EP0050164B1 - Procédé de fabrication des eléments de construction en matière de bois composé - Google Patents
Procédé de fabrication des eléments de construction en matière de bois composé Download PDFInfo
- Publication number
- EP0050164B1 EP0050164B1 EP80106370A EP80106370A EP0050164B1 EP 0050164 B1 EP0050164 B1 EP 0050164B1 EP 80106370 A EP80106370 A EP 80106370A EP 80106370 A EP80106370 A EP 80106370A EP 0050164 B1 EP0050164 B1 EP 0050164B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- flakes
- wood
- wood flakes
- binder
- structural member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 239000002023 wood Substances 0.000 title claims description 64
- 239000000463 material Substances 0.000 title claims description 8
- 238000004519 manufacturing process Methods 0.000 title description 4
- 239000011230 binding agent Substances 0.000 claims description 43
- 238000000034 method Methods 0.000 claims description 17
- 239000007787 solid Substances 0.000 claims description 11
- 239000000203 mixture Substances 0.000 claims description 9
- 229920001228 polyisocyanate Polymers 0.000 claims description 9
- 239000005056 polyisocyanate Substances 0.000 claims description 9
- 239000002131 composite material Substances 0.000 claims description 7
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 claims description 2
- 238000002156 mixing Methods 0.000 description 12
- 239000002245 particle Substances 0.000 description 9
- 239000003755 preservative agent Substances 0.000 description 8
- 238000003825 pressing Methods 0.000 description 7
- 239000000654 additive Substances 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 229920000877 Melamine resin Polymers 0.000 description 4
- 229920001807 Urea-formaldehyde Polymers 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 229920001568 phenolic resin Polymers 0.000 description 4
- 230000002335 preservative effect Effects 0.000 description 4
- 241000894007 species Species 0.000 description 4
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- SLGWESQGEUXWJQ-UHFFFAOYSA-N formaldehyde;phenol Chemical compound O=C.OC1=CC=CC=C1 SLGWESQGEUXWJQ-UHFFFAOYSA-N 0.000 description 3
- XPFVYQJUAUNWIW-UHFFFAOYSA-N furfuryl alcohol Chemical compound OCC1=CC=CO1 XPFVYQJUAUNWIW-UHFFFAOYSA-N 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 241000233866 Fungi Species 0.000 description 2
- 241000238631 Hexapoda Species 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 229940030341 copper arsenate Drugs 0.000 description 2
- RKYSWCFUYJGIQA-UHFFFAOYSA-H copper(ii) arsenate Chemical compound [Cu+2].[Cu+2].[Cu+2].[O-][As]([O-])([O-])=O.[O-][As]([O-])([O-])=O RKYSWCFUYJGIQA-UHFFFAOYSA-H 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 230000007774 longterm Effects 0.000 description 2
- IZUPBVBPLAPZRR-UHFFFAOYSA-N pentachlorophenol Chemical compound OC1=C(Cl)C(Cl)=C(Cl)C(Cl)=C1Cl IZUPBVBPLAPZRR-UHFFFAOYSA-N 0.000 description 2
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 125000001989 1,3-phenylene group Chemical group [H]C1=C([H])C([*:1])=C([H])C([*:2])=C1[H] 0.000 description 1
- ALQLPWJFHRMHIU-UHFFFAOYSA-N 1,4-diisocyanatobenzene Chemical class O=C=NC1=CC=C(N=C=O)C=C1 ALQLPWJFHRMHIU-UHFFFAOYSA-N 0.000 description 1
- DKJBREHOVWISMR-UHFFFAOYSA-N 1-chloro-2,3-diisocyanatobenzene Chemical class ClC1=CC=CC(N=C=O)=C1N=C=O DKJBREHOVWISMR-UHFFFAOYSA-N 0.000 description 1
- WHRZCXAVMTUTDD-UHFFFAOYSA-N 1h-furo[2,3-d]pyrimidin-2-one Chemical compound N1C(=O)N=C2OC=CC2=C1 WHRZCXAVMTUTDD-UHFFFAOYSA-N 0.000 description 1
- DGXAGETVRDOQFP-UHFFFAOYSA-N 2,6-dihydroxybenzaldehyde Chemical compound OC1=CC=CC(O)=C1C=O DGXAGETVRDOQFP-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 1
- 244000283070 Abies balsamea Species 0.000 description 1
- 235000007173 Abies balsamea Nutrition 0.000 description 1
- 235000004710 Abies lasiocarpa Nutrition 0.000 description 1
- 241000208140 Acer Species 0.000 description 1
- 235000018185 Betula X alpestris Nutrition 0.000 description 1
- 235000018212 Betula X uliginosa Nutrition 0.000 description 1
- 241000218645 Cedrus Species 0.000 description 1
- 235000014466 Douglas bleu Nutrition 0.000 description 1
- 240000000731 Fagus sylvatica Species 0.000 description 1
- 235000010099 Fagus sylvatica Nutrition 0.000 description 1
- 244000073231 Larrea tridentata Species 0.000 description 1
- 235000006173 Larrea tridentata Nutrition 0.000 description 1
- QORUGOXNWQUALA-UHFFFAOYSA-N N=C=O.N=C=O.N=C=O.C1=CC=C(C(C2=CC=CC=C2)C2=CC=CC=C2)C=C1 Chemical class N=C=O.N=C=O.N=C=O.C1=CC=C(C(C2=CC=CC=C2)C2=CC=CC=C2)C=C1 QORUGOXNWQUALA-UHFFFAOYSA-N 0.000 description 1
- 241000218657 Picea Species 0.000 description 1
- 235000008331 Pinus X rigitaeda Nutrition 0.000 description 1
- 241000018646 Pinus brutia Species 0.000 description 1
- 235000011613 Pinus brutia Nutrition 0.000 description 1
- 241000183024 Populus tremula Species 0.000 description 1
- 240000001416 Pseudotsuga menziesii Species 0.000 description 1
- 235000005386 Pseudotsuga menziesii var menziesii Nutrition 0.000 description 1
- 241001106462 Ulmus Species 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- HIFVAOIJYDXIJG-UHFFFAOYSA-N benzylbenzene;isocyanic acid Chemical class N=C=O.N=C=O.C=1C=CC=CC=1CC1=CC=CC=C1 HIFVAOIJYDXIJG-UHFFFAOYSA-N 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- 235000010290 biphenyl Nutrition 0.000 description 1
- 125000006267 biphenyl group Chemical group 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229960002126 creosote Drugs 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- IVJISJACKSSFGE-UHFFFAOYSA-N formaldehyde;1,3,5-triazine-2,4,6-triamine Chemical compound O=C.NC1=NC(N)=NC(N)=N1 IVJISJACKSSFGE-UHFFFAOYSA-N 0.000 description 1
- 239000011121 hardwood Substances 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000006082 mold release agent Substances 0.000 description 1
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N phenylbenzene Natural products C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 1
- ODGAOXROABLFNM-UHFFFAOYSA-N polynoxylin Chemical compound O=C.NC(N)=O ODGAOXROABLFNM-UHFFFAOYSA-N 0.000 description 1
- 239000011369 resultant mixture Substances 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000011122 softwood Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004078 waterproofing Methods 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
Images
Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/12—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of wood, e.g. with reinforcements, with tensioning members
- E04C3/14—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of wood, e.g. with reinforcements, with tensioning members with substantially solid, i.e. unapertured, web
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N5/00—Manufacture of non-flat articles
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/10—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products
- E04C2/16—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of wood, fibres, chips, vegetable stems, or the like; of plastics; of foamed products of fibres, chips, vegetable stems, or the like
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/28—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of materials not covered by groups E04C3/04 - E04C3/20
Definitions
- This invention relates to methods of manufacturing structural members made from a composite wood material comprised of wood flakes bonded together with a binder.
- the wood particles are deposited so they are either randomly oriented relative to each other or, as described in US-A-3164511, oriented to cross one another.
- structural members of 1 inch (2.5 cm) thickness or more produced by such processes generally have strength properties, particularly bending strength along the longitudinal axis, which are inferior to solid wood.
- Example 5 of this specification it is suggested that Douglas Fir fingerlings of 1 to 2 inches (2.5 to 5 cm) long, 1/4 to 1/3 inch (.6 to .8 cm) wide and 1/64 inch (0.04 cm) thick should be used.
- the flakes are coated with a sealant before the binder is applied.
- the present invention provides a method for making a structural member of composite wood material, said method including the steps of:
- an elongated structural member such as a building beam, a guard rail post or the like
- preferably about 90% or more of the wood flakes are oriented such that their longitudinal axis is generally parallel to the longitudinal axis of the structural member to be formed from the mat.
- Sufficient pressure is applied on the mat, such as with platens (either heated or at room temperature) to compress the mat to the desired thickness of the structural member and to bond the wood flakes together.
- the resultant structural member usually has a density of 0.61-0.8 g/cm 3 (38 to 50 Ibs/ft 3 ) preferably 0.67-0.72 g/cm 3 (42 to 45 Ibs/ft 3 ).
- the resulting structural member preferably contains about 5 to 12 weight % of the binder and, optionally, additives, such as wax, for waterproofing and preservatives for protection against decay fungi and insects.
- additives such as wax, for waterproofing and preservatives for protection against decay fungi and insects.
- Organic polyisocyanates are the preferred binder because of the higher strength properties provided thereby.
- separate elongated structural components are formed and two or more are joined together in angular relationship with a suitable adhesive to form an elongated structural member having an I-beam, angle bar, channel bar, etc. configuration.
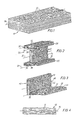
- Fig. 1 Illustrated in Fig. 1 is an elongated structural member 10 made from a composite wood material in accordance with the invention and having a cross-sectional dimension corresponding to a standard lumber 2 x 4.
- the structural member 10 is molded or pressed as a solid one-piece unit from a mixture of wood flakes 12 and a suitable [resinous particle] board binder as described in more detail below.
- the wood flakes 12 illustrated at about 2 times normal size
- Fig. 1 Illustrated in Fig. 1 is an elongated structural member 10 made from a composite wood material in accordance with the invention and having a cross-sectional dimension corresponding to a standard lumber 2 x 4.
- the structural member 10 is molded or pressed as a solid one-piece unit from a mixture of wood flakes 12 and a suitable [resinous particle] board binder as described in
- At least a majority of the wood flakes 12 making up the structural member 10 is oriented so that the planes thereof are coextensive or generally parallel to each other and their longitudinal axis 16 is generally parallel to the longitudinal axis 18 of the structural member 10.
- the grain direction of the thus-oriented wood flakes extends generally parallel to the longitudinal axis 18 of the structural member 10 in a manner similar to a 2 x 4 of natural wood.
- FIGs. 1 and 2 fragmentarily illustrate multi-piece structural members 20 and 40 made from a composite wood material in accordance with the' invention.
- the structural member 20 illustrated in Fig. 2 has an I-beam configuration and includes separate elongate, generally flat, structural components 22, 24 and 26.
- Each of the structural components 22, 24 and 26 is molded from a mixture of wood flakes 12 and a binder in the same general manner outlined above. That is, at least a majority of the wood flakes 12 making up each of the structural components is oriented so that their planes are coextensive or generally parallel to each other and their longitudinal axis 16 is generally parallel to the longitudinal axis 28, 30 and 32 of the respective structural components 22, 24 and 26.
- the opposite longitudinal edges 34 and 36 of the intermediate component 24 are bonded to components 22 and 26 by a suitable high strength adhesive 38, such as resorcinol or isocyanate type adhesive or other adhesives suitable for bonding wood products.
- the structural member 40 illustrated in Fig. 3 has an angle bar configuration and includes separate elongated, generally flat, structural components 42 and 44 which are molded from a wood flakes-binder mixture and bonded together with an adhesive as described above in connection with the I-beam structural member 30.
- at least a majority of the wood flakes 12 making up the structural components 42 and 44 is oriented so that their planes are coextensive or generally parallel to each other and their longitudinal axis 16 is generally parallel to the longitudinal axis 46 and 48 of the structural components 42 and 44.
- the process of the invention broadly includes the steps of comminuting small logs, branches or rough pulp wood into flake-like particles, drying the wood flakes to a predetermined moisture content, classifying the dried flakes to a predetermined size, blending predetermined quantities of a suitable binder, and optionally a liquid wax composition, preservatives and other additives with the dried and sized flakes, forming the resultant mixture or furnish into a loosely felted, layered mat (single or multi-layered) and applying sufficient pressure (with or without heat) on the mat to compress it to the desired thickness for the structural member or components therefor and to bond the wood flakes together.
- Wood flakes used can be prepared from various species of suitable hardwoods and softwoods.
- suitable woods include aspen, maple, elm, balsam fir, pine, cedar, spruce, locust, beech, birch, Douglas fir and mixtures thereof.
- Wood exhibits directional strength properties with the strength along the grain being far greater than across the grain.
- the wood flakes are prepared so that the grain direction is generally parallel to the major longitudinal axis thereof and the flakes are oriented or aligned during mat formation so that their planes are coextensive or generally parallel to each other and at least a majority, preferably 90% or more, have their grain direction aligned with a predetermined axis of the structural member.
- the grain direction of the flakes is aligned with the longitudinal axis of the structural members.
- the wood flakes can be prepared by various conventional techniques. For example, pulpwood grade logs or so-called roundwood, can be converted into flakes in one operation with a conventional roundwood flaker. Alternatively, logs, logging residue with a total tree can be cut into fingerlings in the order of 1.27 to 8.89 cm (0.5 to 3.5 inches) long with a conventional device, such as the helical comminuting shear disclosed in U.S. Patent 4,053,004, and the fingerlings flaked in a conventional ring-type flaker. The woods preferably are debarked prior to flaking.
- Roundwood flakes generally are preferred because the lengths and thickness can be more accurately controlled and the width and shape are more uniform. Also, roundwood flakes tend to be somewhat flatter which facilitates their alignment during mat formation. Roundwood flakes generally produce lesser amounts of undesirable fines.
- wood flakes should have an average length of 1.27 cm (0.5 inch) to 8.89 cm (3.5 inches), preferably 2.54 cm (1 inch) to 5.08 cm (2 inches), and an average thickness of 0.254 to 1.27 mm (0.01 to 0.05 inches), preferably 0.38 to 0.635 mm (0.015 to 0.025 inch) and most preferably 0.51 mm (0.02 inch). Flakes longer than about 8.89 cm (3.5 inches) tend to curl which hinders proper alignment during mat formation and it is difficult to insure that flakes shorter than about 1.27 cm (0.5 inch) do not become aligned with their grain direction cross-wise.
- Flakes thinner than about 0.254 mm (0.01 inch) tend to require excessive amounts of binder to obtain adequate bonding and flakes thicker than about 0.127 mm (0.05 inch) are relatively stiff and tend to require excessive compression to obtain the desired intimate contact therebetween.
- some of the flakes can be shorter than 1.27 cm (0.5 inch) and some can be longer than 8.89 cm (3.5 inches) so long as the overall average length is within the above range. The same is true for the thickness.
- the flakes should have a length which is several times the width, preferably about 4 to 10 times.
- the average width of the flakes generally should be 2.54 mm to 12.7 mm (0.1 to 0.5 inch).
- the flake size can be controlled to a large degree during the flaking operation, it is usually necessary to use some classification in order to remove undesired particles, both undersized and oversized, and thereby insure the average length, thickness and width of the flakes are within the desired ranges.
- Flakes from some green woods can contain up to 90% moisture.
- the moisture content of the mat must be substantially less for the pressing operation.
- wood flakes tend to stick together and complicate classification and handling prior to blending.
- the flakes preferably are dried prior to classification in a conventional dryer to the moisture content desired for the blending step.
- the moisture content to which the flakes are dried depends primarily on a particular binder used and usually is in the order of about 3 to about 20 weight % or less, based on the dry weight of the flakes.
- the flakes can be partially dried prior to classification and then dried to the desired moisture content for blending after classification. This two-step drying can reduce overall energy requirements for drying flakes prepared from green woods when substantial quantities of improperly sized flakes must be removed during classification and, thus, need not be as thoroughly dried.
- a known amount of the dried, classified flakes is introduced into a conventional blender wherein predetermined amounts of a binder, and optionally a wax, a preservative and other additives, is applied to the flakes as they are tumbled or agitated in the blender.
- Suitable binders include those used in the manufacture of particle board and similar pressed fibrous products and other chemical bonding systems. Resinous particle board binders presently are preferred.
- Suitable binders include thermosetting resins such as phenol-formaldehyde, resorcinolformaldehyde, melamine-formaldehyde, urea-formaldehyde, urea-furfural and condensed furfuryl alcohol resins, and organic polyisocyanates including those curable at room temperatures, either alone or combined with urea or melamine-formaldehyde resins.
- thermosetting resins such as phenol-formaldehyde, resorcinolformaldehyde, melamine-formaldehyde, urea-formaldehyde, urea-furfural and condensed furfuryl alcohol resins
- organic polyisocyanates including those curable at room temperatures, either alone or combined with urea or melamine-formaldehyde resins.
- Particularly suitable polyisocyanates are those containing at least two active isocyanate groups per molecule, including diphenylmethane diisocyanates, m- and p-phenylene diisocyanates, chlorophenylene diisocyanates, toluene di- and triisocyanates, triphenylmethane triisocyanates, diphenyl ether-2,4,4'-triisocyanate, polyphenol- polyisocyanates, particularly diphenyl-methane-4,4'-diisocyanate.
- binder The particular type binder used depends primarily upon the intended use for the structural member. For instance, structural members made with urea-formaldehyde resins have sufficient moisture durability for many uses which involve minimal exposure to moisture, but generally cannot withstand extended outdoor exposure. Phenol-formaldehyde and melamine-formaldehyde resins provide the structural member with durable properties required for long-term exterior applications. Polyisocyanates, even in lesser amounts, provide greater strengths and resistant to weathering which is comparable to phenol- formaldehyde and melamine-formaldehyde resins. Polysiocyanates can be cured in about the same or less time as urea-formaldehyde resins. However, polyisocyanates are more expensive and may require the use of a mold release agent because of their tendency to stick to metal parts. These factors are balanced against each other when selecting a specific binder to be used.
- the amount of binder added to the flakes during the blending step depends primarily upon the specific binder used, size, moisture content and type of wood flakes, and the desired properties of the resulting structural member. Generally, the amount of binder added to the flakes is about 5 to about 12 weight %, preferably about 6 to about 10 weight %, as solids based on the dry weight of the flakes.
- the binder can be admixed with the flakes in either dry or liquid form.
- the binder preferably is applied by spraying droplets of the binder in liquid form onto the flakes as they are being tumbled or agitated in the blender.
- Moisture resistance of the structural member can be improved by spraying a liquid wax emulsion onto the flakes during the blending step.
- the amount of wax added generally is about 0.5 to about 5 weight %, as solids based on the dry weight of the flakes.
- a preservative for protecting the wood against attacks by decay fungi and insects is added to the wood flakes during or before the blending step. Any preservative which is compatible with the adhesive system be used.
- Typical for examples include pentachlorophenol, creosote, chromated copper arsenate, ammonical copper arsenate and the like. It has been found that effective amounts of such preservatives, up to about 5 weight %, can be added to the wood flakes without producing an appreciable reduction in the structural strength of the resulting structural member, i.e., the loss in strength is about the same as solid wood treated with the same preservatives.
- Other additives such as coloring agents, fire retardants and the like may also be added to the flakes during or before the blending step.
- the binder, wax and other additives can be added separately or in any sequence or in combined form.
- the moistened mixture of flakes, binder, wax, preservative, etc. or furnish from the blending step is formed into a loosely-felted, single or multi-layered mat which is compressed into a solid, one-piece structural member, such as structural member 10 illustrated in Fig. 1, or components for assembly of multi-piece structural members, such as the components for structural members 20 and 40 illustrated in Figs. 2 and 3.
- the moisture content of the furnish after completion of blending should be about 5 to about 25 weight %, preferably about 10 to about 20 weight %. Generally, higher moisture contents within these ranges can be used for polyisocyanate binders.
- the furnish is formed by suitable apparatus into a generally flat, loosely-felted mat, either single or multiple layers, and the mat is placed in a suitable press wherein it is compressed to consolidate the wood flakes into a structural member of the desired size and cross-sectional shape.
- the furnish can be deposited on a platelike carriage carried on an endless belt or conveyor from one or more hoppers spaced above the belt in the direction of travel.
- a plurality of hoppers is used with each having a dispensing or forming head extending across the width of the carriage for successively depositing a separate layer of the furnish as the carriage is moved beneath the forming heads.
- the mat In order to produce structural members having the desired strength characteristics, the mat should have a substantially uniform thickness and the flakes aligned during mat formation with the orientation discussed above.
- the mat thickness can be controlled primarily by appropriately metering the flow of furnish from the forming head.
- the flakes can be aligned by using a laterally spaced baffling system or other suitable means located between the former heads and the carriage and arranged to guide the elongated flakes into the desired orientation as they are deposited on the carriage or previously deposited layer(s) of furnish.
- the mat thickness will vary depending upon such factors as the size and shape of the wood flakes, the particular technique used in forming the mat, the desired thickness and density of the structural member or component and the pressing pressure used.
- the mat thickness usually is about 5 to 6 times the final thickness of the structural member or component.
- the mat usually will be 12.7 to 15.24 cm (5-6 inches) thick. If the mat is thicker than 63.5 to 76.2 cm (25-30 inches), it usually must be partially pre-compressed to a reduced thickness, with rollers or the like, prior to introduction into the press.
- Pressing temperatures, pressure and times vary widely depending on the thickness and the desired density of the structural member or component,, size and type of wood flakes, moisture content of the flakes and the type of binder.
- the pressing temperature used is sufficient to at least partially cure the binder and expel water from the mat within a reasonable time period and without charring the wood.
- a pressing temperature ranging from ambient (for room temperature-curable binders) up to about 232°C (450°F) can be used. Temperatures above 232°C (450°F) can cause charring of the wood flakes.
- a pressing temperature of 121 to 191°C is generally preferred for polyisocyanate binders which does employ a catalyst and a temperature of 177 to 218°C (350 to 425°F) is generally preferred for phenolformaldehyde resin binders.
- the pressure should be sufficient to press the wood flakes into intimate contact with each other without crushing them to the point causing a breakdown of fibers with a resultant degradation in structural integrity.
- the pressure usually is 2.229.106 to 3.447.106 Pa (325 to about 500 psi).
- the pressing time is sufficient to at least partially cure the binder to a point where the structural member or component has sufficient integrity for handling.
- the press cycle typically is about 2 to about 20 minutes; however, longer times can be used when pressure-curing binders are employed or when more complete curing of thermosetting binders is desired.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Forests & Forestry (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
Claims (7)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8080106370T DE3071187D1 (en) | 1980-10-20 | 1980-10-20 | Method of manufacturing structural members of composit wood material |
| EP80106370A EP0050164B1 (fr) | 1980-10-20 | 1980-10-20 | Procédé de fabrication des eléments de construction en matière de bois composé |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP80106370A EP0050164B1 (fr) | 1980-10-20 | 1980-10-20 | Procédé de fabrication des eléments de construction en matière de bois composé |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0050164A1 EP0050164A1 (fr) | 1982-04-28 |
| EP0050164B1 true EP0050164B1 (fr) | 1985-10-16 |
Family
ID=8186848
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP80106370A Expired EP0050164B1 (fr) | 1980-10-20 | 1980-10-20 | Procédé de fabrication des eléments de construction en matière de bois composé |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0050164B1 (fr) |
| DE (1) | DE3071187D1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4405542A (en) * | 1982-01-25 | 1983-09-20 | Greer Marian B | Method for the production of a composite material |
| EP0086899B1 (fr) * | 1982-01-29 | 1986-10-29 | Anton Heggenstaller | Procédé et dispositif de moulage par compression d'un objet de forme, en particulier pour former une palette constituée d'une ou de plusieurs pièces d'une entretoise servant de support ou d'un profilé de poutre de charge |
| DE19952903B4 (de) * | 1999-11-03 | 2012-04-26 | Wolfram Klingsch | Holzbauteil für Gebäude oder Bauwerke |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1014000A (fr) * | 1949-06-28 | 1952-08-06 | Procédé pour l'obtention de pièces composées en bois pour la construction | |
| US3164511A (en) * | 1963-10-31 | 1965-01-05 | Elmendorf Armin | Oriented strand board |
| DE2034212A1 (de) * | 1969-07-14 | 1971-01-28 | Formige, Pierre, Genf (Schweiz) | Verfahren zur Herstellung von Kon struktionselementen wie Wandteilen, Paneelen, Tragern, Bohlen und dgl und nach dem Verfahren hergestellte Kon struktionselement |
| DE2307459A1 (de) * | 1972-02-29 | 1973-09-13 | Tor Noldus Nilsen | Zusammengesetztes bauprofil, umfassend flansche und stege aus separaten teilen |
| DE2831039A1 (de) * | 1978-07-14 | 1980-01-24 | John Adam Holman | Brett aus kuenstlichem holz, insbesondere fuer bauzwecke, und verfahren zu seiner herstellung |
| US4195462A (en) * | 1975-03-14 | 1980-04-01 | Wood I Systems, Inc. | Fabricated wood structural member |
-
1980
- 1980-10-20 EP EP80106370A patent/EP0050164B1/fr not_active Expired
- 1980-10-20 DE DE8080106370T patent/DE3071187D1/de not_active Expired
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1014000A (fr) * | 1949-06-28 | 1952-08-06 | Procédé pour l'obtention de pièces composées en bois pour la construction | |
| US3164511A (en) * | 1963-10-31 | 1965-01-05 | Elmendorf Armin | Oriented strand board |
| DE2034212A1 (de) * | 1969-07-14 | 1971-01-28 | Formige, Pierre, Genf (Schweiz) | Verfahren zur Herstellung von Kon struktionselementen wie Wandteilen, Paneelen, Tragern, Bohlen und dgl und nach dem Verfahren hergestellte Kon struktionselement |
| DE2307459A1 (de) * | 1972-02-29 | 1973-09-13 | Tor Noldus Nilsen | Zusammengesetztes bauprofil, umfassend flansche und stege aus separaten teilen |
| US4195462A (en) * | 1975-03-14 | 1980-04-01 | Wood I Systems, Inc. | Fabricated wood structural member |
| DE2831039A1 (de) * | 1978-07-14 | 1980-01-24 | John Adam Holman | Brett aus kuenstlichem holz, insbesondere fuer bauzwecke, und verfahren zu seiner herstellung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0050164A1 (fr) | 1982-04-28 |
| DE3071187D1 (en) | 1985-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4241133A (en) | Structural members of composite wood material and process for making same | |
| US5002713A (en) | Method for compression molding articles from lignocellulosic materials | |
| CA2406170C (fr) | Composites de bois stables sur le plan dimensionnel et procedes de fabrication correspondants | |
| US4440708A (en) | Method for molding articles having non-planar portions from matted wood flakes | |
| EP0049299B1 (fr) | Articles, tels que palettes, moulés à partir de copeaux de bois et procédé de moulage de tels articles | |
| US4337710A (en) | Pallets molded from matted wood flakes | |
| US7264796B2 (en) | Termite resistant and fungal resistant oriented strand board and methods for manufacturing | |
| US3919017A (en) | Polyisocyanate:formaldehyde binder system for cellulosic materials | |
| US5217665A (en) | Phenol formaldehyde steam pressing of waferboard | |
| US8015709B1 (en) | Wood-based composite panel with reduced top surface edge flare | |
| US20030035921A1 (en) | Manufacture of multi-layered board with a unique resin system | |
| US6811731B2 (en) | Methods of incorporating phosphate/borate fire retardant formulations into wood based composite products | |
| US20040028934A1 (en) | Methods of incorporating treatment agents into wood based composite products | |
| US3790417A (en) | Process for preparing fiberboard having improved dimensional stability | |
| WO2006092331A2 (fr) | Procede de production de materiaux a base de bois | |
| EP0050164B1 (fr) | Procédé de fabrication des eléments de construction en matière de bois composé | |
| US6569279B1 (en) | Method for bonding composite wood products | |
| CA1135610A (fr) | Panneau de particules | |
| AU2004314464A1 (en) | Hard wood strand products | |
| CA1151388A (fr) | Elements de charpente composites en bois, et methode de fabrication | |
| WO2024006661A1 (fr) | Matériau de construction alternatif et son procédé de fabrication | |
| US6635208B2 (en) | Method for forming narrow channels in a wood flake article | |
| JPS5950509B2 (ja) | 複合木材材料の構造部材およびその製造法 | |
| EP1048424A2 (fr) | Panneau sandwich en liège et son procédé de production | |
| US6756105B1 (en) | Article and method using larger draft angle to pinch trim edge of molded wood strand products |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19810824 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT SE |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19851016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19851030 |
|
| REF | Corresponds to: |
Ref document number: 3071187 Country of ref document: DE Date of ref document: 19851121 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19891025 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19891031 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19891130 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19901020 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19910628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19910702 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |