EP0150685A2 - Procédé et machine pour isoler des conducteurs électriques pour transformateurs par encollage d'une feuille de revêtement isolante et conducteurs ainsi isolés - Google Patents
Procédé et machine pour isoler des conducteurs électriques pour transformateurs par encollage d'une feuille de revêtement isolante et conducteurs ainsi isolés Download PDFInfo
- Publication number
- EP0150685A2 EP0150685A2 EP84830155A EP84830155A EP0150685A2 EP 0150685 A2 EP0150685 A2 EP 0150685A2 EP 84830155 A EP84830155 A EP 84830155A EP 84830155 A EP84830155 A EP 84830155A EP 0150685 A2 EP0150685 A2 EP 0150685A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- conductor
- envelopping
- strap
- tape
- insulated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
- H01B13/10—Insulating conductors or cables by longitudinal lapping
- H01B13/106—Insulating conductors or cables by longitudinal lapping the conductor having a rectangular cross-section
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/12—Insulating of windings
- H01F41/122—Insulating between turns or between winding layers
Definitions
- the present invention relates to a method and machine for insulating electric conductors for transformers by glueing insulation coating sheet, and conductors thus insulated.
- the invention is particularly suitable for use in continuous insulating of conductors by coating with one or more glued insulating sheets, especially of strap type for both dry and oil transformers.
- insulation of electric conductors generally aluminium or copper straps, for producing dry and oil transformers has always been carried out by lapping helically the conductor with an insulating material tape very thin in thickness (0.025-0.05 mm) in one or more coating layers in the same direction or in opposite direction, alternate or not.
- the tapes of insulating sheet used are kraft paper or aramide paper, cotton fabric or fiber glass or polyester fibers, and also enameling. Coating with tape or sheet according to the above-mentioned prior art was carried out without glueing but simply by adhesion. Recent improvements have shown that insulation by glueing coating sheet on the underlying surface improves considerably insulating yield and effectiveness, see for example Italian Patent Application No.
- the invention as claimed is intended to provide a remedy to the above-mentioned disadvantages. It solves the problem by coating the conductor by means of glueing with side envelopping of a continuous longitudinal sheet.
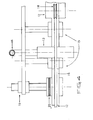
- the present invention consists in a machine suitable for realizing a coating insulating tape glued longitudinally with laterlal envelopping on a strap conductor (40, Fig. 13).
- the machine comprises a set of operative units placed in line in rational succession which include at least: - a support for feeding coil (1) of bare strap conductor (12); - a roller straightener unit (2); - opposite roller advancing means (3); - a lower coil feeder (unwinder) (4) of insulating paper tape (12); - a smearing device (5) of glue coming from the feeding tank (6) on the upper surface of the insulating paper tape (16), placed downstream the feeding-unwinding device of the insulating tape (4); - a roller pressing device (7) for pressing wider the strap conductor (12) said insulating tape (16) with simultaneous glueing on the lower surface of said conductor (12) due to the preceding glue smearing (5); - a set of envelopping device (8) for envelopping the lateral edges of the tape (16) advancing continuously.
- the glue smearing device (5) includes also the tape feeding device (4) with an insulating tape idle coil (16) suitably braked with adjustable braking means of adjustable plate type clutch (20) axially movable (19) in order to center the position of the insulating tape (16) with respect to the strap to be coated (12) and comprising downstream two lower transmission rollers (15) between which upwards a glue smearing roller presses, (13) by means of the supporting and glue feeding arm (14) of the glue coming from the tank (6). (Figs. 3, 4).
- a roller pressing device (7) comprising a smoothing runner (17) placed under the advancing strap conductor (12), ending with a guiding roller arm (22) and including on the conductor (12) a set of idle pressing rollers (18) supported by a plate (17) with adjustable spring risers (21) for pressing and glueing the tape smeared with glue (16) against the lower surface of the conductor (12) (Figs. 5, 6).
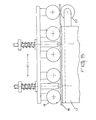
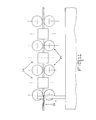
- the set of envelopping devices (8) for envelopping the tape (16) around the strap conductor (12) comprises a sequence of belts (25,28,31,33) longitudinally stretched by an hooking upstream spring (24), placed under the conductor (12) and the coating tape (16) in horizontal flat position, and hooked downstream after partially envelopping the conductor to be coated (12) with the tape (16), transversally movable, on a respective stretching and orientable bar, placed over the conductor (12), the first bar (26) being horizontal for envelopping from a first lateral base corner,
- the second bar (26') being vertical for the remaining envelopping of the same edge on the corresponding upper corner;
- the third bar (32) being horizontal for envelopping from the other opposite base corner;
- the fourth bar (32') being vertical for the final envelopping on the corresponding upper corner with superimposition on the preceding edge already envelopped on the upper face of the conductor (12), a lateral pressing roller (27) for adhering glueing the tape on the corresponding lateral surface of the conductor (12) being provided between the envelopping of the first belt (25) and the envelopping of the second belt (28), and analougously an upper pressing roller (30) with a lower counterroller (29) being provided between the envelopping of the second belt (28) and the envelopping of the third belt (31).
- a final pressing device (9) is situated with opposite rollers (43, 35) on all four faces of the conductor already coated (40).
- a smoothing runner device (10) is placed comprising a base runner (37) and an upper runner (38) pressed by springs (36), a lower idle bearing roller (39) is provided thereafter for guiding the finished insulated conductor (40) in coiling into the rewinding coil (11).
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
- Insulated Conductors (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT41522/84A IT1199513B (it) | 1984-02-01 | 1984-02-01 | Macchina con cui vengono isolati i conduttori elettrici per la costruzione dei trasformatori in genere,applicando al conduttore un nastro isolante in senso longitudinale,anziche'in senso elicoidale |
| IT4152284 | 1984-02-01 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0150685A2 true EP0150685A2 (fr) | 1985-08-07 |
| EP0150685A3 EP0150685A3 (fr) | 1987-05-06 |
Family
ID=11250592
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84830155A Withdrawn EP0150685A3 (fr) | 1984-02-01 | 1984-05-21 | Procédé et machine pour isoler des conducteurs électriques pour transformateurs par encollage d'une feuille de revêtement isolante et conducteurs ainsi isolés |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0150685A3 (fr) |
| IT (1) | IT1199513B (fr) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0545370A1 (fr) * | 1991-12-02 | 1993-06-09 | Sterling Paper Corporation | Fil magnétique isolé, son procédé de formation, et isolation correspondant |
| WO2003105301A1 (fr) * | 2002-06-05 | 2003-12-18 | Bbi Electric S.P.A. | Procede d'enveloppement de barres omnibus destinees a des conduits de canalisation electriques prefabriques |
| WO2004057665A3 (fr) * | 2002-12-20 | 2004-08-12 | Bbi Electric Spa | Procede et systeme de fabrication de conducteurs electriques prefabriques |
| CN103466364A (zh) * | 2013-09-16 | 2013-12-25 | 苏州工业园区格米克精密机械有限公司 | 用于卷料绕取包装的边包边绕机 |
| CN103646782A (zh) * | 2013-11-28 | 2014-03-19 | 国网河南省电力公司鹤壁供电公司 | 变压器线圈端绝缘制备装置 |
| CN105097257A (zh) * | 2014-05-16 | 2015-11-25 | 中国科学院沈阳自动化研究所 | 变压器绝缘油道自动化生产线 |
| US10090084B1 (en) | 2018-02-12 | 2018-10-02 | Travis J. Cronkrite | Modular bus bar insulator |
| CN110444349A (zh) * | 2019-09-18 | 2019-11-12 | 嘉兴田然贸易有限公司 | 一种用于特殊电缆线的绕包机 |
| CN112691860A (zh) * | 2020-12-09 | 2021-04-23 | 苏州砺宏电子设备有限公司 | 一种电感喷涂制程设备 |
| CN117922103A (zh) * | 2024-01-25 | 2024-04-26 | 潍坊汇胜绝缘技术有限公司 | 一种绝缘撑条的制备方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE441156A (fr) * | 1940-04-25 | 1941-05-31 | Felten & Guilleaume Carlswerk Ag | Procédé et dispositif pour isoler des conducteurs électriques |
| US2989430A (en) * | 1959-02-11 | 1961-06-20 | Plastic Wire & Cable Corp | Core wrapping apparatus |
| CH500622A (fr) * | 1968-12-10 | 1970-12-15 | Emile Haefely Sa Ets | Dispositif pour l'enrubannage continu d'un faisceau de conducteurs pour machine électrique |
| US3902938A (en) * | 1972-03-02 | 1975-09-02 | Ford Motor Co | Process for continuously covering a linear element |
| SE398570B (sv) * | 1976-04-26 | 1977-12-27 | Asea Ab | Sett att applicera ett band av isolermaterial i lengsriktningen av en i huvudsak rektanguler elektrisk ledare och anordning for genomforande av settet |
-
1984
- 1984-02-01 IT IT41522/84A patent/IT1199513B/it active
- 1984-05-21 EP EP84830155A patent/EP0150685A3/fr not_active Withdrawn
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0545370A1 (fr) * | 1991-12-02 | 1993-06-09 | Sterling Paper Corporation | Fil magnétique isolé, son procédé de formation, et isolation correspondant |
| WO2003105301A1 (fr) * | 2002-06-05 | 2003-12-18 | Bbi Electric S.P.A. | Procede d'enveloppement de barres omnibus destinees a des conduits de canalisation electriques prefabriques |
| CN100438246C (zh) * | 2002-06-05 | 2008-11-26 | Bbi电气有限公司 | 用于预制电管道的汇流条的包封方法以及包封有绝缘套的汇流条 |
| WO2004057665A3 (fr) * | 2002-12-20 | 2004-08-12 | Bbi Electric Spa | Procede et systeme de fabrication de conducteurs electriques prefabriques |
| CN100351955C (zh) * | 2002-12-20 | 2007-11-28 | Bbi电气有限公司 | 制造预制电导体的工艺和系统 |
| CN103466364A (zh) * | 2013-09-16 | 2013-12-25 | 苏州工业园区格米克精密机械有限公司 | 用于卷料绕取包装的边包边绕机 |
| CN103646782B (zh) * | 2013-11-28 | 2016-08-17 | 国网河南省电力公司鹤壁供电公司 | 变压器线圈端绝缘制备装置 |
| CN103646782A (zh) * | 2013-11-28 | 2014-03-19 | 国网河南省电力公司鹤壁供电公司 | 变压器线圈端绝缘制备装置 |
| CN105097257A (zh) * | 2014-05-16 | 2015-11-25 | 中国科学院沈阳自动化研究所 | 变压器绝缘油道自动化生产线 |
| CN105097257B (zh) * | 2014-05-16 | 2017-01-25 | 中国科学院沈阳自动化研究所 | 变压器绝缘油道自动化生产线 |
| US10090084B1 (en) | 2018-02-12 | 2018-10-02 | Travis J. Cronkrite | Modular bus bar insulator |
| US10373743B1 (en) | 2018-02-12 | 2019-08-06 | Travis James Cronkrite | Modular bus bar insulator |
| US10796825B1 (en) | 2018-02-12 | 2020-10-06 | Travis James Cronkrite | Modular bus bar insulator |
| CN110444349A (zh) * | 2019-09-18 | 2019-11-12 | 嘉兴田然贸易有限公司 | 一种用于特殊电缆线的绕包机 |
| CN112691860A (zh) * | 2020-12-09 | 2021-04-23 | 苏州砺宏电子设备有限公司 | 一种电感喷涂制程设备 |
| CN117922103A (zh) * | 2024-01-25 | 2024-04-26 | 潍坊汇胜绝缘技术有限公司 | 一种绝缘撑条的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0150685A3 (fr) | 1987-05-06 |
| IT8441522A1 (it) | 1985-08-01 |
| IT8441522A0 (it) | 1984-02-01 |
| IT1199513B (it) | 1988-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4729814A (en) | Apparatus for making an offset laminated roofing shingle | |
| EP0150685A2 (fr) | Procédé et machine pour isoler des conducteurs électriques pour transformateurs par encollage d'une feuille de revêtement isolante et conducteurs ainsi isolés | |
| US2627645A (en) | Method of manufacturing condensers | |
| WO1986000282A1 (fr) | Dispositif et procede de coupe et d'enroulement d'une bande de papier | |
| CA2093651A1 (fr) | Methode pour changer le reglage d'une bobineuse | |
| US2402038A (en) | Wood tubing manufacture | |
| JPH05193029A (ja) | 薄片状ストリップからハニカムコアを製造する方法、その方法を遂行するための装置、および複合板材を連続的に製造するためのハニカムコアの用法 | |
| US4434948A (en) | Apparatus for producing overlapping band rolls from superposed overlapping flat workpieces | |
| US5861071A (en) | Electrically insulated magnet wire and method of making the same | |
| US4645549A (en) | Composite tapes and apparatus for winding composite tapes | |
| US3037852A (en) | Method of producing abrasive rolls and sheets | |
| US3617421A (en) | Device for folding insulating tape about electrical conductors | |
| US3796621A (en) | Method of fabricating a laminate and product thereof | |
| EP0151501A2 (fr) | Procédé et dispositif pour arranger un élément filiforme suivant un dessin donné entre des couches ou des étoffes | |
| EP0362460A3 (fr) | Procédé et appareil pour la fabrication tapis chauffants | |
| CN221437283U (zh) | 一种密封条机 | |
| JPH084166Y2 (ja) | 複数条金属帯の張力付与装置 | |
| DE3710639C2 (fr) | ||
| CN219096188U (zh) | 一种标签材料涂布机 | |
| RU2301765C2 (ru) | Способ наклеивания этикеток и устройство для его осуществления | |
| CN223030426U (zh) | 可压缩声音抑制件的贴合组件及贴合设备 | |
| CN215096257U (zh) | 一种应用于覆膜机上的剥膜装置及覆膜机 | |
| EP0040271A1 (fr) | Rubans composés et appareil pour bobiner des rubans composés | |
| JPS6246257Y2 (fr) | ||
| DE935375C (de) | Hochspannungskabel mit einer aus Isolierstoffbaendern, vorzugsweise Papierbaendern, aufgebauten Isolierung, insbesondere mit OElfuellung fuer Nennspannungen ueber 200kV |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB LI LU NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19871107 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: PALMARIN, TADDEO |