EP0054210A1 - Procédé pour revêtir des tubes métalliques - Google Patents
Procédé pour revêtir des tubes métalliques Download PDFInfo
- Publication number
- EP0054210A1 EP0054210A1 EP81109982A EP81109982A EP0054210A1 EP 0054210 A1 EP0054210 A1 EP 0054210A1 EP 81109982 A EP81109982 A EP 81109982A EP 81109982 A EP81109982 A EP 81109982A EP 0054210 A1 EP0054210 A1 EP 0054210A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- powder
- hardener
- epoxy
- epoxy resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 19
- 238000000576 coating method Methods 0.000 title claims abstract description 15
- 239000011248 coating agent Substances 0.000 title claims abstract description 12
- 239000000843 powder Substances 0.000 claims abstract description 21
- 239000004698 Polyethylene Substances 0.000 claims abstract description 16
- -1 polyethylene Polymers 0.000 claims abstract description 16
- 229920000573 polyethylene Polymers 0.000 claims abstract description 16
- 239000002184 metal Substances 0.000 claims abstract description 10
- 239000004593 Epoxy Substances 0.000 claims abstract description 7
- 239000011230 binding agent Substances 0.000 claims abstract description 7
- 229920000728 polyester Polymers 0.000 claims abstract description 6
- 239000002131 composite material Substances 0.000 claims abstract description 5
- 229920000058 polyacrylate Polymers 0.000 claims abstract description 3
- 239000004814 polyurethane Substances 0.000 claims abstract description 3
- 229920002635 polyurethane Polymers 0.000 claims abstract description 3
- 230000007797 corrosion Effects 0.000 claims description 9
- 238000005260 corrosion Methods 0.000 claims description 9
- 239000004848 polyfunctional curative Substances 0.000 claims description 9
- 239000000758 substrate Substances 0.000 claims description 9
- 239000003822 epoxy resin Substances 0.000 claims description 8
- 229920000647 polyepoxide Polymers 0.000 claims description 8
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 claims description 6
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical group NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 claims description 4
- 229920001187 thermosetting polymer Polymers 0.000 claims description 4
- 238000004132 cross linking Methods 0.000 claims description 2
- 239000000945 filler Substances 0.000 claims description 2
- 239000000155 melt Substances 0.000 claims description 2
- 239000000203 mixture Substances 0.000 claims description 2
- 239000000049 pigment Substances 0.000 claims description 2
- 239000004922 lacquer Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 17
- 238000012360 testing method Methods 0.000 description 8
- 229920001038 ethylene copolymer Polymers 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 239000011247 coating layer Substances 0.000 description 3
- 230000008595 infiltration Effects 0.000 description 3
- 238000001764 infiltration Methods 0.000 description 3
- 239000004971 Cross linker Substances 0.000 description 2
- 244000089486 Phragmites australis subsp australis Species 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 229920006243 acrylic copolymer Polymers 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- OAKJQQAXSVQMHS-UHFFFAOYSA-N Hydrazine Chemical compound NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 description 1
- 239000002318 adhesion promoter Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000012031 short term test Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/52—Two layers
- B05D7/53—Base coat plus clear coat type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
- B05D7/148—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies using epoxy-polyolefin systems in mono- or multilayers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/56—Three layers or more
- B05D7/57—Three layers or more the last layer being a clear coat
Definitions
- the invention relates to a method for the outer coating of a metal tube with at least two organic composite layers and subsequent polyethylene sheathing by applying at least one layer which promotes adhesion and corrosion protection to the metallic substrate and further application of at least one layer which promotes polyethylene.
- the coating of metal pipes with polyethylene is done in practice so that the pipe first receives a layer of, for example, an acrylic-ethylene copolymer, which serves as an adhesion promoter between the metal substrate on the one hand and the polyethylene coating on the other.
- these materials are applied in various ways, e.g. by the powder-litter method, by tube extrusion or foil winding method. Combinations of these application methods can also be used.
- the object of the invention was to provide an improved method with higher corrosion protection and improved long-term adhesion under corrosion stress while avoiding the above disadvantages.
- This object is achieved by a process for the external coating of a metal pipe with at least two organic composite layers and subsequent polyethylene sheathing by applying at least one layer which promotes adhesion and corrosion protection to the metallic substrate, then applying at least one layer which promotes the subsequent polyethylene, which is characterized in that the is applied as a powder to the preheated metal pipe to the metallic substrate, where it melts thermally into a film and is crosslinked thermosetly.
- the crosslinking layer is then applied with the layer which provides adhesion to the subsequent polyethylene and which consists of an acrylic / ethylene copolymer which is known per se consists.
- a great advantage of the method according to the invention is that the powder which forms the layer which promotes adhesion to the metallic substrate can be applied with the known application devices for powder coatings, with a high efficiency which, by interposing powder recovery devices, achieves a material yield of approximately 99%.
- the powder that forms the layer that promotes adhesion to the metallic substrate is thermosetting powder coatings based on polyacrylate, epoxy, polyurethane, epoxy polyester and polyester binders.
- powder coatings based on epoxy binders are preferably proposed which act as a crosslinker which acts as a heat crosslinker. Contain cyan diamide hardener or its derivatives.
- epoxy resin based on bisphenol A 20 to 2% by weight dicyandiamide hardener or its derivatives contains, whereby the sum of epoxy resin and hardener is always 100%.
- pigments and / or fillers can be added to 100% of the epoxy resin hardener mixture.
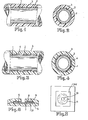
- 1 denotes the steel pipe.
- 2 is the acrylic-ethylene copolymer layer and 3 the subsequent polyethylene coating.
- the steel tube is also identified by 1 in FIGS. 3 and 4.
- the thermosetting cross-linked powder layer thermally melted into a film is designated by 4.
- the acrylic / ethylene copolymer layer 2 and the polyethylene sheathing 3 are then arranged thereon.
- the entire structure is produced in such a way that a steel tube passes through a heating device in which it is heated to 250.degree.
- the thermosetting powder is then applied using a suitable electrostatic application device.
- An extruded film strip made of acrylic-ethylene copolymer is then wound onto the hardening layer and then an extruded film strip made of polyethylene is then wound up. The whole is pressed onto the pipe surface with an elastic pressure roller and the pipe thus coated is then cooled.
- FIGS. 3 and 4 The structure shown in FIGS. 3 and 4 was compared in a stricter short-term test based on the ASTM test G8-72T (cathodic debonding test) at -1.9 volts with the structure shown in FIGS. 1 and 2. It was found here that the structure shown in FIGS. 1 and 2 had infiltrated to a length of 30 mm after two to three days, while the structure produced by the process according to the invention and shown in FIGS. body only showed an infiltration of less than 6 mm after 30 days.
- FIGS. 5 and 6 show the structure of the test specimens for the comparative test.
- FIG. 6 shows a steel plate 6 inserted in a polyethylene plate 5, which has a hardened powder coating layer 7, an acrylic-ethylene copolymer layer 8 and a polyethylene plate 9.
- the assessment of the test plate is shown in FIG. 5, with the infiltration at the applied voltage of -1.9 volts starting from the bore, which in the example has a diameter of 6 mm and is designated by 10, and measured along the arrow 11 in millimeters becomes.
- the curve denoted by 8 shows the comparison values obtained without the powder coating layer applied according to the invention and the curve denoted by 9 shows the values which were obtained with a casing produced by the method according to the invention and using a first powder coating layer.
- the improvement obtained by the method according to the invention has an effect in practice due to the high level of insensitivity during transport and laying of the pipes as well as by significantly increasing their stability and reliability.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Laminated Bodies (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Protection Of Pipes Against Damage, Friction, And Corrosion (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3046263 | 1980-12-09 | ||
| DE19803046263 DE3046263C2 (de) | 1980-12-09 | 1980-12-09 | Verfahren zum Ummanteln eines Metallrohres |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0054210A1 true EP0054210A1 (fr) | 1982-06-23 |
Family
ID=6118644
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81109982A Withdrawn EP0054210A1 (fr) | 1980-12-09 | 1981-11-28 | Procédé pour revêtir des tubes métalliques |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0054210A1 (fr) |
| DE (1) | DE3046263C2 (fr) |
| ES (1) | ES507823A0 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0183930A1 (fr) * | 1984-12-06 | 1986-06-11 | Hoesch Aktiengesellschaft | Méthode de fabrication pour un tuyau métallique avec une couche protectrice contre la corrosion et les chocs |
| EP0698422A1 (fr) * | 1994-06-22 | 1996-02-28 | Bayer Ag | Procédé pour l'isolation des tubes |
| EP0822012A1 (fr) * | 1996-07-30 | 1998-02-04 | Elf Atochem S.A. | Revêtement de surfaces métalliques son application aux tubes et aux câbles |
| RU2203350C2 (ru) * | 1999-10-20 | 2003-04-27 | Открытое акционерное общество "НПО Энергомаш им. акад. В.П. Глушко" | Способ защиты от коррозии разъемных соединений |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3229563A1 (de) * | 1982-08-07 | 1984-02-23 | Hoechst Ag, 6230 Frankfurt | Verfahren zur beschichtung von metallischen substraten und verwendung der nach diesem verfahren hergestellten erzeugnisse |
| GB2145639A (en) * | 1983-08-25 | 1985-04-03 | Shaw Ind Ltd | Impact-resistant, moisture-impermeable resinous coatings and method of applying the same to an object |
| JP2709483B2 (ja) * | 1988-09-17 | 1998-02-04 | 臼井国際産業株式会社 | 被覆金属管材における被覆形成方法 |
| DE19843375C2 (de) | 1998-09-10 | 2003-02-13 | Sedra Asphalt Technik Biebrich | Isolierende Ummantelung für Spurstangen |
| CN108692134B (zh) * | 2018-07-06 | 2023-09-26 | 辽宁凌勃防腐工程科技有限公司 | 一种内外双防腐涂塑复合管及其一次成型工艺 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2020901A1 (de) * | 1969-09-15 | 1971-05-13 | Continental Can Co | Verfahren zum Herstellen von Metallgegenstaenden sowie Metallgegenstand mit einer mit Polyaethylen ueberzogenen Oberflaeche |
| FR2252187A1 (fr) * | 1973-11-22 | 1975-06-20 | Mitsui Petrochemical Ind |
-
1980
- 1980-12-09 DE DE19803046263 patent/DE3046263C2/de not_active Expired
-
1981
- 1981-11-28 EP EP81109982A patent/EP0054210A1/fr not_active Withdrawn
- 1981-12-09 ES ES507823A patent/ES507823A0/es active Granted
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2020901A1 (de) * | 1969-09-15 | 1971-05-13 | Continental Can Co | Verfahren zum Herstellen von Metallgegenstaenden sowie Metallgegenstand mit einer mit Polyaethylen ueberzogenen Oberflaeche |
| FR2252187A1 (fr) * | 1973-11-22 | 1975-06-20 | Mitsui Petrochemical Ind |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0183930A1 (fr) * | 1984-12-06 | 1986-06-11 | Hoesch Aktiengesellschaft | Méthode de fabrication pour un tuyau métallique avec une couche protectrice contre la corrosion et les chocs |
| EP0698422A1 (fr) * | 1994-06-22 | 1996-02-28 | Bayer Ag | Procédé pour l'isolation des tubes |
| US5534299A (en) * | 1994-06-22 | 1996-07-09 | Bayer Aktiengsellschaft | Process for insulating pipes |
| EP0822012A1 (fr) * | 1996-07-30 | 1998-02-04 | Elf Atochem S.A. | Revêtement de surfaces métalliques son application aux tubes et aux câbles |
| US5993924A (en) * | 1996-07-30 | 1999-11-30 | Elf Atochem S. A. | Coating of metal surfaces, its application to tubes and to cables |
| US6291024B1 (en) | 1996-07-30 | 2001-09-18 | Elf Atochem S.A. | Coating of metal surfaces, its application to tubes and to cables |
| RU2203350C2 (ru) * | 1999-10-20 | 2003-04-27 | Открытое акционерное общество "НПО Энергомаш им. акад. В.П. Глушко" | Способ защиты от коррозии разъемных соединений |
Also Published As
| Publication number | Publication date |
|---|---|
| ES8305601A1 (es) | 1983-04-16 |
| DE3046263A1 (de) | 1982-06-16 |
| DE3046263C2 (de) | 1982-12-09 |
| ES507823A0 (es) | 1983-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2944809A1 (de) | Beschichteter gegenstand und verfahren zum applizieren einer schutzschicht auf gegenstaende, insbesondere metallrohre | |
| EP0100992A2 (fr) | Procédé de revêtement de substrats métalliques et utilisation des objets ainsi obtenus | |
| DE2939399A1 (de) | Verfahren zum beschichten von rohren und dabei erhaltene rohre | |
| DE69014063T2 (de) | Bandumhüllung. | |
| DE3046263C2 (de) | Verfahren zum Ummanteln eines Metallrohres | |
| DE19531708A1 (de) | Korrosionsbeständige Überzugsanordnung aus Harz auf einem Metallrohr | |
| DE3588106T2 (de) | Schützen von Gegenständen | |
| EP0178404B1 (fr) | Tuyau métallique avec un anticorrosif et méthode pour sa fabrication | |
| DE2832235C3 (de) | Verfahren zum direkten Verbinden von Kautschuk mit Metalloberflächen | |
| DE2519046B2 (de) | Verfahren zum Aufbringen einer Schicht aus Polyäthylen auf ein Stahlrohr | |
| DE2255084B2 (de) | Verbundrohr und Verfahren zu seiner Herstellung | |
| EP0679853B1 (fr) | Revêtement pour plaques tubulaires et tubes de refrigérant pour échangeurs de chaleur | |
| DE3101684A1 (de) | "verfahren zur beschichtung von metallrohren und verwendung der nach diesem verfahren hergestellten rohre" | |
| EP0054209A1 (fr) | Procédé pour revêtir des tubes métalliques | |
| EP0198144B2 (fr) | Procédé pour envelopper un tube d'acier | |
| DE102019200848A1 (de) | Beschichtungsanordnung für Mg-Bauteile | |
| DE3825200C1 (en) | Process for coating plastic components with metals | |
| EP0132219A1 (fr) | Tuyau enduit d'anticorrosif avec une couche protectrice mécanique | |
| AT243039B (de) | Verfahren zum Herstellen von Schutzüberzügen auf metallischen Werkstücken | |
| DE2743379C3 (de) | Verfahren zum Auftragen eines Schutzüberzuges auf Stahloberflächen | |
| DE3512528C2 (fr) | ||
| DE3741627C1 (de) | Verfahren zum kontinuierlichen Ummanteln von Stahlrohren mit Kunststoff | |
| AT341200B (de) | Verfahren zum kontinuierlichen ummanteln eines metallrohres | |
| DE3508811A1 (de) | Verfahren zum ummanteln eines stahlrohres | |
| DE102012007203B4 (de) | Verfahren und Einrichtung zur Erhöhung der Leistung einer Hohlladung mit kunststoffgebundenem Sprengstoff bei tiefen Temperaturen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19820510 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19831125 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: LINDNER, WERNER Inventor name: PIESER, HORST Inventor name: DORS, BERNHARD, DR. Inventor name: KOPKA, GEORG |