EP0084471A1 - Machine à tisser sans navette à grande vitesse - Google Patents
Machine à tisser sans navette à grande vitesse Download PDFInfo
- Publication number
- EP0084471A1 EP0084471A1 EP83400026A EP83400026A EP0084471A1 EP 0084471 A1 EP0084471 A1 EP 0084471A1 EP 83400026 A EP83400026 A EP 83400026A EP 83400026 A EP83400026 A EP 83400026A EP 0084471 A1 EP0084471 A1 EP 0084471A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- crowd
- machine
- distance
- frames
- weft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D47/00—Looms in which bulk supply of weft does not pass through shed, e.g. shuttleless looms, gripper shuttle looms, dummy shuttle looms
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D41/00—Looms not otherwise provided for, e.g. for weaving chenille yarn; Details peculiar to these looms
Definitions
- the present invention relates to the textile industry and, more particularly, shuttleless weaving machines in which the weft thread is inserted into the shed by means of a weft pass consisting of one or two rigid needles (most often, two needles animated by opposite alternative movements which exchange the thread substantially in the middle of the width), or by a projectile, or by any other device allowing the weft thread to cross the crowd.
- the invention relates more particularly to weaving machines of large width, weaving at least 140 cm wide.
- the breaks in the warp yarn come partly from the fatigue of the yarn (alternating elongations, number of elongation cycles undergone by each point of the yarn, wear of the yarns by circulation in the smooth, percussion between the threads of the two layers forming the crowd when the layers cross) and, on the other hand, the impact of a moving organ, for example a weft insertion needle, against a chain when the crowd is badly opened and two wires have remained hooked to each other at the cross (formation of Y).
- the warp threads are unwound from the beam, pass over a rear thread-carrying roller, then through the heddle eyelets carried by several frames and then through the comb.
- the weft thread is inserted into the crowd in front of the comb, by the weft needles activated by their drive mechanism, then the weft thread thus deposited is pressed by the comb against the edge of the already formed fabric.
- the distance a between the facade and the first frame is between 120 and 250 mm, while the total opening angle of the crowd is generally around 25 ° (2 x 12 ° 5) without exceeding 30 ° (2 x 15 °), so as not to impose excessive alternative elongations on the warp threads.
- the object of the invention is to remedy these drawbacks of conventional weaving machines and to allow them to operate at a much higher rate than hitherto, for example around 400 to 500 strokes / minute, without increasing the average frequency. timetable of stops, this result being obtained, mainly, thanks to a relatively new arrangement of the chain control bodies.
- the subject of the invention is a shuttleless weaving machine, in which the warp threads unwinding from the beam pass over a rear thread holder, then through the eyelets of the heddles carried by several frames, then through the teeth. of the comb to finally reach the front line where the fabric is formed, said machine being characterized in that the first frame is arranged at a distance a from the front line and at a distance b from the rear thread holder such that the ratio ⁇ is equal to or greater than 10.
- the abovementioned ratio b is of the order of 12 to 15.
- this new arrangement makes it possible to use a larger crowd opening angle than in the past, for example between 30 ° and 35 ° (2 x 15 to 2 x 17.5).
- Figure 1 is not to scale in the horizontal and vertical directions and that only the first frame C 1 and the second frame C 2 have been shown which divide the chain in two layers 20-20 ', while the number of frames is generally much greater.
- the distance a is that measured between the facade line 14 and the first frame C 1
- the distance b is that measured between this first frame C 1 and the rear thread holder 6.
- the depth a + b or a '+ b' of the loom is identical.
- One of the causes of breakage of a chain wire is the fatigue of the wire caused by the alternating elongations which it undergoes because of the movement of raising and lowering of the frames.
- E the ratio between the length AB of the wire ( Figure 4) in the middle position (at the crossroads) and the length AC + CB when the crowd is at full opening, it is obvious that E depends on a and report .
- FIG. 5 shows the variation in the elongation rates at the first frame as a function of the opening angle a of the crowd.
- Curves 1-2-3 relate to traditional trades with respective ratios of 5, 7 and 9.
- Curves 4-5-6- 7 relate to trades according to the invention having respectively ratios from 11, 13, 15 and 17.
- the fatigue rate becomes 0.32, i.e. an 18% reduction despite an appreciable increase in the opening angle of the crowd, an increase which is very favorable, as we will see later, in the case of threads which do not uncross well, but which, in conventional trades cannot be applied since it increases the rate of elongation (see FIG. 4).
- Another cause of fatigue is the wear caused by the circulation of the wire 20 in the heald eyelet 8-8 'with each movement of the frames C 1 , C 2 ...
- part of this elongation can be compensated by a lateral flexion of the healds, but if the elongation is significant it is the wire which ends up moving in the heald eyelet and this friction produces wear of the wire, source of breakage.
- FIG. 6 shows the two plies of warp threads 20-20 ′, the front line 14, the eyelets 8-8 ′ of the heddles carried by the first two frames C 1 -C 2 and the bisector AB of the fcu- le.
- ADC Y-component angle
- FIG. 6 represents the formation of a "Y" of maximum angle e on a conventional loom, with normal crowd (for example where a ′ is of the order of 130 mm) and we have represented, at the same scale, in FIG. 7, the formation of a "y" of the same maximum angle ⁇ on a "reduced crowd” loom in accordance with the invention (for example where a is of the order of 65 mm) with opening from the crowd 2a.
- Y of angle less than 8 can also form, closer to the facade, in the area DA, but these Y are less harmful since they are further from the line where is filed the frame.
- the frames which are subject to alternating displacements of fairly large amplitude, have fairly large heights, so that to be sufficiently rigid, they always have a thickness of between 10 and 16 mm, the thickness the most common being 12 mm.
- the thickness of the frames can be reduced without inconvenience.
- the frames have a thickness e which does not exceed 7 mm.
- Another cause of fatigue and breakage of the warp threads is the number of alternating cycles of elongation that each point of the thread undergoes, from the moment it leaves the beam to the moment it reaches the front line. To reduce this fatigue, it is therefore desirable to reduce this number of cycles.
- the distance a is less than 75 mm (an advantageous dimension being 70 mm) and that the ratio - is advantageously 15.
- the depth a + b of the loom in accordance with the invention would be 1120 mm, a reduction of 25.3%.
- the number of alternating cycles of elongation undergone by one point of the thread before being woven is reduced in the case indicated above. also 25.3% compared to what happens on a traditional job, which further distances the thread from its critical rate of fatigue and reduces the number of breaks.
- the depth is chosen between 900 and 1200 mm, so as to obtain the best compromise between the advantages obtained.
- the opposite reciprocating movement of the two weft-passing needles can be produced by any known mechanism, for example by a conventional mechanism called “diamond", but according to a preferred embodiment, which will be described in About FIG. 11, a so-called “balanced Cardan circle” mechanism is used, such as that described in French patent No. 2,477,586.
- the large width machine (for example equal to or greater than 1 meter 40) shown diagrammatically in FIG. 10 comprises a frame 31 which supports a beam 4 from which the warp threads 2 unfold in any known manner.
- the beam is shown in the upper part of the machine, but it can occupy any other position well known to those skilled in the art.
- the weft threads 12 are unwound from one or more reels such as 32 placed outside the machine.
- the weft threads are inserted, in a known manner, using two needles 13-13 'each performing an alternating movement, the elongated maximum tion leads the pliers 33-33 'substantially in the middle of the width.
- the weft thread brought by the needle 13 is then taken by the needle 13 'which makes it travel the second half of the crowd.
- the comb 10 driven by the leaf 34 cups the newly inserted pick against the front line of the fabric 16 which is wound on the roller 18.
- each of the needles 13-13 ' is controlled by a mechanism 35-35' describing a Cardan circle and communicating to the corresponding needle a sinusoidal movement.
- Such a mechanism when produced according to the aforementioned patent makes it possible to actuate the needles, with safe exchange of the weft thread, at a rate of approximately 450 to 600 strokes / minute.
- the mass and the amplitude of movement of the parts in reciprocating motion prevent correct operation at such rates.
- the frames have a stroke reduced by about half (see Figures 8 and 9) and their weight is much lower, since their thickness does not exceed 7 mm instead of 12 mm on average on a conventional loom.
- the height of the comb therefore its weight, is also reduced by about half and its stroke, at the level of the bisector of the crowd, does not exceed approximately 50 mm (44 mm for a distance a of 65 mm) instead of 100 mm approximately on a conventional loom.
- FIG. 11 shows the different phases of a weaving cycle during which the mechanism 35-35 ′ for actuating the needles describes the circumference y.
- the pliers 33-33 'of the needles 13-13' exchange the weft in the middle of the width. Between E and F, the needles 13-13 'stand out in such a way that at F the pliers 33-33' have reached the edges of the width, then continue to move back to G. Then they start in the opposite direction and the needle 13 grasps the thread 12 around H, just before entering the crowd, and transports it to the middle of the width where the clamp 33 reaches E.
- the needles are completely pulled out of the crowd and it is during this period that the comb is struck and at least part of the movement of the frames to change the crowd, so that the crowd is completely open when the needles re-enter the crowd (point H).
- the FGH arc measures approximately 120 ° (1/3 of the cycle) because the inertia of the entire comb and leaf, as well as that of the frames, prevents the duration of the strike from being reduced .
- the inertia of the organs driven by an alternating movement is much lower and it is possible to actuate these organs on a much reduced arc of the machine cycle, for example 90 ° or 100 ° only for the movement of the leaf.
- the speed of the clamp 33 animated by a sinusoidal movement is proportional to the sine of the angle. This speed is therefore greater in H than in H '. If the weft thread 12 is gripped by the clamp 33 takes place at H ′, the shock absorbed by the thread 12 will be less, therefore the risk of breakage will be reduced.
- the hands 13-13 will benefit from an increased cycle time (260 to 270 ° instead of 240 °) for the useful portion of their stroke in the crowd.
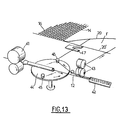
- FIG. 13 A part of a loom according to the invention is shown diagrammatically in FIG. 13 in which the weft is inserted by means of a system called "inertia", for example of the kind described in French patent No. 2,477. 587.
- the pick to be inserted forms a loop of which one strand is held and the other free.
- the latter is accelerated to a given speed which gives the wire kinetic energy proportional to its mass. This kinetic energy is used to propel the loop through the crowd; the loop moves gradually until the end of the free strand has reached the edge opposite the side of the launch.
- the launching system with inertia can essentially comprise: a deliverer 41 delivering the pick 12 into an accumulation member 42; insertion rollers 43; a turntable 44 provided with clamps 45-46; and a knife 47.
- the pick is launched, in a loop, in crowd F, by the launching rollers 43.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Looms (AREA)
Abstract
Description
- La présente invention concerne l'industrie textile et, plus particulièrement, les machines à tisser sans navette dans lesquelles le fil de trame est inséré dans la foule au moyen d'un passe-trame constitué par une ou deux aiguilles rigides (le plus souvent, deux aiguilles animées de mouvements alternatifs opposés qui échangent le fil sensiblement au milieu de la laize), ou par un projectile, ou par tous autres dispositifs permettant au fil de trame de traverser la foule. L'invention vise plus particulièrement encore les machines à tisser de grande largeur, tissant au moins en 140 cm de large.
- Depuis plusieurs années, les constructeurs ont cherché à fabriquer des machines de ce type battant de plus en plus vite, pour augmenter la production.
- Mais on est rapidement limité dans l'augmentation des cadences, car le nombre des arrêts de la machine par heure, notamment pour casse de fil, augmente très vite lorsqu'on accroît la cadence, ce qui peut conduire, en fait, à une baisse de productivité.
- Les casses de fil de chaîne proviennent, pour une part, de la fatigue du fil (élongations alternées, nombre de cycles d'élongation subis par chaque point du fil, usure des fils par circulation dans les lisses, percussion entre les fils des deux nappes formant la foule au moment de la croisure des nappes) et, pour une autre part, du choc d'un organe en mouvement, par exemple une aiguille d'insertion de trame, contre un fil de chaîne lorsque la foule est mal ouverte et que deux fils sont restés accrochés l'un à l'autre à la croisure (formation de Y).
- Une autre cause d'incident au cours du tissage à cadence élevée est le mauvais échange du fil de trame, vers le milieu de la laize, entre l'aiguille d'amenée et l'aiguille de tirage.
- On va rappeler maintenant les éléments essentiels d'une machine à tisser du type précité.
- Les fils de chaîne se déroulent de l'ensouple, passent sur un rouleau porte-fil arrière, puis à travers les oeillets de lisses portées par plusieurs cadres et ensuite à travers le peigne. Le fil de trame est inséré dans la foule en avant du peigne, par les aiguilles passe-trame actionnées par leur mécanisme d'entraînement, puis le fil de trame ainsi déposé est tassé par le peigne contre la ligne de façure du tissu déjà formé.
- Jusqu'à présent, tous les métiers classiques à aiguilles ont une disposition relative des organes de contrôle de la chaîne sensiblement identique, qui est d'ailleurs dérivée de celle des métiers à navette. C'est ainsi que si on appelle a la distance entre la ligne de façure et le premier cadre, et b la distance entre ce premier cadre et le porte-fil arrière (la distance a + b étant la "profondeur" totale du métier), on constate que pour tous ces métiers, le rapport 1 est compris entre 5 et 9 environ, avec une profondeur de l'ordre de 1200 à 1500 mm. De façon classique, la distance a entre la façure et le premier cadre est comprise entre 120 et 250 mm, tandis que l'angle total d'ouverture de la foule est généralement de 25° environ (2 x 12°5) sans dépasser 30° (2 x 15°), pour ne pas imposer aux fils de chaîne des élongations alternatives excessives.
- Ces choix des caractéristiques et des dimensions étaient considérés comme les plus avantageux et donnaient des résultats satisfaisants pour les cadences de frappe habituelles jusqu'à présent, par exemple d'environ 240 à 300 coups/minute.
- Mais, comme on l'a indiqué précédemment, les tentatives pour augmenter substantiellement les cadences de frappe sur de telles machines conduisaient à des incidents de fonctionnement, obligeant à arrêter la machine et réduisant ou même annulant les avantages de production escomptés.
- On reviendra plus en détail, dans ce qui suit, sur les phénomènes qui peuvent provoquer des ruptures de fil et, plus généralement, des incidents de fonctionnement.
- L'invention a pour but de remédier à ces inconvénients des machines à tisser classiques et de permettre de les faire fonctionner à une cadence beaucoup plus élevée que jusqu'à présent, par exemple 400 à 500 coups/minute environ, sans augmenter la fréquence moyenne horaire des arrêts, ce résultat étant obtenu, principalement, grâce à une disposition relative nouvelle des organes de contrôle de la chaîne.
- L'invention a pour objet une machine à tisser sans navette, dans laquelle les fils de chaîne se déroulant de l'ensouple passent sur un porte-fil arrière, puis à travers les oeillets des lisses portées par plusieurs cadres, puis à travers les dents du peigne pour aboutir enfin à la ligne de façure où se forme le tissu, ladite machine étant caractérisée en ce que le premier cadre est disposé à une distance a de la ligne de façure et à une distance b du porte-fil arrière telles que le rapport â est égal ou supé- rieur à 10.
- De préférence, le rapport b précité est de a l'ordre de 12 à 15.
- La profondeur (a + b) des métiers à tisser sans navette, à aiguilles rigides, étant à peu près fixée, par des impératifs de construction, comme on l'a indiqué précédemment, il en résulte que, sur un métier conforme à l'invention, la profondeur de la foule comprise entre la ligne de façure et le premier cadre (distance a) est environ 2 à 2,5 fois plus courte que sur un métier à aiguilles classique et n'excède pas 75 mm environ.
- La demanderesse est arrivée à cette conclusion surprenante que, grâce à cette nouvelle disposition relative des organes de contrôle de la chaîne, on réduisait dans une mesure considérable la fatigue des fils de chaîne en même temps que les autres causes de rupture des fils ou d'arrêt de la machine.
- Au surplus, cette disposition nouvelle permet d'utiliser un plus grand angle d'ouverture de foule que par le passé, par exemple entre 30° et 35° (2 x 15 à 2 x 17,5).
- On verra également dans ce qui suit que cette disposition nouvelle permet de réduire l'amplitude des déplacements alternatifs et le poids de certains organes de contrôle de la chaîne par rapport aux métiers classiques, grâce à quoi les mécanismes du métier peuvent fonctionner sans inconvénient à des cadences beaucoup plus élevées que sur les métiers classiques.
- Il est apparu que tous ces résultats avantageux isolés ont un effet cumulatif, si bien qu'il est devenu possible, sur un métier conforme à l'invention, d'utiliser pleinement les performances autorisées par des mécanismes perfectionnés d'actionnement des aiguilles, notamment des mécanismes dits "à cercle de Cardan équilibré". Un tel mécanisme a été décrit dans le brevet français No. 2.477.586 au nom de la demanderesse. Grâce à cet effet cumulatif, on a pu attein- dre les cadences de frappe d'environ 450 à 600 coups/ minute, au lieu de 240 à 300 avec les machines connues jusqu'à présent.
- L'invention sera mieux comprise à la lecture de la description détaillée qui suit et à l'examen des dessins annexés qui représentent, à titre d'exemple non limitatif, un mode de réalisation de l'invention.
- La figure 1 est une vue schématique montrant les organes principaux de contrôle des fils de chaîne sur un métier à tisser sans navette, à aiguilles.
- La figure 2 montre la disposition relative de ces organes et la géométrie de la chaîne dans un métier conforme à l'invention.
- La figure 3 montre, à la même échelle que la figure 2, la disposition relative de ces organes et la géométrie de la chaîne dans un métier classique.
- La figure 4 est un schéma montrant l'élongation des fils de chaîne lorsque la foule est ouverte.
- La figure 5 montre les courbes du taux d'élongation des fils de chaîne en fonction de l'angle d'ouverture de la foule pour différents rapports â.
- Les figures 6 et 7 illustrent la formation des "Y" respectivement sur un métier classique et sur un métier conforme à l'invention.
- Les figures 8 et 9 montrent la disposition des cadres respectivement sur un métier classique et sur un métier conforme à l'invention.
- La figure 10 est une vue de face d'un mode de réalisation d'un métier suivant l'invention, avec insertion de trame par deux aiguilles rigides.
- La figure 11 est un diagramme d'un cycle de fonctionnement de la machine.
- La figure 12 est une vue schématique de la commande du peigne dans une machine suivant l'invention.
- La figure 13 est une vue partielle schématique d'un métier suivant l'invention, avec insertion de trame par un dispositif passe-trame à inertie.
- Sur la représentation schématique de la figure 1, on voit la chaîne 2 qui se déroule de l'ensouple 4, passe sur le porte-fil arrière 6, passe dans les oeillets 8-8' portés par les cadres C1-C2, puis à travers les dents du peigne 10. Le fil de trame 12 est déposé dans la foule F par une aiguille 13 puis est tassé par le peigne contre la ligne de façure 14 à partir de laquelle le tissu formé 16 s'enroule sur un rouleau porte-tissu 18.
- Il faut bien noter que, pour plus de clarté, la figure 1 n'est pas à l'échelle dans les sens horizontaux et verticaux et qu'on a fait figurer seulement le premier cadre C1 et le deuxième cadre C2 qui divisent la chaîne en deux nappes 20-20', alors que le nombre de cadres est généralement beaucoup plus grand.
- La distance a est celle mesurée entre la ligne de façure 14 et le premier cadre C1, tandis que la distance b est celle mesurée entre ce premier cadre C1 et le porte-fil arrière 6.
- On a représenté sur la figure 2, à l'échelle, dans le sens vertical et horizontal, la disposition relative des organes de contrôle de la chaîne dans un métier conforme à l'invention dans lequel le rapport 1 est supérieur à 10 (rapport 1 = 15, sur la figure 2) et dans lequel l'angle 2a d'ouverture de la foule est de 35° environ.
- On a représenté, par comparaison, sur la figure 3, à la même échelle, la disposition des mêmes organes dans un métier connu jusqu'à présent dans lequel le rapportest compris entre 5 et 9 (rap- port


- Au simple examen de ces deux figures, on voit combien la "géométrie" de la foule est différente, malgré des angles d'ouverture de la foule voisins, et même plus grands dans le cas de la figure 2. Ceci est particulièrement vrai si on considère la partie de la foule (indiquée en hachurée) comprise entre la façure et le premier cadre qui est beaucoup plus "réduite" sur la figure 2 que sur la figure 3. C'est pourquoi, dans ce qui suit, on utilisera la dénomination "foule réduite" pour désigner la foule particulière prévue sur un métier suivant l'invention et la dénomination "foule classique" pour les métiers utilisés jusqu'à présent.
- On va maintenant examiner les avantages procurés par cette foule réduite.
- L'une des causes de rupture d'un fil de chaîne est la fatigue du fil causée par les élongations alternées qu'il subit à cause du mouvement de monte et baisse des cadres.
- Si on appelle taux d'élongation E le rapport entre la longueur AB du fil (figure 4) en position moyenne (à la croisure) et la longueur AC + CB lorsque la foule est à pleine ouverture, il est évident que E dépend de a et du rapport

- On a représenté sur la figure 5 la variation des taux d'élongation au premier cadre en fonction de l'angle d'ouverture a de la foule. Les courbes 1-2-3 concernent des métiers classiques ayant respectivement des rapports


- Jusqu'à présent, sur les métiers classiques, on acceptait des taux d'élongation d'environ 0,40 % au premier cadre (par exemple 0,39 % avec
- Grâce à l'invention, le taux d'élongation est ramené entre 0,20 et 0,30 environ pour un même angle a (par exemple 0,23 avec

- Une autre cause de fatigue est l'usure causée par la circulation du fil 20 dans l'oeillet de lisse 8-8' à chaque mouvement des cadres C1, C2 ... En effet, lorsque le fil subit une élongation en position ouverte de la foule, une partie de cette élongation peut être compensée par une flexion latérale des lisses, mais si l'élongation est importante c'est le fil qui finit par se déplacer dans l'oeillet de lisse et ce frottement produit une usure du fil, source de rupture.
