EP0145522B1 - Feuille papetière, son procédé de préparation et ses applications notamment comme produit de substitution des voiles de verre imprégnés - Google Patents
Feuille papetière, son procédé de préparation et ses applications notamment comme produit de substitution des voiles de verre imprégnés Download PDFInfo
- Publication number
- EP0145522B1 EP0145522B1 EP84401977A EP84401977A EP0145522B1 EP 0145522 B1 EP0145522 B1 EP 0145522B1 EP 84401977 A EP84401977 A EP 84401977A EP 84401977 A EP84401977 A EP 84401977A EP 0145522 B1 EP0145522 B1 EP 0145522B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fibers
- parts
- epichlorohydrin
- solution
- polyamide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 238000000034 method Methods 0.000 title claims abstract description 8
- 239000003365 glass fiber Substances 0.000 title claims description 16
- 239000000203 mixture Substances 0.000 claims abstract description 25
- 239000004816 latex Substances 0.000 claims abstract description 20
- 229920000126 latex Polymers 0.000 claims abstract description 20
- 239000000835 fiber Substances 0.000 claims abstract description 14
- 239000000945 filler Substances 0.000 claims abstract description 11
- 238000011282 treatment Methods 0.000 claims description 13
- 239000002557 mineral fiber Substances 0.000 claims description 9
- 239000000123 paper Substances 0.000 claims description 7
- 239000011248 coating agent Substances 0.000 claims description 6
- 238000000576 coating method Methods 0.000 claims description 6
- 229920001577 copolymer Polymers 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 claims description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 2
- 238000003490 calendering Methods 0.000 claims description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 claims description 2
- 229920001897 terpolymer Polymers 0.000 claims description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 claims 8
- 239000011347 resin Substances 0.000 claims 6
- 229920005989 resin Polymers 0.000 claims 6
- 239000012784 inorganic fiber Substances 0.000 claims 5
- RPNUMPOLZDHAAY-UHFFFAOYSA-N Diethylenetriamine Chemical compound NCCNCCN RPNUMPOLZDHAAY-UHFFFAOYSA-N 0.000 claims 4
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 claims 4
- 235000011037 adipic acid Nutrition 0.000 claims 4
- 239000001361 adipic acid Substances 0.000 claims 4
- LCGLNKUTAGEVQW-UHFFFAOYSA-N Dimethyl ether Chemical compound COC LCGLNKUTAGEVQW-UHFFFAOYSA-N 0.000 claims 2
- ROSDSFDQCJNGOL-UHFFFAOYSA-N Dimethylamine Chemical compound CNC ROSDSFDQCJNGOL-UHFFFAOYSA-N 0.000 claims 2
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 claims 2
- -1 caprolactame Chemical compound 0.000 claims 2
- 239000006185 dispersion Substances 0.000 claims 2
- 229920002401 polyacrylamide Polymers 0.000 claims 2
- ITWBWJFEJCHKSN-UHFFFAOYSA-N 1,4,7-triazonane Chemical compound C1CNCCNCCN1 ITWBWJFEJCHKSN-UHFFFAOYSA-N 0.000 claims 1
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 claims 1
- NOWKCMXCCJGMRR-UHFFFAOYSA-N Aziridine Chemical compound C1CN1 NOWKCMXCCJGMRR-UHFFFAOYSA-N 0.000 claims 1
- RNDWNNIVCCQBOE-UHFFFAOYSA-L C(=O)[O-].[Al+3].C(C)(=O)[O-].[Al+3].C=O Chemical compound C(=O)[O-].[Al+3].C(C)(=O)[O-].[Al+3].C=O RNDWNNIVCCQBOE-UHFFFAOYSA-L 0.000 claims 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims 1
- 239000005977 Ethylene Substances 0.000 claims 1
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 claims 1
- BDAGIHXWWSANSR-UHFFFAOYSA-M Formate Chemical compound [O-]C=O BDAGIHXWWSANSR-UHFFFAOYSA-M 0.000 claims 1
- 229920002125 Sokalan® Polymers 0.000 claims 1
- 239000002174 Styrene-butadiene Substances 0.000 claims 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 claims 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 claims 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 claims 1
- XFWJKVMFIVXPKK-UHFFFAOYSA-N calcium;oxido(oxo)alumane Chemical compound [Ca+2].[O-][Al]=O.[O-][Al]=O XFWJKVMFIVXPKK-UHFFFAOYSA-N 0.000 claims 1
- 238000009833 condensation Methods 0.000 claims 1
- 230000005494 condensation Effects 0.000 claims 1
- 239000000470 constituent Substances 0.000 claims 1
- WCOATMADISNSBV-UHFFFAOYSA-K diacetyloxyalumanyl acetate Chemical compound [Al+3].CC([O-])=O.CC([O-])=O.CC([O-])=O WCOATMADISNSBV-UHFFFAOYSA-K 0.000 claims 1
- JZMJDSHXVKJFKW-UHFFFAOYSA-M methyl sulfate(1-) Chemical compound COS([O-])(=O)=O JZMJDSHXVKJFKW-UHFFFAOYSA-M 0.000 claims 1
- 229920003023 plastic Polymers 0.000 claims 1
- 239000004033 plastic Substances 0.000 claims 1
- 239000004584 polyacrylic acid Substances 0.000 claims 1
- 229920000768 polyamine Polymers 0.000 claims 1
- 238000002360 preparation method Methods 0.000 claims 1
- 238000010298 pulverizing process Methods 0.000 claims 1
- 239000011734 sodium Substances 0.000 claims 1
- 229910052708 sodium Inorganic materials 0.000 claims 1
- 239000011115 styrene butadiene Substances 0.000 claims 1
- 229920001909 styrene-acrylic polymer Polymers 0.000 claims 1
- 229920002554 vinyl polymer Polymers 0.000 claims 1
- 230000032798 delamination Effects 0.000 abstract description 12
- 238000005189 flocculation Methods 0.000 abstract description 2
- 230000016615 flocculation Effects 0.000 abstract description 2
- 238000012360 testing method Methods 0.000 description 12
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 10
- 239000011521 glass Substances 0.000 description 7
- 238000007792 addition Methods 0.000 description 6
- 229910000019 calcium carbonate Inorganic materials 0.000 description 5
- 229920003043 Cellulose fiber Polymers 0.000 description 4
- 239000008394 flocculating agent Substances 0.000 description 4
- 238000009472 formulation Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 229920002678 cellulose Polymers 0.000 description 3
- 239000001913 cellulose Substances 0.000 description 3
- 239000004014 plasticizer Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229920001944 Plastisol Polymers 0.000 description 2
- 238000000605 extraction Methods 0.000 description 2
- 229910052500 inorganic mineral Inorganic materials 0.000 description 2
- 239000012764 mineral filler Substances 0.000 description 2
- 239000011490 mineral wool Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000004999 plastisol Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 239000012783 reinforcing fiber Substances 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 241001639412 Verres Species 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000002671 adjuvant Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000007767 bonding agent Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 235000014593 oils and fats Nutrition 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 239000002481 rotproofing Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 229920006163 vinyl copolymer Polymers 0.000 description 1
Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H23/00—Processes or apparatus for adding material to the pulp or to the paper
- D21H23/02—Processes or apparatus for adding material to the pulp or to the paper characterised by the manner in which substances are added
- D21H23/04—Addition to the pulp; After-treatment of added substances in the pulp
- D21H23/06—Controlling the addition
- D21H23/14—Controlling the addition by selecting point of addition or time of contact between components
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H13/00—Pulp or paper, comprising synthetic cellulose or non-cellulose fibres or web-forming material
- D21H13/36—Inorganic fibres or flakes
- D21H13/38—Inorganic fibres or flakes siliceous
- D21H13/40—Inorganic fibres or flakes siliceous vitreous, e.g. mineral wool, glass fibres
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/33—Synthetic macromolecular compounds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/33—Synthetic macromolecular compounds
- D21H17/34—Synthetic macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds
Definitions
- the present invention relates to the field of substitutes for impregnated glass veils.
- the invention relates to sheet products obtained by the papermaking process, with a high content of latex precipitated in the mass.
- the product obtained also has a good foldability.
- These products do not contain fillers, but can contain up to 2/3 by weight of latex.
- Tables I and II below provide a comparison of formulations typical of the abovementioned patent applications and of the same formulations to which attempts have been made to add charges.
- Table I collects the formulations and Table II collects the results.
- document FR-A-2458623 discloses a composition with a low level of latex intended for the manufacture of mineral felts: these felts are characterized by poor resistance to delamination and poor dimensional stability.
- the object of the invention is to provide a composition of fibers, fillers and latex which makes it possible to obtain products containing a high percentage of fillers (therefore very economical) and which however, which is surprising, has resistance to delamination. at least equal to that of previous products.
- the non-cellulosic fibers will preferably be glass fibers, or else also other mineral or synthetic fibers such as rock wool, polyester fibers and similar fibers. Their main role is to provide dimensional stability to the support with respect to water and to temperature variations, these two properties being essential for the applications envisaged.
- cellulosic fibers which are weakly refined, in particular between 15 and 35 ° S.R.
- Cellulosic fibers refined at 20 ° S.R. and glass fibers about 3 or 4 mm long and 10-11 wm in diameter were used in the tests.
- glass fibers of length between 3 and 12 mm, preferably 3 and 6 mm, and of diameter between 5 and 15 l im.
- a ratio of 40 to 60 parts by dry weight approximately of mineral fibers is preferably chosen for 100 parts of cellulose fibers, especially when these mineral fibers are glass fibers whose length is between 4 and 6 mm.
- a ratio of 40 to 60 parts by dry weight approximately of mineral fibers per 100 parts of cellulose fibers will preferably be chosen.
- reinforcing fibers to increase the wet mechanical strength.
- polyvinyl alcohol fibers or polyolefins in proportions known to those skilled in the art and corresponding to the desired objective.
- the amount of latex to be introduced in bulk is dependent on the nature of the filler used in the formulation.
- the nature of the flocculants, their dose, as well as the number and place of introduction may vary depending on the nature of the latex used, the material, the contact time between the products; the total dose of flocculants, which itself depends on the nature of these flocculants (in particular molecular weight, ionicity, etc.), will preferably be between 2 and 20 parts by dry weight, per 100 parts by dry latex weight.
- compositions used as well as the results of the tests are collated in Tables IV to XV below; these examples are of course not limiting.
- the alumina hydroxide which gives satisfactory results will be suitable for the manufacture of flame retardant supports.
- Such a treatment therefore makes it possible, for comparable dimensional stability, to substantially reduce the proportion of glass fibers in the support.
- tests MP 19474 and 19487 show the loss of dimensional stability when the amount of latex goes from 42.5 parts by weight (MP 19474) to 37 parts by weight (MP 19487) per 100 parts by weight of mixture of based.
- stage 2 To combat the rolling of plastisol coated products on one side on the front, it is preferable to carry out a treatment of stage 2 on the back side.
- stage 2 treatments can be coating, impregnation, surfacing operations, aiming to deposit chemical components on the surface or at the core (by spraying, size-press, coater with blades or rollers, etc.). Mention will in particular be made of the addition of latex or of plasticizer by size-press.
- thermal and / or mechanical treatments such as smoothing or calendering cold or hot.
- the product will generally be deposited at a rate of 10 to 100 g / m 2 (wet state), ie 2 to 40 g / m 2 after drying (preferably 2 to 20 g / m 2 ) in the case of a treatment on one side only, and 3 to 60 g / m 2 in the case of a treatment on both sides.
- VETROTEX Fibers 4.5 mm long and 10 ⁇ m in diameter supplied by VETROTEX Glass fibers B
- VETROTEX Fibers with a length of 3 mm and a diameter of 7 ⁇ m.
Landscapes
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Paper (AREA)
- Reinforced Plastic Materials (AREA)
Description
- La présente invention concerne le domaine des produits de substitution des voiles de verre imprégnés.
- Plus précisément, l'invention concerne des produits en feuille obtenus par voie papetière, à forte teneur en latex précipitée dans la masse.
- On connaît, selon les documents FR-A-2 531 114 et FR-A-2 535 751, au nom de la demanderesse, des feuilles papetières à très fort taux de latex, utilisables comme produits de substitution des voiles de verre imprégnés.
- Les produits décrits dans ces brevets se caractérisent par un niveau très élevé de résistance à la rupture, tant à froid qu'à chaud.
- De plus, il est très difficile, après enduction double face par exemple de plastisol (poudre PVC + plastifiant) suivie d'un traitement thermique à 160-200 °C environ, de délaminer le produit composite obtenu.
- Le produit obtenu présente de plus une bonne aptitude à la pliabilité.
- Ces produits ne contiennent pas de charges, mais peuvent contenir jusqu'à 2/3 en poids de latex.
- L'Homme de métier sait par ailleurs que l'incorporation de charges dans un produit du type considéré réduit fortement les propriétés mécaniques et notamment la résistance à la délamination.
- Cette dernière propriété étant tout à fait essentielle pour l'application recherchée (produit de substitution des voiles de verre imprégnés dans les applications aux revêtements de sol ou muraux), cette connaissance antérieure explique l'absence de charges dans les formules décrites dans les demandes précitées.
- Ce préjugé est confirmé par certains essais comparatifs simples montrant que toute tentative d'incorporer des charges est très préjudiciable, notamment à la résistance à la délamination.
- On trouvera à cet égard dans les tableaux I et Il ci-après la comparaison de formulations typiques des demandes de brevets précitées et des mêmes formulations auxquelles on a tenté d'ajouter des charges.
- Le tableau I rassemble les formulations et le tableau Il rassemble les résultats.
- On tire du tableau Il les conclusions suivantes, qui correspondent bien aux connaissances antérieures de l'Homme du métier :
- L'ajout de charge conduit à une chute sensible de la résistance à la délamination.
- De plus, la forte perte de main apportée par l'ajout de cette charge annule largement l'avantage économique de cette composition chargée, pour un produit qui est vendu à l'épaisseur.
- On connaît par ailleurs, par le document FR-A-2458623, une composition à faible taux de latex destinée à la fabrication de feutres minéraux : ces feutres se caractérisent par une mauvaise résistance à la délamination et une stabilité dimensionnelle médiocre.
- Le but de l'invention est de proposer une composition de fibres, de charges et de latex permettant d'obtenir des produits contenant un pourcentage élevé de charges (donc très économiques) et présentant cependant, ce qui est surprenant, une résistance à la délamination au moins égale à celle des produits antérieurs.
- Selon l'invention, cette composition se caractérise en ce qu'elle contient en parties en poids sec : 100 parties d'un mélange de base constitué de :
- - 20 à 40 parties de fibres cellulosiques et minérales,
- - 80 à 60 parties de charges,
- Ces limites peuvent fluctuer en raison de la nature des ingrédients composant le produit et du grammage des produits. La variation de ces paramètres dépendra notamment de l'application et de l'utilisation du produit tant chez les transformateurs que chez les clients. Nous citerons par exemple la nécessité d'éviter le cloquage (« blistering •) des couches de chlorure de polyvinyle déposées par enduction, ou la nécessité de ne pas affecter les propriétés mécaniques.
- A la lecture de la présente description et des exemples de réalisation, l'homme de métier saura adapter l'enseignement de l'invention à chaque cas particuliers.
- Les fibres non cellulosiques seront de préférence des fibres de verre, ou bien aussi d'autres fibres minérales ou synthétiques telles que laine de roche, fibres de polyester et fibres analogues. Leur rôle principal est d'apporter la stabilité dimensionnelle au support par rapport à l'eau et aux variations de température, ces deux propriétés étant indispensables aux applications envisagées.
- Etant donné que pour les applications visées l'invention recherche un haut niveau de stabilité dimensionnelle, il est préférable d'utiliser des fibres cellulosiques faiblement raffinées notamment entre 15 et 35° S.R.
- On a utilisé dans les essais des fibres cellulosiques raffinées à 20° S.R., et des fibres de verre de longueur environ 3 ou 4 mm et de diamètre 10-11 wm.
- On pourra cependant utiliser des fibres de verre de longueur comprise entre 3 et 12 mm, de préférence 3 et 6 mm, et de diamètre compris entre 5 et 15 lim.
- On choisira de préférence un rapport de 40 à 60 parties en poids sec environ de fibres minérales pour 100 parties de fibres de cellulose, notamment lorsque ces fibres minérales sont des fibres de verre dont la longueur est comprise entre 4 et 6 mm.
- Il peut être intéressant pour améliorer la formation de la feuille d'utiliser un mélange contenant des fibres minérales courtes. Dans ce cas, pour obtenir la stabilité requise, il sera nécessaire d'augmenter la quantité de fibres minérales par rapport aux fibres cellulosiques. Notamment, lorsque ces fibres minérales courtes sont des fibres de verre de longueur inférieure à 4 mm, on choisira de préférence un mélange contenant 40 à 90 parties en poids de fibres de verre pour 100 parties en poids de fibres cellulosiques.
- D'autre part, l'Homme du métier sait que certains traitements chimiques des fibres cellulosiques du support permettent d'améliorer la stabilité dimensionnelle (consulter EP-A-0.018.961 de ROCKWOOL, US-A-4.291.101 de NIPPON OILS AND FATS ou l'article de « Papier, Cartons, Films, complexes de juin 1979 page 16, colonne 2, paragraphe 2).
- Appliquant de tels traitements chimiques sur le support, l'Homme du métier pourra en particulier réduire les quantités de fibres de verre nécessaires à la stabilité dimensionnelle.
- On choisira de préférence un rapport de 40 à 60 parties en poids sec environ de fibres minérales pour 100 parties de fibres de cellulose.
- De plus, pour faciliter le passage sur machine à papier en partie humide, il est possible si nécessaire (notamment pour les compositions à faible taux de cellulose ou à faible grammage) de rajouter des fibres de renforcement pour augmenter la résistance mécanique humide. A cet effet, on pourra utiliser par exemple des fibres d'alcool de polyvinyle ou de polyoléfines dans des proportions connues de l'homme de métier et correspondant au but recherché. Suivant la teneur de ces fibres de renfort, il est possible de réduire la teneur en cellulose.
- Les essais effectués sur un nombre important de latex ont montré que les copolymères vinyliques convenaient le mieux.
- On a également obtenu des résultats convenables avec des copolymères styrène-butadiène et des polymères ou copolymères comportant des motifs acryliques.
- Les meilleurs résultats ont été obtenus avec le latex terpolymère suivant (% en poids) :

- La quantité de latex à introduire en masse est dépendante de la nature de la charge utilisée dans la formulation.
- Comme floculants, on pourra notamment utiliser les produits dont la liste est donnée dans les demandes de brevets précitées (cf. tableau III ci-après).
- On pourra utiliser également, de manière classique, les adjuvants connus dans le domaine papetier, agents antimousse, colorants, agents de collage, de résistance sèche, humide d'imputrescibilité, etc.
- La nature des floculants, leur dose, ainsi que le nombre et le lieu d'introduction peuvent varier en fonction de la nature du latex utilisé, du matériel, du temps de contact entre les produits ; la dose totale de floculants, qui dépend elle-même de la nature de ces floculants (en particulier du poids moléculaire, de l'ionicité, etc.), sera comprise de préférence entre 2 et 20 parties en poids sec, pour 100 parties en poids du latex sec.
- Les tableaux et le mode opératoire ci-après fournissent notamment à ce sujet les indications qui permettront à l'homme du métier d'adapter la technique selon l'invention à une variation de ces paramètres.
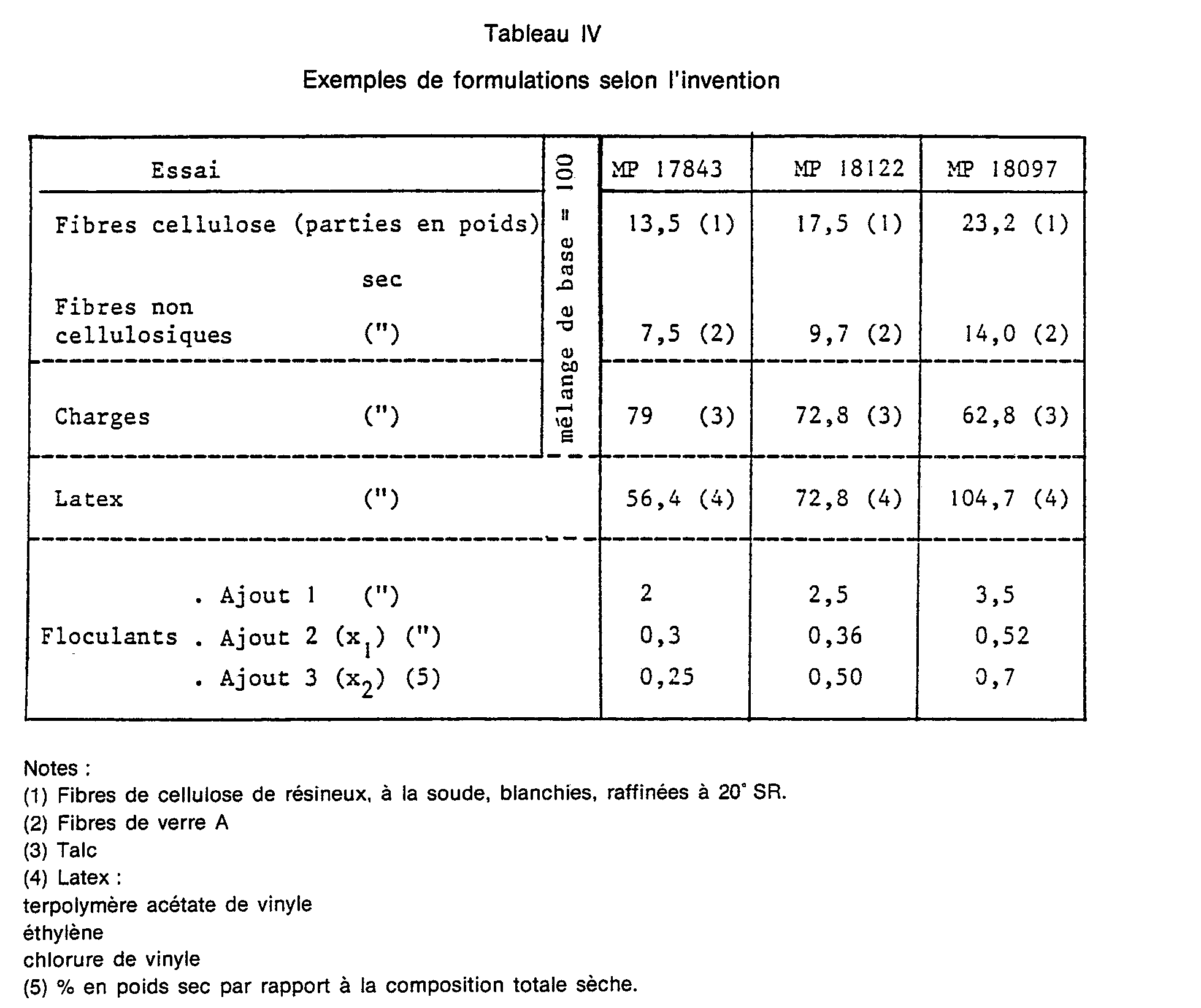
- Le mode opératoire correspondant aux essais présentés dans le tableau IV est le suivant (ajouts dans cet ordre)

- x, est la quantité nécessaire à la précipitation totale. Le mélange est alors suffisamment stable pour être conduit jusqu'à la partie de tête de la machine où l'on effectue le dernier ajout de floculant ;
- X2 est le pourcentage en poids sec par rapport à la composition totale sèche.
- Les compositions utilisées ainsi que les résultats des essais sont rassemblés dans les tableaux IV à XV ci-après ; ces exemples n'ont bien entendu pas le caractère limitatif.
- Par une première série d'exemples, on a cherché à montrer l'influence de certains paramètres sur les caractéristiques physiques de la feuille qui sont intéressantes pour concurrencer le voile de verre imprégné.
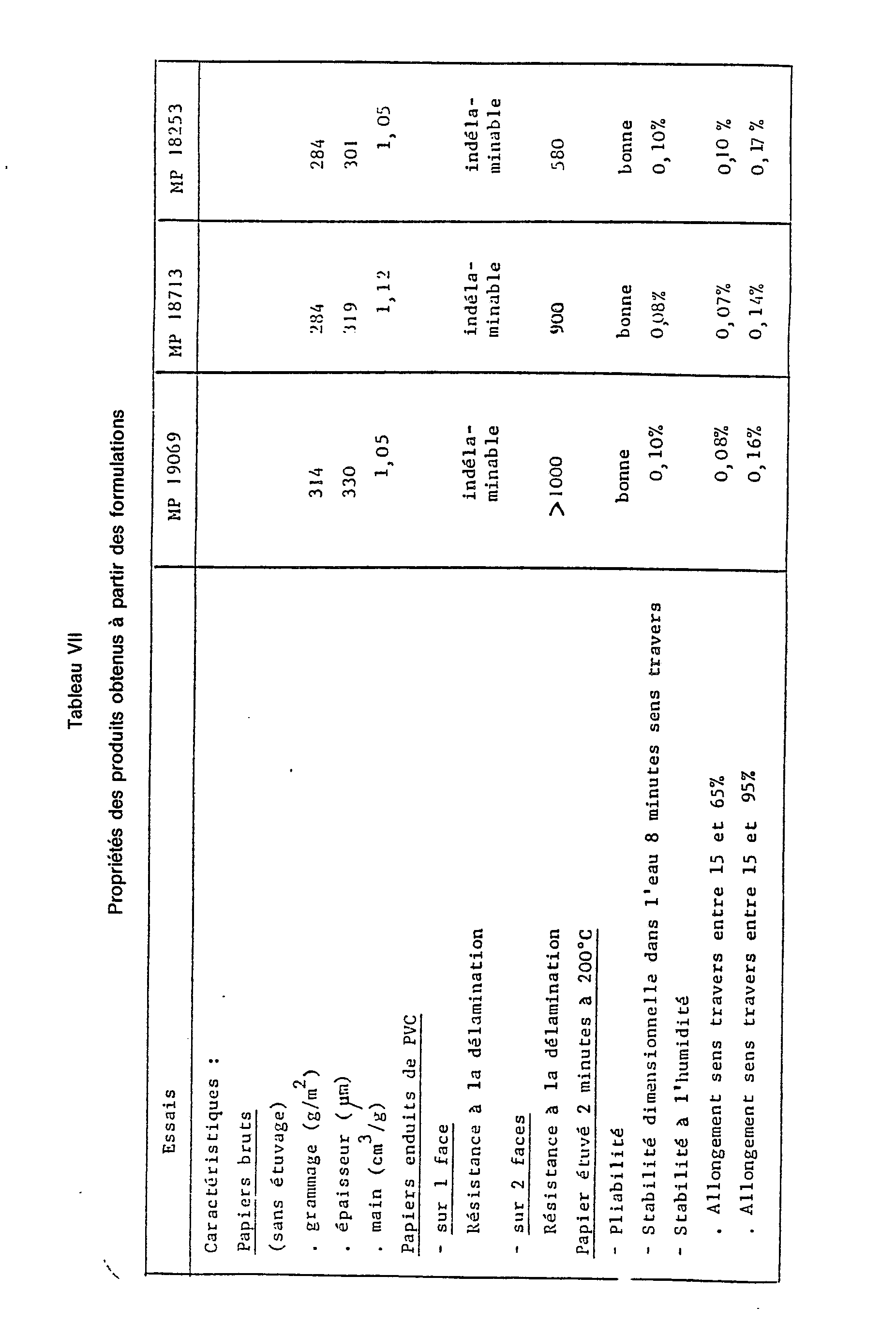
- On a pu constater (tableaux VI et VII) que la nature de la charge minérale utilisée influence considérablement les caractéristiques physiques qui nous intéressent et, notamment la résistance à la délamination du papier enduit sur 2 faces.
- Grâce au choix de la charge, il est par ailleurs pensable de diminuer la quantité de latex introduit en masse sans affecter sensiblement la résistance à la délamination du papier enduit sur deux faces et la stabilité dimensionnelle (tableaux VIII et IX).
- Il ressort des essais que le carbonate de calcium est à utiliser de préférence aux autres charges minérales.
- L'hydroxyde d'alumine qui donne des résultats satisfaisants conviendra pour la fabrication de supports ignifugés.
- D'autres essais (tableaux X à XIII ; tableaux VIII et IX : MP 19454 et 19456) ont permis de mettre en évidence l'influence de la floculation en caisse de tête de la machine (ajout 3 x 2) sur la résistance à la délamination du support enduit sur deux faces.
- Un deuxième aspect des essais qui ont été menés a été de mettre en évidence qu'il était possible d'approcher, voire d'atteindre, la stabilité dimensionnelle des voiles de verre imprégnés, en utilisant des compositions à taux plus élevés de fibres de verre (tableaux X, XI, XIV et XV).
- Nous rappelons qu'une autre possibilité pour obtenir une meilleure stabilité dimensionnelle est le traitement chimique de la cellulose du support par une size-press appropriée que l'Homme du métier saura adapter en fonction de l'absorption du support et des caractéristiques physiques recherchées.
- Un tel traitement permet donc pour une stabilité dimensionnelle comparable de réduire sensiblement la proportion de fibres de verre dans le support.
- Cette baisse de la proportion de fibres de verre conduit à un support présentant une plus grande densité et par là une meilleure résistance à la délamination qui permet d'envisager une baisse du taux de latex.
- Ces essais ont par ailleurs fait ressortir qu'une résistance à la délamination de 350 à 400 gf/cm ou N/m pour un support enduit sur deux faces rendait ce dernier suffisamment difficile à délaminer pour être substitué aux voiles de verre imprégnés.
- Ces résultats expliquent les possibilités d'orientation vers des formules moins riches en latex.
- Cependant, les essais MP 19474 et 19487 mettent en évidence la perte de stabilité dimensionnelle lorsque la quantité de latex passe de 42,5 parties en poids (MP 19474) à 37 parties en poids (MP 19487) pour 100 parties en poids de mélange de base.
- La stabilité dimensionnelle devient insuffisante pour envisager l'utilisation satisfaisante du support en substitution du voile de verre imprégné.
- Selon l'invention, après le « stade 1 » décrit ci-dessus, il est intéressant d'effectuer un traitement complémentaire de « stade 2 » dans le but d'améliorer encore :
- - l'état de surface (suppression du peluchage ou extraction des fibres de verre) ;
- - les propriétés de « barrière à l'eau, aux plastifiants ;
- - l'imputrescibilité ;
- - la résistance mécanique ;
- - la rigidité ou la souplesse, donc les caractéristiques de roulage ou de plabilité.
- Pour combattre le roulage des produits enduits de plastisol sur une face au recto, on peut effectuer de préférence un traitement du stade 2 sur la face verso.
- Ces traitements de stade 2 peuvent être des opérations de couchage, d'imprégnation, de surfaçage, visant à déposer en surface ou à coeur des composants chimiques (par pulvérisation, size-press, coucheuse à lames ou rouleaux, etc.). On citera notamment l'ajout de latex ou de plastifiant par presse- encolleuse (« size-press •).
- On pourra aussi effectuer des traitements thermiques et/ou mécaniques, tels que lissage ou calandrage à froid ou à chaud.
- L'homme de métier connaît ces techniques et saura choisir les produits à utiliser en fonction de la caractéristique souhaitée.
- Le produit sera déposé en général à raison de 10 à 100 g/m2 (état humide), soit 2 à 40 g/m2 après séchage (de préférence 2 à 20 g/m2) dans le cas d'un traitement sur une seulle face, et 3 à 60 g/m2 dans le cas d'un traitement sur les deux faces.
- Il pourra être ici particulièrement avantageux d'effectuer un traitement de size-press pour améliorer encore la résistance à la délamination, notamment par ajout d'un latex approprié que l'homme de métier saura choisir en fonction du but recherché.
- Fibres VETROTEX" de longueur 4,5 mm et de diamètre 10 µm fournies par la Société VETROTEX Fibres de verre B
- Fibres VETROTEX" de longueur 3 mm et de diamètre 7 µm.
- Carbonate de calcium de la Société BLANCS MINERAUX DE PARIS granulométrie moyenne 3 µm.
- Carbonate de calcium de la Société OMYA granulométrie moyenne 1,5 µm.
-
- F Formettes
- MP Machines pilotes
- E Essais Industriels















Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT84401977T ATE33156T1 (de) | 1983-10-06 | 1984-10-04 | Papierblatt, verfahren zu dessen herstellung und anwendungsmoeglichkeiten insbesondere als ersatz fuer getraenkte glasfasermatten. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8315926A FR2553121B1 (fr) | 1983-10-06 | 1983-10-06 | Feuille papetiere, son procede de preparation et ses applications notamment comme produit de substitution des voiles de verre impregnes |
| FR8315926 | 1983-10-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0145522A1 EP0145522A1 (fr) | 1985-06-19 |
| EP0145522B1 true EP0145522B1 (fr) | 1988-03-23 |
Family
ID=9292883
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84401977A Expired EP0145522B1 (fr) | 1983-10-06 | 1984-10-04 | Feuille papetière, son procédé de préparation et ses applications notamment comme produit de substitution des voiles de verre imprégnés |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US4789430A (fr) |
| EP (1) | EP0145522B1 (fr) |
| JP (1) | JPS6099100A (fr) |
| AT (1) | ATE33156T1 (fr) |
| BR (1) | BR8405047A (fr) |
| CA (1) | CA1248712A (fr) |
| DE (1) | DE3470068D1 (fr) |
| FR (1) | FR2553121B1 (fr) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61266691A (ja) * | 1985-05-20 | 1986-11-26 | 三菱化成ポリテック株式会社 | 抄紙方法 |
| JPS6241399A (ja) * | 1985-08-13 | 1987-02-23 | 本州製紙株式会社 | 無機質繊維シートの製造方法 |
| KR900005075B1 (ko) * | 1987-06-29 | 1990-07-19 | 맨빌 코오퍼레이션 | 열성형 가능한 섬유질 매트 및 그의 제조방법 |
| FR2625236B1 (fr) * | 1987-12-23 | 1990-04-27 | Arjomari Prioux | Feuille preparee par voie humide, utilisable comme support de revetement |
| FR2709485B1 (fr) * | 1993-08-30 | 1995-11-17 | Arjo Wiggins Sa | Voile minéral. |
| GB2291441A (en) * | 1994-07-19 | 1996-01-24 | Congoleum Corp | Wet-forming of fibre-reinforced sheet |
| ES2251384T3 (es) * | 1999-07-08 | 2006-05-01 | Hercules Incorporated | Composiciones para impartir propiedades deseadas a materiales. |
| DE19952395A1 (de) * | 1999-10-29 | 2001-05-03 | Torsten Urban | Dehnungsstabile Raufaser |
| US7317053B1 (en) | 2000-07-10 | 2008-01-08 | Hercules Incorporated | Compositions for imparting desired properties to materials |
| US6572736B2 (en) | 2000-10-10 | 2003-06-03 | Atlas Roofing Corporation | Non-woven web made with untreated clarifier sludge |
| MXPA04002677A (es) | 2001-09-20 | 2005-04-11 | Tex Tech Ind Inc | Papel de bloqueo de fuego/de aislamiento. |
| JP4002200B2 (ja) * | 2002-03-13 | 2007-10-31 | 花王株式会社 | 鋳物製造用抄造部品 |
| JP4471629B2 (ja) * | 2002-11-13 | 2010-06-02 | 花王株式会社 | 鋳物製造用部品の製造方法 |
| CN101316665B (zh) * | 2005-11-30 | 2011-04-27 | 花王株式会社 | 铸件制造用部件及其制造方法 |
| CN101617082B (zh) * | 2007-02-19 | 2012-12-12 | 3M创新有限公司 | 柔性纤维质材料、污染控制装置及其制造方法 |
| US10464846B2 (en) * | 2017-08-17 | 2019-11-05 | Usg Interiors, Llc | Method for production of acoustical panels |
| CN113445357A (zh) * | 2020-03-24 | 2021-09-28 | 中国制浆造纸研究院有限公司 | 一种提高纸产品加填量的方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2657991A (en) * | 1948-11-27 | 1953-11-03 | Du Pont | Method of incorporating polychloroprene in paper |
| GB818652A (en) * | 1956-04-23 | 1959-08-19 | Armstrong Cork Co | Manufacture of paper or the like |
| DE2730052A1 (de) * | 1976-07-06 | 1978-01-19 | Nairn Floors Ltd | Flachmaterial und seine verwendung |
| FR2357676A1 (fr) * | 1976-07-06 | 1978-02-03 | Rochette Cenpa | Materiau fibreux sous forme de feuille et ses applications |
| FR2388915A2 (fr) * | 1977-04-26 | 1978-11-24 | Rochette Cenpa | Materiau fibreux sous forme de feuille et ses applications |
| FR2410084A1 (fr) * | 1977-11-23 | 1979-06-22 | Arjomari Prioux | Produit cellulosique, son procede de preparation et son application, notamment dans le domaine des panneaux de revetement en remplacement de l'amiante |
| US4225383A (en) * | 1978-02-02 | 1980-09-30 | The Dow Chemical Company | Highly filled sheets and method of preparation thereof |
| GR65316B (en) * | 1978-06-20 | 1980-08-02 | Arjomari Prioux | Method for the preparation of fibrous leaf |
| WO1980001576A1 (fr) * | 1979-02-05 | 1980-08-07 | Hollingsworth & Vose Co | Materiau en feuilles contenant de la vermiculite exfoliee |
| CA1153512A (fr) * | 1979-06-04 | 1983-09-13 | Armstrong World Industries, Inc. | Couvre-sol caoutchoute sans amiante |
| US4274916A (en) * | 1979-10-01 | 1981-06-23 | Congoleum Corporation | Dimensionally stable backing materials for surface coverings and methods of making the same |
| EP0027706A1 (fr) * | 1979-10-19 | 1981-04-29 | Turner & Newall Plc | Papier sans amiante, lié par un latex |
| US4373993A (en) * | 1980-03-07 | 1983-02-15 | Mitsubishi Jukogyo Kabushiki Kaisha | Slice lip forming a smooth continuous surface |
| US4373992A (en) * | 1981-03-31 | 1983-02-15 | Tarkett Ab | Non-asbestos flooring felt containing particulate inorganic filler, a mixture of fibers and a binder |
-
1983
- 1983-10-06 FR FR8315926A patent/FR2553121B1/fr not_active Expired
-
1984
- 1984-10-04 AT AT84401977T patent/ATE33156T1/de not_active IP Right Cessation
- 1984-10-04 DE DE8484401977T patent/DE3470068D1/de not_active Expired
- 1984-10-04 EP EP84401977A patent/EP0145522B1/fr not_active Expired
- 1984-10-05 JP JP59210322A patent/JPS6099100A/ja active Granted
- 1984-10-05 CA CA000464874A patent/CA1248712A/fr not_active Expired
- 1984-10-05 BR BR8405047A patent/BR8405047A/pt not_active IP Right Cessation
-
1987
- 1987-01-16 US US07/004,182 patent/US4789430A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| FR2553121B1 (fr) | 1986-02-21 |
| JPS6099100A (ja) | 1985-06-01 |
| FR2553121A1 (fr) | 1985-04-12 |
| CA1248712A (fr) | 1989-01-17 |
| EP0145522A1 (fr) | 1985-06-19 |
| DE3470068D1 (en) | 1988-04-28 |
| JPH0536556B2 (fr) | 1993-05-31 |
| BR8405047A (pt) | 1985-08-20 |
| ATE33156T1 (de) | 1988-04-15 |
| US4789430A (en) | 1988-12-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0145522B1 (fr) | Feuille papetière, son procédé de préparation et ses applications notamment comme produit de substitution des voiles de verre imprégnés | |
| EP0190069B1 (fr) | Traitement d'une feuille fibreuse obtenue par voie papetière en vue d'améliorer sa stabilité dimensionnelle et application notamment dans le domaine des revêtements de sol ou muraux | |
| US5389716A (en) | Fire resistant cured binder for fibrous mats | |
| US4609431A (en) | Non-woven fibrous composite materials and method for the preparation thereof | |
| JP6985303B2 (ja) | ミクロフィブリル化フィルム | |
| US7244510B2 (en) | Vapor screen composition | |
| WO1999013154A1 (fr) | Matrice de tapis structurale | |
| EP0100720B1 (fr) | Feuille papetière à très fort taux de latex, son procédé de préparation et ses applications notamment comme produit de substitution de voiles de verre imprégnés | |
| EP0322287B1 (fr) | Feuille préparée par voie humide, utilisable comme support de revêtement | |
| WO2005001199A1 (fr) | Materiau a couches composite et procede de fabrication | |
| BRPI0407760B1 (pt) | Pré-impregnado e seu processo de produção | |
| US20070012413A1 (en) | Wallpaper and method for production thereof | |
| WO2023089466A1 (fr) | Film mfc avec peg | |
| WO2023199203A1 (fr) | Composition de pâte de cellulose hautement raffinée avec pâte de cellulose raffinée par compression | |
| US20070042659A1 (en) | Fiber mat and process for making same | |
| EP0702737B1 (fr) | Traitement de matieres cellulosiques | |
| KR20230040341A (ko) | 종이, 특히 보안종이 시트를 위한 섬유질 조성물 | |
| EP0317576A1 (fr) | Materiaux composites et procede de preparation | |
| US7217671B1 (en) | Fiber mat and process for making same | |
| FR2535751A2 (fr) | Feuille papetiere a tres fort taux de latex, son procede de preparation et ses applications notamment comme produit de substitution des voiles de verre impregnes | |
| CN119507272A (zh) | 一种防水纸托制作工艺 | |
| WO2006111184A1 (fr) | Composition dispersable dans l'eau pour traitement du papier | |
| WO2006056228A1 (fr) | Composition dispersable dans l'eau pour le traitement du papier |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19851030 |
|
| 17Q | First examination report despatched |
Effective date: 19860616 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 33156 Country of ref document: AT Date of ref document: 19880415 Kind code of ref document: T |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3470068 Country of ref document: DE Date of ref document: 19880428 |
|
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: ARJOMARI EUROPE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Ref country code: FR Ref legal event code: CD |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732 |
|
| NLS | Nl: assignments of ep-patents |
Owner name: ARJOMARI EUROPE TE PARIJS, FRANKRIJK. |
|
| ITPR | It: changes in ownership of a european patent |
Owner name: CESSIONE;ARJOMARI EUROPE S.A. |
|
| ITTA | It: last paid annual fee | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| EPTA | Lu: last paid annual fee | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Free format text: ARJO WIGGINS S.A. |
|
| ITPR | It: changes in ownership of a european patent |
Owner name: CAMBIO RAGIONE SOCIALE;ARJO WIGGINS S.A. |
|
| NLT1 | Nl: modifications of names registered in virtue of documents presented to the patent office pursuant to art. 16 a, paragraph 1 |
Owner name: ARJO WIGGINS S.A. TE PARIJS, FRANKRIJK. |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19940907 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19940928 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19941001 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19941018 Year of fee payment: 11 Ref country code: CH Payment date: 19941018 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19941031 Year of fee payment: 11 Ref country code: BE Payment date: 19941031 Year of fee payment: 11 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 84401977.8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19951004 Ref country code: GB Effective date: 19951004 Ref country code: AT Effective date: 19951004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19951005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19951031 Ref country code: CH Effective date: 19951031 Ref country code: BE Effective date: 19951031 |
|
| BERE | Be: lapsed |
Owner name: ARJOMARI EUROPE Effective date: 19951031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19960501 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19951004 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed |
Ref document number: 84401977.8 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19960501 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19971023 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19981030 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990803 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |