EP0051335A1 - Verfahren zur Herstellung einer Anodenscheibe für eine Drehanoden-Röntgenröhre - Google Patents
Verfahren zur Herstellung einer Anodenscheibe für eine Drehanoden-Röntgenröhre Download PDFInfo
- Publication number
- EP0051335A1 EP0051335A1 EP81201193A EP81201193A EP0051335A1 EP 0051335 A1 EP0051335 A1 EP 0051335A1 EP 81201193 A EP81201193 A EP 81201193A EP 81201193 A EP81201193 A EP 81201193A EP 0051335 A1 EP0051335 A1 EP 0051335A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- lamellae
- pyrolytic graphite
- anode
- base body
- fins
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 11
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 68
- 229910002804 graphite Inorganic materials 0.000 claims abstract description 54
- 239000010439 graphite Substances 0.000 claims abstract description 54
- 238000000034 method Methods 0.000 claims abstract description 20
- 230000008021 deposition Effects 0.000 claims abstract description 9
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 8
- 239000011888 foil Substances 0.000 claims description 14
- 229910001385 heavy metal Inorganic materials 0.000 claims description 14
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 238000012545 processing Methods 0.000 claims description 5
- 238000000151 deposition Methods 0.000 abstract description 9
- 239000011248 coating agent Substances 0.000 description 11
- 238000000576 coating method Methods 0.000 description 11
- 230000017525 heat dissipation Effects 0.000 description 6
- 238000000227 grinding Methods 0.000 description 5
- 241000446313 Lamella Species 0.000 description 3
- 238000005137 deposition process Methods 0.000 description 3
- 208000012868 Overgrowth Diseases 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229910001080 W alloy Inorganic materials 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 238000012552 review Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J35/00—X-ray tubes
- H01J35/02—Details
- H01J35/04—Electrodes ; Mutual position thereof; Constructional adaptations therefor
- H01J35/08—Anodes; Anti cathodes
- H01J35/10—Rotary anodes; Arrangements for rotating anodes; Cooling rotary anodes
- H01J35/108—Substrates for and bonding of emissive target, e.g. composite structures
Definitions
- Body which consists at least partially of pyrolytic graphite, in particular anode disk for a rotating anode X-ray tube, and method for its production
- the invention relates to a body which consists at least partially of pyrolytic graphite, in particular anode disk for a rotating anode X-ray tube, which contains pyrographite at least in the vicinity of the focal spot path.
- Such a body in the form of an anode disk is known from DE-OS 29 10 138.
- Such anode disks have the advantage over other anode disks that the heat generated in the focal spot path can be quickly dissipated through the part of the anode disk containing pyrolytic graphite;
- the ring made of pyrolytic graphite which is described in the prior publication and is located in the region of the focal spot path, must have dimensions in the order of approximately 10 mm in the axial and radial directions.
- Such pyrolytic graphite rings can either be produced by direct continuous deposition of carbon from the gas phase or can be assembled using individual segments, which are also produced by continuous deposition of carbon from the gas phase. In both cases, with a deposition rate of around 2 / um / min that can be achieved today (ie that the layer of pyrolytic graphite grows by only 2 / um per minute) for the production of the rings or the plates from which the segments are cut, Coating times of up to 100 hours, which incur considerable costs and the high-temperature equipment used is very heavily used. This problem generally arises in the manufacture of bodies, which are at least partially made of pyrolytic graphite if the graphite layer is relatively thick.
- the body contains lamellae arranged at a short distance from one another and in that the space between the lamellae is filled with pyrolytic graphite.
- the method according to the invention for producing such a body consists in that carbon is separated from the gas phase into the spaces between lamellae arranged at a short distance from one another.
- the surface on which the pyrolytic graphite can be deposited can be increased by using lamellae. This alone significantly reduces the coating time.
- only the relatively narrow space between two fins has to be filled with graphite. In the case of a 1 mm wide space, this is the case if a 0.5 mm thick layer of pyrolytic graphite is applied to both sides of adjacent lamellae, which is the case after a deposition speed of 2 / um / min after about 4 hours. The coating time is thus reduced considerably.
- the gas pressure and substrate temperature when the interspace between the lamellae is almost closed. This prevents premature overgrowth and cavity inclusion.
- the gaps should be designed so that the increased overgrowth the entrance corners is compensated for by a corresponding widening of the opening in the initial state. This is achieved, for example, by removing all corners of the lamellae by mechanical or chemical methods.
- a first possibility is that the lamellae are arranged in the planes containing the axis of rotation.
- the focal spot path can be arranged both on an end face and on a lateral surface of the cylindrical body formed in this way.
- Another possibility according to another further development is that the lamellae run concentrically and parallel to the axis of rotation and that the heavy metal layer serving as the focal spot path is arranged on a cone-shaped end face of the body formed in this way, symmetrical to the axis of rotation.
- the directions of greatest thermal conductivity are parallel to the axis of rotation (because the growth direction of the pyrolytic graphite layer is perpendicular to the axis of rotation). Heat dissipation through the pyrolytic graphite layer is only ensured if the focal spot path is arranged on a conical surface which is symmetrical to the axis of rotation and which intersects the axis of rotation at an angle other than zero (generally 70 to 80 °). If the focal spot were to be attached to the outer jacket, the pyrolytic graphite layer would even hinder the heat dissipation.
- An embodiment for producing an anode disk of the latter type provides that an annular or circular base body, which extends in the axial direction with concentric to its central axis Lamellas is provided, at least as long as coated with pyrolytic graphite, until the spaces between the fins disappear and that the part of the base body connecting the fins is then removed by mechanical processing. It is necessary to remove the part of the base body connecting the lamellae in order to be able to better dissipate the heat generated to the outside.
- Another embodiment of the invention provides that the pyrolytic graphite layer on the side of the base or base body on which the focal spot web is to be applied is partially removed before the heavy metal layer is applied.
- the reason for this measure is that poor heat conduction would result if the heavy metal layer were applied to the pyrolytic graphite layer without pretreatment, because the areas of greater thermal conductivity in the pyrographite layer would then run parallel to the interface of the heavy metal layer.
- the base body 1 shows a disk-shaped base body 1 which is symmetrical with respect to the axis of rotation 2.
- This base body 1 has in the area of the focal spot path to be applied cone-shaped end face 3, the shape of which corresponds approximately to the shape of the focal spot web to be applied later and which intersects the axis of rotation 2 at an angle of preferably 70 to 80 °. In principle, however, a circular disk body with non-beveled cylinder surfaces could also be used.
- the base body 1 is provided with a number of grooves 4 which are concentric with the axis of rotation 2 and between which there are concentric webs 5 - hereinafter referred to as lamellae - which extend approximately parallel to the axis of rotation.
- the grooves can be made, for example, by turning.
- the grooves 4 thus produced are then filled with pyrolytic graphite by separating carbon from the gas phase.
- Such deposition processes are known and e.g. in Philips Technical Review, 37th year, No. 8, pages 205 to 213.
- the hot-wall method described therein is preferably used, since it heats up optimally in all phases of the coating, i.e. a homogeneous temperature distribution, guaranteed in the base body.
- it is also possible to use the cold-wall method described in the previous publication because the rotationally symmetrical shape of the base body enables an at least approximately homogeneous temperature distribution (for example with inductive heating) to be achieved.
- Fig. 2 shows a section of the cross section shown in Fig. 1 through the base body 1 after the deposition of pyrolytic graphite.
- the interfaces of the pyrographite layer in the individual phases of the deposition process are indicated by thin lines. It can be seen that these lines follow the contours of the base body more closely, the closer they are to it. That means that on At the beginning of the separation process, the contours of the base body are hardly changed by the coating (only enlarged), while in the final phase, ie after filling the interstices with pyrolytic graphite, they run very differently; the upper boundary 7 of the pyrographite layer 6 is only slightly curved and runs approximately at the same distance from the end faces of the lamellae 5.
- the thermal conductivity perpendicular to the growth direction of the layer is maximal and parallel to it minimal.
- the thin lines therefore also represent the directions in which the heat can be optimally dissipated.
- the grinding plane 8 should lie in the plane of the end faces of the lamellae 5. In the case of lamella thicknesses of approximately 100 .mu.m or in the case of lamellae with pointed or rounded end faces, as shown in FIGS. 3 and 4, it is sufficient for good heat dissipation if the distance between the grinding plane 8 and the end face of the lamellae 10 to 20 % of Ab between the slats.
- the lamellae should be arranged at a millimeter distance (0.1 to a maximum of 4 mm) from one another. The smaller the distance, the shorter the deposition process can take.
- the slats themselves should be as thin as possible (0.1 mm to 3 mm), preferably thinner than the distance between the slats. The thinner the fins compared to their distance, the greater the proportion of pyrolytic graphite in the area of the focal spot path (which improves the thermal conductivity) and the less pyrolytic graphite has to be ground down to achieve good thermal contact with the focal spot path.
- Figure 2 also shows that the areas of greatest thermal conductivity at the bottom of the groove are approximately parallel to it. This means that the heat can be transported very poorly into the base body and released to the outside. As indicated by the line 9, the part of the base body 1 connecting the slats 5 and a small part of the slats themselves must therefore be ground off. A resulting lack of mechanical strength can, if necessary, e.g. be eliminated by a suitable holder enclosing the anode disk.
- the body processed in this way forms (after the application of the heavy metal layer on the end face 8) the anode disk.
- the heat is dissipated mainly in the layer of pyrolytic graphite between the fins.
- the interlocking of the pyrographite layers and the lamellae results in good mechanical strength.
- FIG. 3 and 4 is a section corresponding to FIG. 2 of a base body coated with pyrographite shown, however, the slats are tapered (Fig. 3) or rounded (Fig. 4) and each protrude equally far from the base body 1.
- the same reference numerals are used again as in FIG. 2.
- the grinding plane for applying the heavy metal web must be inclined in accordance with the position of the focal spot web. This has the additional advantage that the areas of greatest thermal conductivity of the pyrolytic graphite layer 6 are always cut at an angle other than zero.
- a one-piece base body was assumed, in which the lamella structure was produced by mechanical processing.
- 5 shows a base body consisting of several parts, which is particularly easy to manufacture.
- This base body is produced by winding two graphite foils of different widths, which are available on the market, for example, under the name “Sigraflex” from Sigri and under the name “Papyex” from Irish Carbone AG. The winding takes place in such a way that the two graphite foils come exactly to cover with their lower longitudinal edge.
- Coating with pyrolytic graphite is carried out as described in connection with FIG. 1.
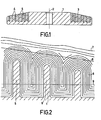
- the lamellae While in the previously described embodiments the lamellae were concentric to the axis of rotation 2, they run radially in the embodiment shown in FIG. 6 in plan view and in FIG. 7 (in part) in side view, ie they lie in the planes containing the axis of rotation.
- the slats could be produced by milling a circular body, but this would result in a considerable amount of work.
- the lamellae 5 are flat plates which are attached to the outer circumference of a circular body 14 in a uniformly distributed manner. The slats can be clamped in grooves 15 provided on the circumference of the circular body 14 of shallow depth. The subsequent pyrographite coating then further solidifies the entire system.
- the fins can be made of electrographite, pyrolytic graphite, graphite foils, metal or metal carbide foils.
- the coating with pyrolytic graphite would also have to be partially removed again here, as indicated in the drawing, along lines 9 and 8 and expediently also on the outer circumference of the disk.
- the focal spot path can be arranged on the one hand on the outer periphery of the pane, but also on a (cone-shaped) end face of the pane body coated with pyrolytic graphite.
- the cut e.g. along line 8 must not run perpendicular to the plane of the drawing, but at an angle along a conical surface that would intersect the growth direction of the pyrographite coating at an angle other than 90 °.
Landscapes
- Carbon And Carbon Compounds (AREA)
- Continuous Casting (AREA)
- Analysing Materials By The Use Of Radiation (AREA)
- Ceramic Products (AREA)
Abstract
Description
- Körper, der wenigstens teilweise aus pyrolytischem Graphit besteht, insbesondere Anodenscheibe für eine Drehanoden-Röntgenröhre und Verfahren zu seiner Herstellung
- Die Erfindung betrifft einen Körper, der wenigstens teilwise aus pyrolytischem Graphit besteht, insbesondere Anodenscheibe für eine Drehanoden-Röntgenröhre, die zumindest in der Umgebung der Brennfleckbahn Pyrographit enthält.
- Ein solcher Körper in Gestalt einer Anodenscheibe ist aus der DE-OS 29 10 138 bekannt. Derartige Anodenscheiben haben gegenüber anderen Anodenscheiben den Vorteil, daß die in der Brennfleckbahn erzeugte Wärme durch den pyrolytischen Graphit enthaltenden Teil der Anodenscheibe schnell abgeführt werden kann; allerdings muß der in der Vorveröffentlichung beschriebene, im Bereich der Brennfleckbahn befindliche Ring aus pyrolytischem Graphit in axialer und radialer Richtung Abmessungen in der Größenordnung von rund 10 mm aufweisen.
- Solche pyrolytischen Graphitringe können entweder durch direkte kontinuierliche Abscheidung von Kohlenstoff aus der Gasphase hergestellt werden oder mit Hilfe von einzelnen Segmenten zusammengesetzt werden, die ebenfalls durch kontinuierliche Abscheidung von Kohlenstoff aus der Gasphase hergestellt werden. In beiden Fällen ergeben sich bei einer heute erreichbaren Abscheidungsgeschwindigkeit von etwa 2 /um/min (d.h. daß die Schicht aus pyrolytischem Graphit pro Minute um nur 2 /um wächst) zur Herstellung der Ringe bzw. der Platten, aus denen die Segmente geschnitten werden, Beschichtungsdauern von bis zu 100 Stunden, wodurch erhebliche Kosten entstehen und die benutzten Hochtemperaturapparaturen sehr stark beansprucht werden. Dieses Problem ergibt sich ganz allgemein bei der Herstellung von Körpern, die wenigstens teilweise aus pyrolytischem Graphit bestehen, wenn die Graphitschicht relativ dick ist.
- Es ist Aufgabe der vorliegenden Erfindung, einen mit geringerem Aufwand herstellbaren Körper anzugeben bzw. ein Verfahren zu seiner Herstellung.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß der Körper in geringem Abstand zueinander angeordnete Lamellen enthält und daß der Zwischenraum zwischen den Lamellen mit pyrolytischem Graphit ausgefüllt ist. Das erfindungsgemäße Verfahren zur Herstellung eines derartigen Körpers besteht darin, daß in die Zwischenräume zwischen in geringem Abstand voneinander angeordneten Lamellen Kohlenstoff aus der Gasphase abgeschieden wird.
- Durch die Verwendung von Lamellen kann die Oberfläche, auf der der pyrolytische Graphit abgeschieden werden kann, vergrößert werden. Allein dadurch verringert sich die Beschichtungsdauer erheblich. Außerdem muß nur der relativ schmale Zwischenraum zwischen zwei Lamellen mit Graphit ausgefüllt werden. Bei einem 1 mm breiten Zwischenraum ist dies der Fall, wenn auf beiden Seiten von benachbarten Lamellen eine 0,5 mm dicke Schicht aus pyrolytischem Graphit aufgebracht ist, was bei einer Abscheidegeschwindigkeit von 2 /um/min nach etwa 4 Stunden der Fall ist. Die Beschichtungsdauer wird dabei also ganz erheblich verringert.
- Um bei der Pyrographitabscheidung eine vollständige Ausfüllung der Zwischenräume zu erreichen, ist es zweckmäßig, Gasdruck und Substrattemperatur abzusenken, wenn der Zwischenraum zwischen den Lamellen nahezu geschlossen ist. Dadurch werden ein vorzeitiges Zuwachsen und ein Hohlraumeinschluß unterbunden. Zusätzlich sollten die Zwischenräume so gestaltet sein, daß das vermehrte Zuwachsen an den Eingangsecken durch eine entsprechende Aufweitung der Öffnung im Ausgangszustand kompensiert wird. Das wird beispielsweise dadurch erreicht, daß an den Lamellen durch mechanische oder chemische Verfahren alle Ecken abgetragen werden.
- Es gibt verschiedene Möglichkeiten für die Anordnung der Lamellen bei einer Anodenscheibe. Eine erste Möglichkeit besteht nach einer Weiterbildung der Erfindung darin, daß die Lamellen in die Rotationsachse enthaltenden Ebenen angeordnet sind. Die Brennfleckbahn kann dabei sowohl auf einer Stirnfläche als auch auf einer Mantelfläche des so gebildeten zylinderförmigen Körpers angeordnet sein. Eine andere Möglichkeit besteht nach einer anderen Weiterbildung darin, daß die Lamellen konzentrisch und parallel zur Rotationsachse verlaufen und daß die als Brennfleckbahn dienende Schwermetallschicht auf einer zur Rotationsachse symmetrischen kegelmantelförmigen Stirnfläche des so gebildeten Körpers angeordnet ist. Hierbei verlaufen die Richtungen der größten thermischen Leitfähigkeit parallel zur Rotationsachse (weil die Wachstumsrichtung der pyrolytischen Graphitschicht senkrecht zur Rotationsachse verläuft). Eine Wärmeabfuhr durch die pyrolytische Graphitschicht ist dabei nur gewährleistet, wenn die Brennfleckbahn auf einer zur Rotationsachse symmetrischen kegelmantelförmigen Stirnfläche angeordnet ist, die die Rotationsachse unter einem von Null verschiedenen Winkel (im allgemeinen 70 bis 80°) schneidet. Wenn die Brennfleckbahn hierbei auf dem Außenmantel angebracht wäre, würde die pyrolytische Graphitschicht die Wärmeabfuhr sogar behindern.
- Eine Ausgestaltung zur Herstellung einer Anodenscheibe der letztgenannten Art sieht vor, daß ein ring- oder kreisförmiger Basiskörper, der mit konzentrisch zu seiner Mittelachse verlaufenden sich in Achsrichtung erstreckenden Lamellen versehen ist, zumindest solange mit pyrolytischem Graphit beschichtet wird, bis die Zwischenräume zwischen den Lamellen verschwinden und daß anschließend der die Lamellen verbindende Teil des Basiskörpers durch mechanische Bearbeitung abgetragen wird. Das Abtragen des die Lamellen verbindenden Teils des Basiskörpers ist dabei erforderlich, um die entstehende Wärme besser nach außen abführen zu können.
- Eine andere Ausgestaltung der Erfindung sieht vor, daß die pyrolytische Graphitschicht auf der Seite des Grund- bzw. Basiskörpers, auf der die Brennfleckbahn aufzubringen ist, teilweise abgetragen wird, bevor die Schwermetallschicht aufgebracht wird. Der Grund für diese Maßnahme liegt darin, daß sich eine schlechte Wärmeleitung ergeben würde, wenn die Schwermetallschicht ohne Vorbehandlung auf die pyrolytische Graphitschicht aufgebracht würde, weil die Flächen der größeren thermischen Leitfähigkeit in der Pyrographitschicht dann parallel zur Grenzfläche der Schwermetallschicht verlaufen würden.
- Die Erfindung wird nachstehend anhand der Zeichnungen am Beispiel einer Anodenscheibe näher erläutert. Es zeigen
- Fig. 1 einen Querschnitt durch eine erste Ausführungsform,
- Fig. 2 einen Ausschnitt aus Fig. 1 in stark vergrößerter Darstellung,
- Fig. 3 und 4 Abwandlungen der Ausführung nach Fig. 1 bzw. 2,
- Fig. 5 eine andere Ausführungsform,
- Fig. 6 eine dritte Ausführungsform in der Draufsicht und
- Fig. 7 die Ausführungsform nach Fig. 6 in einer Seitenansicht im Querschnitt.
- In Fig. 1 ist ein scheibenförmiger zur Rotationsachse 2 symmetrischer Basiskörper 1 dargestellt. Dieser Basiskörper 1 weist im Bereich der aufzubringenden Brennfleckbahn eine kegelmantelförmige Stirnfläche 3 auf, deren Form ungefähr der Form der später aufzubringenden Brennfleckbahn entspricht und die die Rotationsachse 2 unter einem Winkel zwischen vorzugsweise 70 und 80° schneidet. Grundsätzlich könnte aber auch ein kreisförmiger Scheibenkörper mit nicht abgeschrägten Zylinderflächen verwendet werden. Im Bereich der Brennfleckbahn ist der Basiskörper 1 mit einer Anzahl von zur Rotationsachse 2 konzentrischen Nuten 4 versehen, zwischen denen sich konzentrische Stege 5 - nachfolgend als Lamellen bezeichnet - befinden, die sich ungefähr parallel zur Rotationsachse erstrecken. Die Nuten können beispielsweise durch Drehen hergestellt werden.
- Die so erzeugten Nuten 4 werden anschließend durch Abscheidung von Kohlenstoff aus der Gasphase mit pyrolytischem Graphit gefüllt. Derartige Abscheideverfahren sind bekannt und z.B. in Philips Technische Rundschau, 37. Jahrgang, Nr. 8, Seiten 205 bis 213 beschrieben. Dabei kommt vorzugsweise das darin beschriebene Heißwandverfahren zur Anwendung, da es in allen Phasen der Beschichtung eine optimale Aufheizung, d.h. eine homogene Temperaturverteilung, im Basiskörper gewährleistet. Andererseits ist jedoch auch die Anwendung des in der Vorveröffentlichung beschriebenen Kaltwandverfahrens möglich, weil aufgrund der rotationssymmetrischen Form des Basiskörpers eine wenigstens annähernd homogene Temperaturverteilung (z.B. bei induktiver Erhitzung) erreicht werden kann.
- Fig. 2 zeigt einen Ausschnitt aus dem in Fig. 1 dargestellten Querschnitt durch den Basiskörper 1 nach dem Abscheiden von pyrolytischem Graphit. Mit dünnen Linien sind die Grenzflächen der Pyrographitschicht in den einzelnen Phasen des Abscheideverfahrens bezeichnet. Man erkennt, daß diese Linien den Konturen des Basiskörpers um so genauer folgen, jedichter sie ihm benachbart sind. Das bedeutet, daß am Anfang des Absoheidungsverfahrens die Konturen des Basiskörpers durch die Beschichtung kaum verändert (lediglich vergrößert) werden, während sie in der Endphase, d.h. nach Auffüllen der Zwischenräume mit pyrolytischem Graphit, ganz anders verlaufen; die obere Begrenzung 7 der Pyrographitschicht 6 ist dabei nur noch geringfügig gekrümmt und verläuft annähernd im gleichen Abstand von den Stirnflächen der Lamellen 5.
- Wie bereits erwähnt, ist bei pyrolytischem Graphit die thermische Leitfähigkeit senkrecht zur Wachstumsrichtung der Schicht maximal und parallel dazu minimal. Die dünnen Linien stellen daher gleichzeitig die Richtungen dar, in denen die Wärme optimal abgeleitet werden kann. Würde nun die Endfläche 7, gegebenenfalls nach einer mechanischen Bearbeitung, wie z.B. Planschleifen mit einer Schwermetallschicht (Wolfram oder einer Wolframlegierung, die entweder durch Abscheidung aus der Gasphase oder durch Anlöten einer dickeren Schicht aufgebracht werden kann, wie in der DE-OS 29 10 138 beschrieben) versehen, dann würde die bei der Verwendung dieser Schwermetallshicht als Brennfleckbahn erzeugte Wärme kaum abgeführt, weil die Flächen der größten thermischen Leitfähigkeit der pyrolytischen Graphitschicht dabei ungefähr parallel zur Grenzfläche der Schwermetallschicht verlaufen würden. Deshalb muß die Pyrographitbeschichtung wesentlich stärker abgeschliffen werden wie durch die Linie 8 angedeutet. Wenn die Schwermetallschicht auf die so abgeschliffene Fläche aufgebracht wird, ergibt sich eine wesentlich bessere Wärmeableitung.
- Wenn die Lamellen relativ dick sind, sollte die Schleifebene 8 in der Ebene der Stirnflächen der Lamellen 5 liegen. Bei Lamellendicken von ca. 100 /um oder bei Lamellen mit angespitzten oder abgerundeten Stirnflächen, wie sie in den Fig. 3 und 4 dargestellt sind, ist es für eine gute Wärmeableitung ausreichend, wenn der Abstand der Schleifebene 8 zur Stirnfläche der Lamellen 10 bis 20 % des Abstandes der Lamellen untereinander beträgt.
- Aus dem vorstehenden ergibt sich, daß die Lamellen im Millimeterabstand(0,1 bis maximal 4 mm) voneinander angeordnet sein sollten. Je geringer der Abstand ist, desto kürzer kann der Abscheidungsprozeß dauern. Die Lamellen selbst sollten möglichst dünn (0,1 mm bis 3 mm) sein, vorzugsweise dünner als dem Abstand der Lamellen entspricht. Je dünner die Lamellen im Vergleich zu ihrem Abstand sind, desto größer kann der Anteil von pyrolytischem Graphit im Bereich der Brennfleckbahn sein (was die Wärmeleitfähigkeit verbessert) und desto weniger pyrolytischer Graphit muß zur Erzielung eines guten Wärmekontaktes mit der Brennfleckbahn abgeschliffen werden.
- Fig. 2 zeigt auch, daß die Flächen der größten thermischen Leitfähigkeit am Boden der Nut ungefähr parallel zu diesem verlaufen. Das bedutet, daß die Wärme nur sehr schlecht in den Basiskörper hineintransportiert und nach außen abgegeben werden kann. Wie durch die Linie 9 angedeutet, nuß daher der die Lamellen 5 miteinander verbindende Teil des Basiskörpers 1 sowie ein kleiner Teil der Lamellen selbst abgeschliffen werden. Ein dabei auftretender Mangel der mechanischen Festigkeit kann erforderlichenfalls z.B. durch eine geeignete die Anodenscheibe umschließende Halterung beseitigt werden.
- Der so bearbeitete Körper bildet (nach dem Aufbringen der Schwermetallschicht auf die Stirnfläche 8) die Anodenscheibe. Die Wärmeableitung erfolgt dabei überwiegend in der Schicht aus pyrolytischem Graphit zwischen den Lamellen. Durch die Verzahnung der Pyrographitschichten und der Lamellen ergibt sich eine gute mechanische Festigkeit.
- In den Fig. 3 und 4 ist ein der Fig. 2 entsprechender Ausschnitt aus einem mit Pyrographit beschichteten Basiskörper dargestellt, wobei jedoch die Lamellen spitz zulaufen (Fig. 3) bzw. abgerundet sind (Fig. 4) und jeweils gleich weit aus dem Basiskörper 1 herausragen. Es sind jeweils wieder die gleichen Bezugszeichen verwendet wie in Fig. 2. Die Schleifebene zur Aufbringung der Schwermetallbahn muß dabei entsprechend der Lage der Brennfleckbahn geneigt sein. Dies hat den zusätzlichen Vorteil, daß die Flächen der größten thermischen Leitfähigkeit der pyrolytischen Graphitschicht 6 stets unter einem von Null verschiedenen Winkel geschnitten werden. Man erkennt aus den Fig. 3 und 4 aber auch, daß selbst dann, wenn die Höhe der Lamellen von innen nach außen abnehmen würde, so daß die Schleifebene parallel zur Spitze der Lamellen verlaufen würde, die Fläche zum Aufbringen der Schwermetallbahn nicht so weit abgeschliffen werden muß, wie bei Fig. 2, weil die Linien der größten thermischen Leitfähigkeit hierbei nur in einem relativ kleinen Bereich parallel zur Verbindungslinie der Lamellen- sptzen verlaufen.
- Bisher wurde von einem einstückigen Basiskörper ausgegangen, in dem die Lamellenstruktur durch mechanische Barbeitung erzeugt wurde. In Fig. 5 ist nun ein aus mehreren Teilen bestehender Basiskörper dargestellt, der besonders leicht herzustellen ist. Die Herstellung dieses Basiskörpers erfolgt durch Aufwickeln von zwei verschieden breiten Graphitfolien, die z.B. unter der Bezeichnung "Sigraflex" von der Firma Sigri sowie unter der Bezeichnung "Papyex" von der Deutschen Carbone AG auf dem Markt erhältlich sind. Die Wicklung erfolgt dabei so, daß die beiden Graphitfolien mit ihrer unteren Längskante genau zur Deckung kommen. Dadurch ergibt sich zwischen zwei aufeinanderfolgenden Lagen der bereiteren Graphitfolie 11 wegen des dazwischenliegenden Teils der schmaleren Graphitfolie 12 eine spiralförmig verlaufende Nut, deren Tiefe dem Breitenunterschied zwischen den beiden Folien entspricht und deren Breite der Dicke der schmaleren Graphitfolie 12 entspricht. Dabei kann es von Vorteil sein, wenn die schmalere Graphitfolie 12 dicker ist als die breitere Graphitfolie 11, weil dann mehr pyrolytischer Graphit in die Nuten abgeschieden werden kann.
- Das Beschichten mit pyrolytischem Graphit erfolgt so wie in Verbindung mit Fig. 1 beschrieben.
- Wie in Verbindung mit Fig. 2 erläutert, ist es auch bei dieser Ausführungsform zur Verbesserung der Wärmeabfuhr zweckmäßig, den unteren Teil des so gebildeten Basiskörpers, in dem sich die schmalere Graphitfolie befindet, abzuschleifen, so daß die Pyrographitbeschichtung zwischen den einzelnen Lagen des dann noch verbliebenen oberen Teils der breiteren Graphitfolie 11 die Unterseite des so hergestellten Anodenscheibenkörpers erreicht. Dessen Festigkeit wird durch einen an seinem außeren Umfang angebrachten Metallring 13 verbessert.
- Während bei den bisher beschriebenen Ausführungsformen die Lamellen konzentrisch zur Rotationsachse 2 verliefen, verlaufen sie bei der in Fig. 6 in der Draufsicht und in Fig. 7 (ausschnittsweise) in der Seitenansicht dargestellten Ausführungsform radial, d.h. sie liegen in die Rotationsachse enthaltenden Ebenen. Grundsätzlich könnten die Lamellen durch Ausfräsen eines kreisförmigen Körpers hergestellt werden, doch ergäbe sich hierbei ein erheblicher Arbeitsaufwand. Bei der in Fig. 6 dargestellten Ausführungsform sind die Lamellen 5 ebene Plättchen, die am äußeren Umfang eines kreisförmigen Körpers 14 gleichmäßig verteilt befestigt sind. Die Lamellen können dabei in auf dem Umfang des kreisförmigen Körpers 14 vorgesehenen Nuten 15 von geringer Tiefe eingeklemmt werden. Die nachfolgende Pyrographitbeschichtung sorgt dann für eine weitere Verfestigung des Gesamtsystems. Die Lamellen können aus Elektrographit, pyrolytischem Graphit, Graphitfolien, Metall- oder Metallkarbidfolien hergestellt sein.
- Zur Verbesserung der Wärmeableitung müßte auch hier die Beschichtung mit pyrolytischem Graphit teilweise wieder abgetragen werden, und zwar, wie in der Zeichnung angedeutet, längs der Linien 9 und 8 und zweckmäßigerweise auch auf dem äußeren Umfang der Scheibe. Die Brennfleckbahn kann hierbei einerseits auf dem äußeren Scheibenumfang, jedoch auxh auf einer (kegelmantelförmigen) Stirnfläche des mit pyrolytischem Graphit beschichteten Scheibenkörpers angeordnet sein. Der Schnitt (z.B. längs der Linie 8) darf in diesem Fall nicht senkrecht zur Zeichenebene verlaufen, sondern unter einem Winkel längs einer Kegelmantelfläche, die die Wachstumsrichtung der Pyrographitbeschichtung unter einem von 90° abweichenden Winkel schneiden würde.
- Da die in den Fig. 6 und 7 dargestellte Ausführungsform den Wärmetransport in zwei Richtungen gestattet (nach oben und unten, wenn die Brennfleckbahn außen aufgebracht ist und nach unten und außen, wenn die Brennfleckbahn oben aufgebracht ist), ist diese Ausführungsform im Hinblick auf die Ableitung der im Brennfleck erzeugten Wärme besonders günstig.
Claims (19)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19803041249 DE3041249A1 (de) | 1980-11-03 | 1980-11-03 | Koerper, der wenigstens teilweise aus pyrolytischem graphit besteht, insbesondere anodenscheibe fuer eine drehanoden-roentgenroehre und verfahren zu seiner herstellung |
| DE3041249 | 1980-11-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0051335A1 true EP0051335A1 (de) | 1982-05-12 |
| EP0051335B1 EP0051335B1 (de) | 1985-07-03 |
Family
ID=6115757
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81201193A Expired EP0051335B1 (de) | 1980-11-03 | 1981-10-28 | Verfahren zur Herstellung einer Anodenscheibe für eine Drehanoden-Röntgenröhre |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4741011A (de) |
| EP (1) | EP0051335B1 (de) |
| JP (1) | JPS57107545A (de) |
| DE (2) | DE3041249A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011001325A1 (en) * | 2009-06-29 | 2011-01-06 | Koninklijke Philips Electronics N.V. | Anode disk element comprising a conductive coating |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7858384B2 (en) * | 2005-04-29 | 2010-12-28 | Kimberly-Clark Worldwide, Inc. | Flow control technique for assay devices |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2065293A5 (de) * | 1969-10-11 | 1971-07-23 | Siemens Ag |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3819971A (en) * | 1972-03-22 | 1974-06-25 | Ultramet | Improved composite anode for rotating-anode x-ray tubes thereof |
| FR2242775A1 (en) * | 1973-08-31 | 1975-03-28 | Radiologie Cie Gle | Rotary anode for X-ray tubes - using pseudo-monocrystalline graphite for better heat conduction |
| US4335327A (en) * | 1978-12-04 | 1982-06-15 | The Machlett Laboratories, Incorporated | X-Ray tube target having pyrolytic amorphous carbon coating |
| DE2910138A1 (de) * | 1979-03-15 | 1980-09-25 | Philips Patentverwaltung | Anodenscheibe fuer eine drehanoden- roentgenroehre |
-
1980
- 1980-11-03 DE DE19803041249 patent/DE3041249A1/de not_active Withdrawn
-
1981
- 1981-10-28 DE DE8181201193T patent/DE3171251D1/de not_active Expired
- 1981-10-28 EP EP81201193A patent/EP0051335B1/de not_active Expired
- 1981-10-29 US US06/316,165 patent/US4741011A/en not_active Expired - Fee Related
- 1981-11-04 JP JP56177004A patent/JPS57107545A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2065293A5 (de) * | 1969-10-11 | 1971-07-23 | Siemens Ag |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011001325A1 (en) * | 2009-06-29 | 2011-01-06 | Koninklijke Philips Electronics N.V. | Anode disk element comprising a conductive coating |
| US8948344B2 (en) | 2009-06-29 | 2015-02-03 | Koninklijke Philips N.V. | Anode disk element comprising a conductive coating |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0051335B1 (de) | 1985-07-03 |
| DE3041249A1 (de) | 1982-06-09 |
| DE3171251D1 (en) | 1985-08-08 |
| JPS57107545A (en) | 1982-07-05 |
| US4741011A (en) | 1988-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69433547T2 (de) | Gemustertes schleifmittel und verfahren | |
| DE1951383C3 (de) | Röntgenröhren-Drehanode mit einem Verbundkörper aus einem Schwermetallteil und wenigstens einem Graphitteil und Verfahren zu ihrer Herstellung | |
| EP0015993B1 (de) | Bremsscheibe für Scheibenbremsen, insbesondere Fahrzeugbremsen | |
| DE2443354C3 (de) | Drehanodenscheibe für eine Röntgenröhre und Verfahren zu ihrer Herstellung | |
| DE2451485A1 (de) | Verfahren zur metallisierung von ungebranntem keramikmaterial | |
| EP0062764B1 (de) | Verfahren zur Herstellung einer metallischen Dünnfilm-Magnetplatte und Anordnung zur Durchführung dieses Verfahrens | |
| DE3113559A1 (de) | Magnetisches aufzeichnungsmedium und vorrichtung zur herstellung desselben | |
| EP0111728A2 (de) | Verfahren und Vorrichtung zur Herstellung band- oder folienartiger Produkte | |
| EP0016485B1 (de) | Anodenscheibe für eine Drehanoden-Röntgenröhre | |
| DE3145648A1 (de) | Halbleiteranordnung | |
| AT393568B (de) | Magnetwandlerkopf | |
| DE10042132A1 (de) | Selektives Randschichtschmelzen | |
| DE2350807B2 (de) | Röntgenröhre mit einer flüssigkeitsgekühlten Anode | |
| DE2425464B2 (de) | Verfahren zur Herstellung von Dünnschicht-Aperturblenden für Korpuskularstrahlgeräte | |
| DE3408848C2 (de) | Verfahren zur Herstellung von Vielkanalplatten | |
| DE69004506T2 (de) | Verfahren zur Herstellung eines geteilten kreisförmigen Ringes. | |
| EP0051335B1 (de) | Verfahren zur Herstellung einer Anodenscheibe für eine Drehanoden-Röntgenröhre | |
| DE9106611U1 (de) | Kupplungsscheibe | |
| DE69608479T2 (de) | Vorrichtung und Verfahren zur Herstellung von frei stehenden Diamanten | |
| DE2231269A1 (de) | Verfahren zur herstellung eines spaltsiebes | |
| DE1275699B (de) | Verfahren zur Herstellung einer magnetischen Duennschichtanordnung | |
| DE3013441C2 (de) | Anodenteller für eine Drehanoden-Röntgenröhre und Verfahren zu seiner Herstellung | |
| DE2739530A1 (de) | Verfahren zur bildung einzelner photodetektorelemente auf einem substrat sowie nach diesem verfahren hergestellte photodetektoranordnung | |
| EP0010222A1 (de) | Steuerplatte für einen flachen Plasmabildschirm | |
| DE68908908T2 (de) | Vorrichtung zum Trennen von Uranisotopen. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19820726 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: N.V. PHILIPS' GLOEILAMPENFABRIEKEN Owner name: PHILIPS PATENTVERWALTUNG GMBH |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19850703 |
|
| REF | Corresponds to: |
Ref document number: 3171251 Country of ref document: DE Date of ref document: 19850808 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19860630 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19881118 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19881220 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19900703 |