EP0189897A2 - Procédé et dispositif de modification de la vitesse de transport d'articles de papeterie se recouvrant partiellement - Google Patents
Procédé et dispositif de modification de la vitesse de transport d'articles de papeterie se recouvrant partiellement Download PDFInfo
- Publication number
- EP0189897A2 EP0189897A2 EP86101099A EP86101099A EP0189897A2 EP 0189897 A2 EP0189897 A2 EP 0189897A2 EP 86101099 A EP86101099 A EP 86101099A EP 86101099 A EP86101099 A EP 86101099A EP 0189897 A2 EP0189897 A2 EP 0189897A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- rollers
- products
- endless conveyor
- star
- scale
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/176—Cardboard
Definitions
- the invention relates primarily to a method for changing the conveying speed of the like on a belt conveyor.
- folded paper products are produced that comprise at least four pages and are to be fed to further processing stages, e.g. for trimming, stacking, stapling or the like.
- Such printing machines deliver e.g. 40,000 scale-like paper products per hour, so that the subsequent processing steps must always work at the same speed to avoid a jam, which is very difficult with regard to the scale-like incoming paper products
- the paper products are not deposited so precisely after delivery by the storage star to the conveyor track that the scale distances or product distances are of the same length, errors occur in the scaling, which can be up to ⁇ 50%, for example, at 30 mm scale distance.
- a method and a device for accelerating the scales for the purpose of pulling the paper products apart is already known, which consists in that the respective product is gripped at its free edge and accelerated at a speed which is higher than the initial conveying speed.
- the invention is therefore based on the object of providing a method and a device with which the error remains unchanged when the scale spacing is variable.
- the scale-like products are detected vertically or approximately perpendicularly from the top or bottom surface thereof by an application pressure.
- the scale-like products are preferably accelerated until they are completely leveled.
- the system pressure can be reduced by intermittently lowered rollers, rollers or the like. be generated.
- the acceleration of the scale-like products can also be achieved by an endless conveyor driven approximately parallel to and in the direction of the conveying direction.
- an endless conveyor with a pressing device which runs linearly at a point or transversely to the conveying direction and an abutment assigned to the latter are provided.
- the endless conveyor can be guided over at least three, preferably four deflection rollers or rollers.
- the pressing device expediently consists of at least three, preferably at least five, rollers, rollers or the like which can be rotated about a common axis and are arranged in a star shape. and the star can be rotated at a rotational speed different from the endless conveying speed.
- rollers, rollers or the like are preferably. each distributed in an equal arc angle over the circumference in such a way that the next roller, roller or the like which follows in the circumferential direction. the next following scale-like product is recorded.
- the rollers, rollers or the like. can be held springs in the radial direction.
- the endless conveyor expediently consists of a more than 50 cm wide belt with an adhesive surface or of several narrow belts
- the track of the rollers, rollers determining cam or the like. be provided.
- the star has a rectilinear section running parallel to the running direction.
- rollers, rollers or the like. of the star and the deflection rollers or rollers of the endless conveyor have the same width.
- At least two, preferably three rollers or rollers of the star can also be used at the same time as deflection rollers of the endless conveyor, the rollers or rollers of the star naturally not being driven independently; the endless conveyor is driven in the usual way; as an abutment, an endless conveyor rotating over two deflecting rollers or rollers may be used, which may not be driven independently.
- the products delivered by a web-fed rotary printing press can be folded signatures, single sheets or even stacks of sheets, provided that they are in the form of a scale with the usual means of conveyance, e.g. Pairs of endless conveyor belts can be conveyed at high speed.
- Web-fed rotary printing machines in which folds are also made, deliver e.g. 40,000 signatures per hour in the form of a scale.
- a scale spacing has e.g. of 80 mm as usual.
- this usual scale distance varies due to the somewhat irregular delivery of the delivery star behind the web-fed rotary printing press or also a loading machine, so that a source of error of approx. 50%, i.e. 40 mm must be taken into account.
- the device described below ensures that the absolute error is kept constant.
- An endless belt 3 guided over two deflecting rollers 1 and 2 serves as an abutment for an endless conveyor designed as an endless belt 5, which in the embodiment shown has three deflecting rollers 6, 7, 8, one of which can be driven.
- the slightly elastic endless belt 5 is approximately 50-55 cn wide in the embodiment shown and has an adhesive surface. Instead of the single wide belt, a number of narrower belts can of course also run over the deflection rollers.
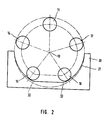
- a star rotating around an axis 10 Arranged within the endless belt 5 is a star rotating around an axis 10, which has free-running rollers 11 - five rollers are provided in the present case.
- the star provided with the five free-running deflecting rollers engages with two or three deflecting rollers on the inside of the endless conveyor belt 5.
- the individual rollers 11 of the star are attached to a housing 13, each provided with a spring 12, so that they can spring in the radial direction.
- straight sections of the endless conveyor are provided from the free-running roller 14 to the corresponding free-running deflection roller 15 and again up to the corresponding deflection roller 16.
- the linear feeding of the endless conveyor for the shed entrance point 20 has an angle of about 60 0 to the horizontal to the line of contact between the two endless belts 3 and 5 more accurately determined.
- the respective free-running rollers 11, 14, 15 and 16 together form an arc angle that is adapted to the product distance.
- the star with the five rollers 11, 14-17 rotates at a speed which corresponds to the rotation of the delivery star during the production of the shingled stream, e.g. 50 m / min.
- a cam disk 30 is provided on the side of each of the conveyor belts 3 and 5, which cam runs the run of the laterally protruding, freely running Rolls 11 and 14 - 17 determined.
- rollers While the rollers are rotated in the fully extended position in the upper part of their range of rotation, they are pressed inward by the curve 31 in the cam disc in the lower third against the action of the springs 12, the respective product being detected at the point of curvature 32.
- the endless belt 5 is released from the product, whereupon the next product is gripped by the next roller.
- the star can be equipped with five deflecting rollers and the endless conveyor e.g. be provided with four deflection rollers; however, it is not necessary for the star deflection rollers to engage the endless belt - as stated above - with at least two rollers, but only one star deflection roller is to be used for pressing.
- a second star with an endless conveyor can also be used.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Making Paper Articles (AREA)
- Paper (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT86101099T ATE50747T1 (de) | 1985-01-29 | 1986-01-28 | Verfahren und vorrichtung zum veraenderen der foerdergeschwindigkeit von schuppenartig ausliegenden papierprodukten. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19853502897 DE3502897A1 (de) | 1985-01-29 | 1985-01-29 | Verfahren und vorrichtung zum veraendern der foerdergeschwindigkeit von schuppenartig ausliegenden papierprodukten |
| DE3502897 | 1985-01-29 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0189897A2 true EP0189897A2 (fr) | 1986-08-06 |
| EP0189897A3 EP0189897A3 (en) | 1988-02-17 |
| EP0189897B1 EP0189897B1 (fr) | 1990-03-07 |
Family
ID=6261043
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86101099A Expired - Lifetime EP0189897B1 (fr) | 1985-01-29 | 1986-01-28 | Procédé et dispositif de modification de la vitesse de transport d'articles de papeterie se recouvrant partiellement |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4781368A (fr) |
| EP (1) | EP0189897B1 (fr) |
| JP (1) | JPS62153056A (fr) |
| AT (1) | ATE50747T1 (fr) |
| CA (1) | CA1262464A (fr) |
| DE (1) | DE3502897A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5102111A (en) * | 1989-11-28 | 1992-04-07 | Heidelberger Druckmaschinen Ag | Folder for a printing machine |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4987991A (en) * | 1990-03-30 | 1991-01-29 | Marquip Inc. | System for changing the speed of conveyed sheets while holding register |
| US5088590A (en) * | 1990-03-30 | 1992-02-18 | Marquip, Inc. | System for changing the speed of conveyed sheets while holding register |
| WO1992012079A1 (fr) * | 1991-01-07 | 1992-07-23 | Marquip, Inc. | Systeme de changement de la vitesse de feuilles acheminees tout en restant en registre |
| CH690435A5 (de) * | 1995-12-05 | 2000-09-15 | Ferag Ag | Verfahren und Vorrichtung zum Bremsen, Beschleunigen und/oder Lenken von geförderten Druckprodukten. |
| DE19726982B4 (de) * | 1997-06-25 | 2005-12-29 | Peter Prinz | Vorrichtung zur Herstellung von mehrlagig gefalteten Etiketten |
| DE10139405A1 (de) * | 2001-08-17 | 2003-02-27 | Jagenberg Querschneider Gmbh | Vorrichtung zum Querschneiden von Materialbahnen, insbesondere Papier- oder Kartonbahnen |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB769065A (en) * | 1954-05-29 | 1957-02-27 | Kristian Holmen | Apparatus for the counting of sheets of paper, especially bank notes |
| US3084931A (en) * | 1961-06-22 | 1963-04-09 | Pitney Bowes Inc | Document misregistration-correcting means |
| US3315956A (en) * | 1964-06-22 | 1967-04-25 | Smith And Winchester Mfg Compa | High speed sheet feeding and overlapping system |
| US3459420A (en) * | 1967-09-08 | 1969-08-05 | Nat Graphics Corp | Sheet unstacking and fanning machine |
| DE2114865B2 (de) * | 1971-03-27 | 1973-05-30 | Bielomatik Leuze & Co, 7442 Neuffen | Vorrichtung zum schuppen von bogen |
| US3822793A (en) * | 1972-04-14 | 1974-07-09 | Stobb Dev Corp Inc | Apparatus for stacking flexible sheets |
| DD101641A1 (fr) * | 1973-02-19 | 1973-11-12 | ||
| DE2326563A1 (de) * | 1973-05-24 | 1974-12-12 | Windmoeller & Hoelscher | Vorrichtung zum foerdern und speichern von flachen werkstuecken |
| US3884102A (en) * | 1974-01-09 | 1975-05-20 | Advance Enterprises Inc | Three knife trimming machine |
| CH652697A5 (de) * | 1981-09-18 | 1985-11-29 | Ferag Ag | Vorrichtung zum auseinanderziehen von in einem schuppenstrom anfallenden flaechigen erzeugnissen, insbesondere druckprodukten. |
-
1985
- 1985-01-29 DE DE19853502897 patent/DE3502897A1/de not_active Withdrawn
-
1986
- 1986-01-28 JP JP61016647A patent/JPS62153056A/ja active Pending
- 1986-01-28 EP EP86101099A patent/EP0189897B1/fr not_active Expired - Lifetime
- 1986-01-28 CA CA000500539A patent/CA1262464A/fr not_active Expired
- 1986-01-28 AT AT86101099T patent/ATE50747T1/de not_active IP Right Cessation
-
1987
- 1987-11-06 US US07/120,208 patent/US4781368A/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5102111A (en) * | 1989-11-28 | 1992-04-07 | Heidelberger Druckmaschinen Ag | Folder for a printing machine |
Also Published As
| Publication number | Publication date |
|---|---|
| CA1262464A (fr) | 1989-10-24 |
| DE3502897A1 (de) | 1986-08-07 |
| EP0189897A3 (en) | 1988-02-17 |
| EP0189897B1 (fr) | 1990-03-07 |
| JPS62153056A (ja) | 1987-07-08 |
| ATE50747T1 (de) | 1990-03-15 |
| US4781368A (en) | 1988-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1277684B1 (fr) | Arrangement pour former un troisième courant à partir d'un premier et d'un deuxième courant de produits imprimés | |
| EP0189896A2 (fr) | Procédé et dispositif d'assemblage d'au moins deux courants d'articles se recouvrant partiellement, en particulier d'articles pliés de papeterie | |
| EP0498068A1 (fr) | Plieuse, dans laquelle le transport d'exemplaires pliés est realisé en passant par des moyens de transport, des galets partiels et des cordons | |
| DE1243108B (de) | Verfahren und Einrichtung zum Herstellen eines Foerderflusses von gleichmaessiger Dichte, insbesondere von Postsendungen | |
| WO1995009796A1 (fr) | Procede et dispositif permettant de former et de deplacer des piles de feuilles imprimees | |
| DE2209566A1 (de) | Verfahren und Vorrichtung zur Her stellung aus einer Vielzahl von Papierbogen zusammengefugter Bucher, Broschüren oder Hefte | |
| DE3315490A1 (de) | Verfahren und vorrichtung zum stapeln von druckbogen o.dgl. | |
| DE2721441A1 (de) | Vorrichtung zum stapeln von bogen | |
| DE69515772T2 (de) | Verfahren und vorrichtung zum überlappen von dokumenten | |
| EP0189897A2 (fr) | Procédé et dispositif de modification de la vitesse de transport d'articles de papeterie se recouvrant partiellement | |
| WO1994013567A1 (fr) | Installation pour le transport et la separation de produits d'impression plies | |
| DE2114865A1 (de) | Vorrichtung zum geschuppten Über einanderlegen von Bogen oder Bogen stapeln | |
| EP0078519B1 (fr) | Dispositif pour desserrer une formation en écailles de produits imprimés | |
| DE19924265A1 (de) | Vorrichtung zum Verlangsamen von Exemplaren | |
| DE19743020C2 (de) | Vorrichtung sowie Verfahren zur Vereinzelung von Druckprodukten | |
| DE2615864C3 (de) | Vorrichtung zum Schuppen und Ablegen von Bogen auf einen Stapel | |
| DE3118308C2 (fr) | ||
| DE3410862A1 (de) | Verfahren und vorrichtung zum stapelbildenden sammeln von blattfoermigen produkten | |
| DE1549981C3 (fr) | ||
| EP1371590B1 (fr) | Dispositif pour former des piles | |
| DE2815829B2 (de) | Vorrichtung zur Bildung einer Lücke in einem Strom von geschuppt übereinanderliegenden Werkstücken | |
| DE3531145C2 (fr) | ||
| EP1421023A1 (fr) | Dispositif de coupe transversale de bandes de materiau, en particulier de bandes de papier ou de carton | |
| DE1210730B (de) | Vorrichtung zum Einschlagen von blattfoermigen Gegenstaenden | |
| DE1811685A1 (de) | Anordnung zum Herstellen eines geordneten Stapels von flachen Sendungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH FR GB IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19880416 |
|
| 17Q | First examination report despatched |
Effective date: 19880708 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19900307 Ref country code: NL Effective date: 19900307 Ref country code: SE Effective date: 19900307 Ref country code: FR Effective date: 19900307 Ref country code: GB Effective date: 19900307 Ref country code: BE Effective date: 19900307 |
|
| REF | Corresponds to: |
Ref document number: 50747 Country of ref document: AT Date of ref document: 19900315 Kind code of ref document: T |
|
| EN | Fr: translation not filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19910128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19910131 Ref country code: LI Effective date: 19910131 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19910131 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |