EP0096643A2 - Machine de cintrage à rouleaux crénelés incorporant des moyens de prise en compte de l'épaisseur des tôles et des moyens compensateurs de flèche - Google Patents
Machine de cintrage à rouleaux crénelés incorporant des moyens de prise en compte de l'épaisseur des tôles et des moyens compensateurs de flèche Download PDFInfo
- Publication number
- EP0096643A2 EP0096643A2 EP83401177A EP83401177A EP0096643A2 EP 0096643 A2 EP0096643 A2 EP 0096643A2 EP 83401177 A EP83401177 A EP 83401177A EP 83401177 A EP83401177 A EP 83401177A EP 0096643 A2 EP0096643 A2 EP 0096643A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- rollers
- crenellated
- movable frame
- support roller
- frame
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005452 bending Methods 0.000 title claims abstract description 16
- 238000005096 rolling process Methods 0.000 claims abstract description 18
- 239000002184 metal Substances 0.000 claims abstract description 15
- 230000000694 effects Effects 0.000 claims abstract description 6
- 238000006243 chemical reaction Methods 0.000 claims description 8
- 125000006850 spacer group Chemical group 0.000 claims description 8
- 239000000523 sample Substances 0.000 claims description 4
- 238000001514 detection method Methods 0.000 claims description 3
- 238000003825 pressing Methods 0.000 claims description 3
- 238000006073 displacement reaction Methods 0.000 abstract description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/14—Bending sheet metal along straight lines, e.g. to form simple curves by passing between rollers
Definitions
- the present invention is in the field of mechanical work of sheets and more particularly their bending along generators by pressing between wheels; it relates more particularly to a so-called rolling machine intended to perform such work and more especially a rolling machine of the type with crenellated rollers intended for the bending of fairly thick sheets used in pressure vessels, this type of rolling machine having the advantage of bending over almost its entire length the sheet which is submitted to it.
- the known rolling machines of the aforementioned type generally consist of a support roller around which the sheet will be bent, of a pair of notched rollers of fairly small diameters, of which the slots in rolls of one are interposed with the rolls in slots on the other so as to present very close tangency points to the sheet to be bent / and a pressure roller with a diameter much larger than that of the crenellated rollers intended to press the crenelated rollers against the sheet.
- Rolling machines of the aforementioned type although they have proven to be very effective in the production at high speed of cylindrical pressure vessels such as compressed gas cylinders, hot water tanks, etc. have two drawbacks, however.
- a first drawback results from the fact that the sheets presented to the rolling machine can have different thicknesses and this due to the tolerances of the previous rolling; however, due to the approximation of the points of tangency of the rollers, a small variation in thickness has the effect of causing a significant variation in the radius of curvature; the remedy would consist in regulating, as and when the sheets are successive, the spacing between the crenellated rollers and the support roller, but such interventions are hardly compatible with production at high speed; it is therefore generally preferred to accept the sheets with a radius of curvature too large or too small and transfer the difficulty to the subsequent welding station.
- the general object of the present invention is to allow curved sheets to be obtained in the form of much more regular and uniform cylinders than the cylinders obtained with the rolling machines of the prior art, and this with the rates required by mass production.
- said means for locating the relative position of the tangency plane and of the face of the sheet are constituted by a lever-shaped feeler comprising a small arm, a large arm and a pivot axis, the end of the small arm constituting the nose of the probe and being disposed in the secant plane of crenellated rollers, the pivot being formed by the axis of a crenellated roller, and the end of the large arm comprising on the one hand pivot detection means and on the other hand, means for causing the nose to retract.
- said means for bringing the movable chassis closer to the support roller are constituted by a plurality of pairs of sloping shims, one of the wedges of a couple being integral with said movable chassis, the other wedge of the couple being integral with a general frame of the machine, the dihedral edges of each wedge being perpendicular to said plane defined by the axes of the pressure roller and the support roller, and by means for moving the movable chassis parallel to itself and parallel to the axis of the pressure roller.
- the rolling machine of the invention incorporates means for deflecting in its center in an adjustable manner the pressing roller in the direction of the crenellated rollers, the bearings of the latter being supported by the movable frame by means of slightly flexible supports.
- said means for bending consist of at least one pair of rollers, called reaction rollers, bearing on the one hand on the support roller opposite the crenellated rollers and on the other hand on the movable frame, said rollers being rotatably mounted on bearings which can be moved towards or away from one another by so-called deflection adjustment means in a direction perpendicular to the plane defined by the axes of the support roller and the pressure roller.
- reaction rollers bearing on the one hand on the support roller opposite the crenellated rollers and on the other hand on the movable frame, said rollers being rotatably mounted on bearings which can be moved towards or away from one another by so-called deflection adjustment means in a direction perpendicular to the plane defined by the axes of the support roller and the pressure roller.
- said deflection adjustment means incorporate a screw with two steps opposite each other, said screw being maneuverable from outside the frame through which it passes through a longitudinal light, each step of the screw meshing in a threaded bore of each of the bearings of said pairs of bearings.
- the mobile chassis has the shape of a U-shaped beam whose opening is directed towards the support roller;
- the general frame of the machine has a general H-shaped beam structure, one of the recesses of which is intended to accommodate said movable frame; one of the sloping wedges of each pair is secured to the spacer of said H-beam while the other sloping wedge of the couple is secured to the back of said U-beam constituting the movable frame.
- the bearings supporting the reaction rollers are guided in translation inside the chassis. movable by means of dovetail slides perpendicular to the longitudinal direction of said movable frame.
- the frame has the general shape of a gantry of which said H-beam constitutes the upper part, the spacer of this beam being horizontal, said movable frame being housed below the spacer so such that the crenellated rollers are located below the pressure roller, the support roller itself being below the crenellated rollers; it follows from this H-shaped structure of the upper part of the frame that it offers the very high rigidity necessary for the importance of the bending forces.
- the movable frame is kept suspended in the recess of the H-beam by means of a couple of spring-loaded tie rods, the foot of each of which passes through an oblong hole in the back of said movable frame.
- a crenellated roller rolling machine comprises a general frame 1 composed of a horizontal upper beam 2 and legs 3 and 4 giving the frame a general form of gantry tripod; a control and command cabinet 4 ′ is arranged against the rear jamb 3.
- FIGS. 1 and 2 The specifically more functional members are illustrated more particularly by FIGS. 1 and 2, these members include a support roller 6 rotatably mounted in the bearings secured to the frame, the rear bearing 7 being secured to the rear leg 3 while the front bearing 8 is supported by the front end of the beam 2 by means of a thin web 9 having a very high tensile strength; the veil 9 allows the rolled cylinders to be removed.
- the roller 6 is driven from its end housed in the bearing 7; in the lower recess 10 of the H beam 2 is housed a movable frame 11 with a U profile; the movable chassis 11 supports and houses crenellated rollers 12 and 13 with interposed slots, a pressure roller 14 and reaction rollers 16 and 17.
- the reaction rollers 16 and 17 are supported by the movable chassis by means of bearings such as 19 and 20 which can be brought closer to each other by means of a screw 22 with two reverse steps, maneuverable from the 'exterior of the frame by a steering wheel 23; the movable frame 11 is suspended in the recess 10 of the frame 2 by means of tie rods 26 with spring 27, housed under a cover 25, the foot 28 of which passes through a slot 29 in the back 30 of the movable frame; sloping shims such as 31 secured to the back of the movable frame serve as support for sloping shims 32 secured to the spacer 33 of the H 2 beam; these sloping shims J nt a dihedral angle of 4 to 5 ° (8%).
- Means such as hydraulic jacks 34, or screw jacks, allow the longitudinal displacement of the movable chassis 11 and, by the play of the sloping wedges sliding one against the other, its displacement is increased and precise in a vertical plane; couples of wedges such as 31 and 32 are arranged at several points on the back 30 of the movable frame.
- a lever-shaped probe has a small arm 40, a large arm 41 and has its pivot formed by the axis 42 of a crenellated roller such as 12; the end 43 of the small arm 40 constitutes the probing nose; this is arranged in the secant plane 44 of the crenellated rollers 12 and 13 and exceeds the common plane 46 of tangency of the rollers 12 and 13 by about one millimeter.
- a pivot detection means such as microswitch 47; due to the position of the microswitch tipping point and the multiplication of the lever arm, position variations of the order of a hundredth of a millimeter of the nose 43 can be detected; we can therefore identify extremely precisely the position of the face 48 of the sheet relative to the plane 46.
- Maneuvering means such as jacks 49 allow the nose to be retracted when the sheet is introduced or during its bending.
- Such a probe is preferably arranged in the vicinity of the middle part of the rolling machine; it can be associated with automatic means for controlling the lowering of the mobile chassis, these automatic means can be either analog or digital.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Press Drives And Press Lines (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Straightening Metal Sheet-Like Bodies (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Description
- La présente invention est du domaine du travail mécanique de tôles et plus particulièrement de leur cintrage le long de génératrices par pressage entre des roues ; elle a plus particulièrement pour objet une machine dite rouleuse destinée à effectuer une tel travail et plus spécialement une rouleuse du type à rouleaux crénelés destinée au cintrage de tôles assez épaisses utilisées dans les récipients sous pression, ce type de rouleuse ayant l'avantage de courber sur la quasi-totalité de sa longueur la tôle qui lui est soumise. Les rouleuses connues du type précité sont dans leur généralité constituées d'un rouleau d'appui autour duquel la tôle sera cintrée, d'un couple de rouleaux crénelés d'assez petits diamètres, dont les créneaux en rouleaux de l'un sont intercalés avec les rouleaux en créneaux de l'autre de manière à présenter à la tôle à cintrer des points de tangence très rapprochés/et un rouleau presseur de diamètre beaucoup plus grand que celui des rouleaux crénelés destinés à presser les rouleaux crénelés contre la tôle.
- Dans ce type de rouleuse dans lequel l'effort de cintrage de la tôle est considérable puisque les points de tangence sont très rapprochés, l'effort est essentiellement supporté par le rouleau presseur ; les axes des rouleaux crénelés sont en général entretoisés en plusieurs points mais les entretoises n'ont pour but que d'éviter l'écartement des axes. En général aussi et pour des raisons de simplicité de construction, les rouleaux crénelés et.leurs rouleaux presseurs sont fixes par rapport au bâti de la machine, le rayon de courbure de la tôle cintrée est ajustée par le déplacement du rouleau d'appui. Une machine de ce type est décrite dans le brevet 2 411 647 (JAMr4ES).
- Les rouleuses du type précité, bien qu'elles se soient avérées très efficaces dans la fabrication à cadence élevée des récipients cylindriques sous pression tels que bouteilles de gaz comprimées, ballons d'eau chaude, etc. présentent toutefois deux inconvénients.
- Un premier inconvénient résulte du fait que les tôles présentées à la rouleuse peuvent avoir des épaisseurs différentes et cela en raison des tolérances du du laminage antérieur ; or, en raison du rapprochement des points de tangence des rouleaux, une faible variation d'épaisseur a pour effet d'entraîner une variation importante du rayon de courbure ; le remède consisterait à régler au fur et à mesure de la succession des tôles l'écartement entre les rouleaux crénelés et le rouleau d'appui, mais de telles interventions sont difficilement compatibles avec la production à cadence élevée ; on préfère donc en général accepter les tôles avec un rayon de courbure trop grand ou trop petit et reporter la difficulté au poste de soudage ultérieur.
- Un second inconvénient résulte du fait que ces rouleuses étant destinées à travailler des tôles plus ou moins épaisses, l'épaisseur de ces tôles impose des efforts considérables auxrouleaux,efforts que se traduisent par une flexion de ceux-ci et principalement du rouleau d'appui ; il en résulte que le rayon de courbure varie de façon assez importante, et cela d'autant plus que la tôle est plus épaisse, entre les bords et le milieu de la tôle courbée, celle-ci prenant une forme en "tonneau". Cet inconvénient est plus important que le précédent car il est assez difficile de rattraper une telle déformation.
- La présente invention a pour but général de permettre l'obtention de tôles recourbés en forme de cylindres beaucoup plus réguliers et uniformes que les cylindres obtenus avec les rouleuses de l'art antérieur, et cela avec les cadences exigées par la production en série.
- Selon la présente invention, une machine dite-rouleuse destinée au cintrage de tôles, du type comportant un rouleau dit d'appui, une double pluralité de rouleaux crénelés, les créneaux des rouleaux de la première pluralité alternant avec ceux de la seconde pluralité, les créneaux des rouleaux de la première pluralité étant partiellement imbriqués avec ceux de l'autre pluralité, les rouleaux crénelés d'une même pluralité étant sensiblement co-axiaux, chaque rouleau crénelé étant supporté à ses extrémités par des paliers solidaires d'un châssis mobile de la machinelet un rouleau dit presseur supporté à ses extrémités par ledit châssis mobile et destiné à être en contact permanent avec les rouleaux crénelés de chacune des pluralités, la tôle à rouler étant destinée à être introduite entre les rouleaux crénelés et le rouleau d'appui, le rouleau presseur servant à presser les rouleaux crénelés contre la tôle, une telle disposition ayant pour effet de réduire au maximum la partie non cintrée de la tôle roulée, comporte, selon une première caractéristique générale,des moyens pour repérer de façon précise la position de la face de la tôle en regard des rouleaux crénelés, par rapport au plan commum de tangence de rouleaux crénelés en regard de ladite tôle,et des moyens pour, les positions relatives de la face de la tôle et du plan de tangence ayant été repérées, rapprocher d'une distance déterminée, fonction du rayon de courbure à obtenir pour la tôle roulée, l'ensemble du châssis mobile.
- Il résulte de la caractéristique précitée que quelle que soit l'épaisseur de la tôle à rouler, dans la limite habituelle des tolérances dimensionnelles de ces produits, le rayon de courbure de la tôle roulée sera sensiblement constant.
- De préférence lesdits moyens pour repérer la position relative du plan de tangence et de la face de la tôle sont constitués par un palpeur en forme de levier comportant un petit bras, un grand bras et un axe de pivot, l'extrémité du petit bras constituant le nez de pal- page et étant disposé dans le plan sécant des rouleaux crénelés, le pivot étant formé par l'axe d'un rouleau crénelé, et l'extrémité du grand bras comportant d'une part des moyens de détection de pivotement et d'autre part des moyens pour provoquer l'escamotage du nez.
- De préférence lesdits moyens pour rapprocher le châssis mobile du rouleau d'appui sont constitués par une pluralité de couples de cales pentées, l'une des cales d'un couple étant solidaire dudit châssis mobile, l'autre cale du couple étant solidaire d'un bâti général de la machine, les arêtes de dièdre de chaque cale étant perpendiculaires au dit plan défini par les axes du rouleau presseur et du rouleau d'appui, et par des moyens pour déplacer parallèlement à lui-même le châssis mobile et parallèlement à l'axe du rouleau presseur.
- Il résulte de cette caractéristique secondaire que, l'angle de dièdre des cales étant suffisamment petit (environ ,8%) , le rapprochement du châssis mobile et du rouleau d'appui peut être ajusté de façon précise (environ au dixième de millimètre).
- Suivant une seconde caractéristique générale, la rouleuse de l'invention incorpore des moyens pour infléchir en son centre de façon réglable le rouleau presseur en direction des rouleaux crénelés, les paliers de ces derniers étant supportés par le châssis mobile au moyen de supports légèrement flexibles.
- Il résulte de cette seconde caractéristique générale en premier lieu que l'action des galets de réaction a pour effet d'infléchir le plan de tangence des rnu- leaux crénelés, de manière telle qu'ils épousent la flèche imposée au rouleau d'appui ; il résulte en second lieu que la distance comprise entre le plan de tangence des rouleaux presseurs et le rouleau d'appui est constant le long d'une génératrice du rouleau d'appui ; il en résulte finalement que le rayon de courbure de la tôle est constant sur toute sa largeur.
- De préférence lesdits moyens pour infléchir sont constitués par au moins un couple de galets, dits de réaction, prenant appui d'une part sur le rouleau d'appui à l'opposé des rouleaux crénelés et d'autre part sur le châssis mobile, lesdits galets étant montés rotatifs sur des paliers pouvant être rapprochés ou écartés l'un de l'autre par des moyens dits de réglage de flèche selon une direction perpendiculaire au plan défini par les axes du rouleau d'appui et du rouleau presseur.
- De préférence encore lesdits moyens de réglage de flèche incorporent une vis à deux pas inverses l'un de l'autre, ladite vis étant manoeuvrable depuis l'extérieur du bâti à travers lequel elle passe par une lumière longitudinale, chaque pas de la vis engrenant dans un alésage taraudé de chacun des paliers desdits couples de paliers.
- Selon une forme préférée de réalisation d'une rouleuse à rouleaux crénelés conforme à l'invention le châssis mobile a la forme d'une poutre en U dont l'ouverture est dirigée vers le rouleau d'appui ; le bâti général de la machine a une structure générale de poutre en forme de H dont l'un des évidements est destiné à loger ledit châssis mobile ; l'unedes cales pentées de chaque couple est solidaire de l'entretoise de ladite poutre en H tandis que l'autre cale pentée du couple est solidaire du dos de ladite poutre en U constitutive du châssis mobile. Les paliers supportant les galets de réaction sont guidés en translation à l'intérieur du châssis . mobile par le moyen de glissières en queue d'aronde perpendiculaires à la direction longitudinale dudit châssis mobile.
- Toujours suivant la forme préférée de réalisation le bâti a la forme générale d'un portique dont ladite poutre en H constitue la partie supérieure, l'entretoise de cette poutre étant horizontale, ledit bâti mobile étant logé au-dessous de l'entretoise de manière telle que les rouleaux crénelés soient situés au-dessous du rouleau presseur, le rouleau d'appui étant lui-même au-dessous des rouleaux crénelés ; il résulte de cette structure en H de la partie supérieure du bâti que celui-ci offre la très grande rigidité nécéssitée pour l'importance des efforts de cintrage.
- Le châssis mobile est maintenu suspendu dans l'évidement de la poutre en H par le moyen d'un couple de tirants à ressort dont le pied de chacun passe à travers une lumière oblongue du dos dudit châssis mobile.
- La présente invention sera mieux comprise et des détails en relevant apparaîtront à la description qui va être faite de la forme préférée de réalisation de l'invention en relation avec les figures des planches annexées dans lesquelles :
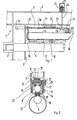
- - la fig.1 est une coupe partielle par un plan longitudinal vertical médian de la rouleuse,
- - la fig.2 est une coupe de la partie supérieure de la même par un plan transversal,
- - la fig.3 est une élévation de côté de la même,
- - la fig.4 est une élévation vue en bout de la même, et
- - la fig.5 est un schéma explicatif du fonctionnement du palpeur de la rouleuse des figures précédentes.
- Sur les fig. 1, 3 et/ou 4, une rouleuse à rouleaux crénelés conforme à l'invention comprend un bâti général 1 composé d'une poutre supérieure horizontale 2 et de jambages 3 et 4 conférant au bâti une forme générale de portique en trépied ; une armoire 4'de contrôle et de commande est disposée contre le jambage arrière 3.
- Les organes spécifiquement plus fonctionnels sont illustrés plus particulièrement par les fig.l et 2, ces organes comprennent un rouleau d'appui 6 monté rotatif dans les paliers solidaires du bâti, le palier arrière 7 étant solidaire du jambage arrière 3 tandis que le palier avant 8 est supporté par l'extrémité avant de la poutre 2 par le moyen d'un voile mince 9 présentant une très grande résistance à la traction ; le voile 9 permet le retrait des cylindres roulés. Le rouleau 6 est entraîné depuis son extrémité logée dans le palier 7;dans l'évidement inférieur 10 de la poutre en H 2 est logé un châssis mobile 11 à profil en U ; le châssis mobile 11 supporte et loge des rouleaux crénelés 12 et 13 à créneaux intercalés, un rouleau presseur 14 et des galets de réaction 16 et 17.
- Sur la fig.2, les rouleaux crénelés 12 et 13 sont supportés à la partie inférieure du châssis mobile et entretoisés entre eux par des supports légèrement flexible 18.
- Les galets de réaction 16 et 17 sont supportés par le châssis mobile par l'intermédiaire de paliers tels que 19 et 20 pouvant être rapprochés l'un de l'autre par le moyen d'une vis 22 à deux pas inverses, manoeuvrable depuis l'extérieur du bâti par un volant 23 ; le châssis mobile 11 est suspendu dans l'évidement 10 du châssis 2 par le moyen de tirants 26 à ressort 27, logés sous un capot 25, dont le pied 28 passe à travers une lumière 29 du dos 30 du châssis mobile ; des cales pentées telles que 31 solidaires du dos du châssis mobile servent d'appui à des cales pentées 32 solidaires de l'entretoise 33 de la poutre en H 2;ces cales pentées Jnt un angle de dièdre de 4 à 5° (8 %).
- Des moyens tels que vérins hydrauliques 34, ou à vis, permettent le déplacement longitudinal du châssis mobile 11 et, par le jeu des cales pentées glissant l'une contre l'autre, son déplacement démultiplié et précis dans un plan vertical ; des couples de cales pentées tels que 31 et 32 sont disposés en plusieurs points du dos 30 du châssis mobile.
- Sur la fig.5 un palpeur en forme de levier comporte un petit bras 40, un grand bras 41 et a son pivot constitué par l'axe 42 d'un rouleau crénelé tel que 12 ; l'extrémité 43 du petit bras 40 constitue le nez de pal- page ; celui-ci est disposé dans le plan sécant 44 des rouleaux crénelés 12 et 13 et dépasse le plan 46 commun de tangence des rouleaux 12 et13 d'environ un millimètre.
- A l'extrémité du grand bras 41 est diposé un moyen de détection de pivotement tel que microcontact 47 ; en raison de la position du point de basculement du microcontact et de la multiplication du bras de levier,des variations de position de l'ordre du centième de millimètre du nez 43 peuvent être détectées ; on peut donc repérer de façon extrêmement précise la position de la face 48 de la tôle par rapport au plan 46. Des moyens de manoeuvre tels que vérins 49 permettent d'escamoter le nez lors de l'introduction de la tôle ou pendant son cintrage.
- Un tel palpeur est de préférence disposé au voisinage de la partie médiane de la rouleuse ; il peut être associé à des moyens automatiques de commande de l'abaissement du châssis mobile, ces moyens automatiques pouvant être soit analogiques soit numériques.
- Bien que l'on ait décrit et représenté une forme préférée de réalisation de l'invention, il doit être compris que cette forme n'est pas limitative de la portée de l'invention qui est définie par les caractéristiques prises séparément ou en combinaison, énoncées plus haut d'une manière générale.
Claims (9)
- l.- Machine dite rouleuse destinée au cintrage de tôles, du type comportant un rouleau dit d'appui, une double pluralité de rouleaux crénelés, les créneaux des rouleaux de la première pluralité alternant avec ceux de la seconde pluralité, les créneaux des rouleaux de la première pluralité étant partiellement imbriqués avec ceux de l'autre pluralité, les rouleaux crénelés d'une même pluralité étant sensiblement co-axiaux, chaque rouleau crénelé étant supporté à ses extrémités par des paliers solidaires d'un châssis mobile de la machine et un rouleau dit presseur supporté à ses extrémités par ledit châssis mobile et destiné à être en contact permanent avec les rouleaux crénelés de chacune des pluralités, la tôle à rouler étant destinée à être introduite entre les rouleaux crénelés et le rouleau d'appui le rouleau presseur servant à presser les rouleaux crénelés contre la tôle, une telle disposition ayant pour effet de réduire au maximum la partie non cintrée de la tôle roulée, caractérisée :par des moyens pour repérer de façon précise la position de la face de la tôle en regard des rouleaux crénelés, par rapport au plan commun de tangence des rouleaux crénelés en regard de ladite tôle, etpar des moyens pour, les positions relatives de la face de la tôle et du plan de tangence ayant été repérées, rapprocher d'une distance déterminée, fonction du rayon de courbure à obtenir pour la tôle roulée, l'ensemble du châssis mobile,d'où il résulte que quelle que soit l'épaisseur de la tôle à rouler, dans la limite habituelle des tolérances dimensionnelles de ces produits, le rayon de courbure de la tôle roulée sera sensiblement constant ;
- 2.- Machine selon la revendication 1, caractérisée :en ce que lesdits moyens pour repérer la position relative du plan de tangence et de la face de la tôle sont constitués par un palpeur en forme de levier comportant un petit bras, un grand bras et un axe de pivot, l'extrémité du petit bras constituant le nez de pal- page et étant disposé dans le plan sécant des rouleaux crénelés, le pivot étant formé par l'axe d'un rouleau crénelé, et l'extrémité du grand bras comportant d'une part des moyens de détection de pivotement et d'autre part des moyens pour provoquer l'escamotage du nez ;
- 3.- Machine selon la revendication 1, caractérisée :en ce que lesdits moyens pour rapprocher le châssis mobile du rouleau d'appui sont constitués:- par une pluralité de couples de cales pentées, l'unedes cales d'un couple étant solidaire dudit châssis mobile, l'autre cale du couple étant solidaire d'un bâti général de la machine, les arêtes de dièdre de chaque cale étant perpendiculaires au dit plan défini par les axes du rouleau presseur et du rouleau d'appui, et- par des moyens pour déplacer parallèlement à lui-même le châssis mobile et parallèlement à l'axe du rouleau presseur,d'où il résulte que, l'angle de dièdre des cales étant suffisamment petit (environ 8%) le rapprochement du châssis mobile et du rouleau d'appui peut être ajusté de façon précise (environ au dixième de millimètre)
- 4.- Machine selon la revendication l,caractérisée :en ce qu'elle incorpore en outre des moyens pour infléchir en son centre de façon réglable le rouleau presseur en direction des rouleaux crénelés, eten ce que les paliers des rouleaux créne- i lés sont supportés par le châssis mobile au moyen de supports légèrement flexibles,d'où il résulte en premier lieu que l'action des galets de réaction a pour effet d'infléchir le plan de tangence des rouleaux crénelés, de manière telle ) qu'ils épousent la flèche imposée au rouleau d'appui,d'où il résulte en second lieu que la distance comprise entre le plan de tangence des rouleaux presseurs et le rouleau d'appui est constant le long d'une génératrice du rouleau d'appui,d'où il résulte finalement que le rayon de courbure de la tôle est constant sur toute sa largeur ;
- 5.- Machine selon la revendication 4, caractérisée :en ce que lesdits moyens pour infléchir sont constitués par au moins un couple de galets, dits de réaction, prenant appui d'une part sur le rouleau d'appui à l'opposé des rouleaux crénelés et d'autre part sur le châssis mobile, lesdits galets étant montés rotatifs sur des paliers pouvant être rapprochés ou écartés l'un de l'autre par des moyens dits de réglage de flèche selon une direction perpendiculaire au plan défini par les axes du rouleau d'appui et du rouleau presseur ;
- 6.- Machine selon la revendication 5, caractérisée :en ce que lesdits moyens de réglage de flèche incorporent une vis à deux pas inverses l'un de l'autre, ladite vis étant manoeuvrable depuis l'extérieur du bâti à travers lequel elle passe par une lumière longitudinale, chaque pas de la vis engrenant dans un alésage taraudé de chacun des paliers desdits couples de paliers ;
- 7.- Machine selon l'une quelconque des révendications précédentes, caractérisée :en ce que ledit châssis mobile a la forme d'une poutre en U dont l'ouverture est dirigée vers le rouleau d'appui,en ce que ledit bâti a une structure générale de poutre en forme de H dont l'un des évidements est destiné à loger ledit châssis mobile,en ce que l'unedes cales pentées de chaque couple est solidaire de l'entretoise de ladite poutre en H tandis que l'autre cale pentée du couple est solidaire du dos de ladite poutre en U constitutive du châssis mobile ;
- 8.- Machine selon la revendication 7, caractérisée :en ce que les paliers supportant les galets de réaction sont guidés en translation à l'intérieur du châssis mobile par le moyen de glissières en queue d'aronde perpendiculaires à la direction longitudinale dudit châssis mobile ;
- 9.- Machine selon la revendication 8, caractérisée :en ce que le bâti a la forme générale d'un portique dont ladite poutre en H constitue la partie supérieure, l'entretoise de cette poutre étant horizontale, ledit bâti mobile étant logé au-dessous de l'entretoise de manière telle que les rouleaux crénelés soient situés au-dessous du rouleau presseur, le rouleau d'appui étant lui-même au-dessous des rouleaux crénelés, eten ce que le châssis mobile est maintenu suspendu dans l'évidement de la poutre en H par le moyen d'un couple de tirants à ressort dont le pied i de chacun passe à travers une lumière oblongue du dos dudit châssis mobile.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT83401177T ATE51171T1 (de) | 1982-06-09 | 1983-06-09 | Vorrichtung zum biegen mit gerippten walzen mit mitteln zur beruecksichtigung der blechdicke und mitteln zum kompensieren der durchbiegung. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8210455 | 1982-06-09 | ||
| FR8210455A FR2528335A1 (fr) | 1982-06-09 | 1982-06-09 | Machine de cintrage a rouleaux creneles incorporant des moyens de prise en compte de l'epaisseur des toles et des moyens compensateurs de fleche |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0096643A2 true EP0096643A2 (fr) | 1983-12-21 |
| EP0096643A3 EP0096643A3 (en) | 1986-07-23 |
| EP0096643B1 EP0096643B1 (fr) | 1990-03-21 |
Family
ID=9275033
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83401177A Expired - Lifetime EP0096643B1 (fr) | 1982-06-09 | 1983-06-09 | Machine de cintrage à rouleaux crénelés incorporant des moyens de prise en compte de l'épaisseur des tôles et des moyens compensateurs de flèche |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0096643B1 (fr) |
| AT (1) | ATE51171T1 (fr) |
| DE (1) | DE3381347D1 (fr) |
| FR (1) | FR2528335A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2637206A1 (fr) * | 1988-10-05 | 1990-04-06 | Jammes Ind Sa | Rouleuse a rouleaux creneles automatisable |
| CN117019941A (zh) * | 2023-08-07 | 2023-11-10 | 南通超力卷板机制造有限公司 | 一种卷制宽板幅大曲率弧段异形件的卷辊结构 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2687336B1 (fr) * | 1992-02-14 | 1996-05-15 | Jammes Ind Sa | Ligne de production automatisee de viroles roulees soudees. |
| FR2750061B1 (fr) * | 1996-06-06 | 1998-09-11 | Jammes Ind Sa | Machine de cintrage de toles a rouleaux presseurs decales |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1025370B (de) * | 1955-01-10 | 1958-03-06 | Froriep Gmbh Maschf | Dreiwalzenbiegemaschine mit durch verstellbare Rollenstuetzboecke abgestuetzten Unterwalzen |
| GB1083548A (en) * | 1964-12-10 | 1967-09-13 | Hingley & Sons Netherton Ltd N | Improvements relating to coil and ring-formed machines |
| US4047411A (en) * | 1977-01-03 | 1977-09-13 | The Boeing Company | Numerically controlled pyramid roll forming machine |
| US4133197A (en) * | 1977-08-29 | 1979-01-09 | Carando Machine Works | Roll-type machine for forming cylindrical sheet metal bodies |
| FR2411647A1 (fr) * | 1977-12-19 | 1979-07-13 | Jammes Sa Anc Ets | Dispositif permettant d'immobiliser en positions constantes les deux generatrices de jonction d'une virole, sur machine a cintrer les metaux en feuille |
-
1982
- 1982-06-09 FR FR8210455A patent/FR2528335A1/fr active Granted
-
1983
- 1983-06-09 AT AT83401177T patent/ATE51171T1/de not_active IP Right Cessation
- 1983-06-09 DE DE8383401177T patent/DE3381347D1/de not_active Expired - Fee Related
- 1983-06-09 EP EP83401177A patent/EP0096643B1/fr not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2637206A1 (fr) * | 1988-10-05 | 1990-04-06 | Jammes Ind Sa | Rouleuse a rouleaux creneles automatisable |
| EP0368686A1 (fr) * | 1988-10-05 | 1990-05-16 | Jammes Industrie S.A. | Rouleuse à rouleaux crénelés automatisable |
| CN117019941A (zh) * | 2023-08-07 | 2023-11-10 | 南通超力卷板机制造有限公司 | 一种卷制宽板幅大曲率弧段异形件的卷辊结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2528335A1 (fr) | 1983-12-16 |
| EP0096643B1 (fr) | 1990-03-21 |
| DE3381347D1 (de) | 1990-04-26 |
| FR2528335B3 (fr) | 1985-03-15 |
| ATE51171T1 (de) | 1990-04-15 |
| EP0096643A3 (en) | 1986-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1673181B1 (fr) | Procede d'augmentation de la precision du controle de la trajectoire du produit dans une machine a planer a rouleaux imbriques et installation de planage permettant la mise en oeuvre du procede | |
| EP0649686B2 (fr) | Laminoir à déplacement axial | |
| FR2718661A1 (fr) | Installation de planage d'une bande métallique. | |
| EP0005102B1 (fr) | Dispositif pour contrôler la planéité d'une bande métallique laminée à froid | |
| FR2613641A1 (fr) | Procede et installation de laminage d'un produit sous forme de bande, plus specialement une tole metallique ou un feuillard | |
| EP0707902B1 (fr) | Installation de laminage | |
| EP0096643B1 (fr) | Machine de cintrage à rouleaux crénelés incorporant des moyens de prise en compte de l'épaisseur des tôles et des moyens compensateurs de flèche | |
| EP0446130B1 (fr) | Installation de planage | |
| EP1005923B1 (fr) | Laminoir équipé de moyens de cambrage des cylindres de travail | |
| FR2684913A1 (fr) | Appareil de decoupage rotatif. | |
| EP1804981B1 (fr) | Machine a cintrer les toles et ligne de fabrication incorporant une telle machine | |
| FR2552687A1 (fr) | Machine a rouleaux de calandre pourvue d'un mecanisme de reglage des rouleaux | |
| FR2459131A1 (fr) | Dispositif de compactage a haute pression comportant un chassis de presse a tirants et organes de compression | |
| EP0767014B1 (fr) | Planeuse à cylindres parallèles | |
| WO1997046336A1 (fr) | Machine a cintrage de toles a rouleaux presseurs decales | |
| FR2733171A1 (fr) | Laminoir a grande ouverture | |
| WO2002094465A1 (fr) | Dispositif de demontage des cylindres d'un laminoir | |
| EP0368686B1 (fr) | Rouleuse à rouleaux crénelés automatisable | |
| FR2731384A1 (fr) | Machine de serigraphie a raclette interchangeable | |
| WO2006123052A1 (fr) | Dispositif de guidage de mats coulissant l'un dans l'autre, bras telescopique et procede de guidage | |
| FR2750062A1 (fr) | Machine de cintrage de toles a rouleaux presseurs decales | |
| EP0329584B1 (fr) | Dispositif de serrage de cadres | |
| CH209132A (fr) | Dispositif de guidage de la partie mobile d'un gazomètre. | |
| EP0006375A1 (fr) | Corset de guidage à rouleaux pour installation de coulée continue | |
| FR2873601A1 (fr) | Machine a redresser les fers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19840613 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19861231 |
|
| D18D | Application deemed to be withdrawn (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 19880831 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19900321 Ref country code: NL Effective date: 19900321 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19900321 Ref country code: GB Effective date: 19900321 Ref country code: AT Effective date: 19900321 |
|
| REF | Corresponds to: |
Ref document number: 51171 Country of ref document: AT Date of ref document: 19900415 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3381347 Country of ref document: DE Date of ref document: 19900426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19900630 Ref country code: LI Effective date: 19900630 Ref country code: CH Effective date: 19900630 Ref country code: BE Effective date: 19900630 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] | ||
| BERE | Be: lapsed |
Owner name: S.A. JAMMES INDUSTRIES Effective date: 19900630 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19910228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19910301 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |