EP0260246A2 - Einrichtung zum kontinuierlichen Kühlen von Walzprodukten - Google Patents
Einrichtung zum kontinuierlichen Kühlen von Walzprodukten Download PDFInfo
- Publication number
- EP0260246A2 EP0260246A2 EP87870122A EP87870122A EP0260246A2 EP 0260246 A2 EP0260246 A2 EP 0260246A2 EP 87870122 A EP87870122 A EP 87870122A EP 87870122 A EP87870122 A EP 87870122A EP 0260246 A2 EP0260246 A2 EP 0260246A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- tank
- tubular elements
- installation
- aqueous
- cooling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0203—Cooling
- B21B45/0209—Cooling devices, e.g. using gaseous coolants
- B21B45/0215—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes
- B21B45/0224—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes for wire, rods, rounds, bars
Definitions
- the present invention relates to an installation for continuously cooling rolled metal products, such as steel bars emerging from the finishing stands of a hot rolling mill.
- Sudden surface cooling is currently carried out by passing the bar through an aqueous medium, and the process is carefully carried out and controlled in order to supply with certainty products having the desired properties.
- the installations currently used include, in addition to the actual cooling equipment with its supply and control systems, a first basin for collecting cooling water and a second basin with a cooling tower for cooling. some water.
- the whole is completed by a set of pumps, filters, valves and pipes, dimensioned so as to be able to ensure high water flow rates, of the order of 4 to 8 m3 per tonne of steel treated.
- the present invention relates to an installation intended to remedy the aforementioned drawbacks.
- the invention proposes a compact installation, allowing a significant reduction in the work on the site of implantation, the occupied surface area and the investment costs. It also allows better control of the process and it lends itself to the realization of "turnkey" installations.
- the capture means comprise at least one fan ensuring a controlled extraction of the vapor released by the aqueous medium which is in the tank.
- the fan provides forced suction of air through the "water mist” formed in the tank, so as to evaporate part of the water and therefore cool the remaining water.
- the means for supplying said tubular elements in an aqueous medium comprise a pump connected to said tank, as well as at least one pipe putting said pump in hydraulic communication with an essentially horizontal channel arranged parallel to said tubular elements with which it communicates through conduits.
- said pump is advantageously arranged inside the tank, preferably near the bottom of the latter.
- the channel is advantageously located under the tubular elements, with which it communicates by vertical conduits.
- the successive tubular elements are spaced, in the axial direction, by a distance of the order of 20 mm.
- the entire installation comprising the tank, the plurality of tubular elements with their supply means, and the collection means is housed in a common enclosure communicating with the fan and provided with a inlet opening and an outlet opening for the product to be cooled, these two openings being centered on the longitudinal axis of the aligned tubular elements.
- the tank and / or the capture means can themselves constitute parts of said common enclosure.
- the installation can be mounted immediately at the outlet of the last stand of the hot rolling mill, so that the common longitudinal axis of the aligned tubular elements coincides with the outlet axis of the products. out of said last rolling stand.
- the installation in accordance with the invention is equipped with appropriate means for measuring and adjusting various parameters characteristic of the process, in particular the flow rate and the temperature of the aqueous medium for cooling the product.
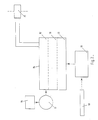
- a steel bar 1 from a hot rolling mill enters a cooling ramp 2, known per se, where it undergoes the sudden surface cooling of the treatment recalled in the introduction .
- the cooling water evacuated from the ramp 2 is collected in a collection basin 3 from where it is sent, by a pump 4, to a cooling basin 5 equipped with a cooling tower 6.
- a possible excess of water in the cooling basin 5 is returned by a conventional overflow to the collecting basin 3.
- the water cooled in the cooling basin 5 is taken up by a pump 7 at high pressure and is returned through filters 8 and devices for measuring and regulating the flow 9, to the supply of the cooling ramp 2.
- the cooling tank 5 is provided with a supply of fresh water 10, intended in particular to compensate for the losses by evaporation in the cooling tower 6 and to adjust the temperature of the water sent to the cooling ramp 2.
- FIG. 2 shows schematically the essential characteristics of a compact installation according to the present invention.
- the cooling ramp 11, the water cooling system 12 and the water circulation equipment 13 are assembled in a single assembly.
- This assembly can be grouped in a common enclosure and thus constitute a cooling group 14 available "key on door".
- the water cooling system 12 is connected on the one hand to a fan 15 which extracts the heat in the form of steam and to a make-up water supply 16 which compensates for the water losses due to evaporation and eventual leaks tuelles.
- the apparatus 13 essentially comprises a variable speed pump.
- the make-up water flow rate is regulated by an apparatus 17, while the flow rate of the variable speed pump is controlled by conventional measurement and adjustment instruments 18.
- FIG 3 there is shown a cooling unit 14 meeting the principles set out in Figure 2, installed immediately at the outlet of the last stand 20 of a hot rolling mill train.
- FIG. 3a offers an elevational view, in partial longitudinal section, of the cooling group 14, which shows the cooling ramp 11 made up of successive tubular elements 21 aligned with the outlet axis of the rolling mill.
- This cooling ramp 11 is located above a tank 22 containing the product cooling water and collecting the water returning from the ramp 11.
- a variable speed pump 23 is installed in the bottom of the tank 22; it sends the cooling water to the tubular elements 21 via a vertical pipe 24 and a horizontal distribution channel 25, which is itself appropriately connected to the tubular elements 21.
- the assembly formed by the tank 22 and the cooling ramp 11 is capped by a hood 26, visible in FIG. 4, intended to capture the water vapor coming from the tank 22.
- This hood is connected to a fan (not represented) by the conduits 27 visible in FIG. 3b and in FIG. 4.
- Figure 4 shows a view of the installation in cross section along line B-B of Figure 3b.
- a compartment 28 housing the motor of the pump 23.
- variable speed pump 23 sends the water from the tank 22, at the required pressure, by the vertical pipe 24 and the horizontal distributor channel 25 to the tubular elements 21. After having cooled the metallic product circulating in these tubular elements, the water returns to the tank 22 where it cools as a result of the aspiration of the steam from the fan. The water therefore circulates in a closed circuit, which reduces consumption.
- the water level in the tank 22 is kept substantially constant by a conventional water supply not shown in Figures 3 and 4. This water supply can be ten to fifteen times lower than in a conventional installation.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Metal Rolling (AREA)
- Seeds, Soups, And Other Foods (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| LU86577A LU86577A1 (fr) | 1986-09-10 | 1986-09-10 | Perfectionnements aux installations de refroidissement en continu de produits metalliques lamines |
| LU86577 | 1986-09-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0260246A2 true EP0260246A2 (de) | 1988-03-16 |
| EP0260246A3 EP0260246A3 (de) | 1988-10-05 |
Family
ID=19730767
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87870122A Withdrawn EP0260246A3 (de) | 1986-09-10 | 1987-09-04 | Einrichtung zum kontinuierlichen Kühlen von Walzprodukten |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0260246A3 (de) |
| LU (1) | LU86577A1 (de) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2151210A1 (de) * | 1971-10-14 | 1973-04-19 | Schloemann Ag | Wasserkuehleinrichtung fuer schnelllaufenden walzdraht |
| CA1097197A (en) * | 1977-02-08 | 1981-03-10 | Philippe A. Paulus | Method of and apparatus for controlled cooling of metallurgical products |
| LU78743A1 (de) * | 1977-12-21 | 1979-02-02 | ||
| BE890102A (fr) * | 1981-08-26 | 1982-02-26 | Centre Rech Metallurgique | Perfectionnements aux dispositifs de refroidissement pour fil machine |
-
1986
- 1986-09-10 LU LU86577A patent/LU86577A1/fr unknown
-
1987
- 1987-09-04 EP EP87870122A patent/EP0260246A3/de not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| LU86577A1 (fr) | 1988-04-05 |
| EP0260246A3 (de) | 1988-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2460166A1 (fr) | Installation de nettoyage a base d'eau | |
| CA2133701C (fr) | Four muni d'un dispositif de traitement de l'exces de vapeur | |
| FR2537999A1 (fr) | Four de traitement thermique continu sous vide de pieces, a equipement de refroidissement des pieces par un gaz sous pression | |
| EP0260246A2 (de) | Einrichtung zum kontinuierlichen Kühlen von Walzprodukten | |
| WO2003104501A2 (fr) | Procede et dispositif de patentage de fils en acier | |
| JPH0472156B2 (de) | ||
| EP0051008B1 (de) | Verfahren zum trägen verzögerten, ununterbrochenen Kühlen vonGetreide | |
| EP0419365A1 (de) | Vorrichtung zum Eindüsen von Schlamm in einen Müllverbrennungsofen | |
| BE1014869A3 (fr) | Dispositif de refroidissement et/ou de rincage de fils et/ou | |
| AU704013B2 (en) | Process for continuous surface treatment, in particular for pickling and cleaning strips | |
| FR2460333A1 (fr) | Procede et appareil pour refroidir des bandes d'acier au cours d'un traitement de recuit en continu | |
| EP0086215A1 (de) | Kühleinrichtung für walzdraht | |
| US5106059A (en) | Siphon driven quench tank assembly | |
| EP0731853B1 (de) | Vorrichtung zur beschleunigten Kühlung eines kontinuierlich schnell fortbewegten Materials in vertikaler Richtung | |
| FR2459643A2 (fr) | Appareil de douches a recirculation d'eau et a reglage de la temperature, ainsi que procede mis en oeuvre par l'utilisation de cet appareil | |
| SU916561A1 (ru) | Устройство для закалки изделий 1 | |
| BE854158A (fr) | Perfectionnements aux installations pour le refroidissement du fil machine | |
| DE585745C (de) | Ofen zur gluehspanfreien Haertung | |
| JPS5838491B2 (ja) | 金属管の焼入装置 | |
| EP0995361B1 (de) | Verfahren und Vorrichtung zur Behandlung von Nahrungsmitteln sowie insbesondere von Schadstoff belastetem Gemüse, z.B. Dünger- und/oder Schädlingsbekämpfungsmittel | |
| DE456924C (de) | Offener Rieselkuehler | |
| LU84751A1 (fr) | Perfectionnement aux dispositifs de refroidissement pour fil machine | |
| SU818685A1 (ru) | Установка дл охлаждени и смазкидлиННыХ ОпРАВОК | |
| SU1206322A1 (ru) | Установка дл охлаждени проволоки | |
| JPS6012172A (ja) | 通過中の搬送物の浸液装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19890406 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: SIMON, PIERRE Inventor name: ECONOMOPOULOS, MARIOS |