EP0214054A1 - Procédé de fabrication par emboutissage de pièces métalliques rigides destinées à constituer des revêtement de calorifuge de tuyauteries, des gaines et d'autres organes similaires - Google Patents
Procédé de fabrication par emboutissage de pièces métalliques rigides destinées à constituer des revêtement de calorifuge de tuyauteries, des gaines et d'autres organes similaires Download PDFInfo
- Publication number
- EP0214054A1 EP0214054A1 EP86401893A EP86401893A EP0214054A1 EP 0214054 A1 EP0214054 A1 EP 0214054A1 EP 86401893 A EP86401893 A EP 86401893A EP 86401893 A EP86401893 A EP 86401893A EP 0214054 A1 EP0214054 A1 EP 0214054A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- punch
- parts
- produced
- shape
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/28—Making tube fittings for connecting pipes, e.g. U-pieces
- B21C37/286—Making tube fittings for connecting pipes, e.g. U-pieces starting from sheet material
Definitions
- the present invention relates to a method of manufacturing by stamping rigid metal parts intended to constitute thermal insulation coatings for pipes, sheaths, and other assimilable members.
- the invention also relates to the parts produced by this method.
- a third method consists, starting from a thin sheet rolled into a cylinder, of making folds on one side to give a progressive bending.
- Elbows for stove pipes are made this way, but the ratio is important and these elbows cannot be oriented cylinder to fit onto the insulation of a curved pipe.
- a thin sheet is stamped in the traditional way, with punch and die, to form two half-bends of rounded shape; the metal used is aluminum, the parts are very thin, elastic, and have insufficient rigidity.
- the use of dies makes tools extremely expensive.
- the present invention aims to remedy these drawbacks of the known technique by proposing a method of manufacturing by stamping rigid metal parts intended to constitute heat-insulating coatings for pipes of sheaths and other assimilable organs, which requires inexpensive tools which can be easily suitable for the farms to be produced, this method therefore making it possible to manufacture such parts of improved quality, at a lower cost than that of known methods.
- the subject of the invention is a method of manufacturing by stamping rigid metal parts intended to constitute thermal insulation coatings for pipes, sheaths, and the like, characterized in that a metal plate is stamped , without matrix, using an appropriately shaped punch and a flat support cut to the shape of the contour of the part to be produced in projection on a plane parallel to the support the punch being moved in conditions suitable for producing an elongation combined with a controlled sliding of said plate between support and clamps.
- said metal plate can be clamped at the periphery of the cutout of said support, by pinching between the latter and a sidewall, and the movement of the punch can be modulated so that the resulting part exactly matches the shape of the entire punch or only a part thereof.
- the pinching will be modulated so as to allow a certain sliding of the plate.
- the fallen edges resulting from the stamping operation can possibly be removed.
- the punch may have any desired shape corresponding to that of the part to be formed. It may be monobloc, solid (machined or molded) or hollowed out (mechanically welded), but, in a preferred embodiment of the invention, the punch will result from the end-to-end juxtaposition and the assembly of elementary parts of corresponding shape to longitudinal sections of the workpiece. Said elementary parts will preferably be cylinder portions, with an elliptical or polygonal circular section, but they may possibly have plane surfaces. They will be arranged end to end along flat faces corresponding to cross sections of the part to be produced, each part being made integral with the plate of a stamping press by means usual in the art. The junction of the elementary parts will generate sharp edges, which will give rigidity to the formed part and allow a better distribution of the lengthening of the sheet, thus reducing the risks, existing in other systems, of constituting zones of too small thickness.
- Each part having a shape corresponding substantially to that of a section of the part it will thus be easy, by having a sufficient set of elementary parts and by joining them end to end, to make punches of complex shape adapted to the shape of the desired part, without having to make an individual stamping punch for each part. This will result in significant time savings and a considerably reduced cost of manufacturing the parts. metallic.
- the device represented in FIG. 1 comprises a plate 1 for a stamping press, on the underside of which is fixed, by means of bolts 2, a stamping punch generally having a U-shaped cross section, which is designated by the general reference 3.
- the plate 1 moves under the stress of a jack in line with a fixed support frame 4, supporting a sheet metal plate 5 intended to be shaped to the profile of the desired part.
- openings, respectively 8 and 9 for the passage of the punch 3, these openings having a profile complementary to that of the punch in the support plane.
- the sheet metal plate to be stamped 5 being held in position on the support 4 by the sidewall clamp 6, the punch 3 is lowered with a controlled speed, so as to cause a combined elongation and displacement of the metal that the plate 5, in a manner known per se, so as to cause the plate 5 to conform to the shape of the punch by deformation, without using a matrix.
- the stroke of the piston can be modulated as a function of the desired result, that is to say depending on whether one wishes the deformed sheet to conform to the exact shape of the punch 3 or its lower part simply.
- the edges of the deformed part, kept pinched between the support frame and the sidewall can then be removed or cut appropriately to form these fallen edges.
- the punch of the stamping press can be mcno- block and be made by machining or molding metal (cast iron, aluminum alloy etc ...), cement concrete or synthetic concrete (polyester resin, epoxy or other, mixed with aggregates). It may also be hollow and filled with a filling material.
- a composite punch consisting of removable elementary parts, of advantage, will be used.
- cylindrical such as 3a and 3b in the case of FIG. 1, each of which has a shape which matches that of a section of the part with a U-shaped section.
- the elementary parts of the punch being removable, it will also be possible to produce, from a sufficient clearance of such parts, of various shapes and sizes, punches of extremely different shapes adapted to the desired profile.
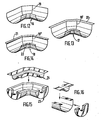
- Figures 5 to 11 illustrate bent parts made from such composite punches.
- We see see (see Figure 9, for example) that it is possible to make elbows whose profile approaches very close to a curvilinear profile.
- elementary parts of identical punch can be juxtaposed with different parts to form punches making it possible to obtain bent parts, of which only the portions corresponding to identical parts of the punches, for example the portions 12 of the parts of Figures 6 and 7, have an identical profile.
- Figures 12, 13. and 14 are perspective views of bent parts 16, 17 and 18, produced in accordance with the invention with punches consisting of three elementary parts. As can be seen, edges such as 19, 19 ′ and 19 "appear at the joint planes of the elementary parts of the punches, but these edges, far from constituting a drawback, act as so many transverse mechanical reinforcements.
- FIG. 15 illustrates the application of the invention to the manufacture of a double-walled elbow element intended to contain a heat-insulating material in order to isolate a pipe elbow.
- the hollow part 23 intended to contain the heat-insulating material and the cover 24 covering the piping are produced in accordance with the invention.
- FIG. 15 illustrates an embodiment analogous to that of FIG. 15, in which the part 25 containing the insulation is capped by the cover 26 and is closed at its end by an attached bottom.
- the invention is not limited, of course, to the production of such parts.
- FIGS. 17, 18 and 19 illustrate the application of the method according to the invention to the production of a tee 28 (FIG. 17) using a punch 29 consisting of three elementary parts 29a, 29b and 29c (Figure 18), passing through a cutout 30 in the support frame ( Figure 19). Tee-shaped double pieces walls, intended to contain a thermal insulator, which can of course be produced by the process according to the invention.
- flange covers comprising two U-shaped sections 31 (figure 20), 32 (figure 21) and 33 (figure 22), can also be produced by the process according to the invention, as well as various types of valve covers with two U-shaped parts 34 (figure 23), 35 (figure 24) or 36 (figure 25).
- the process according to the invention therefore lends itself to easy and inexpensive manufacture of multiple metal parts of common use in the technique of thermal insulation, ventilation and other activities.
- the parts thus produced may include double walls and be used for thermal insulation of various components. They may include an integrated thermal insulator which matches their shape and that of the member to be insulated.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Punching Or Piercing (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
Abstract
Description
- La présente invention concerne un procédé de fabrication par emboutissage de pièces métalliques rigides destinées à constituer des revêtements de calorifuge de tuyauteries, des gaines, et autres organes assimilables.
- L'invention concerne également les pièces réalisées par ce procédé.
- On mentionnera, comme exemples de telles pièces, sans que cette liste soit limitative, des éléments droits, des coudes, des capots pour brides, vannes, clapets, etc...., à simple ou double paroi.
- La réalisation de telles pièces soulève divers problèmes, notamment lorsqu'elles comportent des parties à simple ou double courbure, et les procédés utilisés traditionnellement comportent un certain nombre d'inconvénients, en particulier pour les coudes.
- Le procédé le plus courant consiste à découper des tôles minces qui, roulées, vont constituer des portions de cylindre droits ou biaisés; la juxtaposition de ces tranches forme un coude à contour polygonal, enveloppant la forme torique théorique désirée. Cette façon de procéder nécessite un temps relativement long, et le raccordement entre tranches est difficile à rendre étanche, dans le cas de faibles rayon rapports-. diamètre
- Un autre procédé consiste à repousser une tôle plane dans une forme tournante supportée par un tour. On obtient ainsi une pièce ayant la forme d'un demi-tore que l'on tronçonne en quatre parties égales pour former deux coudes. Ce procédé comporte de nombreux inconvénients:
- - lors du repoussage, le métal est étiré, et la pièce finie présente des variations d'épaisseur importantes; il faut partir de tôle relativement épaisse de façon qu'en fin d'opération, l'épaisseur résiduelle soit suffisante;
- - le repoussage est difficile à réaliser avec des métaux durs, tels que l'acier inoxydable;
- - le raccordement entre les extrémités du tore et les parties rectilignes adjacentes ne peut pas se faire correctement par recouvrement;
- - dans le cas de revêtements de calorifuge de tuyauteries la forme torique ne convient pas si le centre de courbure de la tuyauterie se trouve situé à l'intérieur de l'isolant (cas des fortes épaisseurs d'isolant).
- Un troisième procédé consiste,à partir d'une tôle mince roulée en cylindre, à réaliser des plis sur un côté pour donner un cintrage progressif. Les coudes pour tuyaux de poële sont fabriqués de cette façon, mais le rapport

- Enfin, dans un quatrième procédé, on emboutit une tôle mince de façon traditionnelle,avec poinçon et matrice,pour former deux demi-coudes de forme arrondie; le métal utilisé est l'aluminium,les pièces sont très minces, élastiques, et présentent une rigidité insuffisante. L'utilisation de matrices rend les outillages extrêmement coûteux.
- La présente invention vise à remédier à ces inconvénients de la technique connue en proposant un procédé de fabrication par emboutissage de pièces métalliques rigides destinées à constituer des revêtements de calorifuge de tuyauteries des gaines et autres organes assimilables,qui nécessite un outillage peu coûteux pouvant être facilement adapté aux fermes à réaliser, ce procédé permettant par conséquent de fabriquer de telles pièces de qualité améliorée, moyennant un coût moins élevé que celui des procédés connus.
- A cet effet, l'invention a pour objet un procédé de fabrication par emboutissage de pièces métalliques rigides destinées à constituer des revêtements de calorifuge de tuyauteries, des gaines, et autres organes similaires, caractérisé en ce que l'on emboutit une plaque de métal, sans matrice, à l'aide d'un poinçon de forme appropriée et d'un support plan découpé à la forme du contour de la pièce à réaliser en projection sur un plan parallèle au support le poinçon étant déplacé dans desconditions aptes à produire un allongement combiné avec un glissement contrôlé de ladite plaque entre support et serre-flancs.
- Par ce procédé, il est ainsi possible de jouer sur le glissement de la tôle entre support et serre-flancs, pour contrôler et minimiser l'allongement de la tôle.
- Dans la mise en oeuvre de ce procédé, ladite plaque de métal pourra être serrée à la périphérie de la découpe dudit support, par pincement entre celui-ci et un serre-flancs, et le déplacement du poinçon pourra être modulé de façon à ce que la pièce résultante épouse exactement la forme du poinçon entier ou d'une partie seulement de celui-ci. Le pincement sera modulé de façon à permettre un certain glissement de la plaque. Les bords tombés résultant de l'opération d'emboutissement peuvent être éventuellement supprimés.
- Le poinçon pourra avoir toute forme désirée correspondant à celle de la pièce à former. Il pourra être monobloc, massif (usiné ou moulé) ou évidé (mécanosoudé), mais, dans un exemple de réalisation préféré de l'invention, le poinçon résultera de la juxtaposition bout à bout et de l'assemblage de parties élémentaires de forme correspondant à des tronçons longitudinaux de la pièce à former. Lesdites parties élémentaires seront de préférence des portions de cylindre, à section circulaire elliptique ou polygonale, mais elles pourront éventuellement comporter des surfaces planes. Elles seront disposées bout à bout suivant des faces planes correspondant à des sections transversales de la pièce à réaliser, chaque partie étant rendue solidaire du plateau d'une presse à emboutir par des moyens usuels dans la technique. La jonction des parties élémentaires engendrera des arêtes vives, qui donneront de la rigidité à la pièce formée et permettront une meilleure répartition des allongement de t8le, diminuant ainsi les risques, existant dans d'autres systèmes, de constituer des zones de trop faible épaisseur.
- Chaque partie ayant une forme correspondant sensiblementà celle d'un tronçon de la pièce, il sera ainsi facile, en disposant d'un jeu suffisant de parties élémentaires et en les assemblant bout à bout, de réaliser des poinçons de forme complexe adaptée à la forme de la pièce désirée, sans avoir à réaliser un poinçon d'emboutissage individuel pour chaque pièce. Il en résultera un gain de temps appréciable et un coût considérablement réduit de fabrication des pièces métalliques.
- De nombreux types de pièces pourront être réalisés par le procédé selon l'invention. La description détaillée qui va suivre en fournira de nombreux exemples, mais on pourrait naturellement réaliser bien d'autres pièces sans sortir du cadre de l'invention. Dans cette description , on se référera aux dessins annexés, sur lesquels:
- La figure 1 est une vue schématique, en élévation, de l'appareillage utilisé pour la mise en oeuvre du procédé de l'invention;
- Les figures 2 à 4 sont des coupes transversales schématiques de pièces réalisées par ce procédé;
- Les figures 5 à 11 sont des vues en plan de diverses pièces coudées réalisées conformément à l'invention;
- Les figures 12, 13 et 14 sont des vues en perspective de pièces coudées réalisées à l'aide de poinçons constitués de trois parties élémentaires;
- Les figures 15 et 16 représentent un élément de coude à deux parois pour recevoir un isolant thermique et isoler une canalisation;
- La figure 17 représente un té;
- Les figures 18 et 19 sont des vues en plan du poinçon et de la découpe du support permettant de réaliser le té de la figure 16t
- Les figures 20, 21 et 22 sont des vues schématiques de capots de bride;
- Les figures 23, 24 et 25 sont des vues schématiques de capots de vannes.
- Le dispositif représenté sur la figure 1 comprend un plateau 1 de presse à emboutir, sur la face inférieure duquel est fixé,à l'aide de boulons 2, un poinçon d'emboutissage ayant généralement une section transversale en U, qui est désigné par la référence générale 3. Le plateau 1 se déplace sous la sollicitation d'un vérin au droit d'un cadre-support fixe 4, supportant une plaque de tôle 5 destinée à être conformée au profil de la pièce désirée. Un serre-flancs 6, déplaçable en direction du cadre-support 4 à l'aide de vérins 7, permet de pincer la tôle 5 sur le cadre-support 4 et de l'y maintenir. Dans ce support et dans le serre-flancs 6 sont ménagées des ouvertures, respectivement 8 et 9, pour le passage du poinçon 3, ces ouvertures ayant un profil complémentaire de celui du poinçon dans le plan de support.
- La plaque de tôle à emboutir 5 étant maintenue en position sur le support 4 par le serre-flancs 6, on abaisse le poinçon 3 avec une vitesse contrôlée, de façon à provoquer un allongement et un déplacement combinés du métal ce la plaque 5, de façon connue en soi, de manière à amener la plaque 5 à épouser par déformation la forme du poinçon, sans utiliser de matrice.
- La course du piston peut être modulée en fonction du résultat désiré, c'est-à-dire suivant que l'on souhaite faire épouser à la tôle déformée la forme exacte du poinçon 3 ou de sa partie inférieure simplement. Les bords de la partie déformée, maintenus pincés entre le cadre-support et le serre-flancs peuvent être ensuite supprimés ou découpés de façon appropriée pour former ces bords tombés.
- Il est ainsi possible de faire avec un même poinçon des pièces 10 à section semi-circulaire (figure 2),éventuellement avec des bords tombés (pièce 10' de la figure 3),ou 11 à section en U (figure 4), que l'on peut ensuite assembler deux à deux par des moyens usuels pour former des éléments de cylindre.
- Du fait de l'absence de matrice, la fabrication de ces pièces sera beaucoup moins coûteuse que par les procédés usuels.
- Le poinçon de la presse à emboutir pourra être mcno- bloc et être réalisé par usinage ou moulage de métal (fonte, alliage d'aluminium etc...), de béton de ciment ou de béton synthétique (résine polyester, époxy ou autre, mélangée avec des agrégats). Il pourra aussi être creux et rempli d'une matière de remplissage.
- Dans le cas de pièces de formes complexes, notamment de pièces coudées, on utilisera avantageusement un poinçon composite constitué de parties élémentaires amovibles, de préférence cylindriques, telles que 3a et 3b dans le cas de la figure 1, dont chacune a une forme qui épouse celle d'un tronçon de la pièce à section en U. En juxtaposant bout à bout ces parties amovibles, en contact les unes avec les autres, par exemple, par des faces planes correspondant à des sections transversales de la pièce, et en fixant ces parties à l'aide des boulons 2 sous le plateau 1, il est ainsi possible de réaliser à peu de frais un poinçon de forme très proche de la forme désirée. Les parties élémentaires du poinçon étant amovibles, il sera en outre possible de réaliser, à partir d'un jeu suffisant de telles pièces, de formes et de dimensions variées, des poinçons de formes extrêmement différentes adaptées au profil désiré.
- Les figures 5 à 11 illustrent des pièces coudées réalisées à partir de tels poinçons composites. On constate (voir figure 9, par exemple) qu'il est possible de réaliser des coudes dont le profil s'approche de très près d'un profil curviligne. On constate également que des parties élémentaires de poinçon identiques peuvent être juxtaposées avec des parties différentes pour former des poinçons permettant d'obtenir des pièces coudées, dont seules les portions correspondant aur parties identiques des poinçons, par exemple les portions 12 des pièces des figures 6 et 7, ont un profil identique.
- On notera qu'en choisissant judicieusement les parties élémentaires des poinçons, il est possible de faire aussi bien des coudes à 90° (figures 5 et 7 à 11) qu'à 45° (figure 6) ou de toute autre nature de formules générales différents.
- Les pièes ainsi réalisées présentent des nervures latérales ou arêtes vives qui présentent un double avantage.
- - renforcer la résistance mécanique des pièces;
- - permettre un allongement uniforme du métal pendant l'emboutissage sans matrice, en évitant ainsi la formation de zones de trop faible épaisseur qui affaibliraient la pièce.
- Suivant la forme des pièces à réaliser, il est possible de prévoir certaines portions planes sur les parties élé mentaires du poinçon, qui ont de préférence des formes généralement cylindriques. De telles parties planes apparaissent par exemple en 13 et 14 sur la figure 10; les parties situées de part et d'autre des surfaces planes scnt des éléments de cylindres.
- Les figures 12, 13. et 14 sont des vues en perspective de pièces coudées 16, 17 et 18, réalisées conformément à l'invention avec des poinçons constitués de trois parties élémentaires. Comme on le voit, des arêtes telles que 19, 19' et 19" apparaissent aux plans de joint des parties élémentaires des poinçons, mais ces arêtes , loin de constituer un inconvénient , agissent comme autant de renforts mécanigues transversaux.
- L'assemblage de deux pièces identiques telles que celles des figures 12, 13 et 14 s'effectue de façon simple, par emboîtement, dans le cas de la figure 12, par des bords tombés 20, pour les pièces de la figure 13, par des bords moulurés 21 et 22,dans le cas de la figure 14.
- La figure 15 illustre l'application de l'invention à la fabrication d'un élément de coude à double paroi destiné à contenir un calorifuge en vue d'isoler un coude de tuyauterie. La partie creuse 23 destinée à contenir le calorifuge et le couvercle 24 coiffant la tuyauterie sont réalisés conformément à l'invention.
- La figure 15 illustre une réalisation analogue à celle de la figure 15, dans laquelle la pièce 25 contenant le calorifuge est coiffée par le couvercle 26 et est fermée à son extrémité par un fond rapporté.
- L'invention n'est pas limitée, bien entendu, à la réalisation de telles pièces.
- C'est ainsi que les figures 17, 18 et 19 illustrent l'application du procédé selon l'invention à la réalisation d'un té 28 (Figure 17) à l'aide d'un poinçon 29 constitué de trois parties élémentaires 29a, 29b et 29c (Figure 18), passant à travers une découpe 30 du cadre-support (Figure 19). Des pièces en forme de té à doubles parois, destinées à contenir un isolant thermique, pouvant bien entendu être réalisées par le procédé conforme à l'invention.
- Divers types de capots de brides, comportant deux parties à section en U 31, (figure 20),32 (figure 21) et 33 (figure 22),peuvent également être réalisés par le procédé conforme à l'invention, de même que divers types de capots de vannes comportant deux pièces à section en U 34 (figure 23), 35 (figure 24) ou 36 (figure 25).
- Le procédé conforme à l'invention se prête donc à une fabrication aisée et peu coûteuse de multiple pièces métalliques d'un usage courant dans la technique du calorifugeage, de la ventilation et autres activités. Les pièces ainsi réalisées pourront comprendre des doubles parois et servir à l'isolation thermique d'organes divers. Elles pourront comprendre un isolant thermique intégré qui épouse leur forme et celle de l'organe à isoler.
Claims (17)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT86401893T ATE58315T1 (de) | 1985-08-30 | 1986-08-28 | Kuempelverfahren zum herstellen steifer metallteile zur bildung von waermeschutzbekleidungen von rohren, ummantelungen und dergleichen. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8512966A FR2586597B1 (fr) | 1985-08-30 | 1985-08-30 | Procede de fabrication par emboutissage de pieces metalliques rigides destinees a constituer des revetements de calorifuge de tuyauteries, des gaines et d'autres organes similaires |
| FR8512966 | 1985-08-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0214054A1 true EP0214054A1 (fr) | 1987-03-11 |
| EP0214054B1 EP0214054B1 (fr) | 1990-11-14 |
Family
ID=9322516
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86401893A Expired - Lifetime EP0214054B1 (fr) | 1985-08-30 | 1986-08-28 | Procédé de fabrication par emboutissage de pièces métalliques rigides destinées à constituer des revêtement de calorifuge de tuyauteries, des gaines et d'autres organes similaires |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0214054B1 (fr) |
| AT (1) | ATE58315T1 (fr) |
| DE (1) | DE3675610D1 (fr) |
| ES (1) | ES2001765A6 (fr) |
| FR (1) | FR2586597B1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0510759A1 (fr) * | 1991-04-26 | 1992-10-28 | AP&T Automation & Tooling AB | Procédé de fabrication de coudes de tuyaux à parois minces |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE310993C (fr) * | ||||
| DE284081C (fr) * | ||||
| US1678744A (en) * | 1927-05-21 | 1928-07-31 | Western Metal Specialty Co | Method of making pipe elbows |
| FR785375A (fr) * | 1935-02-07 | 1935-08-08 | Decauville Aine Soc Nouv Ets | Nouveau procédé d'emboutissage, machine pour son application et pièces embouties obtenues |
| FR798402A (fr) * | 1935-11-29 | 1936-05-16 | Cie Ind D App Radio Electr | Perfectionnements à la fabrication des raccords pour tubes et canalisations |
| FR2166158A1 (fr) * | 1971-12-29 | 1973-08-10 | Combustion Eng |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE289081C (fr) * |
-
1985
- 1985-08-30 FR FR8512966A patent/FR2586597B1/fr not_active Expired - Fee Related
-
1986
- 1986-08-28 EP EP86401893A patent/EP0214054B1/fr not_active Expired - Lifetime
- 1986-08-28 DE DE8686401893T patent/DE3675610D1/de not_active Expired - Fee Related
- 1986-08-28 AT AT86401893T patent/ATE58315T1/de not_active IP Right Cessation
- 1986-08-29 ES ES8601483A patent/ES2001765A6/es not_active Expired
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE310993C (fr) * | ||||
| DE284081C (fr) * | ||||
| US1678744A (en) * | 1927-05-21 | 1928-07-31 | Western Metal Specialty Co | Method of making pipe elbows |
| FR785375A (fr) * | 1935-02-07 | 1935-08-08 | Decauville Aine Soc Nouv Ets | Nouveau procédé d'emboutissage, machine pour son application et pièces embouties obtenues |
| FR798402A (fr) * | 1935-11-29 | 1936-05-16 | Cie Ind D App Radio Electr | Perfectionnements à la fabrication des raccords pour tubes et canalisations |
| FR2166158A1 (fr) * | 1971-12-29 | 1973-08-10 | Combustion Eng |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0510759A1 (fr) * | 1991-04-26 | 1992-10-28 | AP&T Automation & Tooling AB | Procédé de fabrication de coudes de tuyaux à parois minces |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2586597B1 (fr) | 1990-02-02 |
| ATE58315T1 (de) | 1990-11-15 |
| DE3675610D1 (de) | 1990-12-20 |
| EP0214054B1 (fr) | 1990-11-14 |
| FR2586597A1 (fr) | 1987-03-06 |
| ES2001765A6 (es) | 1988-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2611802A1 (fr) | Echelle et son procede de fabrication | |
| FR2752756A1 (fr) | Equipement pour le formage de profiles metalliques | |
| FR2475945A1 (fr) | Procede de preparation des bords de la tole dans le procede de formage des tubes a la presse dit uo et appareil pour sa mise en oeuvre | |
| EP0214054B1 (fr) | Procédé de fabrication par emboutissage de pièces métalliques rigides destinées à constituer des revêtement de calorifuge de tuyauteries, des gaines et d'autres organes similaires | |
| EP0433203B1 (fr) | Procédé et dispositif d'emboutissage de récipients de forme tronçonique, et récipient ainsi embouti | |
| CA2449005A1 (fr) | Procede de fabrication de profiles metalliques | |
| EP0095976B1 (fr) | Procédé de soudage de deux pièces | |
| EP0653255A1 (fr) | Nouveau point d'assemblage de flans de tôle par fluage à froid et machine d'outils pour la réalisation d'un tel point d'assemblage | |
| FR2798314A1 (fr) | Presse radiale pour le sertissage de flexibles a haute pression sur des corps de raccords creux, symetriques de revolution | |
| WO2014135772A1 (fr) | Outil pour former une collerette a une extremite d'un tube | |
| FR2655890A1 (fr) | Procede d'elaboration d'une piece de forme non developpable a partir d'un flan de tole et piece de forme obtenue par ce procede. | |
| EP0517572B2 (fr) | Procédé de fabrication d'une poulie, dispositif pour la mise en oeuvre et poulie obtenue | |
| EP1473503B1 (fr) | Conduit souple à ondulations équipé d'au moins un anneau métallique de maintien et son procédé de fabrication. | |
| FR2659579A1 (fr) | Procede de fabrication d'element creux et de recipient metalliques de forme troncopyramidale et element creux et recipient metalliques de forme troncopyramidale. | |
| EP0705404B1 (fr) | Piece metallique comportant un element de paroi spherique, procede de realisation de cette piece, et accouplement d'echappement a rotule comportant une telle piece | |
| FR2518014A1 (fr) | Procede et dispositif pour la realisation d'une conduite souple coudee | |
| EP1200245B1 (fr) | Procede de fabrication un profile en u pour goulotte, et profile ainsi obtenu | |
| FR2510919A1 (fr) | Perfectionnements aux procedes et dispositifs de fabrication des armatures annulaires pour joints d'etancheite et aux armatures et joints correspondants | |
| EP1709344B1 (fr) | Dispositif pour realiser la jonction de deux cables entre eux, lors de la fabrication des mailles d'un filet de securite | |
| FR2696958A1 (fr) | Procédé de fabrication d'un rouleau de convoyeur et équipement de mise en Óoeuvre du procédé. | |
| FR2504416A1 (fr) | Procede et appareil pour fabriquer des coudes de tube par emboutissage profond a partir d'un flan | |
| FR2586606A1 (fr) | Procede de fabrication d'ebauche d'ensemble de lame de couteau et couteau obtenu a partir d'une telle ebauche | |
| EP0526260A1 (fr) | Pompe d'alimentation à membrane à levier de commande articulé | |
| FR2498702A1 (fr) | Assemblage par sertissage pour fixer des vis a l'enceinte en tole d'un appareil de freinage et procede de realisation de cet assemblage | |
| FR2856615A1 (fr) | Dispositif de cintrage de profiles, notamment pour la realisation de portails |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19870603 |
|
| 17Q | First examination report despatched |
Effective date: 19880824 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 58315 Country of ref document: AT Date of ref document: 19901115 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3675610 Country of ref document: DE Date of ref document: 19901220 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ITTA | It: last paid annual fee | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EPTA | Lu: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 86401893.2 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19950731 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19950801 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19950803 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19950815 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19950817 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19950831 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19960828 Ref country code: GB Effective date: 19960828 Ref country code: AT Effective date: 19960828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19960829 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19960831 Ref country code: CH Effective date: 19960831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19970301 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19960828 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19970301 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 86401893.2 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19990825 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19990826 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000831 |
|
| BERE | Be: lapsed |
Owner name: WANNER ISOFI ISOLATION Effective date: 20000831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050828 |