- L'élongation, donc la fatigue, des fils de chaine étant réduite grâce à l'invention, on diminue donc également l'usure par circulation du fil, d'autant plus que le point de friction sur les oeillets est plus proche d'un point fixe (la ligne de façure), si bien qu'un point du fil au contact d'un oeillet de lisse se déplace moins que dans un métier classique.
- Ces deux résultats avantageux (réduction du taux d'élongation et réduction de l'usure par circulation du fil) ont un effet cumulatif, et non pas seulement additionnel, car le fil travaille dans des conditions plus éloignées de ses conditions de fatigue critiques.
- Comme on l'a indiqué dans l'introduction de la présente demande, une autre cause de rupture d'un fil de chaîne ou d'une insertion incomplète d'un fil de trame est le choc d'une des aiguilles contre un fil lorsque la foule n'est pas "propre", c'est-à-dire lorsque certains fils ne se séparent pas, et restent accrochés l'un à l'autre, lors de l'ouverture de la foule. Il y a alors formation de "Y", comme cela est illustré par les figures 6 et 7. Ce phénomène de formation de Y est accentué par la présence de plusieurs fils dans une dent du peigne et par l'utilisation de fils irréguliers qui décroisent mal.
- On a représenté sur la figure 6 les deux nappes de fils de chaîne 20-20', la ligne de façure 14, les oeillets 8-8' des lisses portées par les deux premiers cadres C1-C2 et la bissectrice AB de la fcu- le. Si deux fils de chaîne 21-21' restent accrochés ensemble, lors de la croisure, au point D, distant de Y' de la façure, ils forment un "Y" (ADC) d'angle maximum 6. La foule n'est pas complètement dégagée et l'insertion du fil de trame risque de ne pas être normale, surtout si elle est faite dans la zone DA de la foule, ou au voisinage de celle-ci.
- On va considérer que la figure 6 représente la formation d'un "Y" d'angle maximum e sur un métier classique, à foule normale (par exemple où a' est de l'ordre de 130 mm) et on a représenté, à la même échelle, sur la figure 7 la formation d'un "y" de même angle maximum θ sur un métier "à foule réduite" conforme à l'invention (par exemple où a est de l'ordre de 65 mm)avec ouverture de la foule 2a. Il est bien entendu que, dans les deux cas, des Y d'angle plus petit que 8 peuvent également se former, plus près de la façure, dans la zone DA, mais ces Y sont moins nuisibles puisque plus éloignés de la ligne où est déposée la trame.
- Les deux figures 6 et 7 étant homothétiques (dans le rapport 2 à 1) tous les triangles sont semblables sur les deux figures et on aura :

- Ces schémas théoriques tendraient donc à montrer que, pour un même angle 2a d'ouverture de la foule, le phénomène de la formation des Y, leur angle maximal d'ouverture et leur nombre seraient identiques avec une foule réduite (figure 7) et avec une foule normale (figure 6).
- Or, la demanderesse a pu observer ce résultat surprenant que, dans la pratique, le rapport

- Cette observation surprenante peut provenir du fait que l'homothétie dans le rapport 2 à 1 des figures 6 et 7 indiquée plus haut n'est pas parfaite, car on a considéré le même fil dans les deux cas, alors que le fil sur la figure 6 devrait avoir un diamètre double de celui de la figure 7 et s'accrocherait donc plus avec son voisin, puisque l'écartement des fils de chaîne est le même dans les deux cas.
- La demanderesse a encore fait une autre observation qui peut apporter une explication à ce résultat surprenant. En effet, si l'on allonge en tirant dessus une longueur 1 d'un fil donné, il se met à tourner, une partie dans un sens, une partie dans l'autre, s'il est irrégulier ; si l'on réduit cette longueur, il tourne beaucoup moins. A partir d'un certain moment, il ne tourne plus. Lorsque les fils tournent quand ils sont étirés au moment du mouvement des cadres, cette rotation est d'autant plus importante que la foule est plus longue. C'est au cours de cette rotation que les fils s'accrochent et forment des Y. Ceci est encore une raison qui prouve qu'une foule réduite suivant l'invention (ne dépassant pas 75 mm environ pour la dimension a), sera plus "propre" et donnera moins naissance à des Y, qu'une foule classique (par exemple de 120 à 200 mm).
- Là encore, ce résultat avantageux a un effet cumulatif avec les résultats avantageux signalés précédemment. En effet, on a décrit ci-dessus le phénomène de la formation des "Y" en supposant que les angles d'ouverture de foule étaient identiques dans les deux cas (figures 6 et 7).
- Or, on a vu qu'il était possible, grâce à la foule réduite, d'augmenter l'angle d'ouverture de la foule, tout en conservant un taux d'élongation du fil bien inférieur à celui qui est appliqué sur un métier classique. Il est bien évident que l'augmentation de l'angle d'ouverture de la foule rendra la formation . des Y plus difficile et réduira donc encore leur nombre.
- Jusqu'à présent, on a fait seulement référence au premier cadre à lisses et, sur les figures, on a seulement fait figurer, pour plus de clarté, les deux premiers cadres C1, C2. Mais, comme on le sait, pour la réalisation du plus grand nombre de contextures, on a besoin de cadres en plus grand nombre, généralement une dizaine de cadres, parfois 12 à 16.
- Sur les métiers classiques, les cadres, qui sont soumis à des déplacements alternés d'amplitude assez grande, ont des hauteurs assez grandes, si bien que pour être suffisamment rigides, ils ont toujours une épaisseur comprise entre 10 et 16 mm, l'épaisseur la plus courante étant 12 mm. On a représenté schématiquement sur la figure 8 un métier classique, à foule normale (par exemple a' = 150 mm) équipé d'un harnais à dix cadres de 12 mm C1-C2-C 3 ... C 9 -C 10.
- L'entraxe total h de l'empilage des dix cadres est donc de 108 mm. Si on considère l'élongation appliquée au fil de chaîne 2010 par le dixième cadre C10 (et non plus l'élongation appliquée au fil de chaîne 201 par le premier cadre C1, comme jusqu'à présent), on voit que pour un même angle 2a d'ouverture de la foule, le taux d'élongation est plus important, puisque la distance a' = 150 mm est devenue a" = a' + h = 258 mm, à cause de l'épaisseur du harnais.
- On a représenté schématiquement sur la figure 9, à la même échelle que la figure 8, un métier conforme à l'invention avec 10 cadres également, dont la foule réduite a mesure par exemple 65 mm.
- L'amplitude des déplacements des cadres et la hauteur des cadres étant réduites sur un métier conforme à l'invention, on peut réduire sans inconvénient l'épaisseur des cadres. Suivant une caractéristique de l'invention, les cadres ont une épaisseur e qui n'excède pas 7 mm.
- Dans le cas de la figure 9, l'entraxe total h de l'empilage des dix cadres est seulement de 63 mm, si bien que la distance entre la ligne de façure 14 et le dixième cadre C10 est seulement : a" = a + h = 65 = 63 = 128 mm, au lieu de 258 mm pour le métier classique représenté sur la figure 8.
- En se référant aux courbes de la figure 5, pour une même profondeur de métier (a + b), et pour un même angle 2a, le taux d'élongation du fil de chaîne au dixième cadre est réduit d'environ 40 % par rapport à un métier classique.
- Encore une cause de fatigue et de rupture des fils de chaîne est le nombre de cycles alternés d'élongation que subit chaque point du fil, depuis le moment où il quitte l'ensouple jusqu'au moment où il atteint la ligne de façure. Pour diminuer cette fatigue, il est donc souhaitable de réduire ce nombre de cycles.
- Dans ce qui précède, pour simplifier les comparaisons entre un métier classique et un métier à foule réduite suivant l'invention, on a toujours supposé que la profondeur (a + b) du métier était la même (voir figures 2 et 3). Si on prend à titre d'exemple un métier classique, illustré par les figures 3 et 8, dans lequel a = 150 mm et - = 9, la profondeur a a + b du métier est de 1500 mm.
- Dans un métier à tisser conforme à l'invention, on a vu que la distance a est inférieure à 75 mm (une dimension avantageuse étant 70 mm) et que le rapport - est avantageusement de 15. a
- Dans ce cas la profondeur a + b du métier conforme à l'invention serait de 1120 mm, soit une réduction de 25,3 %. Il en résulte que le nombre de cycles alternés d'élongation subis par un point du fil avant d'être tissé est réduit dans le cas indiqué ci-dessus également de 25,3 % par rapport à ce qui se passe sur un métier classique, ce qui éloigne encore le fil de son taux critique de fatigue et réduit le nombre de casses. Il y a là encore une accumulation des résultats avantageux et, de préférence, on choisit la profondeur entre 900 et 1200 mm, de façon à obtenir le meilleur compromis entre les avantages obtenus.
- On pourrait dire que, sur un métier classique, il suffirait de réduire la profondeur pour obtenir le même résultat. Mais il n'en est rien car, dans ce cas, on augmenterait le taux d'élongation subi par les fils de chaîne et on ne réduirait en rien le phénomène de formation des Y. On ne retrouverait donc pas les résultats avantageux procurés par l'invention.
- Dans un métier suivant l'invention, le mouvement alternatif opposé des deux aiguilles passe-trame peut être produit par tout mécanisme connu, par exemple par un mécanisme classique dit "à losange", mais suivant un mode de réalisation préféré, qui sera décrit à propos de la figure 11, on utilise un mécanisme dit "à cercle de Cardan équilibré", tel que celui décrit dans le brevet français No. 2.477.586.
- La machine de grande largeur (par exemple égale ou supérieure à 1 mètre 40) schématisée sur la figure 10 comporte un bâti 31 qui supporte une ensouple 4 de laquelle se déroulent de toute manière connue les fils de chaîne 2. L'ensouple est figurée à la partie supérieure de la machine, mais elle peut occuper toute autre position bien connue de l'homme de l'art.
- Les fils de trame 12 se déroulent d'une ou de plusieurs bobines telles que 32 placées à l'extérieur de la machine. Les fils de trame sont insérés, d'une manière connue, à l'aide de deux aiguilles 13-13' exécutant chacune un mouvement alternatif dont l'élongation maximale conduit les pinces 33-33' sensiblement au milieu de la laize. Le fil de trame amené par l'aiguille 13 est alors pris par l'aiguille 13' qui lui fait parcourir la deuxième moitié de la foule. Quand les deux aiguilles 13 et 13' sont ressorties à l'extérieur de la foule, le peigne 10 entraîné par le battant 34 tasse la duite nouvellement insérée contre la ligne de façure du tissu 16 qui s'enroule sur le rouleau 18.
- Le mouvement de chacune des aiguilles 13-13' est commandé par un mécanisme 35-35' décrivant un cercle de Cardan et communiquant à l'aiguille correspondante un mouvement sinusoïdal.
- Un tel mécanisme, lorsqu'il est réalisé selon le brevet précité permet d'actionner les aiguilles, avec échange sûr du fil de trame, à une cadence d'environ 450 à 600 coups/minute. Mais, dans les métiers classiques, la masse et l'amplitude des déplacements des pièces en mouvement alternatif (notamment le peigne, le battant et les cadres) empêchent un fonctionnement correct à de telles cadences.
- Au contraire, dans un métier à tisser conforme à l'invention, comme on l'a vu ci-dessus, les cadres ont une course réduite d'environ moitié (voir figures 8 et 9) et leur poids est beaucoup plus faible, puisque leur épaisseur n'excède pas 7 mm au lieu de 12 mm en moyenne sur un métier classique. En outre, il est possible d'utiliser des lisses plus courtes, donc moins lourdes.
- La hauteur du peigne, donc son poids, est aussi réduite d'environ moitié et sa course, au niveau de la bissectrice de la foule, ne dépasse pas 50 mm environ (44 mm pour une distance a de 65 mm) au lieu de 100 mm environ sur un métier classique.
- Il est donc clair que l'ensemble des pièces en mouvement alternatif de la machine peut fonctionner à une cadence beaucoup plus élevée que les machines classiques.
- On a représenté sur la figure 11 les différentes phases d'un cycle de tissage pendant lequel le mécanisme 35-35' d'actionnement des aiguilles décrit la circonférence y.
- Ainsi qu'il est connu en E, les pinces 33-33' des aiguilles 13-13' échangent la trame au milieu de la laize. Entre E et F, les aiguilles 13-13' ressortent de telle façon qu'en F les pinces 33-33' soient parvenues aux bords de la laize, puis continuent à reculer jusqu'en G. Alors elles repartent en sens inverse et l'aiguille 13 saisit le fil 12 aux environs de H, juste avant de pénétrer dans la foule, et le transporte vers le milieu de la laize où la pince 33 parvient en E.
- Dans le secteur FGH, les aiguilles sont complètement sorties de la foule et c'est pendant cette période que s'effectue la frappe du peigne et au moins une partie du mouvement des cadres pour changer la foule, de façon que la foule soit complètement ouverte lorsque les aiguilles pénètrent à nouveau dans la foule (point H).
- Sur les métiers à aiguilles classiques, l'arc FGH mesure environ 120° (1/3 du cycle) car l'inertie de l'ensemble du peigne et du battant, ainsi que celle des cadres, empêche de réduire la durée de la frappe. On ne peut donc consacrer à la course utile des aiguilles, à l'intérieur de la foule, que les 2/3 du cycle (240°).
- Or, dans un métier suivant l'invention, l'inertie des organes animés d'un mouvement alternatif (peigne, battant, cadres) est beaucoup plus faible et il est possible d'actionner ces organes sur un arc beaucoup plus réduit du cycle de la machine, par exemple 90° ou 100° seulement pour le mouvement du battant.
- Cette réduction procure de nombreux avantages supplémentaires à un métier suivant l'invention. En effet, si on suppose, comme il est représenté sur la figure 11, que la durée de la frappe est réduite à l'arc F'GH' (90° environ), les pinces 33-33' pourront parvenir aux bords de la laize en F' et le recul des aiguilles ne se poursuivra que pendant l'arc F'G. Ainsi les aiguilles s'arrêteront pour rebrousser chemin à une distance plus faible du bord de la laize, ce qui diminuera l'encombrement en largeur de la machine (le segment IG est réduit à l'G).
- En outre, la vitesse de la pince 33 animée d'un mouvement sinusoïdal est proportionnelle au sinus de l'angle. Cette vitesse est donc plus grande en H qu'en H'. Si la prise de fil de trame 12 par la pince 33 s'effectue en H', le choc encaissé par le fil 12 sera moins grand, donc les risques de casse seront réduits.
- Enfin, les aiguilles 13-13' bénéficieront d'une durée du cycle accrue (260 à 270° au lieu de 240°) pour la portion utile de leur course dans la foule.
- Bien entendu, une telle modification du cycle de tissage entraîne une modification de la commande des mouvements du battant. Si cette commande est effectuée par came (et contre-came), comme illustré schématiquement par la figure 12, le bossage 38 de la came 40 de commande du peigne 10 devra s'étendre sur un arc e inférieur ou égal à 100°, par exemple 90°.
- On a surtout fait mention, dans ce qui précède, de machines à tisser dans lesquelles le dispositif passe-trame est constitué par des aiguilles rigides animées d'un mouvement alternatif.
- Mais l'invention s'applique également aux machines dans lesquelles la trame est insérée par d'autres types de dispositifs, par exemple à projectile ou "à inertie".
- On a représenté schématiquement sur la figure 13 une partie d'un métier suivant l'invention dans lequel la trame est insérée au moyen d'un système dit "à inertie" par exemple du genre de celui décrit dans le brevet français No. 2.477.587.
- Il suffit de rappeler que, dans un tel système, la duite à insérer forme une boucle dont un brin est tenu et l'autre libre. Ce dernier est accéléré jusqu'à une vitesse donnée qui communique au fil une énergie cinétique proportionnelle à sa masse. Cette énergie cinétique sert à propulser la boucle à travers la foule ; la boucle se déplace progressivement jusqu'à ce que l'extrémité du brin libre ait atteint la lisière opposée au côté du lancement.
- Sur la figure 13, on a seulement fait figurer les deux nappes de fils de chaîne 20-20', la foule F, la ligne de façure 14 et le tissu produit 16. Le système de lancement à inertie peut comporter essentiellement : un délivreur 41 débitant la duite 12 dans un organe d'accumulation 42 ; des galets d'insertion 43 ; un plateau tournant 44 pourvu de pinces 45-46 ; et un couteau 47.
- La duite est lancée, en boucle, dans la foule F, par les galets lanceurs 43.
Claims (6)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8200839 | 1982-01-20 | ||
| FR8200839A FR2520013A1 (fr) | 1982-01-20 | 1982-01-20 | Machine a tisser sans navette a grande vitesse |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0084471A1 true EP0084471A1 (fr) | 1983-07-27 |
| EP0084471B1 EP0084471B1 (fr) | 1985-04-17 |
Family
ID=9270155
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19830400026 Expired EP0084471B1 (fr) | 1982-01-20 | 1983-01-05 | Machine à tisser sans navette à grande vitesse |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0084471B1 (fr) |
| JP (1) | JPS58126347A (fr) |
| BR (1) | BR8300250A (fr) |
| DE (1) | DE3360114D1 (fr) |
| FR (1) | FR2520013A1 (fr) |
| PL (1) | PL240226A1 (fr) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2477586A1 (fr) * | 1980-03-07 | 1981-09-11 | Alsacienne Constr Meca | Dispositif de commande de l'insertion de trame dans un metier a tisser sans navette et metier a tisser pourvu d'un tel dispositif |
| FR2477587A1 (fr) * | 1980-03-05 | 1981-09-11 | Albert Moessinger | Dispositif pour l'insertion d'un fil de trame dans la foule d'un metier a tisser |
-
1982
- 1982-01-20 FR FR8200839A patent/FR2520013A1/fr active Granted
-
1983
- 1983-01-05 EP EP19830400026 patent/EP0084471B1/fr not_active Expired
- 1983-01-05 DE DE8383400026T patent/DE3360114D1/de not_active Expired
- 1983-01-19 BR BR8300250A patent/BR8300250A/pt unknown
- 1983-01-19 PL PL24022683A patent/PL240226A1/xx unknown
- 1983-01-20 JP JP801983A patent/JPS58126347A/ja active Granted
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2477587A1 (fr) * | 1980-03-05 | 1981-09-11 | Albert Moessinger | Dispositif pour l'insertion d'un fil de trame dans la foule d'un metier a tisser |
| FR2477586A1 (fr) * | 1980-03-07 | 1981-09-11 | Alsacienne Constr Meca | Dispositif de commande de l'insertion de trame dans un metier a tisser sans navette et metier a tisser pourvu d'un tel dispositif |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0084471B1 (fr) | 1985-04-17 |
| FR2520013B1 (fr) | 1984-03-23 |
| JPS6125818B2 (fr) | 1986-06-17 |
| JPS58126347A (ja) | 1983-07-27 |
| PL240226A1 (en) | 1983-08-29 |
| DE3360114D1 (en) | 1985-05-23 |
| FR2520013A1 (fr) | 1983-07-22 |
| BR8300250A (pt) | 1983-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR1465855A (fr) | Tissu à bouclettes de poil sur les deux faces | |
| EP0045758B1 (fr) | Mecanique de commande de levee des fils de chaine d'un metier a tisser et metier a tisser comportant une telle mecanique | |
| CH619494A5 (fr) | ||
| EP1975291B1 (fr) | Métier à tisser et procédé de tissage de velours épinglé simple nappe | |
| FR2599389A1 (fr) | Dispositif de transfert de fils de trame aux organes d'insertion des fils de trame de metiers a tisser sans navettes | |
| EP0084471B1 (fr) | Machine à tisser sans navette à grande vitesse | |
| FR2535351A1 (fr) | Dispositif equipant un metier a tisser sans navette, pour former une lisiere sur un tissu | |
| BE1020813A3 (fr) | Dispositif de reglage de la tension de la chaine de poil d'un metier a tisser pour une etoffe a poils. | |
| FR2478683A1 (fr) | Metier a tisser du type a pinces | |
| FR2714396A1 (fr) | Dispositif de sélection de trame sur un métier à tisser. | |
| EP0034104B1 (fr) | Procédé de fabrication d'un ruban élastique ou non, à deux lisières maillées simples ou ouvragées, les moyens de mise en oeuvre et les produits obtenus | |
| EP0633955B1 (fr) | Procede pour la fabrication automatique d'un support textile avec effets decoratifs et le dispositif de mise en oeuvre | |
| EP0127184A1 (fr) | Machine à tisser | |
| EP1734165B1 (fr) | Dispositif d'insertion de fils de trame pour métier à deux nappes superposées et métier à tisser équipé d'un tel dispositif | |
| FR2735796A1 (fr) | Metier a tisser le velours faconne de soierie | |
| FR2640649A1 (fr) | Procede et dispositif perfectionnes de tissage | |
| CH307597A (fr) | Procédé de tissage et métier rectiligne pour sa mise en oeuvre. | |
| FR3105271A1 (fr) | Métier à tisser du velours | |
| FR2505887A1 (fr) | Machine a tisser a poitriniere commandee | |
| CH173690A (fr) | Métier à tisser et à tricoter. | |
| BE1012999A3 (fr) | Dispositifs de retenue de trame pour metiers a tisser du type a jets de fluide. | |
| CH577575A5 (en) | Rapier loom - in which weft threads are carried on vertical flexible tapes with reed and finger supports | |
| CH653715A5 (fr) | Mecanisme de transformation de metiers a tisser a navette en metiers a tisser sans navette. | |
| FR2549103A1 (fr) | Machine pour la fabrication de tissus a mailles et a tissage | |
| BE637625A (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE IT LI |
|
| 17P | Request for examination filed |
Effective date: 19830725 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE IT LI |
|
| REF | Corresponds to: |
Ref document number: 3360114 Country of ref document: DE Date of ref document: 19850523 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19930111 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19930115 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19930317 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19940131 Ref country code: CH Effective date: 19940131 Ref country code: BE Effective date: 19940131 |
|
| BERE | Be: lapsed |
Owner name: SOC. ALSACIENNE DE CONSTRUCTION DE MATERIEL TEXTI Effective date: 19940131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19941001 |