EP0128734A2 - Verfahren zum Abkühlen von Stahlband in einem Durchlaufglühofen - Google Patents
Verfahren zum Abkühlen von Stahlband in einem Durchlaufglühofen Download PDFInfo
- Publication number
- EP0128734A2 EP0128734A2 EP84303788A EP84303788A EP0128734A2 EP 0128734 A2 EP0128734 A2 EP 0128734A2 EP 84303788 A EP84303788 A EP 84303788A EP 84303788 A EP84303788 A EP 84303788A EP 0128734 A2 EP0128734 A2 EP 0128734A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- cooling
- steel strip
- gas
- width direction
- temperature distribution
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 0 CCCCCC(C)C(CC*[C@@](C)(CCC*)*(C)CC1CCC1)C(C)(CCC(CCC)C(CCCCC(*CCC)=CC*)**C=CCC)C(CCCCC)CCN Chemical compound CCCCCC(C)C(CC*[C@@](C)(CCC*)*(C)CC1CCC1)C(C)(CCC(CCC)C(CCCCC(*CCC)=CC*)**C=CCC)C(CCCCC)CCN 0.000 description 2
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
Definitions
- the present invention relates to a method for cooling a steel strip in a continuous-annealing furnace wherein, to cool the steel strip, the steel strip is brought into contact with a cooling roll having a structure which allows the passage of a cooling medium therethrough.
- the tensional force imparted to a steel strip being conveyed is enhanced so as to provide a uniform contact between the steel strip and the cooling roll.
- the tensional force imparted is restricted so as not to exceed the yield point, and, therefore, this measure cannot completely solve the above-mentioned problems.
- the mechanism of roll-cooling is essentially unstable. A stable mechanism of roll-cooling is only attained by the provision of means for controlling the roll-cooling quantity as seen in the short width direction of a steel strip.
- Japanese Examined Patent Publication No. 57-49097 dicloses a controlling method in which the cooling-medium channel in the cooling roll is separated into a plurality of channels and the flow rate of the cooling medium in each channel is controlled as'..seen in the short width direction of a steel strip.
- satisfactory cooling cannot be expected in this disclosed method since the heat flow rate from the steel strip to the cooling roll is predominantly determined by the contact heat conductance at the contact portion of a steel strip and the cooling roll.
- the heat resistance in the cooling-medium channel is generally small.
- the cooling-medium channel is separated into a plurality of channels as seen in the short width direction, and the pressure of the cooling medium in each channel is varied to change the roll crown of the cooling roll.
- a high pressure is necessary, thereby making the investment cost enormous.
- a gas jet is blown from behind the cooling roll onto the edge portions of a steel strip, at which edge portions contact failure between the cooling roll and the steel strip is likely to occur, the edge portions additionally being cooled by the gas jet.
- the disclosed method cannot attain a satisfactorily uniform cooling.
- a plurality of gas-jet nozzles are disposed adjacent to the rear surface of the cooling roll in an attempt to make the cooling more uniform.
- the utility of this method is poor because once a great nonuniformity in the tensional force distribution is generated in a steel strip which is wound around the cooling roll, an extremely strong gas jet is necessary to correct the tensional force distribution.
- the present invention proposes a method for cooling a steel strip wherein one or more cooling rolls are located in a continuous-annealing furnance and the steel strip is wound around the cooling roll(s) and is cooled by flowing a cooling medium through the cooling roll(s), characterized in that the temperature distribution of the steel strip along its short width direction is detected by a thermometer which is positioned at the outlet side of the last cooling roll, a gas-jet cooler for changing the temperature distribution of the steel strip along its short width direction is located at the inlet side of the first cooling roll, and the injection rate of the gas-jet cooler is varied at the inlet side on the basis of the temperature distribution along the short width direction detected by the thermometer at the outlet side.
- This method is hereinafter referred to as a feedback method.
- the present invention proposes a method for cooling a steel strip wherein one or more cooling rolls are located in a continuous-annealing furnace and the steel strip is wound around the cooling roll(s) and is cooled by flowing a cooling medium through the cooling roll(s), characterized in that the gas flow of the gas-jet cooler for changing the temperature distribution of the steel strip along its short width direction, the cooler being located at the inlet side of the first cooling roll, is controlled by a signal of a cooling-plant outlet thermometer for detecting the temperature distribution of the steel strip along its short width direction, the thermometer being located at the outlet side of the last cooling roll, and by a signal of a cooling-plant inlet thermometer for detecting the temperature distribution of the steel strip along its short width direction, the thermometer being located at the inlet side of the first cooling roll.
- This method is hereinafter referred to as a feedback-feedfoward method.
- An embodiment of the feedback method comprises, in the method for cooling a steel strip in a continuous-annealing furnace, the steps of:
- An embodiment of the feedback-feedforward method comprises, in the method for cooling a steel strip in a continuous-annealing furnace, the steps of:
- thermometer(s) generate(s) a signal indicating the temperature of the steel strip at its edge portions and at the central portion.
- thermometer(s) is connected to an operational controller which calculates the deviation (AT) of the sheet temperature as seen in the short width direction of the steel strip, and when the deviation (bT) is approximately 20°C or more, control of the gas-jet cooler is initiated.
- the steel strip 1 is conveyed continuously through a heating zone 33, a soaking zone 34, primary cooling zones 35 and 36, and, occasionally, an overaging zone 37 and a secondary cooling zone 38 of the continuous-annealing furnace, and roll-cooling of the heated steel strip 1 is carried out particularly in the primary cooling zone 36.
- the roll-cooling method according to the present invention can be carried out in the primary cooling zone 35, which is a slow-cooling zone, and/or the secondary cooling zone 38.
- Reference numeral 31 denotes a known welder for welding steel strips wound around the pay off rolls
- reference numeral 32 denotes a known electrolytic cleaning device
- Reference numerals 39 and 40 denote a known skin pass mill and cooling reels, respectively.
- Fig. 2 the so-called stop-quenching heat cycle is illustrated.
- gas-jet cooling in which a cooling gas is directly blown onto the heated steel strip, is carried out.
- Fig. 3 the so-called full-quenching heat cycle is illustrated.
- the heated steel strip is cooled by spraying it with a gas jet and then immersing it in water.
- FIG. 4 an example of the arrangement of the cooling rolls in a cooling zone, for example, a primary cooling zone of a continuous-annealing furnace, is illustrated.
- a predetermined tension is imparted, by means of bridle rolls 2, 3, 9, and 10, to the steel strip 1 which is to be cooled.
- Reference numerals 4 and 8 denote deflector rolls, and reference numerals 5, 6, and 7 denote cooling rolls.
- the number of cooling rolls 5, 6, and 7 is determined based on the capacity of the continuous-annealing furnace and the like.
- the steel strip 1 is brought into contact with each of the cooling rolls 5, 6, and 7 at a predetermined winding angle or surface area which is determined by the thickness of the steel strip 1, the processing speed, the temperature of the cooling medium, and the like and which is varied to attain a desired cooling rate.
- a steel strip 1 is wound around the cooling rolls 22 which are arranged in a continuous-annealing furnace (not shown).
- the steel strip 1 is conveyed in the strip-conveying direction X-X, which is determined by the direction in which the cooling rolls 22 are arranged.
- a hollow aperture (not shown) is formed in the interior of the cooling rolls 22, and water, which is a cooling medium, is flown into the hollow aperture via the shaft by a known method.
- Reference numeral 23 denotes deflector rolls which may or may not have a cooling function.
- a gas-jet cooler 21 for blowing gas at a variable rate as seen in the short width direction is situated at the inlet side of the cooling roll 22a, where the steel strip 1 forms a free path, and a thermometer 24 for detecting the temperature distribution of the steel strip 1 along its short width direction is situated at the outlet side of the cooling roll 22e.
- thermometer 25 for detecting the temperature distribution of the steel strip 1 along its short width direction is situated between the gas-jet cooler 21 and the cooling roll 22a.
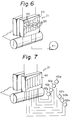
- FIG. 6 the sturcture of a gas-jet cooler which enables the blowing width to be changed is shown.
- the gas-jet cooler 21 has a gas outlet which is subdivided into ducts 43, each duct having a closable damper 50.
- the gas from a blower 41 is controlled by opening or closing the dampers 50 and thereby controlling the airflow through each duct 43.
- the blowers 42a through 42g may be provided for the subdivided ducts 43 of the gas outlet, respectively.
- the blowers 42a -arough 42g are selectively turned on or turned off to vary the airflow through the ducts 43.
- reference numeral 21 denotes a gas-jet cooler which allows the blowing width to vary and which is located at the inlet side of the first cooling roll 44a.
- Reference numeral 46 denotes a damper which controls the blowing rate and width.
- the sheet temperature is measured by a thermometer 24, the requisite contact length is calculated by an operational controller 48 on the basis of the measured temperature, and the cooling rolls 44 are shifted in the vertical direction of the drawing by means of the motors 47 for roll shift.
- Reference numerals 45a and 45b denote deflector rolls.
- a controlling method for uniform cooling is carried out in the cooling apparatus as follows.
- the temperature distribution of the steel strip 1 in its short width direction is measured by the thermometer 24 located at the outlet side of the last cooling roll 44e.
- the so-measured temperature distribution at the outlet side of the last cooling roll 44e is as shown in Fig. 9, i.e., when the central portion of the steel strip is not cooled but both edges are cooled, only the central portion of the steel strip is subjected to the blowing of cooling gas from the gas-jet cooler 21 which allows the blowing width to vary.
- the cooling gas is blown only onto the edges so as to improve the contact between the edges and the cooling rolls 44.
- thermometer 25 situated at the inlet side of the first cooling roll 44a and with the thermometer 24 situated at the outlet side of the second cooling roll 44e
- v is the line speed in meters per minute
- t is the sheet thickness in mm
- Q is the gas blowing rate at m 3 /minute.
- the gas blowing rate Q which is required for suppressing, within a tolerable range, the sheet temperature difference in terms of AT out detected by the out thermometer 24, is calculated and controlled by the operational controller 49, and the temperature difference in the short width direction at the inlet side of the first cooling roll 44a is controlled. This makes it possible to control the temperature difference in the short width direction at the outlet side of the last cooling roll 44e.
- the temperature difference in the short width direction can be reduced to 20°C at the maximum in the case of cooling the steel strip from 650°C to 400°C.
- the above temperature difference is 150°C at the maximum.
- steel strips having uniform material qualities and an improved shape can therefore be produced.
- nonuniform cooling can be prevented irregardless of the tensional force applied to the steel strip.
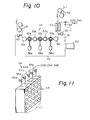
- a steel strip 1 which is conveyed through a heating furnace (not shown) and a soaking furnace (not shown) into the cooling plant is first passed over bridle rolls 52, where the tension of the steel strip 1 is strengthened. This strengthening aims to increase as much as possible the tension of the steel strip 1 passing on the cooling rolls 57, thereby providing uniform contact between the steel strip 1 and the cooling rolls 57.
- the steel strip 1 then passes near the gas-jet cooler 53 for controlling the temperature distribution.
- the gas-jet cooler 53 is, as is shown in Fig. 11, subdivided into a plurality of members oriented in the short width direction of the steel strip.
- Each of the members is provided with one control valve 54 for controlling the gas flow therethrough.
- the cooling rolls 57b, 57d are stationary while the cooling rolls 57a, 57c, and 57e are vertically displaced by means of screw-down mechanisms 58a, 58c, and 58e for changing the winding angle of the steel strip 1 around the cooling rolls 57a, 57c, and 57e and hence controlling the strip temperature at the completion of cooling.
- the steel strip 1 is conveyed, via the deflector roll 59 and the bridle rolls 61 for reverting the tensional force to normal, into an overaging furnace (not shown).
- the gas-jet cooler 53 for controlling the temperature distribution is installed at the inlet side of the first cooling roll 57a and is controlled as is described hereinbelow. Due to the installation position and manipulation of the gas-jet cooler 53, its controlling effect on the steel strip by the time the steel strip reaches the outlet side of the last cooling roll 57e is amplified a few times. That is, local cooling sequentially results in a local increase in the tensional force and in the promotion of further local cooling.
- FIG. 12 an example of the controllability of a gas-jet cooler for controlling the temperature distribution in the case of five cooling rolls is shown.
- the cooling conditions were as follows.
- Diameter of cooling rolls 1500 mm Winding angle at each roll: 143°
- the sheet temperature difference at the inlet side of the cooling rolls was approximately 30°C and the sheet temperature difference at the outlet side of the cooling rolls was 75°C, indicating that the controlling effect of the gas-jet cooler was amplified 2.5 times.
- An embodiment of the controlling system in which a gas-jet cooler having the controllability described above, comprises:
- thermometer 60 i.e., the temperature distribution 0d of the steel strip along its short width direction (Fig. 13)
- the operational controller 62 outputs, in accordance with a deviation of the above temperature distribution from the average value 0d, the divergence of the control valves 54a-54e for controlling the cooling gas rate.
- the output of the operational controller 62 is shown in Fig. 14.
- the feedback control described above is considerably effective for lessening stationary deviation.
- the control response of the control system must be determined taking into consideration such delay times as the conveying time of the steel strip from the control position (the position of the gas-jet cooler 53 for temperature distribution) to the sheet temperature- detecting position (the position of the thermometer 60) and the duration time for stabilizing the thermal crown of the cooling rolls.
- the thermal crown is as follows.
- the roll body of a cooling roll has such a length that the steel strip is brought into contact with the central portion of the roll body as seen in its axial direction.
- This central portion is higher than the non-contact portion, with the result that a heat crown is formed on the roll body and, thus, contact between the steel strip and the roll body is impeded at both edges of the steel strip and a nonuniform temperature distribution is generated along the short width direction of the steel strip.
- Feedback control can effectively control a disturbance having a considerably longer pitch than the above-described delay times but cannot stably control a short-term disturbance since hunting is generated.
- the delay times are dependent upon the specification of the cooling plant but are generally from 10 seconds to 20 seconds.
- the feedforward control loop 72 in which the signal of the thermometer 55 which is positioned directly behind the gas-jet cooler 53 is utilized for controlling the temperature distribution, improves such a low response of feedback control.
- the primary effect of the gas-jet cooler 53 for controlling the temperature distribution i.e., the sheet temperature distribution at the inlet side of the first cooling roll 57a, can be immediately detected. If one has a previous knowledge of the relationship between this sheet temperature distribution and the sheet temperature distribution at the outlet side of the last cooling roll 57e, control with a quick response is possible.
- the process gain G can be represented by using the sheet temperature distribution ⁇ d in terms of the deviation from the average value 9d at the outlet side of the last cooling roll 57e and the sheet temperature distribution AGe at the inlet side of the first cooling roll 57a as follows.
- a disturbance of pitch of 100 seconds or more can be stably controlled.
- a disturbance of pitch of 10 seconds or less can be stably controlled and the sheet temperature difference at the outlet side can be reduced to 20°C or less.
- the essentially unstable cooling process of roll-cooling can be so stabilized that the problems of nonuniform material qualities in the short width direction of the sheet and shape failure can be solved.
- the roll-cooling is an epoch-making technique since it can attain a high cooling rate required for providing a steel strip with the requisite properties without oxidizing the steel strip, which oxidizing occurs in a conventional cooling method, in which a steel strip is brought into direct contact with a water medium.
- the only problem involved in roll-cooling in general is how to provide uniform cooling as seen in the short width direction of a steel strip. Since such a problem is solved by the present invention, the present invention contributes to the development of a technique for the continuous-annealing of a steel strip.
- Fig. 15 the controllability of a gas-jet cooler was investigated, and the results shown in Fig. 15 were obtained.
- a steel strip 1000 mm in width and 0.85 mm in thickness (speed, 250 meters/minute) was wound around a single roll 1500 mm in diameter at a winding angle of 110°, and was cooled by the roll.
- the temperature of the steel strip at the inlet side of the cooling roll was 650°C.
- a gas-jet cooler (GJC) was used to cool the steel strip at the inlet side, and the temperature distributions shown by the broken lines in Fig. 15 were obtained.
- Gas-jet cooling was applied to the 1000 mm- wide edge portions of the steel strip, and cooling gas having a temperature of 100°C and a thermal transfer coefficient of 50 kcal/m 2 h°C was blown onto the steel strip being conveyed at a cooling length of 1.5 m.
- cooling gas having a temperature of 100°C and a thermal transfer coefficient of 50 kcal/m 2 h°C was blown onto the steel strip being conveyed at a cooling length of 1.5 m.
- the edge portions of the steel strip was cooled by approximately 3°C at the inlet side of the cooling roll, the temperature at the outlet side decreased by approximately 9°C and insufficient cooling at the edge portions was drastically improved.
- the feedback control method was carried out.
- a steel strip 0.85 mm in thickness and 1000 mm in width was conveyed at a line speed of 235 meters/minute and was cooled by five cooling rolls.
- the target temperature of the steel strip at the inlet side of the first cooling roll was 643°C.
- the symbol (I) indicates the initial cooling stage, in which the gas-jet cooler 21 (Fig. 8) for controlling the temperature distribution was not operated.
- the temperatures of the steel strip 1 (Fig. 8) at the inlet side and at the outlet side are denoted by “a” and "b”, respectively.
- the divergence of the selected control valves was increased to 50% so that gas was selectively blown from the gas-jet cooler 21 onto the central high-temperature portion of the steel strip. This blowing was continued for approximately 30 seconds and then the second cooling stage (II) was obtained. In this stage, the temperature distribution at the outlet side was made uniform compared to that in the initial stage (I), but AT was 34°C and still high. Subsequently, the divergence of the selected control valves was increased to 65% so that gas was selectively blown from the gas-jet cooler 21 onto the central high-temperature portion of the steel strip. This blowing was continued for 25 seconds so that the cooling stage (III), in which the deviation ⁇ T was 20°C, was obtained.
- the deviation AT of 52°C at the initial cooling stage (I) was decreased to 20°C at the last cooling stage (III) by the feedback control method.
- the average sheet temperature of the steel strip in its short width direction at the inlet side was 643°C at the third cooling stage.
- the feedback-feedforward control method was carried out.
- a steel strip 0.85 mm in thickness and 1000 mm in width was conveyed at a line speed of 246 meters/minute and was cooled by five cooling rolls.
- the target temperature of the steel strip at the inlet side of the first cooling roll was 650°C.
- the symbol (I) indicates the initial cooling stage, in which the gas-jet cooler 53 (Fig. 10) for controlling the temperature distribution was not operated.
- thermometers 55 and 60 The temperatures of the steel strip 1 (Fig. 10) at the inlet side and at the outlet side were detected by the thermometers 55 and 60, respectively.
- the signals of the thermometers 55 and 60 were used for controlling the temperature distribution.
- Example 2 control had to be repeated a few times to correct an inappropriate output of the gas-jet cooler so as to stabilize the sheet temperature distribution at the outlet side, such repeated control was virtually unnecessary in Example 3.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP58104617A JPS59229422A (ja) | 1983-06-11 | 1983-06-11 | 連続焼鈍における鋼帯の冷却方法 |
| JP104617/83 | 1983-06-11 | ||
| JP58230602A JPS60125331A (ja) | 1983-12-08 | 1983-12-08 | 連続焼鈍における鋼帯の冷却方法 |
| JP230602/83 | 1983-12-08 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0128734A2 true EP0128734A2 (de) | 1984-12-19 |
| EP0128734A3 EP0128734A3 (en) | 1985-08-14 |
| EP0128734B1 EP0128734B1 (de) | 1987-04-15 |
Family
ID=26445056
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19840303788 Expired EP0128734B1 (de) | 1983-06-11 | 1984-06-05 | Verfahren zum Abkühlen von Stahlband in einem Durchlaufglühofen |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0128734B1 (de) |
| AU (1) | AU548769B2 (de) |
| BR (1) | BR8402816A (de) |
| CA (1) | CA1224122A (de) |
| DE (1) | DE3463162D1 (de) |
| ES (1) | ES8504262A1 (de) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0155753B1 (de) * | 1984-02-14 | 1988-12-28 | Mitsubishi Jukogyo Kabushiki Kaisha | Vorrichtung zum Kühlen von Metallbändern |
| WO2010079445A1 (fr) * | 2009-01-09 | 2010-07-15 | Fives Stein | Procede de refroidissement d'une bande metallique en defilement |
| WO2012038479A1 (de) * | 2010-09-21 | 2012-03-29 | Voestalpine Stahl Gmbh | Durchlaufofen für ein insbesondere metallisches band |
| WO2015091138A3 (en) * | 2013-12-19 | 2015-08-13 | Sandvik Materials Technology Deutschland Gmbh | Annealing furnace and method for annealing a steel strand |
| CN113234915A (zh) * | 2021-05-17 | 2021-08-10 | 山东一清光亮炉设备有限公司 | 一种连续退火工艺热能智能循环匹配工艺 |
| CN119307689A (zh) * | 2024-10-18 | 2025-01-14 | 清远楚江高精铜带有限公司 | 一种防氧化的均匀退火设备及其在黄铜带制备中的应用 |
| WO2025132514A1 (fr) * | 2023-12-22 | 2025-06-26 | Fives Stein | Procede de controle d'un refroidissement rapide par contact avec un liquide d'une bande metallique en defilement dans une ligne continue |
| WO2025132517A1 (fr) * | 2023-12-22 | 2025-06-26 | Fives Stein | Procede de controle d'un refroidissement rapide par jets de gaz d'une bande metallique en defilement dans une ligne continue |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0672270B2 (ja) * | 1986-01-09 | 1994-09-14 | 三菱重工業株式会社 | ストリツプの熱処理方法 |
| JPH0796686B2 (ja) * | 1986-09-09 | 1995-10-18 | 川崎製鉄株式会社 | 金属ストリップの蛇行防止方法 |
| IT202300025422A1 (it) * | 2023-11-29 | 2025-05-29 | Danieli Off Mecc | Apparato di ricottura e relativo processo |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE890804C (de) * | 1942-08-25 | 1953-09-21 | Westfalenhuette Dortmund Ag | Verfahren und Vorrichtung zum Haerten und Vergueten von Metallbaendern und -blechen |
| DE1533979B1 (de) * | 1967-03-08 | 1970-09-03 | Kloeckner Werke Ag | Verfahren zur Abkuehlung von schnellaufendem Walzgut |
| FR2499591A1 (fr) * | 1981-02-12 | 1982-08-13 | Stein Heurtey | Dispositif de refroidissement rapide et controle dans un four de recuit en atmosphere neutre ou reductrice |
-
1984
- 1984-06-05 DE DE8484303788T patent/DE3463162D1/de not_active Expired
- 1984-06-05 EP EP19840303788 patent/EP0128734B1/de not_active Expired
- 1984-06-06 AU AU29118/84A patent/AU548769B2/en not_active Ceased
- 1984-06-08 CA CA000456250A patent/CA1224122A/en not_active Expired
- 1984-06-08 BR BR8402816A patent/BR8402816A/pt not_active IP Right Cessation
- 1984-06-08 ES ES533246A patent/ES8504262A1/es not_active Expired
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0155753B1 (de) * | 1984-02-14 | 1988-12-28 | Mitsubishi Jukogyo Kabushiki Kaisha | Vorrichtung zum Kühlen von Metallbändern |
| WO2010079445A1 (fr) * | 2009-01-09 | 2010-07-15 | Fives Stein | Procede de refroidissement d'une bande metallique en defilement |
| FR2940979A1 (fr) * | 2009-01-09 | 2010-07-16 | Fives Stein | Procede de refroidissement d'une bande metallique en defilement |
| WO2012038479A1 (de) * | 2010-09-21 | 2012-03-29 | Voestalpine Stahl Gmbh | Durchlaufofen für ein insbesondere metallisches band |
| WO2015091138A3 (en) * | 2013-12-19 | 2015-08-13 | Sandvik Materials Technology Deutschland Gmbh | Annealing furnace and method for annealing a steel strand |
| US10400302B2 (en) | 2013-12-19 | 2019-09-03 | Sandvik Materials Technology Deutschland Gmbh | Annealing furnace and method for annealing a steel strand |
| CN113234915A (zh) * | 2021-05-17 | 2021-08-10 | 山东一清光亮炉设备有限公司 | 一种连续退火工艺热能智能循环匹配工艺 |
| WO2025132514A1 (fr) * | 2023-12-22 | 2025-06-26 | Fives Stein | Procede de controle d'un refroidissement rapide par contact avec un liquide d'une bande metallique en defilement dans une ligne continue |
| WO2025132517A1 (fr) * | 2023-12-22 | 2025-06-26 | Fives Stein | Procede de controle d'un refroidissement rapide par jets de gaz d'une bande metallique en defilement dans une ligne continue |
| CN119307689A (zh) * | 2024-10-18 | 2025-01-14 | 清远楚江高精铜带有限公司 | 一种防氧化的均匀退火设备及其在黄铜带制备中的应用 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3463162D1 (en) | 1987-05-21 |
| AU2911884A (en) | 1984-12-13 |
| EP0128734A3 (en) | 1985-08-14 |
| AU548769B2 (en) | 1986-01-02 |
| EP0128734B1 (de) | 1987-04-15 |
| CA1224122A (en) | 1987-07-14 |
| ES533246A0 (es) | 1985-04-01 |
| BR8402816A (pt) | 1985-05-21 |
| ES8504262A1 (es) | 1985-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA1200474A (en) | Method of controlled cooling for steel strip | |
| EP0128734B1 (de) | Verfahren zum Abkühlen von Stahlband in einem Durchlaufglühofen | |
| US4725321A (en) | Method for cooling a steel strip in a continuous annealing furnace | |
| US4724014A (en) | Method for cooling a steel strip in a continuous annealing furnace | |
| JP3069494B2 (ja) | 連続焼鈍炉の冷却帯における金属ストリップ温度の制御方法 | |
| JP2809925B2 (ja) | 連続焼鈍炉の板温制御方法 | |
| JP5000116B2 (ja) | 鋼帯連続処理設備における均熱炉操業方法 | |
| JPH06108161A (ja) | 金属帯の連続焼鈍方法 | |
| JPH02179825A (ja) | 熱間圧延鋼板の冷却制御装置 | |
| JPH0564687B2 (de) | ||
| JPH06212281A (ja) | 連続焼鈍炉の金属帯の冷却方法 | |
| JPH0892712A (ja) | 溶融亜鉛めっき浴への侵入鋼帯の温度制御方法 | |
| JP2592175B2 (ja) | ストリップ冷却装置 | |
| JPH02112818A (ja) | ステンレス鋼帯の加熱温度の制御方法 | |
| JPS604890B2 (ja) | 連続焼鈍設備冷却帯のストリップ温度制御方法 | |
| JPS5826415B2 (ja) | 板温制御方法 | |
| JP3106848B2 (ja) | ガスヘッダー及びそれを使用したロールの温度差変形防止方法 | |
| JP2004115830A (ja) | 連続焼鈍及び溶融メッキ兼用設備における冷却設備並びに冷却方法 | |
| JP2789819B2 (ja) | 連続焼鈍炉における鋼帯の絞り防止方法 | |
| JPS6337170B2 (de) | ||
| JP3114498B2 (ja) | 加熱炉の炉内ロールクラウン量調整方法 | |
| CN118715069A (zh) | 热轧产线的温度控制系统及温度控制方法 | |
| JPH0663078B2 (ja) | 溶融亜鉛めっき用合金化炉の操業方法 | |
| JPH07126759A (ja) | 金属帯の加熱方法および加熱装置 | |
| JPS61243130A (ja) | 金属ストリツプの冷却制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR GB IT LU NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR GB IT LU NL |
|
| 17P | Request for examination filed |
Effective date: 19851018 |
|
| 17Q | First examination report despatched |
Effective date: 19860812 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE FR GB IT LU NL |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3463162 Country of ref document: DE Date of ref document: 19870521 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| EPTA | Lu: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19950525 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19950607 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19950609 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19950628 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19950701 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19950712 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19960605 Ref country code: GB Effective date: 19960605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19960630 |
|
| BERE | Be: lapsed |
Owner name: NIPPON STEEL CORP. Effective date: 19960630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19970101 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19960605 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19970228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19970301 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19970101 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |