EP0103220A1 - Chenal de coulée chauffé par induction - Google Patents
Chenal de coulée chauffé par induction Download PDFInfo
- Publication number
- EP0103220A1 EP0103220A1 EP83108361A EP83108361A EP0103220A1 EP 0103220 A1 EP0103220 A1 EP 0103220A1 EP 83108361 A EP83108361 A EP 83108361A EP 83108361 A EP83108361 A EP 83108361A EP 0103220 A1 EP0103220 A1 EP 0103220A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- channel
- sleeve
- graphite susceptor
- casting
- susceptor sleeve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B6/00—Heating by electric, magnetic or electromagnetic fields
- H05B6/02—Induction heating
- H05B6/10—Induction heating apparatus, other than furnaces, for specific applications
- H05B6/105—Induction heating apparatus, other than furnaces, for specific applications using a susceptor
- H05B6/108—Induction heating apparatus, other than furnaces, for specific applications using a susceptor for heating a fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D35/00—Equipment for conveying molten metal into beds or moulds
- B22D35/06—Heating or cooling equipment
Definitions
- the present invention relates to the channel or the chute for casting a metal alloy with a high casting temperature, at least equal to 1400 ° C., in a mold.
- a metal alloy can be a super-alloy or an alloyed or low-alloyed steel.
- Superalloys fall into three categories: austenitic steels and alloys containing more than 20% iron, i.e. essentially composed of an austenite of iron, nickel, chromium or iron, chromium, nickel, cobalt, and alloys containing less than 20% iron, either nickel-based or cobalt-based.
- Superalloys still contain elements capable of forming carbides or inter-metallic phases: molybdenum, tungsten, vanadium, niobium, titanium, aluminum. Their main interest is their mechanical and chemical resistance, for increasingly high temperatures, that is to say above 900 or 1000 ° C. Their creep resistance is appreciated.
- the pouring channel of such an alloy can be that of a melting furnace or can be connected to a casting ladle in a foundry.
- a metal alloy with a high casting temperature solidifies quickly when the temperature drops.
- a furnace is used as a melting device. rotating or tilting in order to tilt and empty the chute between two successive flows by lowering and returning the liquid metal inside the heated enclosure of the oven.
- an inductor in the form of a coil or solenoid embedded in the refractory lining of the pouring spout, over its entire length, in order to induce a secondary heating current in the liquid alloy when it fills the chute just before and during a casting, and thus reduce the risks of solidification of the liquid metal alloy on the path of the casting chute.
- a chute provided with a flooded inductor is no longer heating in the absence of an alloy or of a liquid metal, between two successive flows, when the chute is raised to bring the liquid metal alloy down to the furnace.
- the risk of starting to solidify remains when the metal alloy enters the insufficiently heated casting chute.
- the problem is therefore posed of eliminating the risk of cooling and solidification of a metal alloy with a casting temperature at least equal to 1400 ° C. in a pouring channel, between two successive castings of a mold, by heating the channel. even when it does not contain an alloy or liquid metal.
- induction heating is preferred to heating by electrical resistances, the inductor suitably cooled causing no problems of expansion when it is embedded in the refractory lining, and the supply of current to the inductor, therefore to the channel, despite the high power required, also not posing any problems due to the interposition between the channel and the source of electric current of an aperiodic generator receiving this electric current at high
- the subject of the invention is therefore an improved casting channel with a view to solving this problem.
- This channel of the closed cross-section type comprising over its entire length a coil or solenoid-shaped inductor, the cooled turns of which are embedded in the refractory lining of the channel and traversed by a primary electric current supplied by an aperiodic generator, being characterized in that, around the casting bed of the channel and coaxially with said channel, is disposed a graphite susceptor sleeve through which an induced or secondary heating current flows when the inductor is supplied with primary current.
- the pouring channel is heated by induction when the inductor is traversed by a primary electric current, even when the liquid metal alloy is not introduced into the channel, so that the channel can be heated in advance, even before the first casting, and of course between two successive castings at a temperature ensuring the fluidity of the metal alloy at high casting temperature when the latter is introduced into the channel.
- the invention is applied to an electric melting furnace 1, of known type, rotating or tilting by means of a cradle 2 in an arc of a circle carried by rollers 3 (only one is shown), themselves mounted on a base frame 4.
- the oven 1 is of the reverberatory type with an arch 6 which reverberates the heat.
- cutaway is shown a part of the refractory lining 7 of the furnace 1 and of the capacity of the enclosure 8.
- In tearing away, is shown a part of the refractory lining 7 of the furnace 1 and of the capacity 8 which opens towards the pouring orifice liquid metal by a conduit 9.
- the conduit 9 is itself connected to an external pouring chute 10 with a metal box, fixed at one of its ends by a flange 11 removably to the furnace 1 proper and supported at the other end by a vertical stand A possibly adjustable in height by means not shown, for example of the screw-nut and handwheel type.
- the chute 10 comprises, as known, a refractory lining 12, for example made of silico-aluminous rammed earth, providing a duct or cylindrical pouring channel 13, of closed cross section connected to the duct 9.
- the channel 13, of axis XX produced as described below, comprises a straight part whose general direction is tiltable on either side of the horizontal during the tilting of the furnace 1 and a bent part 14 rising towards the high and opening onto the upper face of the chute 10 by a pouring orifice 15.
- a mold B represented by its outline exterior in phantom. The mold B is applied to the pouring orifice 15 by a pressure from the plate P actuated for example by a jack not shown.
- the capacity 8 of the furnace is placed under pressure of an inert gas such as argon or nitrogen so as to ensure the displacement of the liquid metal alloy up to the pouring orifice by adjusting the pressure without risk of oxidizing the liquid metal alloy in contact with this gas.
- an inert gas such as argon or nitrogen
- the chute 10 (or the channel 13) is of the heating type.
- an inductor 17, in the form of a coil or a solenoid (Fig. 1 and 3) metallic, made of copper, is embedded in the refractory lining 12, coaxially with the axis XX in along the bent outline of the channel 13 over almost the entire length of the channel 13, but leaving a large annular space around the channel 13, the turns of the inductor 17 having a diameter significantly greater than the outside diameter of the channel 13.
- the turns of the inductor 17 are internally cooled by a stream of water not shown, which eliminates any problem of expansion therefore of embedding of the inductor inside the refractory lining 12.
- the ends of the turns of the inductor 17 are connected to the two terminals 18 of an aperiodic generator 19 of electric current.
- an aperiodic generator 19 of electric current Conventionally, induction heating of the liquid metal alloy is obtained when this alloy completely fills the channel 13 and the coil 17 is supplied with electric current: the primary is the coil 17 and the secondary is the liquid metal alloy .
- a graphite sleeve 20 coaxial with the channel 13 therefore of axis XX, this sleeve 20, said susceptor in fact constituting the secondary in the induction system of which the coil 17 is the primary.
- the susceptor sleeve 20 is embedded or inserted, being placed with wide dimensional tolerances, on the refractory lining 12, in the vicinity of the internal wall forming the flow bed of the liquid metal alloy, but not constituting the bed d 'flow.
- the channel 13 is finished in the form described below.
- a sleeve 16 bent continuous and smooth, made of refractory material is applied as an internal coating of the susceptor sleeve 20 of which it covers the interstices between segments 23 opposite the contact of the sleeve 20 with the refractory lining 12.
- the sleeve 16 therefore constitutes the precise finish of the channel 13 even if the lining 12 itself has an internal cavity produced with wide dimensional tolerances. In other words, the sleeve 16 constitutes the flow bed of the liquid metal alloy with which it is intended to be in direct contact.
- the furnace 1 is preferably tilted or inclined so that the pouring chute 10 has its straight part in the raised position or inclined upwards in order to prevent liquid metal from entering the channel. 13.
- the oven is therefore tilted to the maximum (Fig. 4) and the chute 10 no longer rests on the stand A.
- the electric current supplied by the generator 19 passes through the primary coil 17 which induces the secondary heating current in the graphite susceptor tube 20. This in turn heats the coating sleeve 16 by contact.
- the furnace 1 When the melting of the metallic charge of the furnace 1 is finished, the furnace 1 is tilted in the position of FIG. 1, for casting until the chute 10 is supported on the stand A.
- the liquid metal rushes into the preheated casting channel 13, without rising to the orifice 15 on which the mold B since the neutral gas pressure above the charge of liquid metal in the furnace 1 is kept at a low value precisely adjusted so that the level of the liquid metal is lower than that of the orifice 15.
- the inductor 17, still supplied with electric current by the generator 19, then works with the liquid metal which, traversed by an induced secondary current, is heated and maintained at the desired temperature substantially greater than 1400 ° C., until the the neutral gas pressure is raised in the oven 1. with a view to raising the liquid metal above the orifice 15, to introduce it into the mold B and fill the latter.
- the metal or liquid alloy contained in the flow channel 13 or traversing it remains heated in all circumstances to a temperature almost as high as that which prevails inside the furnace 1.
- the invention is also applicable to induction heating, in the absence of liquid metal, of a channel oven - channel or an insulated channel fed by a simple ladle, neither heated nor heated.
Landscapes
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Induction Heating (AREA)
- Furnace Details (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Filters For Electric Vacuum Cleaners (AREA)
- Organic Insulating Materials (AREA)
- Steam Or Hot-Water Central Heating Systems (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Crucibles And Fluidized-Bed Furnaces (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
Abstract
Description
- La présente invention est relative au chenal ou à la goulotte de coulée d'un alliage métallique à température de coulée élevée, au moins égale à 1400°C, dans un moule. Un tel alliage métallique peut être un super-alliage ou un acier allié ou faiblement allié.
- Les super-alliages se classent en trois catégories : les aciers et alliages austénitiques contenant plus de 20 % de fer, c'est-à-dire composés essentiellement d'une austénite de fer, nickel, chrome ou de fer, chrome, nickel, cobalt, et les alliages contenant moins de 20 % de fer, soit à base de nickel soit à base de cobalt. Les super-alliages contiennent encore des éléments susceptibles de former des carbures ou des phases inter-métalliques : le molybdène, le tungstène, le vanadium, le niobium, le titane, l'aluminium. Leur principal intérêt est leur résistance mécanique et chimique, pour des températures de plus en plus élevées c'est-à-dire supérieures à 900 ou 1000°C. Leur résistance au fluage est appréciée.
- Pour ces raisons, on les emploie pour le moulage de pièces mécaniques destinées à résister à de hautes températures, telles que des pièces pour fours métallurgiques, pièces pour les industries aéronautique, aérospatiale, automobile, en particulier les rotors ou ailettes de turbines à gaz et de turboréacteurs, les soupapes d'échappement, les éléments chauffants et les dents de manutention pour fours industriels, les produits tubulaires pour raffineries de l'industrie pétrolière, etc... Les aciers alliés ou faiblement alliés sont utilisés, entre autres, pour le moulage de pièces pour l'industrie mécanique, l'industrie du bâtiment (aciers de construction).
- Le chenal de coulée d'un tel alliage peut être celui d'un four de fusion ou bien peut être raccordé à une poche de coulée en fonderie.
- Un alliage métallique à température de coulée élevée se solidifie rapidement en cas de baisse de température. Pour éviter cette solidification, on préfère conserver le plus longtemps possible cet alliage métallique à l'intérieur d'une enceinte bien chauffée telle que celle d'un four, en évitant de le laisser stagner dans une goulotte de coulée ou un chenal de coulée du four, entre deux coulées successives destinées à emplir un moule appliqué sur l'orifice de la goulotte de coulée.
- Pour cette raison, on utilise comme appareil de fusion un four rotatif ou basculant en vue d'incliner et de vider la goulotte entre deux coulées successives en faisant descendre et rentrer le métal liquide à l'intérieur de l'enceinte chauffée du four.
- On utilise également, comme connu, un inducteur en forme de bobine ou de solénoïde noyé dans le garnissage réfractaire de la goulotte de coulée, sur toute sa longueur, afin d'induire un courant secondaire de chauffage dans l'alliage liquide lorsqu'il emplit la goulotte juste avant et pendant une coulée, et ainsi réduire les risques de solidification de l'alliage métallique liquide sur le parcours de la goulotte de coulée. Mais, une telle goulotte pourvue d'un inducteur noyé n'est plus chauffante en l'absence d'alliage ou de métal liquide, entre deux coulées successives, lorsque la goulotte est relevée pour faire descendre l'alliage métallique liquide vers le four. Il en résulte que, lors de la reprise de la coulée, le risque de début de solidification subsiste lorsque l'alliage métallique fait son entrée dans la goulotte de coulée insuffisamment réchauffée.
- Le problème est donc posé d'éliminer le risque de refroidissement et de solidification d'un alliage métallique à température de coulée au moins égale à 1400°C dans un chenal de coulée, entre deux coulées successives d'un moule, en chauffant le chenal même lorsqu'il ne contient pas d'alliage ou de métal liquide.
- On pourrait certes obtenir ce résultat, au moins théoriquement, en introduisant dans la paroi du chenal des résistances électriques chauffantes, comme connu. Mais dans la pratique le chauffage d'un chenal de coulée par effet Joule est difficile à réaliser sinon irréalisable car, en raison de sa dilatation, il est difficile de noyer une résistance chauffante dans un garnissage réfractaire et, de plus, il est difficile d'amener par des plots fixés au chenal un courant de forte intensité à une telle résistance noyée, en raison de la puissance élevée qui est nécessaire. Pour cette raison, on préfère le chauffage par induction au chauffage par résistances électriques, l'inducteur convenablement refroidi ne posant pas de problèmes de dilatation lorsqu'il est noyé dans le garnissage réfractaire, et l'amenée de courant à l'inducteur, donc au chenal, malgré la forte puissance requise, ne posant pas non plus de problèmes en raison de l'interposition entre le chenal et la source de courant électrique d'un générateur apériodique recevant ce courant électrique à forte
- L'invention a donc pour objet un chenal de coulée perfectionné en vue de résoudre ce problème. Ce chenal, du type à section transversale fermée comportant sur toute sa longueur un inducteur en forme de bobine ou de solénoide dont les spires refroidies sont noyées dans le garnissage réfractaire du chenal et parcourues par un courant électrique primaire fourni par un générateur apériodique, étant caractérisé en ce que, autour du lit de coulée du chenal et coaxialement audit chenal, est disposé un manchon suscepteur en graphite parcouru par un courant induit ou secondaire de chauffage lorsque l'inducteur est alimenté en courant primaire.
- Grâce à cet agencement, le chenal de coulée est chauffé par induction lorsque l'inducteur est parcouru par un courant électrique primaire, même lorsque l'alliage métallique liquide n'est pas introduit dans le chenal, de sorte que le chenal peut'être chauffé d'avance, avant même la première coulée, et bien entendu entre deux coulées successives à une température assurant la fluidité de l'alliage métallique à haute température de coulée lorsque celui-ci est introduit dans le chenal.
- D'autres caractéristiques et avantages apparaîtront au cours de la description qui va suivre.
- Au dessin annexé, donné seulement à titre d'exemple,
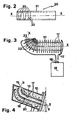
- - la Fig. 1 est une vue schématique en élévation avec coupe partielle d'un four électrique basculant équipé d'un chenal de coulée suivant l'invention, le chenal étant en position de coulée ;
- - la Fig. 2 est une vue de détail en élévation, à plus grande échelle que la Fig. 1, d'un tube de graphite suivant l'invention, avant sa mise en forme définitive ;
- - la Fig. 3 est une vue schématique illustrant le système de chauffage par induction avec inducteur et tube suscepteur de l'invention, mis en forme ;
- - la Fig. 4 est une vue partielle en coupe correspondant à la Fig. 1 du chenal de coulée relevé en position d'attente entre deux coulées successives.
- Suivant l'exemple d'exécution de la Fig. 1, l'invention est appliquée à un four électrique 1 de fusion, de type connu, rotatif ou basculant au moyen d'un berceau 2 en arc de cercle porté par des galets 3 (un seul est représenté), eux-mêmes montés sur un bâti à semelle 4. Le four 1 est de type réverbère à voûte 6 qui réverbère la chaleur. En arrachement est représentée une partie du garnissage réfractaire 7 du four 1 et de la capacité de l'enceinte 8. En arrachement, est représentée une partie du garnissage réfractaire 7 du four 1 et de la capacité 8 qui débouche vers l'orifice de coulée de métal liquide par un conduit 9. Le conduit 9 est lui-même raccordé à une goulotte de coulée extérieure 10 à caisson métallique, fixé à l'une de ses extrémités par une bride 11 de manière amovible au four 1 proprement dit et soutenu à l'autre extrémité par une béquille verticale A éventuellement réglable en hauteur par des moyens non représentés, par exemple du type à vis-écrou et volant de manoeuvre. La goulotte 10 comporte, comme connu, un garnissage réfractaire 12, par exemple en pisé silico-alumineux, ménageant un conduit ou chenal de coulée cylindrique 13, de section transversale fermée raccordée au conduit 9.
- Le chenal 13, d'axe XX, réalisé comme décrit plus loin, comporte une partie droite dont la direction générale est inclinable de part et d'autre de l'horizontale au cours du basculement du four 1 et une partie coudée 14 remontant vers le haut et débouchant sur la face supérieure de la goulotte 10 par un orifice de coulée 15. Au-dessus de l'orifice de la coulée 15, lorsque le four 1 est incliné en position de coulée, est placé un moule B représenté par son contour extérieur en trait mixte. Le moule B est appliqué sur l'orifice de coulée 15 par une pression de plateau P actionné par exemple par un vérin non représenté.
- Par un conduit 5 la capacité 8 du four est placée sous pression d'un gaz inerte tel que l'argon ou l'azote de manière a assurer le déplacement de l'alliage métallique liquide jusqu'à l'orifice de coulée par réglage de la pression sans risque d'oxyder l'alliage métallique liquide en contact avec ce gaz.
- La goulotte 10 (ou le chenal 13) est de type chauffant.
- A cet effet, et comme connu, un inducteur 17, sous forme d'une bobine ou d'un solénoide (Fig. 1 et 3) métallique, en cuivre, est noyé dans le garnissage réfractaire 12, coaxialement à l'axe XX en suivant le contour coudé du chenal 13 sur la presque totalité de la longueur du chenal 13, mais en ménageant un large espace annulaire autour du chenal 13, les spires de l'inducteur 17 ayant un diamètre notablement supérieur au diamètre extérieur du chenal 13. Comme connu, les spires de l'inducteur 17 sont intérieurement refroidies par un courant d'eau non représenté, ce qui supprime tout problème de dilatation donc d'encastrement de l'inducteur à l'intérieur du garnissage réfractaire 12. Les extrémités des spires de l'inducteur 17 sont raccordées aux deux bornes 18 d'un générateur apériodique 19 de courant électrique. De manière conventionnelle, un chauffage par induction de l'alliage métallique liquide est obtenu lorsque cet alliage emplit complètement le chenal 13 et que la bobine 17 est alimentée en courant électrique : le primaire est la bobine 17 et le secondaire est l'alliage métallique liquide.
- Conformément à l'invention, en vue du chauffage du chenal 13, même en l'absence de métal liquide dans le chenal 13, est prévu autour du lit de coulée du chenal 13, c'est-à-dire autour du manchon de revêtement 16, un manchon 20 en graphite, coaxial au chenal 13 donc d'axe XX, ce manchon 20, dit suscepteur constituant en fait le secondaire dans le système d'induction dont la bobine 17 est le primaire. Le manchon suscepteur 20 est encastré ou inséré, en étant posé avec de larges tolérances dimensionnelles, sur 1e garnissage réfractaire 12, au voisinage de la paroi interne formant le lit d'écoulement de l'alliage métallique liquide, mais ne constituant pas le lit d'écoulement. La finition du chenal 13 est réalisée sous la forme décrite plus loin.
- De préférence, le manchon suscepteur en graphite ou tube 20 est mis en forme coudée de la manière suivante, à partir d'une préforme droite 21 (Fig. 2) :
- Il comporte un élément tubulaire droit 21 qui, sur une partie de sa longueur, à partir d'une extrémité, est tronçonné suivant des plans obliques 22 par rapport à l'axe XX, alternativement inclinés dans un sens et dans le sens opposé, les deux inclinaisons étant symétriques, en segments tubulaires 23 qui, dans cet exemple, sont au nombre de six. Les génératrices diamétralement opposées des segments 23 ainsi obliquement délimités sont alternativement courtes et longues. En faisant tourner de 180° successivement chaque segment 23 par rapport au précédent, par glissement sur les plans obliques 22 de séparation, et en faisant tourner notamment en premier le segment 23 adjacent de l'élément droit 21 par rapport à l'élément tubulaire droit 21, et en continuant cette rotation de proche en proche, on obtient le coude tubulaire de la Fig. 3 dont les segments tubulaires 23 ont des génératrices plus courtes du côté concave que les génératrices diamétralement opposées du côté convexe.
- Enfin, pour réaliser la finition du chenal 13 en partie droit, en partie coudé, et pour préserver le manchon suscepteur 20 en graphite d'un contact direct avec l'alliage métallique liquide, notamment dans les joints entre segments 23, un manchon 16 coudé continu et lisse, en matériau réfractaire, est appliqué comme revétement intérieur du manchon suscepteur 20 dont il recouvre les interstices entre segments 23 à l'opposé du contact du manchon 20 avec le garnissage réfractaire 12. Le manchon 16 constitue donc la finition précise du chenal 13 même si le garnissage 12 proprement dit présente une cavité intérieure réalisée avec de larges tolérances dimensionnelles. En d'autres termes, le manchon 16 constitue le lit d'écoulement de l'alliage métallique liquide avec lequel il est destiné à être en contact direct.
- Pendant la fusion de sa charge métallique, le four 1 est de préférence basculé ou incliné de manière que la goulotte de coulée 10 ait sa partie droite en position relevée ou inclinée vers le haut afin d'éviter que du métal liquide ne pénètre dans le chenal 13. Le four est donc incliné au maximum (Fig. 4) et la goulotte 10 ne repose plus sur la béquille A.
- C'est cette période de fusion pendant laquelle le chenal 13 est vide qui est utilisée au préchauffage, par induction, du manchon de revêtement 16 donc de la paroi du chenal 13 grâce au manchon ou tube suscepteur en graphite 20.
- Le courant électrique fourni par le générateur 19 traverse la bobine primaire 17 qui induit le courant secondaire de chauffage dans le tube suscepteur en graphite 20. Celui-ci à son tour chauffe par contact le manchon de revêtement 16.
- Quand la fusion de la charge métallique du four 1 est terminée, le four 1 est basculé dans la position de la Fig. 1, en vue de la coulée jusqu'à ce que la goulotte 10 prenne appui sur la béquille A. Le métal liquide s'engouffre dans le chenal de coulée 13 préchauffé, sans monter jusqu'à l'orifice 15 sur lequel est appliqué le moule B étant donné que la pression de gaz neutre au-dessus de la charge de métal liquide dans le four 1 est maintenue à une valeur basse réglée précisément pour que le niveau du métal liquide soit inférieur à celui de l'orifice 15. L'inducteur 17, toujours alimenté en courant électrique par le générateur 19, travaille alors avec le métal liquide qui, parcouru par un courant secondaire induit, est chauffé et maintenu à la température désirée sensiblement supérieure à 1400°C, jusqu'à ce que l'on élève la pression de gaz neutre dans le four 1. en vue de faire monter le métal liquide au-dessus de l'orifice 15, pour l'introduire dans le moule B et remplir ce dernier.
- Ainsi, le métal ou alliage liquide contenu dans le chenal de coulée 13 ou parcourant celui-ci reste chauffé en toutes circonstances à une température presque aussi élevée que celle qui règne à l'intérieur du four 1.
- Bien entendu, l'invention est applicable également au chauffage par induction, en l'absence de métal liquide, d'un canal de four à - canal ou d'un chenal isolé alimenté par une simple poche de coulée non chauffante ni chauffée.
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT83108361T ATE19213T1 (de) | 1982-09-13 | 1983-08-25 | Induktiv beheizter giesskanal. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8215556A FR2532866B1 (fr) | 1982-09-13 | 1982-09-13 | Chenal de coulee chauffe par induction |
| FR8215556 | 1982-09-13 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0103220A1 true EP0103220A1 (fr) | 1984-03-21 |
| EP0103220B1 EP0103220B1 (fr) | 1986-04-16 |
Family
ID=9277460
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83108361A Expired EP0103220B1 (fr) | 1982-09-13 | 1983-08-25 | Chenal de coulée chauffé par induction |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US4475721A (fr) |
| EP (1) | EP0103220B1 (fr) |
| JP (1) | JPS5970460A (fr) |
| AT (1) | ATE19213T1 (fr) |
| DE (1) | DE3363074D1 (fr) |
| DK (1) | DK162326C (fr) |
| ES (1) | ES8404217A1 (fr) |
| FI (1) | FI73154C (fr) |
| FR (1) | FR2532866B1 (fr) |
| IT (2) | IT1168830B (fr) |
| NO (1) | NO160058C (fr) |
| SU (1) | SU1373331A3 (fr) |
| UA (1) | UA6008A1 (fr) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5022150A (en) * | 1989-10-27 | 1991-06-11 | General Electric Company | Method for producing heat transfer tube with insitu heater |
| FR2670697A1 (fr) * | 1990-12-24 | 1992-06-26 | Pont A Mousson | Chenal pour la mise en óoeuvre d'un procede de coulee sous pression d'un alliage metallique. |
| EP0503237A1 (fr) * | 1991-03-14 | 1992-09-16 | Didier-Werke Ag | Article moulé réfractaire et son utilisation |
| FR2701225A1 (fr) * | 1993-02-08 | 1994-08-12 | Seva | Procédé de fabrication d'un organe chauffant de transfert de métal liquide, organe chauffant, son application et son utilisation. |
| WO1995022240A1 (fr) * | 1994-02-14 | 1995-08-17 | Seva | Moyen et bati pour le prechauffage d'un conduit de coulee de metal |
| WO1996017703A1 (fr) * | 1994-12-09 | 1996-06-13 | Seva | Conduit de coulee de metal liquide, procede et dispositif pour l'homogeneisation du metal |
| US8056608B2 (en) | 2008-04-25 | 2011-11-15 | Goodwin Plc | Method of mitigating against thermal contraction induced cracking during casting of a super Ni alloy |
| KR101256720B1 (ko) * | 2008-04-04 | 2013-04-19 | 퀄컴 인코포레이티드 | 상위-레벨의 단일 주파수 네트워크를 사용하여 다중 주파수 네트워크에 대한 가이드 및 주파수 맵 정보의 통합 방법 및 장치 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4795139A (en) * | 1987-07-13 | 1989-01-03 | Intersteel Technology, Inc. | Apparatus for tapping slag-free steel from a continuous melting furnace |
| DE3842690C2 (de) * | 1988-12-19 | 1998-04-30 | Didier Werke Ag | Feuerfeste Verbindung sowie Induktionsspule hierfür |
| JP2827126B2 (ja) * | 1989-11-25 | 1998-11-18 | 住友重機械工業株式会社 | 溶湯・溶滓の連続排出方法及びその装置 |
| US5202081A (en) * | 1990-04-17 | 1993-04-13 | Rolls-Royce Plc | Launder system for supplying molten metal and a launder nozzle |
| FR2666036A1 (fr) * | 1990-08-27 | 1992-02-28 | Pont A Mousson | Dispositif intermediaire pour la coulee de pieces moulees. |
| US5339329A (en) * | 1993-01-25 | 1994-08-16 | Armco Steel Company, L.P. | Induction heated meniscus coating vessel |
| US5495495A (en) * | 1995-05-25 | 1996-02-27 | Saint-Gobain/Norton Industrial Ceramics Corporation | Dense lining for coreless induction furnace |
| DE19829191A1 (de) * | 1998-06-30 | 2000-01-05 | Be Automation Giesereitechnik | Druckvergiesseinrichtung |
| DE10059744A1 (de) * | 2000-12-01 | 2002-06-06 | Km Europa Metal Ag | Verfahren zum gezielten Temperieren einer Gießrinne und Gießrinne zur Durchführung des Verfahrens |
| US6555801B1 (en) | 2002-01-23 | 2003-04-29 | Melrose, Inc. | Induction heating coil, device and method of use |
| US7350559B2 (en) * | 2002-12-16 | 2008-04-01 | Energetics Technologies, Llc | Systems and methods of electromagnetic influence on electroconducting continuum |
| EP1920074A4 (fr) * | 2005-08-19 | 2009-02-25 | Advanced Metals Technology Com | Buse de base de poche a induction |
| DK4064790T3 (da) * | 2021-03-22 | 2023-09-25 | Karlsruher Inst Technologie | Varmesystem, anvendelse af et varmesystem, vindmølle og fremgangsmåde til opvarmning |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1068432B (fr) * | 1959-11-05 | |||
| FR2401103A1 (fr) * | 1977-04-30 | 1979-03-23 | Sumitomo Electric Industries | Procede et appareil de production de fibres de transmission optique |
| AU502023B1 (en) * | 1977-11-08 | 1979-07-12 | Mitsubishi Jidosha Kogyo Kabushiki Kaisha | Low pressure casting |
| US4174462A (en) * | 1978-03-30 | 1979-11-13 | Pearce Michael L | Induction furnaces for high temperature continuous melting applications |
| DE3025680A1 (de) * | 1980-07-07 | 1982-02-04 | Siemens AG, 1000 Berlin und 8000 München | Heizkoerper fuer einen hochtemperaturofen |
| GB2082879A (en) * | 1980-08-20 | 1982-03-10 | Plessey Co Ltd | Improvements in or relating to furnaces for producing semiconductor materials |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2882570A (en) * | 1956-05-22 | 1959-04-21 | Joseph B Brennan | Continuous vacuum casting |
| US3435992A (en) * | 1966-03-11 | 1969-04-01 | Tisdale Co Inc | Pouring nozzle for continuous casting liquid metal or ordinary steel |
| US3604598A (en) * | 1969-07-09 | 1971-09-14 | United States Steel Corp | Outlet passage construction for teeming vessels |
| US3623541A (en) * | 1969-10-29 | 1971-11-30 | William L Schmitz | Metal casting apparatus |
| JPS4921331A (fr) * | 1972-06-17 | 1974-02-25 | ||
| JPS5252832A (en) * | 1975-10-27 | 1977-04-28 | Mitsubishi Heavy Ind Ltd | Holding device for molten metal in ladle |
| JPS5775277A (en) * | 1980-10-30 | 1982-05-11 | Toshiba Mach Co Ltd | Casting equipment |
-
1982
- 1982-09-13 FR FR8215556A patent/FR2532866B1/fr not_active Expired
-
1983
- 1983-08-25 AT AT83108361T patent/ATE19213T1/de not_active IP Right Cessation
- 1983-08-25 EP EP83108361A patent/EP0103220B1/fr not_active Expired
- 1983-08-25 DE DE8383108361T patent/DE3363074D1/de not_active Expired
- 1983-08-31 US US06/528,002 patent/US4475721A/en not_active Expired - Lifetime
- 1983-09-06 DK DK405483A patent/DK162326C/da not_active IP Right Cessation
- 1983-09-07 ES ES525437A patent/ES8404217A1/es not_active Expired
- 1983-09-08 NO NO833203A patent/NO160058C/no unknown
- 1983-09-09 IT IT67935/83A patent/IT1168830B/it active
- 1983-09-09 IT IT8353700U patent/IT8353700V0/it unknown
- 1983-09-09 FI FI833232A patent/FI73154C/fi not_active IP Right Cessation
- 1983-09-09 JP JP58166433A patent/JPS5970460A/ja active Granted
- 1983-09-12 SU SU833640699A patent/SU1373331A3/ru active
- 1983-09-12 UA UA3640699A patent/UA6008A1/uk unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1068432B (fr) * | 1959-11-05 | |||
| FR2401103A1 (fr) * | 1977-04-30 | 1979-03-23 | Sumitomo Electric Industries | Procede et appareil de production de fibres de transmission optique |
| AU502023B1 (en) * | 1977-11-08 | 1979-07-12 | Mitsubishi Jidosha Kogyo Kabushiki Kaisha | Low pressure casting |
| US4174462A (en) * | 1978-03-30 | 1979-11-13 | Pearce Michael L | Induction furnaces for high temperature continuous melting applications |
| DE3025680A1 (de) * | 1980-07-07 | 1982-02-04 | Siemens AG, 1000 Berlin und 8000 München | Heizkoerper fuer einen hochtemperaturofen |
| GB2082879A (en) * | 1980-08-20 | 1982-03-10 | Plessey Co Ltd | Improvements in or relating to furnaces for producing semiconductor materials |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5022150A (en) * | 1989-10-27 | 1991-06-11 | General Electric Company | Method for producing heat transfer tube with insitu heater |
| FR2670697A1 (fr) * | 1990-12-24 | 1992-06-26 | Pont A Mousson | Chenal pour la mise en óoeuvre d'un procede de coulee sous pression d'un alliage metallique. |
| EP0503237A1 (fr) * | 1991-03-14 | 1992-09-16 | Didier-Werke Ag | Article moulé réfractaire et son utilisation |
| US5708257A (en) * | 1993-02-08 | 1998-01-13 | Seva | Heating device for transfer of liquid metal and process for manufacturing the device |
| WO1994017938A1 (fr) * | 1993-02-08 | 1994-08-18 | Seva | Procede de fabrication d'un organe chauffant de transfert de metal liquide, organe chauffant, son application et son utilisation |
| FR2701225A1 (fr) * | 1993-02-08 | 1994-08-12 | Seva | Procédé de fabrication d'un organe chauffant de transfert de métal liquide, organe chauffant, son application et son utilisation. |
| WO1995022240A1 (fr) * | 1994-02-14 | 1995-08-17 | Seva | Moyen et bati pour le prechauffage d'un conduit de coulee de metal |
| FR2720591A1 (fr) * | 1994-02-14 | 1995-12-01 | Seva | Moyen et bâti pour le préchauffage d'un conduit de coulée de métal. |
| US5799718A (en) * | 1994-02-14 | 1998-09-01 | Seva | Device and frame for preheating a metal casting channel |
| WO1996017703A1 (fr) * | 1994-12-09 | 1996-06-13 | Seva | Conduit de coulee de metal liquide, procede et dispositif pour l'homogeneisation du metal |
| FR2727883A1 (fr) * | 1994-12-09 | 1996-06-14 | Seva | Conduit de coulee de metal liquide, procede et dispositif pour l'homogeneisation du metal |
| US5853605A (en) * | 1994-12-09 | 1998-12-29 | Seva | Liquid metal pouring duct, process and device for homogenizing metal |
| KR101256720B1 (ko) * | 2008-04-04 | 2013-04-19 | 퀄컴 인코포레이티드 | 상위-레벨의 단일 주파수 네트워크를 사용하여 다중 주파수 네트워크에 대한 가이드 및 주파수 맵 정보의 통합 방법 및 장치 |
| US8056608B2 (en) | 2008-04-25 | 2011-11-15 | Goodwin Plc | Method of mitigating against thermal contraction induced cracking during casting of a super Ni alloy |
Also Published As
| Publication number | Publication date |
|---|---|
| NO160058C (no) | 1989-03-08 |
| IT1168830B (it) | 1987-05-20 |
| NO160058B (no) | 1988-11-28 |
| DK162326B (da) | 1991-10-14 |
| FR2532866B1 (fr) | 1985-06-07 |
| ATE19213T1 (de) | 1986-05-15 |
| FI73154C (fi) | 1987-09-10 |
| FI833232L (fi) | 1984-03-14 |
| NO833203L (no) | 1984-03-14 |
| DK162326C (da) | 1992-03-09 |
| SU1373331A3 (ru) | 1988-02-07 |
| FI833232A0 (fi) | 1983-09-09 |
| IT8353700V0 (it) | 1983-09-09 |
| JPH0380578B2 (fr) | 1991-12-25 |
| DK405483A (da) | 1984-03-14 |
| DK405483D0 (da) | 1983-09-06 |
| UA6008A1 (uk) | 1994-12-29 |
| IT8367935A0 (it) | 1983-09-09 |
| DE3363074D1 (en) | 1986-05-22 |
| FR2532866A1 (fr) | 1984-03-16 |
| EP0103220B1 (fr) | 1986-04-16 |
| FI73154B (fi) | 1987-05-29 |
| US4475721A (en) | 1984-10-09 |
| ES525437A0 (es) | 1984-05-16 |
| ES8404217A1 (es) | 1984-05-16 |
| JPS5970460A (ja) | 1984-04-20 |
| IT8367935A1 (it) | 1985-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0103220B1 (fr) | Chenal de coulée chauffé par induction | |
| CA1106134A (fr) | Procede de coulee de metal | |
| FR2665654A1 (fr) | Machine de coulee sous pression d'un alliage metallique a l'etat thixotropique. | |
| FR2575683A1 (fr) | Procede et installation pour la fabrication continue de tuyaux en fonte a graphite spheroidal a structure controlee | |
| EP0305426B1 (fr) | Installation de coulee de metal liquide et procede pour sa mise en oeuvre | |
| WO1994026444A1 (fr) | Dispositif d'alimentation en metal en fusion, notamment en fonte, d'une machine de coulee, et installation de coulee integrant ce dispositif d'alimentation | |
| CH628544A5 (fr) | Procede et installation pour la coulee continue de produits tubulaires. | |
| WO1994026938A1 (fr) | Procede de fusion de ferraille dans un four electrique et installation pour la mise en ×uvre du procede | |
| FR2670697A1 (fr) | Chenal pour la mise en óoeuvre d'un procede de coulee sous pression d'un alliage metallique. | |
| CA2204137C (fr) | Une poche de chauffage et de coulee de metaux liquides | |
| BE1004282A6 (fr) | Dispositif de prechauffage d'une busette de coulee d'un metal en fusion et installation de coulee d'un metal equipee de ce dispositif. | |
| EP0468832A1 (fr) | Four de maintien en température et de traitement métallurgique | |
| EP0800427A1 (fr) | Conduit de coulee de metal liquide, procede et dispositif pour l'homogeneisation du metal | |
| EP0857529A1 (fr) | Tubes métalliques et procédé et installation pour les fabriquer | |
| EP0745314B1 (fr) | Moyen et bati pour le prechauffage d'un conduit de coulee de metal | |
| FR2534167A1 (fr) | Procede de fabrication en fonderie de pieces moulees en alliages metalliques oxydables | |
| EP0240482B1 (fr) | Dispositif pour la coulée de l'acier | |
| EP0104499A1 (fr) | Procédé et installation de chargement d'un four de fusion d'alliages métalliques pour alimenter des moules de fonderie | |
| BE567532A (fr) | ||
| FR2668967A1 (fr) | Machine de coulee a pression pulsatoire. | |
| Umeda et al. | Construction and operation of the No. 1 round billet CCM at Wakayama Works | |
| FR2658745A1 (fr) | Procede et dispositif de moulage d'un alliage metallique. | |
| FR2462221A1 (fr) | Procede de fabrication de pieces revetues et composites, notamment bimetalliques | |
| FR2547395A1 (fr) | Dispositif bruleur pour four de fusion metallurgique | |
| BE561010A (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT DE GB NL SE |
|
| 17P | Request for examination filed |
Effective date: 19840602 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE GB NL SE |
|
| REF | Corresponds to: |
Ref document number: 19213 Country of ref document: AT Date of ref document: 19860515 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3363074 Country of ref document: DE Date of ref document: 19860522 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 83108361.3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19970721 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19970725 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19970819 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19970823 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19970825 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980825 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980826 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990301 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19980825 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 83108361.3 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19990301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990601 |