EP0115451A2 - Roue pour compresseur centrifuge et procédé pour sa fabrication - Google Patents
Roue pour compresseur centrifuge et procédé pour sa fabrication Download PDFInfo
- Publication number
- EP0115451A2 EP0115451A2 EP84400027A EP84400027A EP0115451A2 EP 0115451 A2 EP0115451 A2 EP 0115451A2 EP 84400027 A EP84400027 A EP 84400027A EP 84400027 A EP84400027 A EP 84400027A EP 0115451 A2 EP0115451 A2 EP 0115451A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- wheel
- buckets
- wires
- shaft
- bundles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/26—Rotors specially for elastic fluids
- F04D29/28—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps
- F04D29/284—Rotors specially for elastic fluids for centrifugal or helico-centrifugal pumps for radial-flow or helico-centrifugal pumps for compressors
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/02—Selection of particular materials
- F04D29/023—Selection of particular materials especially adapted for elastic fluid pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04D—NON-POSITIVE-DISPLACEMENT PUMPS
- F04D29/00—Details, component parts, or accessories
- F04D29/60—Mounting; Assembling; Disassembling
- F04D29/62—Mounting; Assembling; Disassembling of radial or helico-centrifugal pumps
- F04D29/624—Mounting; Assembling; Disassembling of radial or helico-centrifugal pumps especially adapted for elastic fluid pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/10—Metals, alloys or intermetallic compounds
- F05D2300/12—Light metals
- F05D2300/123—Boron
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/20—Oxide or non-oxide ceramics
- F05D2300/22—Non-oxide ceramics
- F05D2300/224—Carbon, e.g. graphite
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/40—Organic materials
- F05D2300/43—Synthetic polymers, e.g. plastics; Rubber
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/40—Organic materials
- F05D2300/43—Synthetic polymers, e.g. plastics; Rubber
- F05D2300/433—Polyamides, e.g. NYLON
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/603—Composites; e.g. fibre-reinforced
Definitions
- the invention relates to a wheel in particular for a high peripheral speed centrifugal compressor made from pre-molded, sector-shaped buckets, juxtaposed and glued to each other in the circumferential direction to form a unitary assembly with high mechanical resistance to rupture.
- a centrifugal compressor essentially consists of a rotor and a stator.
- the .rotor has vanes rotating around an axis, responsible for driving the gas at their rotational speed, in order to communicate energy to it.
- the stator in addition to constituting the casing of the machine, includes a part called a diffuser, responsible for transforming the pressure acquired by the gas into pressure.
- the casing surrounding the rotor is of a relatively simple design.
- closed-wheel rotors have the disadvantage of being limited in rotation speed (300 m / s for example), the external surface of revolution being subjected to greater centrifugal stresses than the blades, which leads to cracks between said blades and said outer surface, which increase with the speed of rotation.
- wheels made of metal (steel, aluminum, titanium) are cast or mechanically welded, the first embodiment (cast) being more common in closed wheels and of small dimensions for reasons of weld accessibility.
- the invention relates to a new compressor wheel having the originality of having both a high breaking strength, a low specific mass (allowing very high peripheral speeds and larger wheel diameters) without the need for an expensive manufacturing process or machining.
- This object is achieved by making the wheel from pre-molded, sector-shaped troughs, made of fibers of high mechanical strength, coupled together, in a circumferential direction, by bundles of radiating wires coated with a bonding agent. and taking up the centrifugal forces, whatever the specific speed of the wheel.
- the fibers used for the manufacture of the buckets and wire bundles are preferably fibers of carbon, boron, aromatic polyamides or glass, and the bonding or sealing agent can be advantageously chosen from epoxy resins, polyimides or phenolic.
- the invention relates, (deviating from the drawbacks of metal wheels, cast or mechanically welded), a new type of wheel having, for a specifically low mass, a high resistance mechanical at break and therefore at bursting and thereby allowing larger diameters and higher peripheral speeds than those resulting from compressor wheels hitherto known.
- the wheels of centrifugal compressors are generally formed by a rotor 1 defined by vanes 2, one of the ends 2 1 of which opens onto the front face called the "intake" face, the other end 2 2 communicating with a fixed diffuser 3 itself in relation to a peripheral volute 4.
- the fluid entering the channel delimited by the blades acquires pressure and speed there, this speed being convertible into pressure in the diffuser.
- the rotor is obviously rotated by a control shaft 5 to which it is coupled, several wheels can be stepped on the same shaft.
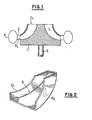
- the wheel is made from buckets 6 (Fig. 2) having the particularity of being made of fibers having a high mechanical resistance to rupture, each bucket being in the form of a sector to define in itself a channel.
- the wheel is of modular type, since it consists of a series of buckets 6 juxtaposed in a circumferential direction and made integral with one another, to form a stable unitary assembly, by bundles of radiating wires 9 coated with a liaison officer.
- the fibers used for making the buckets are preferably carbon fibers, although boron fibers, aromatic polyamides or even glass fibers can also be used. These fibers indeed make it possible to envisage, because of their high mechanical strength, high specific speeds, but it is however necessary, given the unidirectional nature of the fiber, to use specific morphologies so that the centrifugal forces are transmitted in the direction of the fiber and not perpendicular to them.
- Figs. 3 and 4 show the method of manufacturing a wheel according to the invention. It suffices to place in a star, on a marble 7 the troughs in the shape of a sector, taking care to leave between their lateral flanks 6 1 radial interstices 8,1 placement of the troughs being facilitated by stabilizing pins 6 2 are provided and which come to rest in the heel manner on the flat marble 7. Next, the buckets are coupled and sealed together by a stack of beams of radiating wires 9 previously coated with a bonding agent whose chemical nature is compatible with the material constituting the buckets and that constituting the wires, for example, an epoxy-type resin, if the buckets and the bundles of wires are based on carbon fibers.
- a bonding agent whose chemical nature is compatible with the material constituting the buckets and that constituting the wires, for example, an epoxy-type resin, if the buckets and the bundles of wires are based on carbon fibers.
- each radial gap 8 opens onto rods 11, integral with the marble and on which the connecting wires are wound.
- This carbon fiber wheel can be coupled either to a metal axle, or to an axle also made of carbon fibers.
- a metal axle or to an axle also made of carbon fibers.
- axial channels obtained by pins 12 passing right through the wheel and which, when they are removed from the mold, form passages in which the fingers 13 forming the end of the drive shaft 14 will be introduced.
- These fingers will be made integral with the wheel by a support plate 15 and bolts 16 fixed on the end of each of said fingers 13.
- the drive shaft is made of carbon fibers, it will include, like the metal shaft, fingers 13, as illustrated in Fig. 5, but these will be positioned, inserted and sealed to the wheel, as the bundles of wires are stacked. It will suffice, in this case, that the plate 7 has a central opening for the passage of the shaft and that the fingers 13 are arranged between the axis 10 of the wheel and the ends of the buckets (as illustrated by the reference 12 in Fig. 3) so that the shaft is coupled to the wheel by coating the wires like the buckets. After cooling and removing the marble 7, the wheel and the drive shaft will form a unitary and homogeneous whole.
- a cooking operation is then carried out in an oven, the temperature of which is defined by the type of resin used.
- the buckets can be covered with a continuous tulip-shaped veil also produced from carbon fibers bonded leaving; of course free, the inlet openings of the buckets opening onto the front face of the wheel, the opposite end of said buckets communicating in known manner with a rotor diffuser having the general shape of an annular crown.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Abstract
Description
- L'invention concerne une roue en particulier pour compresseur centrifuge à vitesse périphérique élevée réalisée à partir d'augets prémoulés, en forme de secteur, juxtaposés et collés les uns aux autres dans le sens circonférentiel pour former un ensemble unitaire à haute résistance mécanique à la rupture.
- Il existe plusieurs types de compresseurs volumétriques tels les compresseurs à pistons, axiaux, tels les machines à hélice,centrifuges.
- Un compresseur centrifuge est essentiellement constitué d'un rotor et d'un stator.
- Le .rotor comporte des aubes tournant autour d'un axe, chargées d'entrainer le gaz à leur vitesse de rotation, afin de lui communiquer de l'énergie.
- Le stator, outre qu'il constitue le carter de la machine, comporte une partie appelée diffuseur, chargée de transformer en pression la vitesse acquise par le gaz.
- Il existe deux types de roues, ouvertes ou fermées. Dans les roues fermées, les aubes sont délimitées par deux surfaces de révolution dont l'une, interne, est reliée directement à l'axe de la machine, le parcours du gaz étant tout à fait défini dans le rotor.
- Dans ce type de réalisation, le carter entourant le rotor est d'une conception relativement simple.
- Ces rotors à roues fermées présentent l'inconvénient d'être limités en vitesse de rotation (300 m/s par exemple), la surface de révolution externe étant soumise à des contraintes centrifuges plus importantes que les aubes, ce qui conduit à des fissures entre lesdites aubes et ladite surface externe,qui croissent avec la vitesse de rotation.
- Les roues ouvertes ne comportent quant à elles que la surface de révolution interne, ce qui autorise des vitesses de rotation plus élevées mais nécessite par contre un carter extérieur ajusté, donc de fabrication plus élaborée et, par conséquent, plus onéreux,
- Ces roues, réalisées en métal (acier, aluminium, titane) sont coulées ou mécano-soudées , le premier mode de réalisation (coulé) étant plus fréquent dans les roues fermées et de petites dimensions pour des raisons d'accessibilité de soudure.
- Vis-à-vis de ces réalisations antérieures, l'invention se rapporte à une nouvelle roue de compresseur présentant l'originalité de posséder à la fois une haute résistance à la rupture, une faible masse spécifique (autorisant des vitesses périphériques très élevées et des diamètres de roues plus importants) et ce, sans faire appel à un procédé de fabrication ou un usinage coûteux.
- Ce but est atteint en réalisant la roue à partir d'augets prémoulés, en forme de secteur, constitués de fibres de haute résistance mécanique, accouplés entre eux, dans un sens circonférentiel, par des faisceaux de fils rayonnants enrobés d'un agent de liaison et reprenant les efforts centrifuges, quelle que soit la vitesse spécifique de la roue.
- Les fibres utilisées pour la fabrication des augets et des faisceaux de fils sont de préférence des fibres de carbone, de bore, de polyamides aromatiques ou de verre, et l'agent de liaison ou de scellement peut être avantageusement choisi dans les résines époxy, polyimides ou phénoliques.
- Le procédé pour l'obtention d'une telle roue est illustré à titre d'exemple non limitatif sur les dessins annexés dans lesquels :
- - la Fig. 1 est une vue schématique d'une roue connue de compresseur ;
- - la Fig. 2 est une vue en perspective d'un des augets entrant dans la constitution de la roue de compresseur selon l'invention ;
- - la Fig. 3 est une vue de dessus de la roue en cours de réalisation ;
- - la Fig. 4 est une section diamétrale selon la ligne II-II de la Fig. 3 ;
- - la Fig. 5 est une vue en perspective, selon un mode de réalisation préférentiel, de l'arbre d'entrainement de la roue ;
- - la Fig. 6 est une section selon la ligne III-III de la Fig. 3 montrant l'accouplement de la roue avec un arbre du type illustré en Fig. 5 ;
- - la Fig. 7 est une vue en coupe illustrant l'accouplement de la roue avec un arbre de type métallique.
- Comme indiqué dans le préambule de la demande, l'invention concerne,(s'écartant en cela des inconvénients des roues en métal, coulé ou mécano-soudé), un nouveau type de roues présentant, pour une masse spécifiquement faible, une haute résistance mécanique à la rupture et donc à l'éclatement et autorisant, de ce fait, des diamètres plus importants et des vitesses périphériques plus élevées que ceux résultant des roues de compresseurs jusqu'alors connues.
- Comme illustré schématiquement sur la Fig. 1, les roues de compresseurs centrifuges sont généralement formées d'un rotor 1 défini par des aubes 2 dont une des extrémités 21 débouche sur la face avant dite "d'admission", l'autre extrémité 22 communiquant avec un diffuseur fixe 3 lui-même en relation avec une volute périphérique 4. Le fluide pénétrant dans la canal délimité par les aubes y ac- quiert de la pression et de la vitesse, cette vitesse étant transformable en pression dans le diffuseur. Le rotor est évidemment entrainé en rotation par un arbre de commande 5 auquel il est accouplé, plusieurs roues pouvant être étagées sur un même arbre.
- Selon l'invention, et comme cela résultera du mode de réalisation préférentiel ci-après décrit, la roue est réalisée à partir d'augets 6 (Fig. 2) présentant la particularité d'être constitués de fibres ayant une grande résistance mécanique à la rupture, chaque auget étant en forme de secteur pour définir en soi un canal. La roue est de type modulaire, puisqu'elle est constituée d'une série d'augets 6 juxtaposés dans un sens circonférentiel et rendus solidaires les uns des autres, pour former un ensemble unitaire stable,par des faisceaux de fils rayonnants 9 enrobés d'un aaent de liaison.
- Les fibres utilisées pour la fabrication des augets sont de préférence des fibres de carbone, bien que l'on puisse également utiliser des fibres de bore, de polyamides aromatiques ou même des fibres de verre. Ces fibres permettent en effet d'envisager, en raison de leur haute résistance mécanique, des vitesses spécifiques élevées, mais il faut toutefois, étant donné le caractère unidirectionnel de la fibre, utiliser des morphologies spécifiques pour que les efforts centrifuges soient transmis dans la direction de la fibre et non perpendiculairement à celles-ci.
- Les Fig. 3 et 4 montrent le procédé de fabrication d'une roue selon l'invention. Il suffit de placer en étoile,sur unmarbre 7 les augets en forme de secteur, en prenant soin de laisser subsister entre leurs flancs latéraux 61 des interstices radiaux 8,1 mise en place des augets étant facilitée par des pions stabilisateurs 62 dont ils sont pourvus et qui viennent reposer à la manière de talon sur le marbre plan 7. On réalise ensuite l'accouplement et le scellement des augets entre eux par un empilage de faisceaux de fils rayonnants 9 préalablement enduits d'un agent de liaison dont la nature chimique est compatible avec le matériau constituant les augets et celui constituant les fils, par exemple, une résine de type époxy, si les augets et les faisceaux de fils sont à base de fibres de carbone. Le fil 9 est continu et est fortement tendu entre deux paires opposées d'augets, sa direction étant parallèle aux bords latéraux des augets mais s'écartant légèrement du centre 10 de la roue pour permettre un empilage acceptable des fils qui vont ainsi se croiser légèrement en-dehors de ce centre et s'empiler sous la forme de faisceaux sur la hauteur des augets. Comme visible en Fig. 4, chaque interstice radial 8 débouche sur des tiges 11,solidaires du marbre et sur lesquelles s'enroulent les fils de liaison.
- Lorsque l'empilage des faisceaux de fils est ainsi réalisé, on fait une polymérisation en étuve, de manière à obtenir un disque unitaire stable et homogène.
- Il suffit ensuite de procéder au sectionnementdesfils et à l'ébavurage rapide de ce disque pour obtenir une roue de compresseur prête à l'emploi, sans autre opération d'usinage ou d'arasage autre qu'un équilibrage effectué avant ou après accouplement sur l'arbre de transmission. Le sectionnement des fils se fait sur la périphérie de la roue et sur sa face d'admission en suivant le profil concave 63 des augets (fig.4) pour obtenir 13 roue telle qu'illustrée en fig.6.
- On peut accoupler cette roue en fibres de carbone soit à un axe métallique, soit à un axe également en fibres de carbone. Dans le premier cas, comme illustré en Fig. 7, il est possible de ménager, au cours de la fabrication de la roue, c'est-à-dire pendant l'empilage des faisceaux de fils de liaison, des canaux axiaux obtenus par des broches 12 traversant la roue de part en part et qui, au démoulage, forment des passages dans lesquels seront introduits les doigts 13 formant l'extrémité de l'arbre d'entrainement 14. Ces doigts seront rendus solidaires de la roue par une plaque d'appui 15 et des boulons 16 fixés sur l'extrémité de chacun desdits doigts 13.
- Si l'arbre d'entrainement est en fibres de carbone, il comprendra, à l'instar de l'arbre métallique, des doigts 13, comme illustré en Fig. 5, mais ceux-ci seront positionnés, insérés et scellés à la roue, au fur et à mesure de l'empilage des faisceaux de fils. Il suffira, dans ce cas, que le marbre 7 comporte une ouverture centrale pour le passage de l'arbre et que les doigts 13 soient disposés entre l'axe 10 de la roue et les extrémités des augets (comme illustré par la référence 12 en Fig. 3) pour que l'arbre soit accouplé à la roue par l'enduction des fils à l'image des augets. Après refroidissement et retrait du marbre 7, la roue et l'arbre d'entrainement formeront un ensemble unitaire et homogène.
- Pour obtenir une résistance thermique appropriée de l'ensemble, on procède ensuite à une opération de cuisson dans une étuve, dont la température est définie par le type de résine employée. En outre, si l'on désire obtenir une roue fermée, on pourra recouvrir les augets d'un voile continu en forme de tulipe réalisé également à partir de fibres de carbone collées en laissant; bien entende libres, les ouvertures d'admission des augets débouchant sur la face avant de la roue, l'extrémité opposée desdits augets communiquant de façon connue avec un diffuseur rotorique ayant la forme générale d'une couronne annulaire. En outre, on peut également éviter des turbulences et améliorer l'aérodynamisme en collant sur la face arrière de la roue un disque en fibres de carbone ceinturant l'arbre d'entrainement qui, s'il est également en fibres, sera avantageusement chemisé à l'aide d'un fourreau métallique pour servir simultanément d'axe.
- Ainsi, grâce à la légèreté et à la haute résistance des fibres de carbone constituant les augets, on obtient, par une reprise et un report des forces centrifuges sur les faisceaux de fils de liaison, une roue d'une masse spécifique faible autorisant des vitesses périphériques élevées et des diamètres plus importants qu'avec les roues de compresseurs connus en métal, le procédé pour l'obtention de ces roues perfectionnées étant simple et réduisant au minimum l'usinage qui grèvait jusqu'alors le coût de production des roues de compresseurs.
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT84400027T ATE23211T1 (de) | 1983-01-26 | 1984-01-06 | Laufrad eines zentrifugalverdichters und verfahren zu seiner herstellung. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8301162 | 1983-01-26 | ||
| FR8301162A FR2539824A1 (fr) | 1983-01-26 | 1983-01-26 | Roue pour compresseur centrifuge et procede pour sa fabrication |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0115451A2 true EP0115451A2 (fr) | 1984-08-08 |
| EP0115451A3 EP0115451A3 (en) | 1984-08-22 |
| EP0115451B1 EP0115451B1 (fr) | 1986-10-29 |
Family
ID=9285297
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84400027A Expired EP0115451B1 (fr) | 1983-01-26 | 1984-01-06 | Roue pour compresseur centrifuge et procédé pour sa fabrication |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US4676722A (fr) |
| EP (1) | EP0115451B1 (fr) |
| JP (1) | JPS59150997A (fr) |
| KR (1) | KR840007267A (fr) |
| AT (1) | ATE23211T1 (fr) |
| BR (1) | BR8400282A (fr) |
| DE (1) | DE3461115D1 (fr) |
| ES (1) | ES8500395A1 (fr) |
| FR (1) | FR2539824A1 (fr) |
| IN (1) | IN159386B (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0635643A3 (fr) * | 1993-06-25 | 1995-03-08 | Inst Luft Kaeltetech Gem Gmbh | Turbo-compresseur pour fluide de réfrigération. |
| EP0737814A1 (fr) * | 1995-04-10 | 1996-10-16 | Abb Research Ltd. | Compresseur |
| DE10063653A1 (de) * | 2000-12-20 | 2002-07-11 | Daimler Chrysler Ag | Ladepumpe, insbesondere Abgasturbolader |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2207629B (en) * | 1987-07-22 | 1991-01-02 | Rolls Royce Plc | Method of manufacture of an axial flow compressor assembly |
| JPH0631633B2 (ja) * | 1987-08-12 | 1994-04-27 | 株式会社ユニシアジェックス | タ−ビン型燃料ポンプ |
| US5222866A (en) * | 1988-09-30 | 1993-06-29 | Societe Europeenne De Propulsion | High speed composite turbine wheel |
| JPH04211232A (ja) * | 1990-03-14 | 1992-08-03 | Nikon Corp | 遮光羽根用またはアーム用板材 |
| DE19525829A1 (de) * | 1995-07-15 | 1997-01-16 | Abb Research Ltd | Lüfter |
| US5921754A (en) * | 1996-08-26 | 1999-07-13 | Foster-Miller, Inc. | Composite turbine rotor |
| FI101564B (fi) | 1997-01-17 | 1998-07-15 | Flaekt Woods Ab | Korkeapainepuhallin |
| FI101565B (fi) * | 1997-01-17 | 1998-07-15 | Flaekt Woods Ab | Haihdutinpuhallin ja sen siipipyörä |
| DE19708825C2 (de) * | 1997-03-05 | 2001-11-15 | Deutsch Zentr Luft & Raumfahrt | Vorrichtung zum Fördern eines Mediums |
| US6659723B2 (en) * | 2001-11-16 | 2003-12-09 | Illinois Tool Works Inc. | Fan for an engine driven generator |
| JP2004285938A (ja) * | 2003-03-24 | 2004-10-14 | Matsushita Electric Ind Co Ltd | 送風ファン |
| WO2007013892A2 (fr) * | 2004-11-12 | 2007-02-01 | Board Of Trustees Of Michigan State University | Rotor tisse de turbomachine |
| IT1394295B1 (it) | 2009-05-08 | 2012-06-06 | Nuovo Pignone Spa | Girante centrifuga del tipo chiuso per turbomacchine, componente per tale girante, turbomacchina provvista di tale girante e metodo di realizzazione di tale girante |
| IT1397058B1 (it) | 2009-11-23 | 2012-12-28 | Nuovo Pignone Spa | Stampo per girante centrifuga, inserti per stampo e metodo per costruire una girante centrifuga |
| IT1397057B1 (it) * | 2009-11-23 | 2012-12-28 | Nuovo Pignone Spa | Girante centrifuga e turbomacchina |
| US8794914B2 (en) | 2010-11-23 | 2014-08-05 | GM Global Technology Operations LLC | Composite centrifugal compressor wheel |
| ITCO20110064A1 (it) | 2011-12-14 | 2013-06-15 | Nuovo Pignone Spa | Macchina rotante comprendente un rotore con una girante composita ed un albero metallico |
| US10193430B2 (en) | 2013-03-15 | 2019-01-29 | Board Of Trustees Of Michigan State University | Electromagnetic device having discrete wires |
| ITCO20130067A1 (it) | 2013-12-17 | 2015-06-18 | Nuovo Pignone Srl | Girante con elementi di protezione e compressore centrifugo |
| KR102004977B1 (ko) * | 2019-04-04 | 2019-07-30 | (주)웰크론 | 공기 부양선용 임펠러 제조방법 |
| DE102020127312A1 (de) * | 2020-10-16 | 2022-04-21 | Ebm-Papst Mulfingen Gmbh & Co. Kg | Lüfter mit einem Rotor und einem Lüfterrad |
| US12576601B2 (en) * | 2024-01-30 | 2026-03-17 | General Electric Company | Composite structure for a turbine engine |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2857094A (en) * | 1955-07-19 | 1958-10-21 | John R Erwin | Integral plastic rotors |
| US3077297A (en) * | 1960-10-24 | 1963-02-12 | Stalker Corp | Bladed rotors |
| GB1170593A (en) * | 1967-04-12 | 1969-11-12 | Rolls Royce | Method of making a Bladed Rotor |
| US3518221A (en) * | 1967-10-30 | 1970-06-30 | Monsanto Co | Reinforcing fillers in a matrix of two thermosetting resins |
| US3521973A (en) * | 1968-08-16 | 1970-07-28 | Anpol Research Corp | Fan construction |
| US4098559A (en) * | 1976-07-26 | 1978-07-04 | United Technologies Corporation | Paired blade assembly |
| JPS5458211A (en) * | 1977-10-18 | 1979-05-10 | Koken Kogyo Kk | Preparation of impeller of turbo type fan |
| DE2800723C2 (de) * | 1978-01-09 | 1986-03-20 | Johnston Brothers (Engineering) Ltd., Redhill | Laufrad für Gebläse |
| DE2937214A1 (de) * | 1979-09-14 | 1981-04-02 | Rhein-Bayern Fahrzeugbau GmbH & Co KG, 8950 Kaufbeuren | Dreiflaechenstroemungsmaschine |
| US4465434A (en) * | 1982-04-29 | 1984-08-14 | Williams International Corporation | Composite turbine wheel |
-
1983
- 1983-01-26 FR FR8301162A patent/FR2539824A1/fr active Granted
-
1984
- 1984-01-06 EP EP84400027A patent/EP0115451B1/fr not_active Expired
- 1984-01-06 AT AT84400027T patent/ATE23211T1/de not_active IP Right Cessation
- 1984-01-06 DE DE8484400027T patent/DE3461115D1/de not_active Expired
- 1984-01-11 US US06/569,955 patent/US4676722A/en not_active Expired - Fee Related
- 1984-01-14 KR KR1019840000139A patent/KR840007267A/ko not_active Withdrawn
- 1984-01-24 BR BR8400282A patent/BR8400282A/pt not_active IP Right Cessation
- 1984-01-25 IN IN53/CAL/84A patent/IN159386B/en unknown
- 1984-01-26 JP JP59013213A patent/JPS59150997A/ja active Pending
- 1984-01-26 ES ES529200A patent/ES8500395A1/es not_active Expired
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0635643A3 (fr) * | 1993-06-25 | 1995-03-08 | Inst Luft Kaeltetech Gem Gmbh | Turbo-compresseur pour fluide de réfrigération. |
| EP0737814A1 (fr) * | 1995-04-10 | 1996-10-16 | Abb Research Ltd. | Compresseur |
| DE10063653A1 (de) * | 2000-12-20 | 2002-07-11 | Daimler Chrysler Ag | Ladepumpe, insbesondere Abgasturbolader |
| DE10063653C2 (de) * | 2000-12-20 | 2002-12-12 | Daimler Chrysler Ag | Ladepumpe, insbesondere Abgasturbolader |
Also Published As
| Publication number | Publication date |
|---|---|
| ES529200A0 (es) | 1984-10-01 |
| JPS59150997A (ja) | 1984-08-29 |
| EP0115451B1 (fr) | 1986-10-29 |
| FR2539824A1 (fr) | 1984-07-27 |
| BR8400282A (pt) | 1984-08-28 |
| US4676722A (en) | 1987-06-30 |
| ES8500395A1 (es) | 1984-10-01 |
| KR840007267A (ko) | 1984-12-06 |
| DE3461115D1 (en) | 1986-12-04 |
| FR2539824B1 (fr) | 1985-05-10 |
| EP0115451A3 (en) | 1984-08-22 |
| ATE23211T1 (de) | 1986-11-15 |
| IN159386B (fr) | 1987-05-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0115451B1 (fr) | Roue pour compresseur centrifuge et procédé pour sa fabrication | |
| FR2700130A1 (fr) | Procédé de fabrication d'un rotor monobloc à aubes creuses et rotor monobloc à aubes creuses. | |
| WO1999046511A1 (fr) | Roue de ventilation centrifuge en materiaux composites | |
| EP0330562B1 (fr) | Perfectionnements aux rotors induits des ralentisseurs électromagnétiques | |
| EP1481756B1 (fr) | Procédé de fabrication d'une aube creuse pour turbomachine | |
| FR2567052A1 (fr) | Elements a aubes d'une seule piece | |
| CA1199669A (fr) | Rotor a jante feuilletee segmentee et poles rapportes pour machine electrique | |
| EP2811121B1 (fr) | Carter composite de compresseur de turbomachine axiale avec bride de fixation métallique | |
| FR2931719A1 (fr) | Procede de remplacement d'un profil composite. | |
| EP1859897B1 (fr) | Procédé de fabrication d'un disque de rotor de turbomachine. | |
| EP0618996B1 (fr) | Procede de fabrication d'une roue de turbine a aubes inserees et roue obtenue par le procede | |
| FR2963055A1 (fr) | Aube de rotor d'un turbomoteur a gaz en materiau composite comprenant une chape de liaison, procede de fabrication de l'aube | |
| FR2863321A1 (fr) | Pale d'aerogenerateur integrant des moyens de liaison ameliores entre la racine de la pale et le moyeu de l'aerogenerateur, bride, procede de fabrication et aerogenerateur correspondant | |
| FR2650344A1 (fr) | Dispositif de compensation de balourd sur un rotor de compresseur centrifuge radial | |
| EP0153221B1 (fr) | Procédé de réalisation d'une roue à aubes fermée | |
| EP0538088B1 (fr) | Rotor multipale, notamment pour hélice arrière anticouple d'hélicoptère et procédé pour sa réalisation | |
| EP2297838B1 (fr) | Rotor d'une machine electrique synchrone multipolaire a poles saillants | |
| EP4189811A1 (fr) | Rotor a structure composite | |
| EP2287445A1 (fr) | Tambour de rotor de compresseur axial avec voile composite | |
| FR2855440A1 (fr) | Procede de fabrication d'une aube creuse pour turbomachine. | |
| FR2499326A1 (fr) | Rotor d'une machine electrique a grande vitesse | |
| FR2641324A1 (fr) | Fixation de pied d'ailette pour une ailette de rotor en technique de fibre | |
| FR2631083A1 (fr) | Roue composite pour compresseur centrifuge et procede pour sa fabrication | |
| EP0775754B1 (fr) | Procédé de fabrication d'un rotor composite à matrice métallique | |
| CA2220987C (fr) | Etage de rotor de turbomachine renforce par des fibres |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE GB IT LI NL SE |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19841001 |
|
| 18W | Application withdrawn |
Withdrawal date: 19860415 |
|
| D18W | Application withdrawn (deleted) | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 23211 Country of ref document: AT Date of ref document: 19861115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3461115 Country of ref document: DE Date of ref document: 19861204 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19921221 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19921222 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19921223 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19921230 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19930108 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19930127 Year of fee payment: 10 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19930131 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19940106 Ref country code: AT Effective date: 19940106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19940107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19940131 Ref country code: CH Effective date: 19940131 Ref country code: BE Effective date: 19940131 |
|
| BERE | Be: lapsed |
Owner name: ARAP - APPLICATIONS RATIONNELLES DE LA PHYSIQUE S Effective date: 19940131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19940801 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19940106 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19941001 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 84400027.3 Effective date: 19940810 |