Öffnung aufweist, deren Ränder abschnittsweise in die eine oder andere Richtung umgebördelt sind. Ein solches Zwischenstück ist leicht und in einem Arbeitsvorgang herstellbar und bietet doch alle gewünschten Vorteile. Bei geeigneter Umbördelung lassen sich beide Hohlprofile mit Hilfe dieses Zwischenstückes fixieren, ohne daß es aufwendiger Haltevorrichtungen in der Nähe der Verbindungsebene bedarf.
- Im Anspruch 9 wird in alternativer Ausgestaltung der Erfindung vorgeschlagen, ein geprägtes Zwischenstück zu verwenden. Dabei sollen in das Zwischenstück Vorsprünge sowohl in der einen wie auch in der anderen Richtung eingeprägt sein und zwar so, daß durch diese Vorsprünge ebenfalls eine Fixierung der Hohlprofile gewährleistet wird. Dieses geprägte Zwischenstück bietet sich insbesondere dann an, wenn kein Loch in der Mitte des Zwischenstückes vorgesehen werden soll. Die Anordnung der eingeprägten Vorsprünge nach jeder Seite ist so zu wählen, daß beide Hohlprofile in ihrer Lage fixiert werden können. Wenn die Vorsprünge nicht zu groß sind, kann auch eine fügetechnische Verbindung unter einem beliebigen Winkel zwischen den Hohlprofilen hergestellt werden, ohne daß es zu Schwierigkeiten in der Paßgenauigkeit kommt.
- Im zehnten Anspruch wird ein Verfahren zur Herstellung einer solchen fügetechnischen Verbindung beschrieben. Dazu werden zwei in einer Ebene aneinanderstoßende Hohlprofile unter Zuhilfenahme eines Zwischenstückes gemäß den Ansprüchen 1 - 3 fügetechnisch verbunden. Die formschlüssigen in das Innere der beiden Hohlprofile ragenden Vorsprünge des Zwischenstückes erleichtern die exakte Positionierung der beiden Hohlprofile vor und während des Verbindens. Insbesondere ist eine Verschiebung durch thermische Effekte trotz einer möglicherweise weiter entfernt liegenden Halterung nicht mehr zu befürchten.
- Im elften Anspruch wird ein besonderes Verfahren zur Herstellung solcher fügetechnischer Verbindungen beschrieben. Es wird vorgeschlagen, die Verbindung durch ein Schweißverfahren mit magnetisch bewegtem Lichtbogen herzustellen. Dieses an sich bekannte Schweißverfahren erfordert in der Nähe der Verbindungsstelle einen großen apparativen Aufwand, welcher sich umso leichter verwirklichen läßt, je weniger zusätzliche Halterungen für die Hohlprofile in der Nähe der Verbindungsstelle nötig sind. Daher stellt dieses Schweißverfahren in Verbindung mit den wie oben beschrieben geformten Zwischenstücken eine besonders vorteilhalfte Möglichkeit zur Herstellung einer fügetech- nischen Verbindung dar.
- Ausführungsbeispiele der Erfindung sind in der Zeichnung dargestellt:
- Fig. 1 zeigt schematisch eine fügetechnische Verbindung mit einem geprägten Zwischenstück,
- Fig. 2 zeigt einen Querschnitt entsprechend der Linie II-II durch die in der Fig. 1 dargestellten Profile,
- Fig. 3 zeigt eine Ansicht des Zwischenstücks aus Fig. 1 aus der Richtung III,
- Fig. 4 zeigt die Ansicht des Zwischenstücks aus der Richtung IV.
- Fig. 5 zeigt schematisch ein geprägtes Zwischenstück, wobei hier zur Veranschaulichung des Erfindungsgedankens auf die speziellen Querschnitte der Hohlprofile keine Rücksicht genommen wurde,
- Fig. 6 zeigt ebenfalls schematisiert ein Zwischenstück mit umgebördelten Innenrändern und
- Fig. 7 veranschaulicht, wie die Umbördelung auszuführen ist, wenn Hohlprofile unter einem Winkel von beispielsweise 900 aneinandergefügt werden sollen.
- In Fig. 1 sind die Profile 1 und 2 jeweils unter 450 zu ihrer Längsachse abgeschnitten und an ein Zwischenblech 3 gepreßt, dessen Umriß auf dem gesamten Umfang um etwa 1,5 mm größer ist als der Umriß der Profile in der Gehrungsebene. Bei einem Profilquerschnitt von 40 mm und einer Profilwandstärke von 1,5 - 5 mmm reichen die erwähnten 1,5 mm aus, um alle Toleranzen auszugleichen und werden bei den üblichen Wolfram--Inertgas-Wechselstrom-Schweißverfahren nahezu bis auf den Profilquerschnitt abgeschmolzen, so daß nach dem Schweißen keine oder nur eine geringe Nachbearbeitung der Schweißnaht erforderlich ist.
- Fig. 2 zeigt einen Querschnitt durch die in Fig. 1 dar- ' gestellten Profile und zwar rechtwinklig zur Längsachse des Profils. Das dargestellte Profil ist nur ein schematisches Beispiel; für die in Wirklichkeit oft recht komplizierten Profile können aber fügetechnische Verbindungen mit entsprechend geformten Zwischenstücken ganz analog hergestellt werden.
- Fig. 3 und 4 zeigen ein schematisches Ausführungsbeispiel des Zwischenstückes für die in Fig. 1 dargestellte fügetechnische Verbindung, wobei Fig. 3 die Ansicht von der einen Seite und Fig. 4 die Ansicht von der anderen Seite darstellt.
- Zur Erläuterung ist ein geprägtes Zwischenstück in perspektivischer Darstellung in der Fig. 5 dargestellt. Zur besseren Veranschaulichung des Prinzips der Prägungen nach beiden Seiten des Zwischenstückes wurde auf die speziellen Formen der Hohlprofile keine Rücksicht genommen, sondern ein Zwischenstück für Hohlprofile mit quadratischem Querschnitt gezeichnet. Ein Blech 10 wird durch Prägen mit Vorsprüngen versehen. Dabei sind die Prägungen 11 nach der einen Seite des Bleches erhaben, während die Prägungen 12 nach der anderen Seite erhaben sind. Die Form und der Ort der Prägungen sind so gewählt, daß jedes der beiden zu verbindenden Hohlprofile sich nach Andrücken an das Zwischenstück nicht mehr verschieben läßt.
- In Fig. 6 ist ein anderes Ausführungsbeispiel für ein Zwischenstück 20 dargestellt. Dieses Zwischenstück ist für den Fall besonders geeignet, daß an der Verbindungsstelle der Hohlraum der Hohlprofile nicht unterbrochen werden soll. Das Zwischenstück ist ein Blech, welches in der Mitte eine Öffnung aufweist. Die Ränder der öffnung sind abschnittweise und abwechselnd in die eine oder andere Richtung umgebördelt. Dabei entstehen also Vorsprünge 21, welche in den Innenraum des einen Hohlprofils ragen und Vorsprünge 22, welche in den Innenraum des anderen Hohlprofils stehen. Wie aus der Zeichnung zu erkennen ist, lassen sich auch diese umgebördelten Ränder so gestalten, daß eine gute Fixierung von Zwischenblech und Hohlprofilen gewährleistet wird. Ein solches Zwischenstück ist ohne großen Aufwand herstellbar.
- Fig. 7 zeigt ebenfalls nur schematisch für quadratische Querschnitte von Hohlprofilen ein Zwischenstück 30, welches die Art der Umbördelung veranschaulicht,die zu wählen ist, wenn Hohlprofile unter einem Winkel von beispielsweise 90° verbunden werden sollen. Es sind wiederum Umbörderlungen 31 und 33 nach der einen Seite des Zwischenstückes vorhanden und Umbörderlungen 32 und 34 nach der anderen Seite. Die Anordnung der Umbördelungen ist aber nun so gewählt, daß die Hohlprofile unter einem Winkel von 90° verbunden werden können. Dazu müssen die Vorsprünge 31 und 32 jeweils einen Winkel von 450 zur Verbindungsebene bilden. Die Vorsprünge 33 und 34 bilden weiterhin einen Winkel von 90° zur Verbindungsebene, jedoch ist darauf zu achten, daß sie mit ihren Ecken nicht an die Innenseiten der Hohlprofile stoßen, bevor diese in der richtigen Lage zueinander sind. Aus diesem Grunde wurde eine gegenüber Fig. 6 etwas andere Anordnung der Umbördelungen gewählt, die der Aufgabenstellung gerecht wird.
- Die Ausführungsbeispiele sind natürlich für verschiedene Hohlprofilquerschnitte zu modifizieren, wobei aber die wesentlichen Faktoren, die dabei zu berücksichtigen sind, in den schematischen Zeichnungen veranschaulicht wurden. Zumindest die Ausführungsform eines geprägten Zwischenstückes eignet sich auch für Hohlprofile mit nicht geradlinig begrenztem Querschnitt und bei Verbindung unter beliebigem Winkel. Die Prägungen lassen sich immer so formen und durchführen, daß Zwischenstück und Hohlprofile in der Verbindungsebene fixiert bleiben.
Claims (11)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3022197 | 1980-06-13 | ||
| DE19803022197 DE3022197A1 (de) | 1980-06-13 | 1980-06-13 | Fuegetechnische verbindung von profilen |
| DE19813121474 DE3121474A1 (de) | 1981-05-29 | 1981-05-29 | Fuegetechnische verbindung von profilen und verfahren zu ihrer herstellung |
| DE3121474 | 1981-05-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0042146A1 true EP0042146A1 (de) | 1981-12-23 |
| EP0042146B1 EP0042146B1 (de) | 1984-09-05 |
Family
ID=25785988
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19810104503 Expired EP0042146B1 (de) | 1980-06-13 | 1981-06-11 | Löt-oder Schweissverbindung von Profilen und Verfahren zu ihrer Herstellung |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0042146B1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT388020B (de) * | 1986-08-01 | 1989-04-25 | Interprofil Gfk Gmbh | Fluegel- oder stockrahmen und verfahren zum herstellen eines solchen |
| US5318216A (en) * | 1991-06-27 | 1994-06-07 | Jean Berniolles | Method for assembling two parts made from metal plate, metal assembly and structure made from armour plate which are obtained by this method |
| DE19519174A1 (de) * | 1995-05-24 | 1996-12-05 | Wicona Bausysteme Gmbh | Rahmen für Fenster, Türen, Fassaden oder dergleichen und Verfahren zu seiner Herstellung |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE856049C (de) * | 1950-12-01 | 1952-11-17 | Theodor Klatte Metallwarenfabr | Fensterrahmen, insbesondere fuer Wohnbauten |
| CH307388A (de) * | 1952-11-21 | 1955-05-31 | Aluminium Ind Ag | Verfahren zur Herstellung von längeren Schweissnähten an Leichtmetallteilen. |
| US3001497A (en) * | 1960-03-14 | 1961-09-26 | Grinnell Corp | Insert welding rings |
| DE1704026A1 (de) * | 1967-12-22 | 1971-05-06 | Michael Emmerich | Verfahren und Vorrichtung zum Verbinden von Staeben und Profilen an deren einander zugewandten Enden |
-
1981
- 1981-06-11 EP EP19810104503 patent/EP0042146B1/de not_active Expired
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE856049C (de) * | 1950-12-01 | 1952-11-17 | Theodor Klatte Metallwarenfabr | Fensterrahmen, insbesondere fuer Wohnbauten |
| CH307388A (de) * | 1952-11-21 | 1955-05-31 | Aluminium Ind Ag | Verfahren zur Herstellung von längeren Schweissnähten an Leichtmetallteilen. |
| US3001497A (en) * | 1960-03-14 | 1961-09-26 | Grinnell Corp | Insert welding rings |
| DE1704026A1 (de) * | 1967-12-22 | 1971-05-06 | Michael Emmerich | Verfahren und Vorrichtung zum Verbinden von Staeben und Profilen an deren einander zugewandten Enden |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT388020B (de) * | 1986-08-01 | 1989-04-25 | Interprofil Gfk Gmbh | Fluegel- oder stockrahmen und verfahren zum herstellen eines solchen |
| US5318216A (en) * | 1991-06-27 | 1994-06-07 | Jean Berniolles | Method for assembling two parts made from metal plate, metal assembly and structure made from armour plate which are obtained by this method |
| DE19519174A1 (de) * | 1995-05-24 | 1996-12-05 | Wicona Bausysteme Gmbh | Rahmen für Fenster, Türen, Fassaden oder dergleichen und Verfahren zu seiner Herstellung |
| DE19519174C2 (de) * | 1995-05-24 | 2001-01-25 | Wicona Bausysteme Gmbh | Rahmen für Fenster, Türen, Fassaden oder dergleichen und Verfahren zu seiner Herstellung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0042146B1 (de) | 1984-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102007016107B4 (de) | Fahrzeug mit geschichtetem Dachaufbau | |
| EP0694701B1 (de) | Verbindungselement | |
| DE69032545T2 (de) | Extrudierter knotenpunkt | |
| DE3515598C2 (de) | Schweißverbindung zweier ein Innen- und ein Außenblech bildender Dünnbleche | |
| DE4234463A1 (de) | Verfahren zur Herstellung eines Karosserie-Tragrahmens und ein nach dem Verfahren hergestellter Karosserierahmen | |
| DE19506160A1 (de) | Rahmenkonstruktion für Kraftfahrzeuge | |
| DE4300398A1 (de) | Verfahren zur Herstellung einer Kraftfahrzeugkarosserie | |
| EP0688690A1 (de) | Metallisches Profil als Verstärkung einer Kraftfahrzeugtür | |
| EP0476351A1 (de) | Fahrzeugtür | |
| DE4437816A1 (de) | Verfahren und Vorrichtung zum Verbinden von Kunststoffprofilen | |
| EP0553688B1 (de) | Verbundprofil für Rahmen von Wandelementen, Türen und Fenstern | |
| EP0395995A2 (de) | Verfahren zum Verschweissen von Profilen, insbesondere Kunststoffprofilen | |
| EP0042146B1 (de) | Löt-oder Schweissverbindung von Profilen und Verfahren zu ihrer Herstellung | |
| DE3724648A1 (de) | Fuegenaht | |
| DE19818597C1 (de) | Verbindungselement | |
| EP0102927A1 (de) | Buckelanordnung zum Mehrfachbuckelschweissen und ein Verfahren zum Mehrfachbuckelschweissen | |
| DE69710059T2 (de) | Verbindung für ein fenstersystem | |
| DE3604006C2 (de) | ||
| DE2810630A1 (de) | Herstellungsverfahren eines verbundprofils und verbundprofil | |
| DE3838482C2 (de) | ||
| DE2016708C3 (de) | Karosserieprofil, insbesondere für die Karosserie von Kraftfahrzeugen | |
| DE3022197A1 (de) | Fuegetechnische verbindung von profilen | |
| DE2062796C3 (de) | Eckverbindung zweier verzinkter Einzelprofile eines Fensterrahmens o.dgl. und Verfahren zur Herstellung | |
| DE19505979A1 (de) | Eckverbindung | |
| DE3146610A1 (de) | "verbindungsstueck fuer profile, insbesondere von kraftfahrzeugfenstern" |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19811007 |
|
| AK | Designated contracting states |
Designated state(s): BE FR GB IT NL SE |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE FR GB IT NL SE |
|
| ET | Fr: translation filed | ||
| BECN | Be: change of holder's name |
Effective date: 19840905 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: INTERATOM GESELLSCHAFT MIT BESCHRAENKTER HAFTUNG |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: INTERATOM GESELLSCHAFT MIT BESCHRAENKTER HAFTUNG T |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19870630 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19880611 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19880612 |
|
| BERE | Be: lapsed |
Owner name: INTERATOM G.M.B.H. Effective date: 19880630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19890101 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19890228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19890630 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 81104503.8 Effective date: 19890220 |