EP0258544A2 - Zubringeeinrichtung für die Zufuhr elektrischer Leitungen zu einer Bearbeitungseinrichtung - Google Patents
Zubringeeinrichtung für die Zufuhr elektrischer Leitungen zu einer Bearbeitungseinrichtung Download PDFInfo
- Publication number
- EP0258544A2 EP0258544A2 EP87108114A EP87108114A EP0258544A2 EP 0258544 A2 EP0258544 A2 EP 0258544A2 EP 87108114 A EP87108114 A EP 87108114A EP 87108114 A EP87108114 A EP 87108114A EP 0258544 A2 EP0258544 A2 EP 0258544A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- line
- lines
- coils
- barrels
- feeding device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000009434 installation Methods 0.000 title description 3
- 238000009417 prefabrication Methods 0.000 claims abstract description 12
- 239000002390 adhesive tape Substances 0.000 description 5
- 239000000969 carrier Substances 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/04—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for forming connections by deformation, e.g. crimping tool
- H01R43/048—Crimping apparatus or processes
- H01R43/052—Crimping apparatus or processes with wire-feeding mechanism
Definitions
- the invention relates to a feed device for supplying electrical lines to a processing device, in particular to a line prefabrication device.
- the invention is therefore based on the object of providing a feed device for the supply of electrical lines to a processing device, in particular to a line prefabrication device, which can be implemented with little effort and enables rapid and reliable supply of selected lines to the processing device.
- the invention is based on the knowledge that both in the case of vertically set up drums and in the case of vertically set up coils the lines can easily be pulled upward in the axial direction, provided the lines are provided in an at least largely swirl-free form depending on their respective torsion levels. Then each of these lines via an assigned deflecting device is arranged above and for processing direction leading duct introduced, so the selected line can be pulled off easily and without risk of confusion.
- the barrels and / or coils are set up in at least one row aligned in the direction of the conduit.
- Such a row arrangement results in a particularly clear and space-saving arrangement and also the possibility of exchanging the individual barrels with the aid of a forklift. If all the lines of the drums and / or coils set up in a row are then introduced into an assigned common line channel, the result is a particularly compact arrangement of the entire feed device.
- the conduit is arranged on a scaffold.
- a scaffold can then be realized, for example, with a few supports in a half-timbered construction, so that the installation of the barrels and / or coils is not impeded.
- the conduit is preferably formed by an essentially U-shaped profile.
- the use of such a profile enables excellent routing of the individual lines with little effort.
- access to the lines guided therein is guaranteed at all points in the line duct.
- the deflection devices are provided by curved guides tubes are formed.
- a particularly low-friction insertion of a line into the assigned line channel is achieved if a guide tube consists of a vertical leg and a horizontal leg opening obliquely into the assigned line channel.
- the lower end of the vertical leg is then preferably widened in a funnel shape. This favors the entry of a line and facilitates the threading of a line after the corresponding barrel or the corresponding bobbin has been replaced.
- FIG. 1 and 2 show a partial side view and an end view of a scaffold G which is set up directly on the corridor Fl and which is designed in the manner of a framework, the individual Supports, beams and cross struts are not specified.
- three conduit channels Lk1, Lk2 and Lk3 are located on the top of this frame G, which are formed by U-shaped profiles that are open at the top. From Fig. 1 it appears that below the line channel Lk3 directly in the corridor Fl barrels F are set up, from which lines labeled L are withdrawn upwards and introduced into the guide channel Fk3 via guide tubes Fr fastened to the frame G by means of tube holders Rh.
- Barrels F are transport containers with which single-stranded strands and cables are delivered.
- each barrel F there is a swirl-free line L in the form of a loose winding, which is arranged between the barrel wall and a concentrically inserted hollow cylinder.
- Each line L can then be withdrawn in a simple manner in the axial direction upward from the corresponding barrel F.
- lines L in particular single-core strands and cables, can also be supplied in the form of coils.
- the lines L can then also be pulled upward in the axial direction from such vertically installed coils and introduced into the corresponding line channels via associated guide tubes Fr.
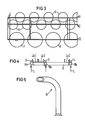
- FIG. 3 shows that in addition to the drums F already shown in FIG. 1, coils S are also arranged below the frame G.
- the coils S are arranged in two rows labeled R1 and R2 offset from one another and set up directly in the hallway Fl (see FIGS. 1 and 2).
- the row in which the individual barrels F are set up next to one another is denoted by R3.
- Fig. 4 shows on a somewhat larger scale the mouth of the individual guide tubes Fr fastened by means of tube holders Rh into the conduit channels Lk1, Lk2 and Lk3 arranged on the top of the frame G, while Fig. 5 shows the details of a guide tube on an even larger scale Fr shows.
- a guide tube Fr has a vertical leg, the lower end of which is widened in a funnel shape in order to favor the threading and the entry of a line L.
- a pipe bend and a horizontal leg then adjoin the upper end of the vertical leg, the end face of the horizontal leg being inclined at an angle of 45 ° to the tube axis.
- This bevel at the end is matched to the fact that the horizontal legs of the guide tubes Fr also open at an angle of 45 ° backwards into the line channels Lk1, Lk2 or Lk3 and thus enable a particularly low-friction inlet of the individual lines L.
- the arrangement of the line channels Lk1, Lk2 and Lk3 on the top of the frame G shown in FIG. 4 is matched to the row arrangement of the coils S and the drums F shown in FIG. 3.
- the lines L drawn off from the coils S of the row R1 are introduced into the line channel Lk1
- the lines L drawn off from the coils S of the row R2 are introduced into the line channel Lk2.
- the lines L which are withdrawn from the drums F arranged in the row R3 are introduced into the line channel Lk3 in accordance with the illustration already shown in FIG. 1.
- both the barrels F and the coils S are immediately in the hallway Fl (see FIGS. 1 and 2). This is particularly favorable in the case of drums F, since these have to be transported with a forklift.
- the lighter spools S can also be moved manually.
- a kind of shelf can then be drawn into the framework G below the line channels Lk1 and Lk2, on which the coils S of the rows R1 and R2 are then placed.
- Such an arrangement has the advantage that a spare coil can then already be set up under each coil S and an exchange can be carried out particularly quickly.
- FIG. 6 shows the corresponding assignment of a feed device, shown here only partially and purely schematically, to the line prefabrication device designated by Lve.
- Lve line prefabrication device
- the individual lines L which differ in line cross-section, in color and in insulation, are fanned out somewhat after leaving the respective cable ducts and threaded into associated guide bores in a sequencer denoted by Sq.
- This sequencer Sq is therefore a magazine in which all 35 line starts of lines L are stored.
- the sequencer Sq with the guide bores of the individual lines L arranged in a vertical row can then be moved programmably in the direction of the vertical double arrow Dpf in such a way that the desired line type falls into the engagement area of a line Fig. 6 comes not recognizable roll feed.
- the line ends are transferred to assigned collets of a workpiece carrier that is programmable in the x direction and the y direction. 6 shows several of these workpiece carriers Wt.
- the loops marked Sc are fixed on the assigned workpiece carriers Wt in such a way that the two line ends protrude rearward in the y direction, while the remaining area depends on the length downward in the z direction.
- the two line ends of a loop Sc are with the assigned workpiece carrier Wt in the x direction, one after the other, a stripping device Ae, nine different first stop tools Aw1, six different second stop tools Aw2, three different tools We for pushing on insulating sleeves and one Tinning station Vz fed, a shift in the y direction is also possible in each case.
- the stripping device Ae the insulations of the two cable ends are cut and torn off, the stripping length possibly being influenced by moving the workpiece carrier Wt in the y direction.
- different contact elements are fed in punched strips lengthways, ie in the y direction and, if strips are selected, are separated and attached to the cable end.
- the cable ends can also be tinned in the tinning station Vz. Since a yes-no statement is possible in each of the above-described operations, the processing of the beginning and end of a line L can also take place in completely different ways. For example, two different plug contacts can be attached. However, only one plug contact can be struck while the other end of the line is tinned in the tinning station Vz.
- the collets of the workpiece carrier Wt in question are opened and the entire loop Sc is removed with the aid of a gripper which cannot be seen in more detail in FIG. 6.
- the workpiece carrier is then transported downwards in a lift Lt1, returned in the x-direction and brought back up to the starting position via a lift Lt2, so that it can again take over a loop Sc there.
- the line ends of a loop Sc which are gripped by the gripper mentioned above are glued between an adhesive tape Kb and a paper tape Pb, whereupon the gripper opens and is moved back from the relevant workpiece carrier Wt to take over the next loop Sc.
- the adhesive tape Kb is pulled off an upper supply spool Vs1, while the paper tape Pb is pulled off a lower supply spool Vs2.
- the paper strip printed in this way is then glued in the correct position to the line ends between the adhesive tape Kb and the paper tape Pb.
- the lines L or loops Sc marked in this way and sequenced between adhesive tape Kb and paper tape Pb are then a kind of belts which are stored in a meandering shape in a stand magazine Sm.
- the stored belts with the lines L are then removed from the stator magazine Sm with the aid of a transport carriage and transported to the appropriate wiring locations. Since the order of the lines L in the belt and in the wiring list is the same, the wiring is particularly simple. In addition, confusion between different lines L can be practically excluded.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Guides For Winding Or Rewinding, Or Guides For Filamentary Materials (AREA)
Abstract
Description
- Die Erfindung betrifft eine Zubringeeinrichtung für die Zufuhr elektrischer Leitungen zu einer Bearbeitungseinrichtung, insbesondere zu einer Leitungsvorfertigungseinrichtung.
- Beim Verlegen von elektrischen Leitungen, insbesondere von einadrigen Litzen und Kabeln, entfällt ein wesentlicher Teil der Montagearbeiten auf das Ablängen, das Abisolieren und das Anbringen von Kabelschuhen, Steckhülsen und dergl.. Um auch auf diesem Gebiet alle Rationalisierungsmöglichkeiten auszuschöpfen werden die vorstehend aufgeführten Arbeitsgänge und die Auswahl der jeweils benötigten Leitungen in sog. Leitungsvorfertigungseinrichtungen selbsttätig ausgeführt. Auf diese Weise können dann beispielsweise alle für die Verdrahtung eines Schaltschrankes benötigten Leitungen vorgefertigt, gegebenenfalls gekennzeichnet und an der Montagestelle einbaufertig bereitgestellt werden.
- Um bei den vorstehend geschilderten Leitungsvorfertigungseinrichtungen eine hohe Flexibilität zu gewährleisten und insbesondere alle gängigen Leitungstypen frei programmierbar herstellen zu können, ist die Bereitstellung einer Vielzahl von Leitungen erforderlich. Da die Leitungen in der Regel in Fässern oder auch in Form von Spulen angeliefert werden, bereitet eine übersichtliche Anordnung ohne Verwirren der einzelnen Leitungen mit der Möglichkeit einer raschen Zufuhr ausgewählter Leitungen zu der Leitungsvorfertigungseinrichtung er hebliche Schwierigkeiten. So müßten beispielsweise beim Abziehen einer Leitung von einer drehbar gelagerten Spule derart große Massen in Bewegung gesetzt werden, daß für jede der Spulen ein eigener Drehantrieb erforderlich wäre.
- Der Erfindung liegt daher die Aufgabe zugrunde, eine Zubringeeinrichtung für die Zufuhr elektrischer Leitungen zu einer Bearbeitungseinrichtung insbesondere zu einer Leitungsvorfertigungseinrichtung zu schaffen, die mit geringem Aufwand realisiert werden kann und eine rasche und zuverlässige Zufuhr ausgewählter Leitungen zu der Bearbeitungseinrichtung ermöglicht.
- Diese Aufgabe wird bei einer gattungsgemäßen Zubringeeinrichtung durch folgende Merkmale gelöst:
- a. die Leitungen sind in Fässern und/oder in Form von Spulen bereitgestellt,
- b. oberhalb der Fässer und/oder Spulen ist mindestens ein zu der Bearbeitungseinrichtung hinführender Leitungskanal angeordnet,
- c. die in axialer Richtung nach oben aus den Fässern und/oder von den Spulen abziehbaren Leitungen sind jeweils über eine zugeordnete Umlenkeinrichtung in den Leitungskanal eingeführt.
- Der Erfindung liegt die Erkenntnis zugrunde, daß sowohl bei senkrecht aufgestellten Fässern als auch bei senkrecht aufgestellten Spulen die Leitungen problemlos in axialer Richtung nach oben abgezogen werden können, sofern die Leitungen in Abhängigkeit von ihrer jeweiligen Torsionsstufigkeit in einer zumindest weitgehend drallfreien Form bereitgestellt sind. Wird dann jede dieser Leitungen über eine zugeordnete Umlenkeinrichtung in einen darüber angeordneten und zur Bearbeitungsein richtung hinführenden Leitungskanal eingeführt, so kann die jeweils ausgewählte Leitung problemlos und ohne Gefahr von Verwirrungen abgezogen werden.
- Für das Abziehen werden keine großen Kräfte benötigt, so daß beispielsweise ein kleiner Rollenantrieb in der Bearbeitungseinrichtung völlig ausreichen würde.
- Gemäß einer besonders bevorzugten Ausgestaltung der Erfindung sind die Fässer und/oder Spulen in mindestens einer in Richtung des Leitungskanals ausgerichteten Reihe aufgestellt. Durch eine derartige Reihenaufstellung ergibt sich eine besonders übersichtliche und raumsparende Anordnung und außerdem die Möglichkeit die einzelnen Fässer mit Hilfe eines Gabelstaplers auszutauschen. Werden dann sämtliche Leitungen der in einer Reihe aufgestellten Fässer und/oder Spulen in einen zugeordneten gemeinsamen Leitungskanal eingeführt, so ergibt sich eine besonders kompakte Anordnung der gesamten Zubringeeinrichtung.
- Gemäß einer weiteren bevorzugten Ausgestaltung der Erfindung ist der Leitungskanal auf einem Gerüst angeordnet. Ein derartiges Gerüst kann dann beispielsweise mit wenigen Stützen in Fachwerkbauweise realisiert werden, so daß die Aufstellung der Fässer und/oder Spulen nicht behindert wird.
- Der Leitungskanal ist vorzugsweise durch ein im wesentlichen U-förmiges Profil gebildet. Die Verwendung eines derartigen Profils ermöglicht bei geringem Aufwand eine ausgezeichnete Führung der einzelnen Leitungen. Außerdem ist an sämtlichen Stellen des Leitungskanals die Zugänglichkeit zu den darin geführten Leitungen gewährleistet.
- Es hat sich auch als besonders günstig herausgestellt, wenn die Umlenkeinrichtungen durch gekrümmte Führungs rohre gebildet sind. Eine besonders reibungsarme Einführung einer Leitung in den zugeordneten Leitungskanal wird dann erreicht, wenn ein Führungsrohr aus einem vertikalen Schenkel und einem schräg in den zugeordneten Leitungskanal einmündenden horizontalen Schenkel besteht.
- Das untere Ende des vertikalen Schenkels ist dann vorzugsweise trichterförmig erweitert. Hierdurch wird der Einlauf einer Leitung begünstigt und das Einfädeln einer Leitung nach dem Austausch des entsprechenden Fasses oder der entsprechenden Spule erleichtert.
- Ein Ausführungsbeispiel der Erfindung ist in der Zeichnung dargestellt und wird im folgenden näher beschrieben.
- Es zeigen
- Fig. 1 eine Seitenansicht eines Teils einer Zubringeeinrichtung für die Zufuhr elektrischer Leitungen zu einer Leitungsvorfertigungseinrichtung,
- Fig. 2 eine stirnseitige Ansicht der Zubringeeinrichtung nach Fig. 1,
- Fig. 3 eine Draufsicht auf den in Fig. 1 dargestellten Teil der Zubringeeinrichtung,
- Fig. 4 die Einmündung der Führungsrohre in die Leitungskanäle der in den Fig. 1 bis 3 gezeigten Zubringeeinrichtung,
- Fig. 5 eines der in Fig. 4 dargestellten Führungsrohre in einem größer gewählten Maßstab und
- Fig. 6 die Anordnung der hier nur schematisch dargestellten Zubringeeinrichtung bei einer Leitungsvorfertigungseinrichtung.
- Die Fig. 1 und 2 zeigen in einer teilweisen Seitenansicht bzw. einer stirnseitigen Ansicht ein unmittelbar auf den Flur Fl aufgestelltes Gerüst G, das nach Art eines Fachwerks ausgebildet ist, wobei die einzelnen Stützen, Träger und Querstreben nicht näher bezeichnet sind. Auf der Oberseite dieses Gerüsts G befinden sich gemäß Fig. 2 drei Leitungskanäle Lk1, Lk2 und Lk3, die durch U-förmige, nach oben offene Profile gebildet sind. Aus Fig. 1 geht hervor, daß unterhalb des Leitungskanals Lk3 unmittelbar auf dem Flur Fl Fässer F aufgestellt sind, aus welchen mit L bezeichnete Leitungen nach oben abgezogen und über mittels Rohrhalterungen Rh am Gerüst G befestigter Führungsrohre Fr in den Führungskanal Fk3 eingeleitet werden.
- Bei den Fässern F handelt es sich um Transportbehälter, mit welchen einadrige Litzen und Kabel angeliefert werden. In jedem Faß F befindet sich dabei eine drallfreie Leitung L in Form einer losen Wicklung, die zwischen der Faßwandung und einem konzentrisch eingesetzten Hohlzylinder angeordnet ist. Jede Leitung L kann dann auf einfache Weise in axialer Richtung nach oben aus dem entsprechenden Faß F abgezogen werden.
- Neben den vorstehend beschriebenen Fässern F können Leitungen L, insbesondere einadrige Litzen und Kabel auch in Form von Spulen angeliefert werden. Auch von derartigen, senkrecht aufgestellten Spulen können die Leitungen L dann in axialer Richtung nach oben abgezogen und über zugeordnete Führungsrohre Fr in die entsprechenden Leitungskanäle eingeführt werden.
- Aus der in Fig. 3 gezeigten Draufsicht geht hervor, daß neben den bereits in Fig. 1 gezeigten Fässern F auch Spulen S unterhalb des Gerüsts G angeordnet sind. Die Spulen S sind dabei in zwei mit R1 und R2 bezeichneten Reihen versetzt zueinander angeordnet und unmittelbar auf dem Flur Fl (vergl. Fig. 1 und 2) aufgestellt. Die Reihe, in welcher die einzelnen Fässer F nebeneinander aufgestellt sind, ist mit R3 bezeichnet.
- Fig. 4 zeigt in einem etwas größer gewählten Maßstab die Eimündung der einzelnen mittels Rohrhalterungen Rh befestigten Führungsrohre Fr in die auf der Oberseite des Gerüsts G angeordneten Leitungskanäle Lk1, Lk2 und Lk3, während Fig. 5 in einem noch größer gewählten Maßstab die Einzelheiten eines Führungsrohres Fr aufzeigt. Es ist zu erkennen, daß ein Führungsrohr Fr einen vertikalen Schenkel besitzt, dessen unteres Ende trichterförmig aufgeweitet ist, um das Einfädeln und den Einlauf einer Leitung L zu begünstigen. An das obere Ende des vertikalen Schenkels schließen sich dann ein Rohrbogen und ein horizontaler Schenkel an, wobei die endseitige Stirnfläche des horizontalen Schenkels zur Rohrachse um einen Winkel von 45° geneigt ist. Diese endseitige Abschrägung ist darauf abgestimmt, daß die horizontalen Schenkel der Führungsrohre Fr ebenfalls unter einem Winkel von 45° schräg nach hinten in die Leitungskanäle Lk1, Lk2 oder Lk3 einmünden und somit einen besonders reibungsarmen Einlauf der einzelnen Leitungen L ermöglichen.
- Die in Fig. 4 dargestellte Anordnung der Leitungskanäle Lk1, Lk2 und Lk3 auf der Oberseite des Gerüsts G ist auf die in Fig. 3 dargestellte Reihenanordnung der Spulen S und der Fässer F abgestimmt. So werden die von den Spulen S der Reihe R1 abgezogenen Leitungen L in den Leitungskanal Lk1 eingeführt, während die von den Spulen S der Reihe R2 abgezogenen Leitungen L in den Leitungskanal Lk2 eingeführt werden. Die Leitungen L die aus den in der Reihe R3 angeordneten Fässern F abgezogen werden, werden in Übereinstimmung mit der bereits in Fig. 1 gezeigten Darstellung in den Leitungskanal Lk3 eingeführt.
- Wie bereits erwähnt wurde, werden sowohl die Fässer F als auch die Spulen S unmittelbar auf dem Flur Fl (vergl. Fig. 1 und 2) aufgestellt. Dies ist im Falle der Fässer F besonders günstig, da diese mit einem Gabelstapler transportiert werden müssen. Die leichteren Spulen S können jedoch auch manuell bewegt werden. Es kann dann unterhalb der Leitungskanäle Lk1 und Lk2 eine Art Regalboden in das Gerüst G eingezogen werden, auf welchem dann die Spulen S der Reihen R1 und R2 aufgestellt werden. Ein derartige Anordnung hat den Vorteil, daß unter jeder Spule S dann bereits eine Ersatzspule aufgestellt und ein Austausch besonders rasch durchgeführt werden kann.
- Die vorstehend anhand der Fig. 1 bis 5 beschriebene Zubringeeinrichtung wurde für die Zufuhr von insgesamt 35 verschiedenen Leitungen L zu einer Leitungsvorfertigungseinrichtung entwickelt. Fig. 6 zeigt die entsprechende Zuordnung einer hier nur teilweise und rein schematisch dargestellten Zubringeeinrichtung zu der mit Lve bezeichneten Leitungsvorfertigungseinrichtung. Dabei sind nur einige Fässer F zu erkennen, aus welchen die einzelnen Leitungen L senkrecht nach oben abgezogen und dann in hier nicht näher dargestellten Leitungskanälen in horizontaler Richtung zur Leitungsvorfertigungseinrichtung Lve hingeführt werden.
- Die einzelnen Leitungen L, die sich im Leitungsquerschnitt, in der Farbe und in der Isolierung unterscheiden, werden nach dem Verlassen der jeweiligen Kabelkanäle etwas aufgefächert und in zugeordnete Führungsbohrungen eines mit Sq bezeichneten Sequenzers eingefädelt. Bei diesem Sequenzer Sq handelt es sich also um ein Magazin in dem alle 35 Leitungsanfänge der Leitungen L gespeichert sind. Der Sequenzer Sq mit den in einer vertikalen Reihe angeordneten Führungsbohrungen der einzelnen Leitungen L kann dann in Richtung des vertikalen Doppelpfeiles Dpf programmierbar so verfahren werden, daß der gewünschte Leitungstyp in den Eingriffsbereich eines in Fig. 6 nicht näher erkennbaren Walzenvorschubes kommt. Dieser führt dann die betreffende Leitung L einer ebenfalls nicht näher erkennbaren Spannzange zu, welche den Anfang der Leitung L festhält und in einem U-förmigen Bogen um einen Winkel von 180° wieder nach hinten schwenkt. Danach wird mit Hilfe des Walzenvorschubes so viel Leitung L nachgeschoben, bis die gewünschte Länge erreicht ist. Die Leitung L wird dann mit einer zweiten nicht näher erkennbaren Spannzange festgehalten und abgeschnitten. Durch den Einsatz der schwenkbaren Spannzange wird also erreicht, daß die abgelängte Leitung L eine Schlaufe bildet, bei welcher beide Leitungsenden nach einer Seite orientiert sind und dadurch die nachfolgenden Arbeitsgänge erleichtern. Insbesondere bringt diese Orientierung große Vorteile für die Anordnung der nachfolgenden Werkzeuge, für die Anzahl der erforderlichen Werkzeuge und für die Bedienbarkeit der gesamten Einrichtung.
- Nach der vorstehend beschriebenen Schlaufenbildung werden die Leitungsenden an zugeordnete Spannzangen eines in der x-Richtung und der y-Richtung programmierbaren Werkstückträgers übergeben. In Fig. 6 sind mehrere dieser Werkstückträger Wt zu erkennen. Die mit Sc bezeichneten Schlaufen sind dabei auf den zugeordneten Werkstückträgern Wt so fixiert, daß die beiden Leitungsenden in y-Richtung nach hinten wegstehen, während der übrige Bereich je nach Länge verschieden weit in z-Richtung nach unten hängt.
- Die beiden Leitungsenden einer Schlaufe Sc werden mit dem zugeordneten Werkstückträger Wt in x-Richtung nacheinander einer Abisoliereinrichtung Ae, neun verschiedenen ersten Anschlagwerkzeugen Aw1, sechs verschiedenen zweiten Anschlagwerkzeugen Aw2, drei verschiedenen Werkzeugen We zum Aufschieben von Isolierhülsen und einer Verzinnungsstation Vz zugeführt, wobei auch jeweils eine Verschiebung in y-Richtung möglich ist. In der Abisoliereinrichtung Ae werden die Isolierungen der beiden Leitungsenden angeschnitten und abgerissen, wobei die Abisolierlänge ggf. durch ein Verfahren des Werkstückträgers Wt in y-Richtung beeinflußt werden kann. In den neun ersten Anschlagwerkzeugen Aw1 werden verschiedene Kontaktelemente in Stanzstreifen längs, d. h. in y-Richtung zugeführt und im Falle einer Auswahl von Streifen getrennt und an das Leitungsende angeschlagen. In den sechs zweiten Anschlagwerkzeugen Aw2 erfolgt im Unterschied dazu eine Querzuführung der Kontaktelemente in x-Richtung. In den drei Werkzeugen We können dann über die in den Anschlagwerkzeugen Aw1 oder Aw2 angeschlagenen Kontaktelemente die dazu passenden Isolierhülsen unverlierbar aufgesteckt werden. Alternativ zum Anschlagen von Kontaktelementen und Aufschieben von Isolierhülsen können die Leitungsenden auch in der Verzinnungsstation Vz verzinnt werden. Da bei jedem der vorstehend geschilderten Arbeitsgänge eine ja-nein Aussage möglich ist, kann die Bearbeitung des Anfangs und des Endes einer Leitung L auch völlig verschieden ablaufen. So können beispielsweise zwei verschiedene Steckkontakte angeschlagen werden. Es kann aber auch nur ein Steckkontakt angeschlagen werden, während das andere Leitungsende in der Verzinnungsstation Vz verzinnt wird.
- Nach dem Passieren der Verzinnungsstation Vz werden die Spannzangen des betreffenden Werkstückträgers Wt geöffnet und die gesamte Schlaufe Sc mit Hilfe eines in Fig. 6 nicht näher erkennbaren Greifers entnommen. Der Werkstückträger wird dann in einem Lift Lt1 nach unten transportiert, in x-Richtung zurückgeführt und über einen Lift Lt2 wieder nach oben in die Ausgangslage zurückgebracht, so daß er dort wieder eine Schlaufe Sc übernehmen kann.
- Die von dem vorstehend erwähnten Greifer erfaßten Leitungsenden einer Schlaufe Sc werden zwischen ein Klebeband Kb und ein Papierband Pb eingeklebt, worauf der Greifer öffnet und zur Übernahme der nächsten Schlaufe Sc aus dem betreffenden Werkstückträger Wt zurückgefahren wird. Das Klebeband Kb wird von einer oberen Vorratsspule Vs1 abgezogen, während das Papierband Pb von einer unteren Vorratsspule Vs2 abgezogen wird. Hinter der Zusammenführungsstelle des Klebebandes Kb und des Papierbandes Pb ist eine Druckeinrichtung De angeordnet, in welcher ein für die Bedruckung geeigneter Papierstreifen mit den zur Kennzeichnung der jeweiligen Leitung L vorgesehenen Zeichen bedruckt wird. Der derart bedruckte Papierstreifen wird dann in der zu den Leitungsenden richtigen Lage zwischen das Klebeband Kb und das Papierband Pb geklebt. Bei den derart gekennzeichneten und zwischen Klebeband Kb und Papierband Pb sequentiert magazinierten Leitungen L bzw. Schlaufen Sc handelt es sich dann um eine Art Gurte, die in einem Ständermagazin Sm mäanderförmig abgelegt werden.
- Aus dem Ständermagazin Sm werden die abgelegten Gurte mit den Leitungen L dann mit Hilfe eines Transportwagens entnommen und zu den entsprechenden Verdrahtungsplätzen befördert. Da die Reihenfolge der Leitungen L im Gurt und in der Verdrahtungsliste jeweils gleich ist, gestaltet sich die Verdrahtung besonders einfach. Außerdem können Verwechslungen verschiedener Leitungen L praktisch ausgeschlossen werden.
Claims (8)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3620592 | 1986-06-19 | ||
| DE3620592 | 1986-06-19 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0258544A2 true EP0258544A2 (de) | 1988-03-09 |
| EP0258544A3 EP0258544A3 (de) | 1989-05-17 |
Family
ID=6303286
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87108114A Withdrawn EP0258544A3 (de) | 1986-06-19 | 1987-06-04 | Zubringeeinrichtung für die Zufuhr elektrischer Leitungen zu einer Bearbeitungseinrichtung |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0258544A3 (de) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3686752A (en) * | 1971-02-26 | 1972-08-29 | Amp Inc | Method of making electrical leads |
| US4043494A (en) * | 1976-02-23 | 1977-08-23 | Amp Incorporated | Apparatus for feeding a plurality of wires |
| JPS6039787A (ja) * | 1983-08-12 | 1985-03-01 | 住友電気工業株式会社 | 端子圧着電線の自動成形装置 |
-
1987
- 1987-06-04 EP EP87108114A patent/EP0258544A3/de not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| EP0258544A3 (de) | 1989-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3838706C2 (de) | Verfahren zum Herstellen eines Kabelbaumes und Vorrichtung zur Durchführung dieses Verfahrens | |
| DE2649920C2 (de) | Kontaktieranlage für isolierte elektrische Leitungsdrähte | |
| DE102018131444B4 (de) | Ablängautomat und modulares Kabelverarbeitungscenter | |
| EP0134965B1 (de) | Verfahren und Vorrichtung zur Herstellung von mit elektrischen Verbindern bestückten Leitungen | |
| DE212019000144U1 (de) | Modulares Kabelverarbeitungscenter | |
| EP0705491B1 (de) | Konfektioniertes kabel, insbesondere für den schaltschrank- und steuerungsbau, verfahren zu seiner herstellung und bearbeitungssvorrichtung hierfür | |
| DE2808518C2 (de) | Maschine zum Anbringen von Kontaktelementen an elektrischen Drahtleitern | |
| DE68911289T2 (de) | Verfahren und vorrichtung zur bearbeitung von elektrischen kabelbäumen. | |
| DE3112205C2 (de) | Verfahren und Vorrichtung zur Positionierung von Schaltkabeladern | |
| EP1251605A1 (de) | Verfahren und Einrichtung zur Bestückung von Steckergehäusen mit konfektionierten Kabelenden eines Kabels | |
| DE3620554A1 (de) | Verfahren und einrichtung zur vorfertigung elektrischer leitungen | |
| EP0258544A2 (de) | Zubringeeinrichtung für die Zufuhr elektrischer Leitungen zu einer Bearbeitungseinrichtung | |
| DE69600682T2 (de) | Vorrichtung zum automatischen aufwickeln von kabeln, drähten, seilen und ähnlichem | |
| DE69300735T2 (de) | Automatische Vorrichtung zum Anpressen von Kabelendklemmen. | |
| DE8616447U1 (de) | Zubringeeinrichtung für die Zufuhr elektrischer Leitungen zu einer Bearbeitungseinrichtung | |
| EP0250918A2 (de) | Verfahren und Einrichtung zur Vorfertigung elektrischer Leitungen | |
| DE4325355C1 (de) | Rangiervorrichtung und Verfahren zum Verlegen von Rangierleitungen innerhalb eines Verteilers | |
| WO2016189167A1 (de) | Anordnen mehrerer elektrischer leitungen | |
| DE102023005297B3 (de) | Verfahren und Vorrichtung zum Durchführen von Leitungen durch ein rohrförmiges Bauteil | |
| DE3789463T2 (de) | Verfahren zum Anschluss identifizierter Leiter an einen Verbinder und Anwendungsvorrichtung dafür. | |
| DE3011695C2 (de) | Verfahren und Vorrichtung zur aufeinanderfolgenden Zuführung der freien Enden von Einzeladern einer Flachbandleitung in eine Bearbeitungsmaschine | |
| EP0752742B1 (de) | Verfahren und Vorrichtung zur automatischen Herstellung von Leitungssätzen | |
| DE102023115809A1 (de) | Vorrichtung und Verfahren zum Verlegen von Leitungen zur Ausbildung eines Leitungssatzes | |
| DE3820764C2 (de) | ||
| DE3227266A1 (de) | Vorrichtung zur herstellung elektrischer kabelbaeume |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE FR GB IT LI NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19890925 |
|
| 17Q | First examination report despatched |
Effective date: 19911220 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19940308 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: GUENTHER, SIEGFRIED |