EP0162282A2 - Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger in einem wässrigen Mischelektrolyten - Google Patents
Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger in einem wässrigen Mischelektrolyten Download PDFInfo
- Publication number
- EP0162282A2 EP0162282A2 EP85104604A EP85104604A EP0162282A2 EP 0162282 A2 EP0162282 A2 EP 0162282A2 EP 85104604 A EP85104604 A EP 85104604A EP 85104604 A EP85104604 A EP 85104604A EP 0162282 A2 EP0162282 A2 EP 0162282A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- acid
- hcl
- aluminum
- und
- aqueous
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25F—PROCESSES FOR THE ELECTROLYTIC REMOVAL OF MATERIALS FROM OBJECTS; APPARATUS THEREFOR
- C25F3/00—Electrolytic etching or polishing
- C25F3/02—Etching
- C25F3/04—Etching of light metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N3/00—Preparing for use and conserving printing surfaces
- B41N3/03—Chemical or electrical pretreatment
- B41N3/034—Chemical or electrical pretreatment characterised by the electrochemical treatment of the aluminum support, e.g. anodisation, electro-graining; Sealing of the anodised layer; Treatment of the anodic layer with inorganic compounds; Colouring of the anodic layer
Definitions
- the invention relates to a method for the electrochemical roughening of aluminum for printing plate supports, which is carried out with alternating current in an aqueous mixed electrolyte.
- Printing plates generally consist of a support and at least one radiation-sensitive reproduction layer arranged thereon, this layer either from the consumer (in the case of non-precoated plates) or from the industrial one Manufacturer (for pre-coated boards) is applied to the substrate.
- Aluminum or one of its alloys has established itself as a layer material in the printing plate field.
- these substrates can also be used without a modifying pretreatment, but they are generally modified in or on the surface, for example by mechanical, chemical and / or electrochemical roughening (sometimes also called grain or etching in literature), chemical or electrochemical oxidation and / or treatment with hydrophilizing agents.
- a combination of the above-mentioned Mo Types of dification applied, in particular a combination of electrochemical roughening and anodic oxidation, optionally with a subsequent hydrophilization step.
- the roughening is carried out, for example, in aqueous acids such as aqueous HCl or HN0 3 solutions, in aqueous salt solutions such as aqueous NaCl or Al (N0 3 ) 3 solutions or in combinations of these components using alternating current.
- the roughness depths that can be achieved in this way are in the range from about 1 to 15 / ⁇ m, in particular in the range from 2 to 8 / ⁇ m.
- the roughness depth is determined in accordance with DIN 4768 in the version from October 1970, the roughness depth R z is then the arithmetic mean of the individual roughness depths of five adjacent individual measuring sections.
- aqueous HCl solutions as an electrolyte solution for the electrochemical roughening of support materials made of aluminum must therefore be assumed to be known. It can be obtained - as many examples of commercial printing plates show - a uniform grain size, which is particularly suitable for the field of application of lithography and is within a roughness range that is generally useful in practice. For certain areas of application of printing plates (e.g.
- the previously known organic additives to aqueous acid electrolytes such as HCl or HN0 3 solutions have the disadvantage that they become electrochemically unstable and at least partially decompose at high current loads (voltage) in modern continuously operating conveyor systems.
- the known inorganic additives such as phosphoric, chromic or boric acid have the disadvantage that the intended protective effect frequently breaks down locally and individual, particularly pronounced scars then develop there. So z. B. the addition of H 3 P0 4 lead to flat roughened surfaces, which, however, have the disadvantage of many deep individual holes.
- the previously known complexing additives generally accelerate the "trapping" of released Al 3+ ions and dissolve the aluminum ren thereby to reinforce the roughening attack; However, this often leads to the fact that no additional hole nuclei are created, but that already formed nuclei and holes continue to grow, ie there is then increased scar formation.
- the previously known inhibitory additives generally have the effect that the hole growth of individual holes is stopped relatively soon and new hole nuclei can arise; However, they have the decisive disadvantage that this protective effect due to defects, alloy components and the like. ⁇ . can collapse; this then leads to deep holes in an otherwise flat and evenly roughened surface. Backing materials with such imperfections are unsuitable for lithographic purposes.
- the object of the present invention is therefore to propose a method for the electrochemical roughening of aluminum for printing plate supports, which makes it possible to achieve a uniformly roughened surface topography with a wide range in the mean roughness depth values and to achieve long bath service lives.
- the invention is based on the known process for the electrochemical roughening of aluminum or its alloys for printing plate supports in an aqueous mixed electrolyte solution containing HCl and at least one organic acid under the action of alternating current.
- the process according to the invention is then characterized in that the organic acid is a compound from the group of diphosphonic acids, polyphosphone acids and gallic acid.
- the aqueous electrolyte solution contains 0.5 to 10.0% X, in particular 0.8 to 5.0%, of HCl and 0.05 to 5.1%, in particular 0.1 to 2.0%, of the organic acid.
- the phosphorus acids which can be used in the process according to the invention include, in particular, di- and polyphosphonic acids (ie compounds having at least 3 phosphonic acid groups) with aliphatic organic radicals, ie preferred alkanedi- or polyphosphonic acids from C 1 to C 6 and with up to 6 phosphonic acid groups, which, if appropriate may also have further functional groups such as hydroxyl or amino groups as substituents on the alkane moiety.
- the phosphonic acid groups are preferably located as substitutes on carbon atoms, but they can also be linked to hetero atoms.
- Gallic acid is 3,4,5-trihydroxy-benzoic acid.
- Suitable base materials for the present invention include those materials roughened aluminum or one of its alloys, for example, have a content of more than 98.5 parts by weight X of Al and proportions of Si, F e, Ti, Cu, and Zn. These aluminum carrier materials can also, if necessary after pre-cleaning, mechanically (e.g. by brushing and / or with an abrasive treatment) before the electrochemical stage lungs) are roughened. All process steps can be carried out discontinuously with plates or foils, but they are preferably carried out continuously with tapes.
- the process parameters are in the following ranges: the temperature of the electrolyte between 20 and 60 ° C, the current density between 3 and 200 A / dm 2 , the residence time of a material point to be roughened in the electrolyte between 1 and 300 sec and the electrolyte flow rate at the surface of the material to be roughened between 1 and 300 cm / sec; in the batchwise process, the required current densities tend to be in the lower part and the dwell times are in the upper part of the ranges specified, and the flow of the electrolyte can also be dispensed with.
- alternating current with a frequency of 50 to 60 Hz is used as the type of current, but modified types of current such as alternating current with different amplitudes of the current strength for the anode and cathode current, lower frequencies, current interruptions or superimposition of two currents of different frequency and waveform are also possible.
- the average roughness depth R z of the roughened surface is in the range from 1 to 15 / um, in particular from 1.5 to 8.0 / um.
- aluminum ions in the form of aluminum salts in particular 0.5 to 5.0% of AlC1 3 can be added.
- Pre-cleaning includes, for example, treatment with aqueous NaOH solution with or without degreasing agent and / or complexing agents, trichlorethylene, acetone, methanol or other commercially available aluminum stains.
- the roughening or, in the case of several roughening stages, also between the individual stages, an abrasive treatment can additionally be carried out, in particular a maximum of 2 g / m 2 being removed (up to 5 g / m 2 between the stages);
- aqueous solutions of alkali metal hydroxide or aqueous solutions of alkaline salts or aqueous acid solutions based on HN0 3 , H 2 SO 4 or H 3 PO 4 are used as abrasive solutions.
- non-electrochemical treatments are also known which essentially only have a rinsing and / or cleaning effect and, for example, for removing deposits formed during roughening ("Schmant") or simply for Serve removal of electrolyte residues; For example, dilute aqueous alkali hydroxide solutions or water are used for these purposes.
- an anodic oxidation of the aluminum can then preferably follow in a further process step to be used, for example to improve the abrasion and adhesion properties of the surface of the carrier material to improve rials.
- the usual electrolytes such as H 2 S0 4 , H 3 P0 4 , H 2 C 2 0 4 , amidosulfonic acid, sulfosuccinic acid, sulfosalicylic acid or mixtures thereof can be used for anodic oxidation; in particular, H 2 S0 4 and H 3 P0 4 are used alone, in a mixture and / or in a multi-stage anodizing process.
- the stage of anodic oxidation of the aluminum support material can also be followed by one or more post-treatment stages.
- These post-treatment stages serve in particular to additionally increase the hydrophilicity of the aluminum oxide layer, which is often sufficient, while at least the other known properties of this layer are retained.
- the materials produced according to the invention are used as supports for offset printing plates, ie a radiation-sensitive coating is applied to one or both sides of the coating either by the manufacturer of presensitized printing plates or directly by the consumer Carrier material applied.
- a radiation-sensitive coating is applied to one or both sides of the coating either by the manufacturer of presensitized printing plates or directly by the consumer Carrier material applied.
- all layers are suitable as radiation (light) sensitive layers which, after irradiation (exposure), optionally with subsequent development and / or fixation, provide an image-like area from which printing can take place.
- photoconductive layers as described, for example, in DE-C 11 17 391, 15 22 497, 15 72 312, 23 22 046 and 23 22 047 are described, are applied to the carrier materials produced according to the invention, thereby producing highly light-sensitive, electrophotographic printing plates.
- coated offset printing plates obtained from the carrier materials produced by the process according to the invention are converted into the desired printing form in a known manner by imagewise exposure or irradiation and washing out of the non-image areas with a developer, for example an aqueous alkaline developer solution.
- a developer for example an aqueous alkaline developer solution.
- % data always mean% by weight, unless stated otherwise. Parts by weight relate to parts by volume in the ratio of g to cm 3 .
- An aluminum sheet is first pickled for 60 seconds in an aqueous solution of 20 g NaOH per 1 at room temperature and then freed of any alkali residues that may be present by briefly immersing it in a solution corresponding to the roughening electrolyte.
- the roughening takes place in the electrolyte systems shown in the following tables and under those there listed conditions.
- an anodic oxidation is carried out in an aqueous electrolyte containing H 2 S0 4 and Al 3+ ions up to a layer weight of 3.0 g / m 2 .
- the classification into the quality classes takes place by visual assessment under the microscope, whereby the quality level "1" (best value) is assigned to a homogeneously roughened and scar-free surface.
- a quality level "10" (worst value) is assigned to a surface with thick scars of a size of more than 100 ⁇ m or an extremely unevenly roughened or almost bare surface.
- Intermediate qualities are rated “2" to "9". All examples and the comparative examples are carried out with symmetrical alternating current at a frequency of 50 Hz, one electrode being the aluminum sheet and the other a graphite plate.
- Example 2 An aluminum sheet prepared according to Example 1 is immersed at 40 ° C. for 30 seconds in an aqueous solution containing 5 g / l of polyvinylphosphonic acid and then rinsed with deionized water and dried. To produce a lithographic printing plate, the sheet is coated with the following negative-working light-sensitive solution:
- a carrier material produced in accordance with Example 4 is coated with the following solution in order to produce an electrophotographic offset printing plate:
- the layer is negatively charged to about 400 V in the dark by means of a corona.
- the charged plate is exposed imagewise in a repro camera and then with an electrophotographic suspension developer, which by dispersing 3.0 parts by weight of magnesium sulfate in a solution of 7.5 parts by weight of pentaerythritol resin ester in 1200 parts by volume of an isoparaffin mixture with a Boiling range of 185 to 210 "C. was obtained.
- the developer is fixed and the plate is 60 sec in a solution of 35 parts by weight of sodium metasilicate 9 H 2 0, 140 parts by weight of glycerol, 550 parts. Parts of ethylene glycol and 140 parts by weight of ethanol are dipped in.
- the plate is then rinsed off with a powerful water jet, the areas of the photoconductor layer which are not covered with toner being removed, and the printing form is then ready for printing.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Printing Plates And Materials Therefor (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger, das mit Wechselstrom in einem wäßrigen Mischelektrolyten durchgeführt wird.
- Druckplatten (mit diesem Begriff sind im Rahmen der vorliegenden Erfindung Offsetdruckplatten gemeint) bestehen in der Regel aus einem Träger und mindestens einer auf diesem angeordneten strahlungs(licht)empfindlichen Reproduktionsschicht, wobei diese Schicht entweder vom Verbraucher (bei nicht-vorbeschichteten Platten) oder vom industriellen Hersteller (bei vorbeschichteten Platten) auf den Schichtträger aufgebracht wird. Als Schichtträgermaterial hat sich auf dem Druckplattengebiet Aluminium oder eine seiner Legierungen durchgesetzt. Diese Schichtträger können prinzipiell auch ohne eine modifizierende Vorbehandlung eingesetzt werden, sie werden im allgemeinen jedoch in bzw. auf der Oberfläche modifiziert, beispielsweise durch eine mechanische, chemische und/oder elektrochemische Aufrauhung (im Schrifttum gelegentlich auch Körnung oder Ätzung genannt), eine chemische oder elektrochemische Oxidation und/oder eine Behandlung mit Hydrophilierungsmitteln. In den modernen kontinuierlicharbeitenden Hochgeschwindigkeitsanlagen der Hersteller von Druckplattenträgern und/oder vorbeschichteten Druckplatten wird oftmals eine Kombination der genannten Modifizierungsarten angewandt, insbesondere eine Kombination aus elektrochemischer Aufrauhung und anodischer Oxidation, gegebenenfalls mit einer nachfolgenden Hydrophilierungsstufe. Das Aufrauhen wird beispielsweise in wäßrigen Säuren wie wäßrigen HCl- oder HN03-Lösungen, in wäßrigen Salzlösungen wie wäßrigen NaCl- oder Al(N03)3-Lösungen oder auch in Kombinationen dieser Komponenten unter Einsatz von Wechselstrom durchgeführt. Die so erzielbaren Rauhtiefen (angegeben beispielsweise als mittlere Rauhtiefen Rz) der aufgerauhten Oberfläche liegen im Bereich von etwa 1 bis 15 /um, insbesondere im Bereich von 2 bis 8 /um. Die Rauhtiefe wird nach DIN 4768 in der Fassung vom Oktober 1970 ermittelt, die Rauhtiefe Rz ist dann das arithmetische Mittel aus den Einzelrauhtiefen fünf aneinandergrenzender Einzelmeßstrecken.
- Die Aufrauhung wird u. a. deshalb durchgeführt, um die Haftung der Reproduktionsschicht auf dem Schichtträger und die Wasserführung der aus der Druckplatte durch Bestrahlen (Belichten) und Entwickeln entstehenden Druckform zu verbessern. Durch das Bestrahlen und Entwickeln (bzw. Entschichten bei elektrophotographisch arbeitenden Reproduktionsschichten) werden auf der Druckplatte die beim späteren Drucken farbführenden Bildstellen und die wasserführenden Nichtbildstellen (im allgemeinen die freigelegte Trägeroberfläche) erzeugt, wodurch die eigent liche Druckform entsteht. Auf die spätere Topographie der aufzurauhenden Aluminiumoberfläche haben verschiedenste Parameter einen Einfluß, wofür beispielhaft die folgender Ausführungen zum Stand der Technik stehen mögen:
- In dem Aufsatz "The Alternating Current Etching of Aluminum Lithographic Sheet" (Die Wechselstrom-Aufrauhung von Aluminiumplatten für die Lithographie) von A. J. Dowell in Transactions of the Institute of Metal Finishing, 1979, Vol. 57, S. 138 bis 144 werden grundsätzliche Ausführungen zur Aufrauhung von Aluminium in wäßrigen Salzsäurelösungen gemacht, wobei die folgenden Verfahrensparameter variiert und die entsprechenden Auswirkungen untersucht wurden. Die Elektrolytzusammensetzung wird bei mehrmaligem Gebrauch des Elektrolyten beispielsweise hinsichtlich der H+(H30+)-Ionenkonzentration (meßbar über den pH-Wert) und der Al3+-Ionenkonzentration verändert, wobei Auswirkungen auf die Oberflächentopographie zu beobachten sind. Die Temperaturvariation zwischen 16° C und 90°C zeigt einen verändernden Einfluß erst ab etwa 50°C, der sich beispielsweise durch den starken Rückgang der Schichtbildung auf der Oberfläche äußert. Die Aufrauhdauer-Veränderung zwischen 2 und 25 min führt bei zunehmender Einwirkzeit auch zu einer zunehmenden Metallauflösung. Die Variation der Stromdichte zwischen 2 und 8 A/dm2 ergibt mit steigender Stromdichte auch höhere Rauhigkeitswerte. Wenn die Säurekonzentration im Bereich 0,17 bis 3,3 % an HCl liegt, dann treten zwischen 0,5 und 2 % an HCl nur unwesentliche Veränderungen in der Lochstruktur auf, unter 0,5 % an HCl findet nur ein lokaler Angriff an der Oberfläche und bei den hohen Werten ein unregelmäßiges Auflösen von Al statt. Der Zusatz von SO4 2-Ionen oder Cl--Ionen in Salzform [z. B. durch Zugabe von A12(S04)3 oder NaCl] kann ebenfalls zu einer Beeinflussung der Topographie des aufgerauhten Aluminiums führen. Die Gleichrichtung des Wechselstroms zeigt, daß offensichtlich beide Halbwellenarten für eine gleichmäßige Aufrauhung erforderlich sind.
- Der Einsatz von wäßrigen HCI-Lösungen als Elektrolytlösung zum elektrochemischen Aufrauhen von Trägermaterialien aus Aluminium ist demnach grundsätzlich als bekannt vorauszusetzen. Es kann damit - wie auch viele Beispiele von Handelsdruckplatten zeigen - eine gleichmäßige Körnung erhalten werden, die für das Anwendungsgebiet der Lithographie besonders geeignet ist und innerhalb eines für die Praxis im allgemeinen brauchbaren Rauhigkeitsbereiches liegt. Für bestimmte Einsatzgebiete von Druckplatten (z. B. bei bestimmten negativ-arbeitenden Reproduktionsachichten) ist aber eine gleichmäßige und relativ "flach" aufgerauhte Oberflächentopographie erforderlich, die jedoch in den bisher bekannten Elektrolytlösungen auf der Basis von wäßrigen HCI-Lösungen in den modernen, schnell-laufenden Hochleistungsanlagen nur unter erschwerten Bedingungen zu erzielen ist; beispielsweise müssen - was prozeßmäßig immer nur schwierig steuerbar ist - die Verfahrensparameter innerhalb sehr enger Grenzen gehalten werden.
- Der Einfluß der Zusammensetzung des Elektrolyten auf die Aufrauhqualität wird beispielsweise auch in den folgenden Veröffentlichungen beschrieben, in denen wäßrige Mischelektrolyte zum Einsatz kommen:
- - die DE-A 22 50 275 (= GB-A 1 400 918) nennt als Elektrolytlösung bei der Wechselstrom-Aufrauhung von Aluminium für Druckplattenträger wäßrige Lösungen eines Gehalts von 1,0 bis 1,5 % an HN03 oder von 0,4 bis 0,6 % an HCl und gegebenenfalls 0,4 bis 0,6 % an H3PO4,
- - die DE-B 23 27 764 (= US-A 3 887 447) nennt als Elektrolytlösung bei der Wechselstromaufrauhung von Aluminium wäßrige Lösungen eines Gehalts von 0,2 bis 2 % an HCl und 0,15 bis 1,5 % an H3P04,
- - die DE-A 27 08 669 (= US-A 4 052 275) nennt als Elektrolytlösung bei der Aufrauhung von Aluminium wäßrige Lösungen eines Gehalts von 0,75 bis 3,5 % an HCl und 0,2 bis 1 % an Weinsäure [2,3-Dihydroxybutandisäure (1,4)],
- - die DE-A 28 16 307 (= US-A 4 172 772) nennt als Elektrolytlösung bei der Wechselstromaufrauhung von Aluminium wäßrige Lösungen eines Gehalts von 0,2 bis 1,7 X an HCl und 0,5 bis 4 % an einer Alkansäure von C1 bis C4 (insbesondere Essigsäure = Ethansäure),
- - die DE-A 31 27 329 (= US-A 4 367 124) nennt als Elektrolytlösung bei der Aufrauhung von Aluminiumträgermaterialien für Druckplatten wäßrige Lösungen eines Gehalts von 0,35 bis 3,5 % an HCl und 0,001 bis 2 % an einer ß-Dicarbonylverbindung wie Acetylaceton oder Acetessigsäureethylester, und
- - die EP-B 0 036 672 (= US-A 4 339 315) nennt als Elektrolytlösung bei der Aufrauhung von Aluminiumträgermaterialien für Druckplatten wäßrige Lösungen eines Gehalts von 0,1 bis 1,0 Mol/1 an HCl und 0,01 bis 1 Mol/l an Citronen- oder Äpfelsäure [3-Hydroxypentantrisäure (1,3,5) und 2-Hydroxy-butandisäure (1,4)],
- - die DE-B 22 18 471 (= US-A 3 755 116) nennt den Zusatz antikorrosiver Mittel - wozu Monoamine, Diamine, aliphatische Aldehyde, Carbonsäureamide wie Acetamid, Harnstoff, Chromsäure und nichtionische Tenside wie Polyethylenglykolether oder -ester gezählt werden - zu einem wäßrigen Salzsäureelektrolyten für die Aufrauhung von Aluminium für Druckplattenträger.
- Die bisher bekannten organischen Zusätze zu wäßrigen Säureelektrolyten wie HCl- oder HN03-Lösungen haben den Nachteil, daß sie bei hoher Strombelastung (Spannung) in den modernen kontinuierlich arbeitenden Bandanlagen elektrochemisch instabil werden und sich zumindest teilweise zersetzen. Die bekannten anorganischen Zusätze wie Phosphor-, Chrom- oder Borsäure haben den Nachteil, daß lokal die beabsichtigte Schutzwirkung häufig zusammenbricht und dort dann einzelne, besonders ausgeprägte Narben entstehen. So kann z. B. der Zusatz von H3P04 zu flach aufgerauhten Oberflächen führen, die jedoch den Nachteil vieler tiefer Einzellöcher haben.
- Die bisher bekannten komplexierend wirkenden Zusätze beschleunigen in der Regel durch "Wegfangen" von freigesetzten Al3+ -Ionen die Auflösung des Aluminiums und führen dadurch zur Verstärkung des Aufrauhangriffs; dies führt jedoch oftmals dazu, daß keine zusätzlichen Lochkeime geschaffen werden, sondern bereits gebildete Keime und Löcher weiterwachsen, d. h. es kommt dann zu einer verstärkten Narbenbildung. Die bisher bekannten inhibierend wirkenden Zusätze bewirken zwar in der Regel, daß das Lochwachstum einzelner Löcher relativ bald gestoppt wird und neue Lochkeime entstehen können; sie haben jedoch den entscheidenden Nachteil, daß diese Schutzwirkung durch Fehlstellen, Legierungsbestandteile u. ä. zusammenbrechen kann; dies führt dann zu tiefen Löchern in einer sonst flach und gleichmäßig aufgerauhten Oberfläche. Trägermaterialien mit solchen Fehlstellen sind aber für lithographische Zwecke ungeeignet.
- Aufgabe der vorliegenden Erfindung ist es deshalb, ein Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger vorzuschlagen, das es ermöglicht, eine gleichmäßig aufgerauhte Oberflächentopographie bei einer großen Bandbreite in den mittleren Rauhtiefewerten zu erzielen und lange Badstandzeiten zu realisieren.
- Die Erfindung geht aus von dem bekannten Verfahren zur elektrochemischen Aufrauhung von Aluminium oder seinen Legierungen für Druckplattenträger in einer wäßrigen Mischelektrolytlösung mit einem Gehalt an HCl und mindestens einer organischen Säure unter der Einwirkung von Wechselstrom. Das erfindungsgemäße Verfahren ist dann dadurch gekennzeichnet, daß die organische Säure eine Verbindung aus der Gruppe Diphosphonsäuren, Polyphosphonsäxuren und Gallussäure ist. In einer bevorzugten Ausführurngsform enhält die wäßrige Elektrolytlösung 0,5 bis 10.0% X, insbesondere 0,8 bis 5,0 %, an HCl und 0,05 bis 5,1%, insbesondere 0,1 bis 2,0 %, an der organischen Säture.
- Zu den im erfindungsgemäßen Verfahren einsetzbaren Phosphronsäuren gehören insbesondere Di- und Polyphosphon-Säuiren (d.h. Verbindungen mit mindestens 3 Phosphonsäuregruppen) mit aliphatischen organischen Resten, d.h. bevorrzungt Alkandi- oder -polyphosphonsäuren von C1 bis C6 und mit bis zu 6 Phosphonsäuregruppen, die gegebenenfalls als Substituenten an dem Alkanteil auch weitere funktionelle Gruppen wie Hydroxyl- oder Aminogruppen aufweisen kömnen. Die Phosphonsäuregruppen sitzen bevorzugt als Substitutuenten an C-Atomen, sie können aber auch mit Hezeroatomen verbunden sein. Beispiele für geeignete Verbindungen sind die 1-Hydroxy-ethan-1,1-diphosphonsäure (= 1-Hydroxy-1,1-diphosphono-ethan) oder die Amino-tris-(methylenphosphonsäure) (= N,N,N-Triphosphonomethyl- amin). Gallussäure ist die 3,4,5-Trihydroxy-benzoesäure.
- Zu den geeigneten Grundmaterialien für das erfindungsgemäß aufzurauhende Material zählen solche aus Aluminium oder einer seiner Legierungen, die beispielsweise einen Gehalt von mehr als 98,5 Gew.-X an Al und Anteile an Si, Fe, Ti, Cu und Zn aufweisen. Diese Aluminiumträgermaterialien können auch noch, gegebenenfalls nach einer Vorreinigung, vor der elektrochemischen Stufe mechanisch (z. B. durch Bürsten und/oder mit Schleifmittel-Behandlungen) aufgerauht werden. Alle Verfahrensstufen können diskontinuierlich mit Platten oder Folien durchgeführt werden, sie werden aber bevorzugt kontinuierlich mit Bändern durchgeführt.
- Im allgemeinen liegen die Verfahrensparameter, insbesondere bei kontinuierlicher Verfahrensführung, in der elektrochemischen Aufrauhstufe in folgenden Bereichen: die Temperatur des Elektrolyten zwischen 20 und 60° C, die Stromdichte zwischen 3 und 200 A/dm2, die Verweilzeit eines aufzurauhenden Materialpunkts im Elektrolyten zwischen 1 und 300 sec und die Elektrolytströmungsgeschwindigkeit an der Oberfläche des aufzurauhenden Materials zwischen 1 und 300 cm/sec; beim diskontinuierlich durchgeführten Verfahren liegen die erforderlichen Stromdichten eher im unteren Teil und die Verweilzeiten eher im oberen Teil der jeweils angegebenen Bereiche, auf die Strömung des Elektrolyten kann dabei auch verzichtet werden. Als Stromart wird meistens normaler Wechselstrom einer Frequenz von 50 bis 60 Hz eingesetzt, es sind jedoch auch modifizierte Stromarten wie Wechselstrom mit unterschiedlichen Amplituden der Stromstärke für den Anoden- und Kathodenstrom, niedrigere Frequenzen, Stromunterbrechungen oder Überlagerungen von zwei Strömen unterschiedlicher Frequenz und Wellenform möglich. Die mittlere Rauhtiefe Rz der aufgerauhten Oberfläche liegt dabei im Bereich von 1 bis 15 /um, insbesondere von 1,5 bis 8,0 /um. Dem wäßrigen Elektrolyten können auch neben HCl und mindestens einer der angegebenen organischen Säuren noch Aluminiumionen in Form von Aluminiumsalzen, insbesondere 0,5 bis 5,0 % an AlC13 zugesetzt werden.
- Die Vorreinigung umfaßt beispielsweise die Behandlung mit wäßriger NaOH-Lösung mit oder ohne Entfettungsmittel und/ oder Komplexbildnern, Trichlorethylen, Aceton, Methanol oder anderen handelsüblichen sogenannten Aluminiumbeizen. Der Aufrauhung oder bei mehreren Aufrauhstufen auch noch zwischen den einzelnen Stufen kann noch zusätzlich eine abtragende Behandlung nachgeschaltet werden, wobei insbesondere maximal 2 g/m2 abgetragen werden (zwischen den Stufen auch bis zu 5 g/m2); als abtragend wirkende Lösungen werden im allgemeinen wäßrige Alkalihydroxidlösungen bzw. wäßrige Lösungen von alkalisch reagierenden Salzen oder wäßrige Säurelösungen auf der Basis von HN03, H2S04 oder H3P04 eingesetzt. Neben einer abtragenden Behandlungsstufe zwischen der Aufrauhstufe und einer nachfolgenden Anodisierstufe sind auch solche nicht-elektrochemischen Behandlungen bekannt, die im wesentlichen lediglich eine spülende und/oder reinigende Wirkung haben und beispielsweise zur Entfernung von bei der Aufrauhung gebildeten Belägen ("Schmant") oder einfach zur Entfernung von Elektrolytresten dienen; im Einsatz sind für diese Zwecke beispielsweise verdünnte wäßrige Alkalihydroxidlösungen oder Wasser.
- Nach dem erfindungsgemäßen elektrochemischen Aufrauhverfahren kann sich dann bevorzugt in einer weiteren anzuwendenden Verfahrensstufe eine anodische Oxidation des Aluminiums anschließen, um beispielsweise die Abrieb- und die Haftungseigenschaften der Oberfläche des Trägermaterials zu verbessern. Zur anodischen Oxidation können die üblichen Elektrolyte wie H2S04, H3P04, H2C204, Amidosulfonsäure, Sulfobernsteinsäure, Sulfosalicylsäure oder deren Mischungen eingesetzt werden; insbesondere werden H2S04 und H3P04 allein, in Mischung und/oder in einem mehrstufigen Anodisierprozeß verwendet.
- Der Stufe einer anodischen Oxidation des Trägermaterials aus Aluminium können auch eine oder mehrere Nachbehandlungsstufen nachgestellt werden. Dabei wird unter Nachbehandeln insbesondere eine hydrophilierende chemische oder elektrochemische Behandlung der Aluminiumoxidschicht verstanden, beispielsweise eine Tauchbehandlung des Materials in einer wäßrigen Polyvinylphosphonsäure-Lösung nach der DE-C 16 21 478 (= GB-A 1 230 447), eine Tauchbehandlung in einer wäßrigen Alkalisilikat-Lösung nach der DE-B 14 71 707 (= US-A 3 181 461) oder eine elektrochemische Behandlung (Anodisierung) in einer wäßrigen Alkalisilikat-Lösung nach der DE-A 25 32 769 (= US-A 3 902 976). Diese Nachbehandlungsstufen dienen insbesondere dazu, die bereits oftmals ausreichende Hydrophilie der Aluminiumoxidschicht noch zusätzlich zu steigern, wobei die übrigen bekannten Eigenschaften dieser Schicht mindestens erhalten bleiben.
- Die erfindungsgemäß hergestellten Materialien werden als Träger für Offsetdruckplatten verwendet, d. h. es wird entweder beim Hersteller von vorsensibilisierten Druckplatten oder direkt vom Verbraucher eine strahlungsempfindliche Beschichtung ein- oder beidseitig auf das Trägermaterial aufgebracht. Als strahlungs(licht)empfindliche Schichten sind grundsätzlich alle Schichten geeignet, die nach dem Bestrahlen (Belichten), gegebenenfalls mit einer nachfolgenden Entwicklung und/oder Fixierung eine bildmäßige Fläche liefern, von der gedruckt werden kann.
- Neben den auf vielen Gebieten verwendeten Silberhalogenide enthaltenden Schichten sind auch verschiedene andere bekannt, wie sie z. B. in "Light-Sensitive Systems" von Jaromir Kosar, John Wiley & Sons Verlag, New York 1965 beschrieben werden: die Chromate und Dichromate enthaltenden Kolloidschichten (Kosar, Kapitel 2); die ungesättigte Verbindungen enthaltenden Schichten, in denen diese Verbindungen beim Belichten isomerisiert, umgelagert, cyclisiert oder vernetzt werden (Kosar, Kapitel 4); die photopolymerisierbare Verbindungen enthaltenden Schichten, in denen Monomere oder Präpolymere gegebenenfalls mittels eines Initiators beim Belichten polymerisieren (Kosar, Kapitel 5); und die o-Diazo-chinone wie Naphthochinondiazide, p-Diazo-chinone oder Diazoniumsalz-Kondensate enthaltenden Schichten (Kosar, Kapitel 7). Zu den geeigneten Schichten zählen auch die elektrophotographischen Schichten, d. h. solche die einen anorganischen oder organischen Photoleiter enthalten. Außer den lichtempfindlichen Substanzen können diese Schichten selbstverständlich noch andere Bestandteile wie z. B. Harze, Farbstoffe oder Weichmacher enthalten. Insbesondere können die folgenden lichtempfindlichen Massen oder Verbindungen bei der Beschichtung der nach dem erfindungsgemäßen Verfahren hergestellten Trägermaterialien eingesetzt werden:
- positiv-arbeitende, o-Chinondiazide, insbesondere o-Naphthochinondiazide wie Naphthochinon-(1,2)-diazid-(2)-sulfonsäureester oder -amide, die nieder- oder höhermolekular sein können, als lichtempfindliche Verbindung enthaltende Reproduktionsschichten, die beispielsweise in den DE-C 854 890, 865 109, 879 203, 894 959, 938 233, 1 109 521, 1 144 705, 1 118 606, 1 120 273, 1 124 817 und 2 331 377 und den EP-A 0 021 428 und 0 055 814 beschrieben werden;
- negativ-arbeitende Reproduktionsschichten mit Kondensationsprodukten aus aromatischen Diazoniumsalzen und Verbindungen mit aktiven Carbonylgruppen, bevorzugt Kondensationsprodukte aus Diphenylamindiazoniumsalzen und Formaldehyd, die beispielsweise in den DE-C 596 731', 1 138 399, 1 138 400, 1 138 401, 1 142 871, 1 154 123, den US-A 2 679 498 und 3 050 502 und der GB-A 712 606 beschrieben werden;
- negativ-arbeitende, Mischkondensationsprodukte aromatischer Diazoniumverbindungen enthaltende Reproduktionsschichten, beispielsweise nach der DE-C 20 65 732, die Produkte mit mindestens je einer Einheit aus a) einer kondensationsfähigen aromatischen Diazoniumsalzverbindung und b) einer kondensationsfähigen Verbindung wie einem Phenolether oder einem aromatischen Thioether, verbunden durch ein zweibindiges, von einer kondensationsfähigen Carbonylverbindung abgeleitetes Zwischenglied wie einer Methylengruppe aufweisen;
- positiv-arbeitende Schichten nach der DE-A 26 10 842, der DE-C 27 18 254 oder der DE-A 29 28 636, die eine bei Bestrahlung Säure abspaltende Verbindung, eine monomere oder polymere Verbindung, die mindestens eine durch Säure abspaltbare C-0-C-Gruppe aufweist (z. B. eine Orthocarbonsäureestergruppe oder eine Carbonsäureamidacetalgruppe) und gegebenenfalls ein Bindemittel enthalten;
- negativ-arbeitende Schichten aus photopolymerisierbaren Monomeren, Photoinitiatoren, Bindemitteln und gegebenenfalls weiteren Zusätzen; als Monomere werden dabei beispielsweise Acryl- und Methacrylsäureester oder Umsetzungsprodukte von Diisocyanaten mit Partialestern mehrwertiger Alkohole eingesetzt, wie es beispielsweise in den US-A 2 760 863 und 3 060 023 und den DE-A 20 64 079 und 23 61 041 beschrieben wird;
- negativ-arbeitende Schichten gemäß der DE-A 30 36 077, die als lichtempfindliche Verbindung ein Diazoniumsalz-Polykondensationsprodukt oder eine organische Azidoverbindung und als Bindemittel ein hochmolekulares Polymeres mit seitenständigen Alkenylsulfonyl- oder Cycloalkenylsulfonylurethan-Gruppen enthalten.
- Es können auch photohalbleitende Schichten, wie sie z.B. in den DE-C 11 17 391, 15 22 497, 15 72 312, 23 22 046 und 23 22 047 beschrieben werden, auf die erfindungsgemäß hergestellten Trägermaterialien aufgebracht werden, wodurch hoch-lichtempfindliche, elektrophotographischarbeitende Druckplatten entstehen.
- Die aus den nach dem erfindungsgemäßen Verfahren hergestellten Trägermaterialien erhaltenen beschichteten Offsetaruckplatten werden in bekannter Weise durch bildmäßiges Belichten oder Bestrahlen und Auswaschen der Nichtbildbereiche mit einem Entwickler, beispielsweise einer wäßrig-alkalischen Entwicklerlösung, in die gewünschte Druckform überführt.
- Das erfindungsgemäße Verfahren vereinigt u.a. folgenae Vorteile:
- - Die Verfahrensprodukte weisen eine gleichmäßige Oberflächentopographie auf, eine Eigenschaft, die sowohl die Stabilität der Druckauflage von aus diesen Trägermaterialien hergestellten Druckformen als auch die Wasserführung beim Drucken positiv beeinflußt.
- - Es treten - verglichen mit reinen Salzsäureelektrolyten - weniger häufig "Narben" (= mit der Umgebungsaufrauhung verglichen markante Vertiefungen) auf, diese können sogar vollständig unterdrückt sein.
- - Gegenüber dem Einsatz von H3P04 (siehe auch Vergleichsversuche weiter unten) werden gleichmäßige und flach aufgerauhte Oberflächenstrukturen erhalten, die weitgehend oder vollständig frei von einzelnen Narben (Löchern) sind.
- - Zur Erzielung der genannten Oberflächeneigenschaften ist kein großer apparativer Aufwand erforderlich, und diese Eigenschaften sind über einen großen Bereich der Rauhstufe zu realisieren.
- - Das Verfahren ermöglicht auch die Bildung von besonders flach und gleichmäßig aufgerauhten Oberflächen, eine Eigenschaftskombination, die mit den bekannten Elektrolyten nicht in diesem Umfang zu erzielen ist.
- - Der Mischelektrolyt im erfindungsgemäßen Verfahren ist elektrochemisch stabil, d.h. es findet bei hoher Strombelastung (Spannung) keine Zersetzung statt.
- In der vorstehenden Beschreibung und den nachfolgenden Beispielen bedeuten %-Angaben, wenn nichts anderes bemerkt wird, immer Gew.-%. Gew.-Teile stehen zu Vol.-Teilen im Verhältnis von g zu cm3.
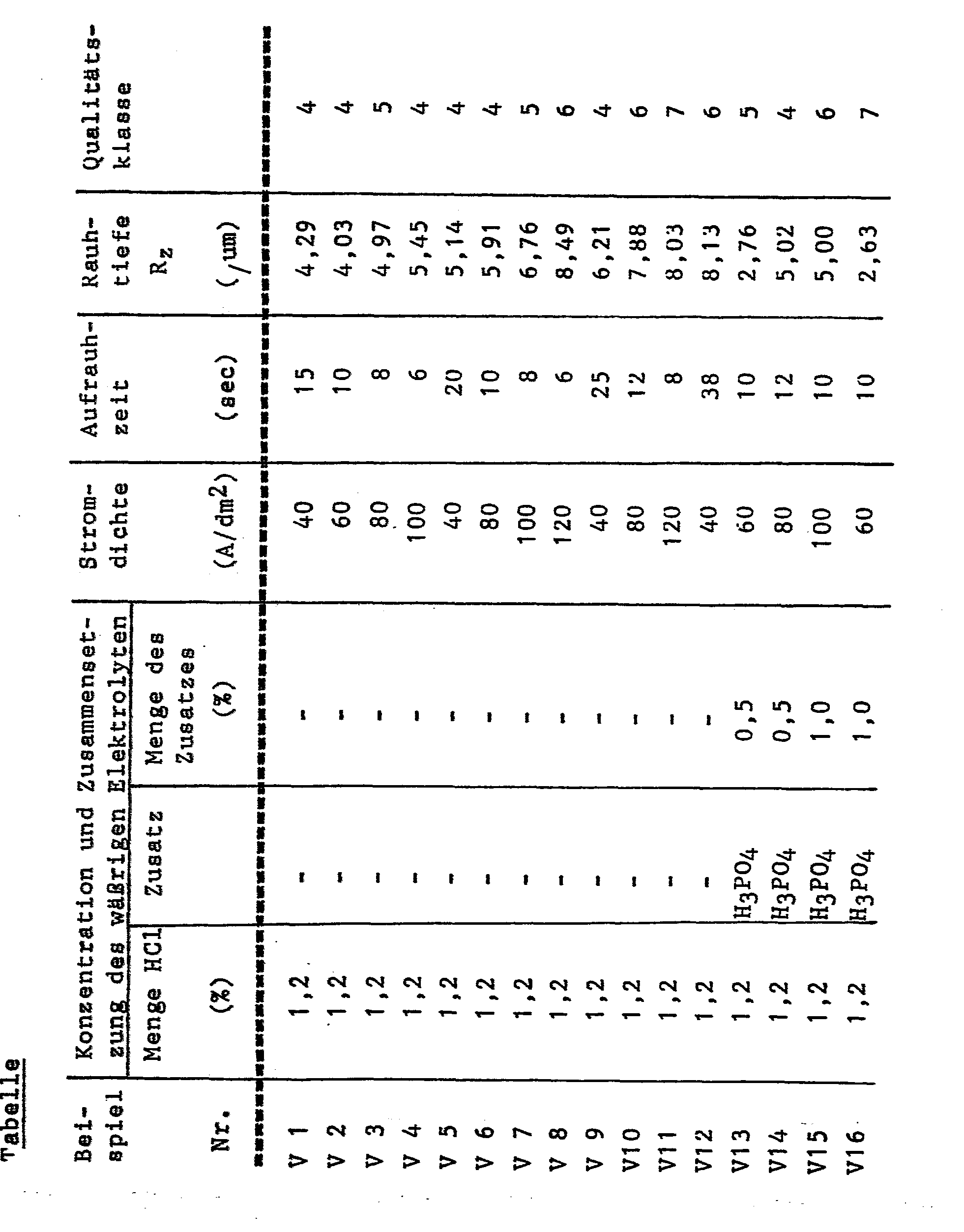
- Ein Aluminiumblech wird zunächst während 60 sec in einer wäßrigen Lösung eines Gehalts von 20 g NaOH pro 1 bei Raumtemperatur gebeizt und anschließend durch kurzes Tauchen in einer dem Aufrauhelektrolyten entsprechenden Lösung von evtl. vorhandenen Alkaliresten befreit. Die Aufrauhung erfolgt in den aus den folgenden Tabellen jeweils ersichtlichen Elektrolytsystemen und unter den dort aufgeführten Bedingungen. Nach der Aufrauhung wird eine anodische Oxidation in einem wäßrigen Elektrolyten mit einem Gehalt an H2S04 und Al3+-Ionen bis zu einem Schichtgewicht von 3,0 g/m2 durchgeführt.
- Die Einordnung in die Qualitätsklassen (Oberflächentopographie) erfolgt durch visuelle Beurteilung unter dem Mikroskop, wobei einer homogen-aufgerauhten und narbenfreien Oberfläche die Qualitätsstufe "1" (bester Wert) zugeteilt wird. Einer Oberfläche mit dicken Narben einer Größe von mehr als 100 um oder einer extrem ungleichmäßig aufgerauhten bzw. fast walzblanken Oberfläche wird die Qualitätsstufe "10" (schlechtester Wert) zugeteilt. Dazwischenliegende Qualitäten werden mit "2" bis "9" bewertet. Alle Beispiele und die Vergleichsbeispiele werden mit symmetrischem Wechselstrom einer Frequenz von 50 Hz durchgeführt, wobei die eine Elektrode das Aluminiumblech und die andere eine Graphitplatte ist.

- Ein gemäß Beispiel 1 vorbereitetes Aluminiumblech wird bei 40 °C während 30 sec in eine wäßrige Lösung mit einem Gehalt von 5 g/l an Polyvinylphosphonsäure getaucht und anschließend mit vollentsalztem Wasser abgespült und getrocknet. Zur Herstellung einer lithographischen Druckplatte wird das Blech mit folgender negativ-arbeitender lichtempfindlicher Lösung beschichtet:
-

- Auf eine gemäß Beispiel 8 hergestellte und nach Beispiel 9 nachbehandelte Aluminiumfolie wird die folgende positiv-arbeitende lichtempfindliche Lösung aufgebracht:
-

- Ein gemäß Beispiel 4 erzeugtes Trägermaterial wird zur Herstellung einer elektrophotographisch arbeitenden Offsetdruckplatte mit folgender Lösung beschichtet:
-

Claims (6)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3415363 | 1984-04-25 | ||
| DE19843415363 DE3415363A1 (de) | 1984-04-25 | 1984-04-25 | Verfahren zur elektrochemischen aufrauhung von aluminium fuer druckplattentraeger in einem waessrigen mischelektrolyten |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0162282A2 true EP0162282A2 (de) | 1985-11-27 |
| EP0162282A3 EP0162282A3 (en) | 1985-12-27 |
| EP0162282B1 EP0162282B1 (de) | 1987-08-19 |
Family
ID=6234320
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85104604A Expired EP0162282B1 (de) | 1984-04-25 | 1985-04-16 | Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger in einem wässrigen Mischelektrolyten |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4626328A (de) |
| EP (1) | EP0162282B1 (de) |
| JP (1) | JPS60234897A (de) |
| DE (2) | DE3415363A1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0249650B1 (de) * | 1986-06-20 | 1989-12-13 | Poligrat Gmbh | Elektrolyt zum elektrochemischen Polieren von Metalloberflächen |
| JPH01318079A (ja) * | 1988-06-17 | 1989-12-22 | Lion Corp | エッチング剤 |
| US5736256A (en) * | 1995-05-31 | 1998-04-07 | Howard A. Fromson | Lithographic printing plate treated with organo-phosphonic acid chelating compounds and processes relating thereto |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS517081B1 (de) * | 1971-04-17 | 1976-03-04 | ||
| GB1392191A (en) * | 1971-07-09 | 1975-04-30 | Alcan Res & Dev | Process for electrograining aluminium |
| DE2250275A1 (de) * | 1972-10-13 | 1974-04-25 | Oce Van Der Grinten Nv | Verfahren zur elektrochemischen behandlung von aluminium zur herstellung lithographischer druckplatten |
| US4052275A (en) * | 1976-12-02 | 1977-10-04 | Polychrome Corporation | Process for electrolytic graining of aluminum sheet |
| GB1598701A (en) * | 1977-04-16 | 1981-09-23 | Vickers Ltd | Electrolytic graining of aluminium or aluminium alloy surfaces |
| JPS56135095A (en) * | 1980-03-26 | 1981-10-22 | Mitsubishi Chem Ind Ltd | Manufacture of supporter for planographic process block |
| JPS5724294A (en) * | 1980-07-18 | 1982-02-08 | Mitsubishi Chem Ind Ltd | Production of support for planographic printing plate |
| EP0048909B2 (de) * | 1980-09-26 | 1988-06-29 | Hoechst Celanese Corporation | Verfahren zur anodischen Oxidation von Aluminium und dessen Verwendung als Druckplatten-Trägermaterial |
| US4414311A (en) * | 1982-03-18 | 1983-11-08 | American Hoechst Corporation | Cathodic deposition of light sensitive components |
-
1984
- 1984-04-25 DE DE19843415363 patent/DE3415363A1/de not_active Withdrawn
-
1985
- 1985-04-16 DE DE8585104604T patent/DE3560490D1/de not_active Expired
- 1985-04-16 EP EP85104604A patent/EP0162282B1/de not_active Expired
- 1985-04-23 US US06/726,245 patent/US4626328A/en not_active Expired - Fee Related
- 1985-04-24 JP JP60086651A patent/JPS60234897A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US4626328A (en) | 1986-12-02 |
| DE3415363A1 (de) | 1985-10-31 |
| DE3560490D1 (en) | 1987-09-24 |
| EP0162282B1 (de) | 1987-08-19 |
| JPS60234897A (ja) | 1985-11-21 |
| EP0162282A3 (en) | 1985-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0292801B1 (de) | Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger | |
| EP0162283B1 (de) | Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger in einem wässrigen Mischelektrolyten | |
| EP0162281B1 (de) | Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger in einem wässrigen Mischelektrolyten | |
| EP0149833B1 (de) | Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger in einem wässrigen Mischelektrolyten | |
| EP0154200B1 (de) | Verfahren zur zweistufigen hydrophilierenden Nachbehandlung von Aluminiumoxidschichten mit wässrigen Lösungen und deren Verwendung bei der Herstellung von Offsetdruckplattenträgern | |
| EP0151304B1 (de) | Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger in einem wässrigen Mischelektrolyten | |
| EP0093960B1 (de) | Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger | |
| EP0437761A2 (de) | Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger | |
| EP0118740B1 (de) | Platten-, folien- oder bandförmiges Material aus mechanisch und elektrochemisch aufgerauhtem Aluminium, ein Verfahren zu seiner Herstellung und seine Verwendung als Träger für Offsetdruckplatten | |
| EP0093961B1 (de) | Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger | |
| EP0194428B1 (de) | Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger | |
| EP0150464B1 (de) | Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger in einem wässrigen Mischelelektrolyten | |
| EP0215422A1 (de) | Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger | |
| EP0141056B1 (de) | Verfahren zur einstufigen anodischen Oxidation von Trägermaterialien aus Aluminium für Offsetdruckplatten | |
| EP0194429A2 (de) | Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger | |
| EP0161461B1 (de) | Verfahren zur anodischen Oxidation von Aluminium und dessen Verwendung als Trägermaterial für Offsetdruckplatten | |
| EP0162282B1 (de) | Verfahren zur elektrochemischen Aufrauhung von Aluminium für Druckplattenträger in einem wässrigen Mischelektrolyten | |
| EP0154201B1 (de) | Verfahren zur Nachbehandlung von Aluminiumoxidschichten mit Alkalimetallsilikat enthaltenden wässrigen Lösungen und deren Verwendung bei der Herstellung von Offsetdruckplattenträgern | |
| EP0268058B1 (de) | Verfahren zum elektrochemischen Aufrauhen von Aluminium oder seinen Legierungen als Trägermaterial für Druckplatten | |
| EP0161608B1 (de) | Verfahren zur Nachbehandlung von Aluminiumoxidschichten mit Phosphoroxo-Anionen enthaltenden wässrigen Lösungen und deren Verwendung bei der Herstellung von Offsetdruckplattenträgern | |
| EP0095581A2 (de) | Verfahren zur Nachbehandlung von Aluminiumoxidschichten mit Alkalisilikat enthaltenden wässrigen Lösungen und dessen Verwendung bei der Herstellung von Offsetdruckplattenträgern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB |
|
| 17P | Request for examination filed |
Effective date: 19860120 |
|
| 17Q | First examination report despatched |
Effective date: 19870130 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE GB |
|
| REF | Corresponds to: |
Ref document number: 3560490 Country of ref document: DE Date of ref document: 19870924 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19930319 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19930624 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19940416 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19940416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19950103 |