EP0267534A1 - Verfahren und Vorrichtung zur galvanischen Abscheidung von Metallen auf ein Substrat - Google Patents
Verfahren und Vorrichtung zur galvanischen Abscheidung von Metallen auf ein Substrat Download PDFInfo
- Publication number
- EP0267534A1 EP0267534A1 EP87116246A EP87116246A EP0267534A1 EP 0267534 A1 EP0267534 A1 EP 0267534A1 EP 87116246 A EP87116246 A EP 87116246A EP 87116246 A EP87116246 A EP 87116246A EP 0267534 A1 EP0267534 A1 EP 0267534A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- substrate
- substrates
- oxygen
- pretreatment
- water
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 34
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 28
- 239000002184 metal Substances 0.000 title claims abstract description 28
- 239000000758 substrate Substances 0.000 title claims description 60
- 150000002739 metals Chemical group 0.000 title claims description 13
- 230000008021 deposition Effects 0.000 title description 3
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 22
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 21
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 claims abstract description 19
- 239000001301 oxygen Substances 0.000 claims abstract description 19
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 19
- 239000003792 electrolyte Substances 0.000 claims abstract description 15
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 14
- 239000011248 coating agent Substances 0.000 claims abstract description 10
- 238000000576 coating method Methods 0.000 claims abstract description 10
- 238000004140 cleaning Methods 0.000 claims abstract description 9
- 239000002245 particle Substances 0.000 claims abstract description 9
- 239000002904 solvent Substances 0.000 claims abstract description 9
- 229910052756 noble gas Inorganic materials 0.000 claims abstract description 7
- 238000005868 electrolysis reaction Methods 0.000 claims description 22
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 claims description 12
- 230000007717 exclusion Effects 0.000 claims description 9
- 229910052759 nickel Inorganic materials 0.000 claims description 6
- 238000004070 electrodeposition Methods 0.000 claims description 5
- 239000007789 gas Substances 0.000 claims description 5
- 229910052749 magnesium Inorganic materials 0.000 claims description 5
- 239000011777 magnesium Substances 0.000 claims description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 4
- 239000005486 organic electrolyte Substances 0.000 claims description 4
- 229910052719 titanium Inorganic materials 0.000 claims description 4
- 239000010936 titanium Substances 0.000 claims description 4
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims description 3
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 claims description 3
- 229910045601 alloy Inorganic materials 0.000 claims description 3
- 239000000956 alloy Substances 0.000 claims description 3
- 229910052710 silicon Inorganic materials 0.000 claims description 3
- 239000008096 xylene Substances 0.000 claims description 3
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 2
- 229910001515 alkali metal fluoride Inorganic materials 0.000 claims description 2
- 229910052802 copper Inorganic materials 0.000 claims description 2
- 238000005238 degreasing Methods 0.000 claims description 2
- 239000011261 inert gas Substances 0.000 claims description 2
- 229910052742 iron Inorganic materials 0.000 claims description 2
- 229910001092 metal group alloy Inorganic materials 0.000 claims description 2
- 229910052757 nitrogen Inorganic materials 0.000 claims description 2
- 229910052725 zinc Inorganic materials 0.000 claims description 2
- 239000012300 argon atmosphere Substances 0.000 claims 1
- 239000003849 aromatic solvent Substances 0.000 claims 1
- 238000005096 rolling process Methods 0.000 claims 1
- 238000009713 electroplating Methods 0.000 abstract description 7
- 239000000463 material Substances 0.000 abstract description 7
- 238000001035 drying Methods 0.000 abstract description 6
- 239000004411 aluminium Substances 0.000 abstract 1
- 238000005260 corrosion Methods 0.000 abstract 1
- 230000007797 corrosion Effects 0.000 abstract 1
- 239000000834 fixative Substances 0.000 abstract 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 9
- 238000011282 treatment Methods 0.000 description 8
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 6
- 239000010410 layer Substances 0.000 description 5
- 238000002203 pretreatment Methods 0.000 description 5
- 239000003960 organic solvent Substances 0.000 description 4
- 229910052786 argon Inorganic materials 0.000 description 3
- 125000002524 organometallic group Chemical group 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- 239000013590 bulk material Substances 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000000151 deposition Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- 229910000922 High-strength low-alloy steel Inorganic materials 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910000861 Mg alloy Inorganic materials 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 238000002048 anodisation reaction Methods 0.000 description 1
- 238000007743 anodising Methods 0.000 description 1
- 238000000889 atomisation Methods 0.000 description 1
- 239000002585 base Substances 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 229910052792 caesium Inorganic materials 0.000 description 1
- TVFDJXOCXUVLDH-UHFFFAOYSA-N caesium atom Chemical compound [Cs] TVFDJXOCXUVLDH-UHFFFAOYSA-N 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004532 chromating Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 150000004696 coordination complex Chemical class 0.000 description 1
- 230000009849 deactivation Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 150000008282 halocarbons Chemical class 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 150000002736 metal compounds Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 238000009666 routine test Methods 0.000 description 1
- 229910052701 rubidium Inorganic materials 0.000 description 1
- IGLNJRXAVVLDKE-UHFFFAOYSA-N rubidium atom Chemical compound [Rb] IGLNJRXAVVLDKE-UHFFFAOYSA-N 0.000 description 1
- 239000012266 salt solution Substances 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000002436 steel type Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000002351 wastewater Substances 0.000 description 1
- 238000004065 wastewater treatment Methods 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/42—Electroplating: Baths therefor from solutions of light metals
- C25D3/44—Aluminium
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/34—Pretreatment of metallic surfaces to be electroplated
Definitions
- the invention relates to a method for the electrodeposition of metal on a substrate using an organic electrolyte, with the exclusion of water and oxygen.
- the invention also relates to a device for the electrodeposition of metal on a substrate, with the exclusion of oxygen and water, comprising one or more electrolysis cells, means for introducing the substrates to be coated into the electrolysis cell with almost complete exclusion of oxygen and water, agents for removing coated substrates from the electrolytic cell with almost complete exclusion of oxygen and water and means for transporting substrates within the device.
- EP-A-0 084 816 describes electrolytes based on a complex of aluminum triethyl and another lower (C1-C8) aluminum alkyl on the one hand with a fluoride of potassium, rubidium or cesium on the other hand.
- the surface of the substrates to be coated should be extremely clean, especially when using organometallic electrolytes in organic solvent systems.
- there must be no oxide layers on the surface because these can lead to problems with regard to the adhesion of the electrodeposited metal to the substrate.
- this pretreatment has been carried out using a number of aqueous pretreatment baths, including in certain cases the electrolytic or chemical application of a nickel Intermediate layer. With certain metals it can happen that the surface between the last pretreatment bath and the galvanometal coating is still oxidized. This can be avoided by the low rate of oxidation of a thin layer of nickel. However, the consequence of such pretreatments is that the substrate comes into contact with aqueous baths.
- the method according to the invention is thus characterized in that the substrate is bombarded with Particles pretreated under reduced pressure and the substrate treated in this way, without this coming into contact with oxygen or water, galvanically coated with metal.
- a first, important advantage is that the method according to the invention has made the electroplating method even more environmentally friendly.
- the use of organic electrolytes in organic solvents was already an environmentally friendly system because you work in closed units, but by eliminating the pretreatment, you no longer have any wastewater, and no more exhaust gases are produced. This means that you no longer need a wastewater treatment plant.
- a second advantage is that there is only one universal pretreatment for almost all metallic base materials, whereby only the type and the amount of those to be removed Contamination must take into account. In view of the control technology already required and the complexity of the equipment, this is a major step forward.
- a third advantage is that by eliminating the aqueous pretreatment, it is no longer necessary to subject the product to a separate drying step. This means an important saving in terms of investment costs as well as in terms of production costs.
- the invention also gives the possibility of processing certain materials which, until now, could not be electroplated in aqueous electrolytes, or which could not be coated using organic electrolytes if aqueous pretreatments were applied .
- the present invention now makes it possible to galvanically coat this type of metal.
- the method is according to the present invention is known for pretreatment, but not in combination with the galvanic coating with metals.
- This method has hitherto been used before the atomization of metals or metal compounds on objects and is known as "sputter cleaning".
- noble gas is admitted to a suitable pressure, after which the substrate is placed at a negative potential and the surface is cleaned by intensive bombardment with noble gas particles during a glow discharge.
- argon is generally used because it appears to be the most suitable and, moreover, is not readily available.
- the pretreatment can take place depend to a large extent on the type of substrate to be treated, such as the type of metal, the surface thereof and the degree of contamination.
- the substrate may have undergone additional pretreatment prior to "sputter cleaning", e.g. B. solvent degreasing or mechanical removal of any existing skin.
- a medium or high vacuum is first applied, with about 10 mbar being considered the lower limit, using conventional vacuum pump systems such as two-stage gas ballast pumps, root pumps, diffusion pumps or molecular pumps.
- the pressure in the pretreatment room will generally be between 1 and 10 ⁇ 6 mbar, it being advantageous to first achieve the lowest possible pressure and then to bring the room to working pressure by admitting argon.
- a suitable pressure can be between 10 ⁇ 4 and 1 mbar.
- the potential difference that is applied to achieve the bombardment with noble gas particles is essentially determined by the desired degree of bombardment.
- the usual values are known to the person skilled in the art and can be determined on a case-by-case basis using simple routine tests.
- the temperature at which the pretreatment takes place is essentially determined by the self-heating of the product as a result of the bombardment with the particles. This temperature sets itself up and can rise relatively high. In general, efforts will be made to keep the temperature fairly low, especially if the substrates are temperature sensitive.
- the residence time in the pretreatment units is of course dependent on the type and extent of the impurities and will generally be between 0.5 and 30 minutes. This also applies to the fact that the most suitable area can easily be determined on the basis of routine experiments.
- the substrates After the substrates have been cleaned by means of one or more such plasma pretreatments, they are immediately brought from the pretreatment room into the electrolysis room, which is preferably under a slight nitrogen pressure. Because "sputter cleaning" takes place at particularly low pressures, it is advantageous to bring the pretreatment room to the same pressure as the electrolysis room with the gas present in the electrolysis room.
- Conventional devices for the electroplating of substrates with organometallic electrolytes are provided with internal remotely operable conveying elements, which can ensure the transport of the materials within the unit.
- the material can optionally be rinsed in pure solvent, after which it is brought into the electrolysis bath, which preferably consists of an organic solvent in which a metal complex is dissolved as the electrolyte.
- Suitable metals for use in the present invention are aluminum, aluminum alloys, magnesium, magnesium alloys, titanium and titanium alloys, aluminum and aluminum alloys being particularly preferred.
- aluminum alkyl complexes in particular complexes based on aluminum triethyl with alkali metal fluoride, are preferably used for the electrolytic coating with aluminum.
- toluene or xylene is used as the solvent, with toluene being preferred in view of its boiling point.
- Objects based on metal or metal alloys and silicon are generally used as the substrate.
- substrates consisting of Fe, Cu, Ni, Zn, Al, Ti, Mg, Si or alloys thereof are used.
- the shape of the electrolytic cell depends to a large extent on the type of substrate, e.g. B. bulk material, tape, wire or objects hung on racks, and according to the present invention, in principle, all possible types of electrolytic cells can be used.
- a large number of suitable electrolysis cells have been described in the patent literature, reference being made, inter alia, to the following: US Pat. No. 4,066,515, US Pat. No. 4,176,034, EP-A-0 060 880, the EP -A-0 042 503, EP-A-0 043 440, EP-A-0 042 504, EP-A-0 075 099 and US-A-4 460 447.
- this list is in no way meant to be limiting , because in principle any design of the electrolytic cell can be used if it meets the requirements in terms of electrical contact and lockability.
- the substrate After the substrate has been coated with the metal to a sufficient extent, it is removed from the electrolysis bath with the aid of the aforementioned conveying device, optionally sprayed with solvent, and passed out of the device via a discharge lock, which lock serves to break in oxygen or to prevent water in the device.
- the coated substrates can then be post-treated, e.g. B. Chromation, phosphating or anodization.
- the invention also relates to a device for carrying out this method, and according to a preferred embodiment, this device comprises one or more first spaces which can be brought under reduced pressure, which are provided with means for applying a negative potential on the substrate, means for the admission of one or more gases into the rooms, and one or more second rooms, with means arranged therein for the galvanic coating of substrates.
- These first rooms in which "sputter cleaning" can take place, can advantageously be combined with the feed lock of the device. Since you are forced to create a high or medium vacuum, the danger of an oxygen and / or water supply through this lock is zero.
- the substrate to be coated e.g. B. tape, wire, bulk material (bolts, nuts, etc.) or objects hung on racks are first subjected to a possible pretreatment in an anteroom 1.
- This pretreatment can result from the mechanical removal of surface contaminants (e.g. a Roll skin) consist of or treatment with a solvent to degrease the surface.
- the substrate is brought into the actual device 2, which in principle is to be regarded as a composition of three different parts which are assembled in one device. These parts are a first space for the pretreatment 2a, a second space for the actual electrolytic treatment 2b, and a discharge lock for removing the substrate from the device 2c.
- the substrate is introduced into the pretreatment room 2a (it may also be possible to carry out the pretreatment in two or more stages, depending on the extent of the pretreatment), which room is brought to a high vacuum by means not shown. After the desired working pressure is reached, e.g. B. after adding argon, apply the required potential. For this purpose there are of course means in the pretreatment room which ensure electrical contact with the substrate.
- the vacuum in the room is released, e.g. B. by admitting N2, as it also fills the actual electrolysis room 2b. Of course, this only takes place after the potential difference has been eliminated.
- the substrate is then brought from the pretreatment room 2a into the electrolysis room or the electrolysis cell 2b via an internal remotely operable conveyor system.
- the actual galvanic coating is carried out in the electrolysis room 2b, in a manner which does not need to be explained in detail because it is described in detail in the description on the basis of the publications cited has been documented.
- the substrate is preferably rinsed with solvent in order to avoid loss of electrolyte. Thereafter, it is guided into space 2c with the aforementioned transport system, which essentially serves as a lock to prevent water or oxygen from getting into the system and leading to loss of electrolyte.
- the substrate is then removed from the lock 2c and the product is now coated with the metal and in principle finished.
- one or more post-treatments can be carried out. With an aluminum coating, this can e.g. B. anodizing, chromating or phosphating. This post-treatment then takes place in another room 3.
- the type and design of such an aftertreatment is known to the person skilled in the art. Specific after-treatments are described in US-A-4,439,287 and 4,455,201.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroplating Methods And Accessories (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
- Physical Vapour Deposition (AREA)
- Electroplating And Plating Baths Therefor (AREA)
Abstract
Die Oberfläche von Gegenständen, die einer galvanischen Beschichtung mit Metall unterzogen werden soll, muß vor dem Einbringen in das Galvanisierbad gereinigt werden. Je nach Art und Material der Gegenstände müssen hierfür verschiedene Reinigungsverfahren eingesetzt werden, wodurch der apparative Aufwand steigt. Besondere Probleme ergeben sich, wenn wie beim Beschichten mit Aluminium Elektrolyte verwendet werden, die nicht mit Wasser oder Sauerstoff in Berührung kommen dürfen. Als gleichmäßig für alle Arten von Gegenst änden und auch für empfindliche Elektrolyten geeignet, hat sich ein Verfahren erwiesen, das unter der Bezeichnung "sputter cleaning" bekannt ist und bei dem die Oberfläche durch ein Beschießen mit Edelgasteilchen unter vermindertem Druck gereinigt wird. Da im Anschluß hieran kein Trocknungsvorgang mehr erforderlich ist, können die zu beschichtenden Gegenstände unmittelbar danach in das Galvanisierbad eingebracht werden; ein Zwischenvernickeln, z. B. zum Korrosionsschutz ist nicht mehr erforderlich. Durch den Verzicht auf Lösungs- und Beizmittel wird das Galvanisierverfahren umweltfreundlicher.
Description
- Die Erfindung bezieht sich auf ein Verfahren zur galvanischen Abscheidung von Metall auf einem Substrat unter Anwendung eines organischen Elektrolyten, unter Ausschluß von Wasser und Sauerstoff. Die Erfindung bezieht sich auch auf eine Vorrichtung zur galvanischen Abscheidung von Metall auf einem Substrat, unter Ausschluß von Sauerstoff und Wasser, umfassend eine oder mehrere Elektrolysezellen, Mittel zum Einbringen der zu überziehenden Substrate in die Elektrolysezelle unter nahezu völligem Ausschluß von Sauerstoff und Wasser, Mittel zum Abführen beschichteter Substrate aus der Elektrolysezelle unter nahezu völligem Ausschluß von Sauerstoff und Wasser und Mittel zum Transportieren von Substraten innerhalb der Vorrichtung.
- Bei der galvanischen Abscheidung von Metallen auf im allgemeinen metallischen Substraten gibt es Verfahren, die auf Organometallelektrolyten basieren. Dabei arbeitet man mit nichtwäßrigen Systemen, z. B. organischen Lösungsmitteln, was einerseits vorteilhaft ist falls die Substrate gegen Elektrolyse in wäßrigen Salzlösungen oder Einwirkung von Säuren empfindlich sind, und andererseits notwendig sein kann um das Abscheiden von bestimmten Metallen, wie Aluminium und Magnesium zu ermöglichen, weil diese Metalle nicht oder kaum galvanisch aus wäßrigen Systemen abgeschieden werden können.
- Das galvanische Abscheiden von Aluminium ist schon vor langer Zeit auf Basis von Komplexen von Aluminiumtriäthyl und NaF in Xylol oder Toluol entwickelt worden. (Ullmanns Encyklopädie der technischen Chemie, 4. Auflage, Band 12, Seite 169) Die EP-A-0 084 816 beschreibt Elektrolyten auf Basis eines Komplexes von Aluminiumtriäthyl und einem anderen niedrigen (C₁-C₈) Aluminiumalkyl einerseits mit einem Fluorid von Kalium, Rubidium oder Cäsium andererseits.
- Auf Grund der Reaktivität der angewendeten Aluminiumalkyle ist es wesentlich, daß in dieser Art von Systemen unter Ausschluß von Sauerstoff und Wasser gearbeitet wird. Dazu sind in der Praxis sehr weitgehende Maßnahmen zu treffen, weil jede Spur dieser Produkte zur Desaktivierung eines Teiles des Elektrolyten führen kann, was die Lebensdauer desselben sehr nachteilig beeinflußt. Es wäre ideal, wenn überhaupt kein Wasser oder Sauerstoff in das System gelangen würde, weil in einer solchen Situation die Lebensdauer des Elektrolyten, theoretisch betrachtet, unendlich wäre.
- Man hat daher schon von Anfang an in geschlossenen Anlagen bei einem gewissen Inertgasüberdruck gearbeitet, wodurch schon der größte Teil des Wasser- und Sauerstoffeinflusses eliminiert wurde. Als Ergänzung dazu hat man mehrere Schleusensysteme entwickelt, die einerseits dazu dienen, die Elektrolysezelle von der Außenluft abzuschließen, und andererseits dafür sorgen, daß mit dem Einbringen bzw. Abführen der Substrate möglichst wenig Wasser und Sauerstoff in das System gelangt. Siehe in dieser Hinsicht u. a. die US-A-4 053 383.
- Bei der galvanischen Beschichtung mit Metallen soll die Oberfläche der zu überziehenden Substrate äußerst rein sein, insbesondere bei Anwendung von Organometallelektrolyten in organischen Lösungsmittelsystemen. Es dürfen namentlich keine Oxydschichten auf der Oberfläche vorhanden sein, weil diese zu Problemen in bezug auf die Haftung des galvanisch niedergeschlagenen Metalls auf das Substrat führen können. Bis heute wird diese Vorbehandlung mit Hilfe einer Anzahl wäßriger Vorbehandlungsbäder durchgeführt, darunter in bestimmten Fällen das elektrolytische oder chemische Auftragen einer Nickel- Zwischenschicht. Bei bestimmten Metallen kann es nämlich vorkommen, daß die Oberfläche zwischen dem letzten Vorbehandlungsbad und der Galvanometallbeschichtung doch noch oxydiert. Durch die geringe Oxydationsgeschwindigkeit einer dünnen Nickelschicht kann man dies vermeiden. Die Konsequenz solcher Vorbehandlung en ist jedoch, daß das Substrat mit wäßrigen Bädern in Berührung kommt. Selbstverständlich ist es nicht möglich, das Substrat in nassem Zustand in die Elektrolysezelle einzubringen, weil das anhaftende Wasser sehr nachteilig für den Elektrolyten ist. Man muß daher nach der wäßrigen Vorbehandlung eine gesonderte, und sehr weitgehende Trocknung durchführen, welche Trocknung jedoch unter solchen Bedingungen erfolgen soll, daß keine Oxydation der Oberfläche auftritt. Eine geeignete Trocknungsmethode ist das bekannte Dupont-Verfahren (auf Basis von Freon).
- Weil jedoch die Art der Vorbehandlung in starkem Maße von der Art des Substrats abhängig ist, tritt bei einer Anlage größeren Umfangs, die zur Behandlung verschiedener Substrate bestimmt ist, der Nachteil auf, daß eine große Anzahl Vorbehandlungsbäder erforderlich ist. In einer Anlage größeren Umfangs kann diese Anzahl schon bald mehr als 10 betragen. Obwohl dies an sich noch kein Problem zu sein braucht, wird es selbstverständlich nützlich sein, wenn man völlig auf die wäßrige Vorbehandlung verzichten kann.
- Überraschenderweise hat es sich gezeigt, daß es möglich und genügend ist, wenn man die Substrate vor der eigentlichen Elektrolyse unter Anwendung einer Technik reinigt, die als "sputter cleaning" bekannt ist. Diese Technik beruht auf dem Bombardieren der Oberfläche des Substrats mit Edelgasteilchen, wodurch die Oberfläche von Verunreinigungen, namentlich Oxyden, befreit wird.
- Das Verfahren gemäß der Erfindung wird somit dadurch gekennzeichnet, daß man das Substrat durch Beschießen mit Teilchen unter vermindertem Druck vorbehandelt und das so behandelte Substrat, ohne daß dieses mit Sauerstoff oder Wasser in Berührung kommt, galvanisch mit Metall überzieht.
- Die Vorrichtung gemäß der Erfindung wird dadurch gekennzeichnet, daß sie Mittel enthält zum Vorbehandeln von Substraten durch Beschießen mit Teilchen unter vermindertem Druck.
- Überraschenderweise hat es sich gezeigt, daß durch Anwendung einer oder mehrerer solcher Vorbehandlungen man eine ausreichend reine Substratoberfläche erhält, die ohne weitere Behandlung, aber auch ohne Gefahr einer Berührung mit Sauerstoff oder Wasser mit dem Metall in der Elektrolysebehandlung beschichtet werden kann.
- Mit dem Verfahren gemäß der Erfindung kann man also auf die Anwendung von wäßrigen Vorbehandlungsbädern verzichten, während es auch nicht mehr notwendig ist, eine Nickel-Haftschicht anzubringen, um Oxydation zu vermeiden. Das Verfahren und die Vorrichtung gemäß der Erfindung haben eine große Anzahl Vorteile.
- Ein erster, wichtiger Vorteil ist, daß mit dem Verfahren gemäß der Erfindung die Galvanisiermethode noch erheblich umweltfreundlicher geworden ist. An sich war die Anwendung von organischen Elektrolyten in organischen Lösungsmitteln schon ein umweltfreundliches System, weil man in geschlossenen Einheiten arbeitet, aber durch das Wegfallen der Vorbehandlung hat man überhaupt kein Abwasser mehr, während auch keine Abgase mehr produziert werden. Dadurch braucht man jetzt auch keine Abwasserreinigungsanlage mehr.
- Ein zweiter Vorteil ist, daß man nur eine einzige universelle Vorbehandlung für nahezu alle metallischen Basismaterialien hat, wobei man nur die Art und die Menge der zu entfernenden Verunreinigungen berücksichtigen muß. Angesichts der bereits jetzt erforderlichen Regeltechnik und der Kompliziertheit der Apparatur ist dies ein großer Fortschritt.
- Ein dritter Vorteil ist, daß durch das Wegfallen der wäßrigen Vorbehandlung es auch nicht mehr notwendig ist, das Produkt einem gesonderten Trockenschritt zu unterwerfen. Dies bedeutet eine wichtige Einsparung in bezug auf Investitionskosten ebenso wie in bezug auf Produktionskosten.
- Das Wegfallen des Trockenschritts, der oft mit halogenierten Kohlenwasserstoffen durchgeführt wurde, macht das Verfahren gemäß der Erfindung deutlich umweltfreundlicher.
- In Ergänzung der oben geschilderten Vorteile gibt di e Erfindung auch noch die Möglichkeit, bestimmte Materialien, die bis heute nicht in wäßrigen Elektrolyten galvanisch beschichtet werden konnten, oder aber nicht unter Anwendung von organischen Elektrolyten überzogen werden konnten, wenn wäßrige Vorbehandlungen angewendet wurden, zu verarbeiten. Dies betrifft u. a. sehr hochfeste Stahlarten, z. B. für die Raumfahrt, Luftfahrt oder Energieversorgungsanlagen, die im Zusammenhang mit dem möglichen Auftreten von Wasserstoffsprödigkeit bestimmt nicht mit Wasser in Berührung kommen dürften. Es war daher bis heute nicht möglich, auf diesen Materialien galvanisch Metalle abzuscheiden. Durch die vorliegende Erfindung ist es jetzt möglich, auch diese Art von Metallen galvanisch zu beschichten. Bei bestimmten Anwendungen, denen man z. B. Stahl oder Aluminium mit einer galvanisch niedergeschlagenen Metallschicht überziehen möchte, ist es unerwünscht, daß eine Nickelzwischenschicht vorhanden ist. Gemäß der vorliegenden Erfindung ist dies jedoch auch nicht mehr notwendig, sodaß die vorliegende Erfindung auch den Weg für diese Art von Anwendungen erschließt.
- An sich ist die Methode, die gemäß der vorliegenden Erfindung zum Vorbehandeln angewendet wird bekannt, jedoch nicht in Kombination mit der galvanischen Beschichtung mit Metallen. Dieses Verfahren wird nämlich bisher angewendet vor der Zerstäubung von Metallen oder Metallverbindungen auf Gegenständen und ist als "sputter cleaning" bekannt.
- Dabei wird nach Evakuieren der Behandlungskammer Edelgas bis zu einem geeigneten Druck eingelassen, wonach das Substrat an ein negatives Potential gelegt wird und die Oberfläche während einer Glimmentladung durch intensives Beschießen mit Edelgasteilchen gereinigt.
- Bei dem Verfahren gemäß der Erfindung verwendet man im allgemeinen Argon, weil dieses als das geeignetste erscheint, und außerdem nicht allzuschwer erhältlich ist.
- Die Bedingungen, unter denen die Vorbehandlung erfolgen kann, hängen in starkem Maße von der Art des zu behandelnden Substrats ab, wie von dem Metalltyp, der Oberfläche desselben und dem Maß der Verunreinigung. In diesem Zusammenhang wird angemerkt, daß vor der "sputter cleaning" das Substrat eine ergänzende Vorbehandlung erfahren haben kann, z. B. eine Lösungsmittelentfettung oder eine mechanische Entfernung einer ggf. vorhandenen Walzhaut.
- Wenn das Material in den Vorbehandlungsraum gebracht wird, legt man zunächst ein Mittel- oder Hochvakuum an, wobei etwa 10⁻⁶ mbar als Untergrenze betrachtet wird, mit Hilfe herkömmlicher Vakuumpumpsysteme, wie Zweistufengasballastpumpe, Rootspumpe, Diffusionspumpe oder Molekularpumpe.
- Der Druck in dem Vorbehandlungsraum wird im allgemeinen zwischen 1 und 10⁻⁶ mbar liegen, wobei man vorteilhaft zunächst einen möglichst niedrigen Druck erreicht und sodann den Raum dadurch auf Arbeitsdruck bringen kann, daß man Argon einläßt. Ein geeigneter Druck kann zwischen 10⁻⁴ und 1 mbar liegen.
- Die Potentialdifferenz, die man anlegt, um zu der Beschießung mit Edelgasteilchen zu gelangen, wird im wesentlichen durch das gewünschte Maß der Beschießung bestimmt. Die üblichen Werte sind dem Fachmann bekannt und können von Fall zu Fall anhand einfacher Routineversuche bestimmt werden.
- Die Temperatur, bei der die Vorbehandlung stattfindet, wird im wesentlichen durch die Selbsterwärmung des Produktes infolge der Beschießung mit den Teilchen bestimmt. Diese Temperatur stellt sich von selbst ein und kann verhältnismäßig hoch ansteigen. Man wird im allgemeinen danach streben, die Temperatur ziemlich niedrig zu halten, zumal wenn es sich um temperaturempfindliche Substrate handelt.
- Die Verweilzeit in den Vorbehandlungseinheiten ist selbstverständlich von der Art und dem Umfang der Verunreinigungen abhängig, und wird im allgemeinen zwischen 0,5 und 30 Minuten liegen. Auch hierfür gilt, daß der geeignetste Bereich einfach anhand von Routineversuchen bestimmt werden kann.
- Nachdem die Substra te mittels einer oder mehrerer solcher Plasmavorbehandlungen gereinigt worden sind, werden diese sofort aus dem Vorbehandlungsraum in den Elektrolyseraum gebracht, der vorzugsweise unter einem leichten Stickstoffüberdruck steht. Weil "sputter cleaning" bei besonders niedrigen Drücken stattfindet, ist es vorteilhaft, mit dem in dem Elektrolyseraum vorhandenen Gas den Vorbehandlungsraum zunächst auf denselben Druck zu bringen wie den Elektrolyseraum. Übliche Vorrichtungen zum Galvanisieren von Substraten mit Organometallelektrolyten sind mit inneren fernbetätigbaren Förderorganen versehen, die für das Transportieren der Materialien innerhalb der Einheit sorgen können.
- Nachdem das Substrat aus dem Vorbehandlungsraum entfernt ist, kann das Material ggf. in reinem Lösungsmittel gespült werden, wonach es in das Elektrolysebad gebracht wird, das vorzugsweise aus einem organischen Lösungsmittel besteht, in dem ein Metallkomplex als Elektrolyt gelöst ist.
- Geeignete Metalle zur Anwendung bei der vorliegenden Erfindung sind Aluminium, Aluminiumlegierungen, Magnesium, Magnesiumlegierungen, Titan und Titanlegierungen, wobei namentlich Aluminium und Aluminiumlegierungen bevorzugt werden.
- Wie in der Einleitung schon angegeben ist, verwendet man für die elektrolytische Beschichtung mit Aluminium vorzugsweise Aluminiumalkylkomplexe, namentlich Komplexe auf Basis von Aluminiumtriäthyl mit Alkalimetallfluorid. Als Lösungsmittel wird namentlich Toluol oder Xylol angewendet, wobei Toluol angesichts seines Siedepunktes bevorzugt wird.
- Als Substrat verwendet man im allgemeinen Gegenstände auf Basis von Metall oder Metallegierungen, sowie Silizium. Insbesondere verwendet man Substrate, bestehend aus Fe, Cu, Ni, Zn, Al, Ti, Mg, Si oder Legierungen derselben.
- Die Formgebung der Elektrolysezelle hängt in starkem Maße von der Art des Substrats ab, z. B. Schüttgut, Band, Draht oder an Gestelle gehängte Gegenstände, und gemäß der vorliegenden Erfindung können im Prinzip alle möglichen Arten von Elektrolysezellen angewendet werden. Eine große Anzahl geeigneter Elektrolysezellen ist in der Patentliteratur beschrieben worden, wobei u. a. auf die nachstehenden verwiesen werden kann: die US-A-4 066 515, die US-A-4 176 034, die EP-A-0 060 880, die EP-A-0 042 503, die EP-A-0 043 440, die EP-A-0 042 504, die EP-A-0 075 099 und die US-A-4 460 447. Diese Auflistung ist jedoch keineswegs beschränkend gemeint, weil im Prinzip jede Konstruktion der Elektrolysezelle angewendet werden kann, wenn diese den Forderungen in bezug auf den elektrischen Kontakt und die Abschließbarkeit entspricht.
- Nachdem das Substrat in genügendem Maße mit dem Metall beschichtet worden ist, wird es mit Hilfe der zuvor genannten Fördervorrichtung aus dem Elektrolysebad genommen, ggf. mit Lösungsmittel besprüht, und über eine Austragschleuse aus der Vorrichtung geführt, welche Schleuse dazu dient, den Einbruch von Sauerstoff oder Wasser in die Vorrichtung zu verhindern.
- Nötigenfalls können die beschichteten Substrate dann einer Nachbehandlung, z. B. Chromatierung, Phosphatierung oder Anodisierung unterzogen werden.
- Die Erfindung bezieht sich auch auf eine Vorrichtung zur Durchführung dieses Verfahrens, und gemäß einer Vorzugsausführungsform umfaßt diese Vorrichtung einen oder mehrere erste Räume, die unter vermindertem Druck gebracht werden können, die versehen sind mit Mitteln zum Anlegen eines negativen Potentials auf dem Substrat, Mittel für das Einlassen eines oder mehrerer Gase in die Räume, und einen oder mehrere zweite Räume, mit darin angeordneten Mitteln für die galvanische Beschichtung von Substraten. Vorteilhaft können diese ersten Räume, in denen "sputter cleaning" stattfinden kann, mit der Zuführschleuse der Vorrichtung kombiniert werden. Da man ja gezwungen ist, ein Hoch- oder Mittelvakuum anzulegen, ist die Gefahr einer Sauerstoff- und/oder Wasserzufuhr über diese Schleuse gleich null.
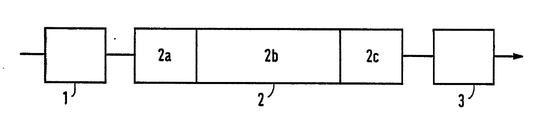
- Die Erfindung wird jetzt anhand der Zeic hnung erläutert, in welcher in der Figur ein Blockschema des Verfahrens gemäß der Erfindung gegeben wird.
- In dem in die Figur aufgenommenen Blockschema wird das zu beschichtende Substrat, z. B. Band, Draht, Schüttgut (Bolzen, Muttern, u. dgl.) oder an Gestelle gehängte Gegenstände zunächst in einem Vorraum 1 einer eventuellen Vorbehandlung unterzogen. Diese Vorbehandlung kann aus der mechanischen Entfernung von Oberflächenverunreinigungen (z. B. einer Walzhaut) bestehen oder aus einer Behandlung mit einem Lösungsmittel zum Entfetten der Oberfläche.
- Nach dieser, ggf. angewendeten Vorbehandlung wird das Substrat in die eigentliche Vorrichtung 2 gebracht, welche im Prinzip als eine Zusammensetzung von drei verschiedenen Teilen, die in einer Einrichtung zusammengefügt sind, zu betrachten ist. Diese Teile sind ein erster Raum für die Vorbehandlung 2a, ein zweiter Raum für die eigentliche elektrolytische Behandlung 2b, und eine Austragschleuse für das Entfernen des Substrats aus der Vorrichtung 2c.
- Das Substrat wird in den Vorbehandlungsraum 2a eingebracht (ggf. ist es auch möglich, die Vorbehandlung in zwei oder mehr Stufen durchzuführen, abhängig von dem Maß der Vorbehandlung), welcher Raum mittels nicht eingezeichneter Mittel auf Hochvakuum gebracht wird. Nachdem der gewünschte Arbeitsdruck erreicht ist, z. B. nach Zugeben von Argon, legt man das erforderliche Potential an. Dazu sind selbstverständlich in dem Vorbehandlungsraum Mittel vorhanden, die für den elektrischen Kontakt mit dem Substrat sorgen.
- Nach Ablauf der Vorbehandlung, die zwischen 0,5 und 30 Minuten dauern kann, wird das Vakuum in dem Raum aufgehoben, z. B. durch das Einlassen von N₂, wie er auch den eigentlichen Elektrolyseraum 2b füllt. Dies erfolgt selbstverständlich erst, nachdem die Potentialdifferenz aufgehoben worden ist.
- Sodann wird das Substrat über ein inneres fernbetätigbares Fördersystem aus dem Vorbehandlungsraum 2a in den Elektrolyseraum oder die Elektrolysezelle 2b gebracht.
- Im Elektrolyseraum 2b wird die eigentliche galvanische Beschichtung durchgeführt, und zwar in einer Weise, die nicht näher erläutert zu werden braucht, weil sie in der Beschreibung anhand der zitierten Veröffentlichungen ausführlich dokumentiert worden ist.
- Nach Beendigung der Elektrolyse wird das Substrat vorzugsweise mit Lösungsmittel gespült um Elektrolytverlust zu vermeiden. Danach wird es mit dem zuvor genannten Transportsystem in den Raum 2c geführt, der im wesentlichen als Schleuse dient, um zu vermeiden, daß Wasser oder Sauerstoff in das System gelangen und zu Elektrolytverlust führen. Das Substrat wird sodann aus der Schleuse 2c entfernt, und das Produkt ist jetzt mit dem Metall überzogen und im Prinzip fertig. Erwünschtenfalls kann man noch eine oder mehrere Nachbehandlungen durchführen. Bei einer Aluminiumbeschichtung kann dies z. B. Anodisieren, Chromatieren oder Phosphatieren sein. Diese Nachbehandlung findet dann in einem weiteren Raum 3 statt. Die Art und die Ausführung einer derartigen Nachbehandlung ist dem Fachmann bekannt. Spezifische Nachbehandlungen sind in den US-A-4 439 287 und 4 455 201 beschrieben.
Claims (17)
1. Verfahren zur galvanischen Abscheidung von Metall auf ein Substrat unter Anwendung eines organischen Elektrolyten, unter Ausschluß von Wasser und Sauerstoff, dadurch gekennzeichnet, daß man das Substrat durch Beschießen mit Edelgasteilchen unter vermindertem Druck vorbehandelt und das so behandelte Substrat, ohne daß dieses mit Sauerstoff oder Wasser in Berührung kommt, galvanisch mit Metall überzieht.
2. Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß man das Substrat mit Hilfe einer Glimmentladung in Argonatmosphäre vorbehandelt.
3. Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß man die Vorbehandlung bei einem Druck zwischen 10⁻⁵ und 10⁻¹ mbar durchführt .
4. Verfahren nach den Ansprüchen 1 bis 3, dadurch gekennzeichnet, daß man ein Substrat anwendet, das aus der aus Metallen und Metallegierungen bestehenden Gruppe gewählt ist.
5. Verfahren nach den Ansprüchen 1 bis 4, dadurch gekennzeichnet, daß das Substrat aus Fe, Cu, Ni, Zn, Al, Ti, Mg, Si oder Legierungen derselben besteht.
6. Verfahren nach den Ansprüchen 1 bis 5, dadurch gekennzeichnet, daß man das Substrat galvanisch beschichtet mit Aluminium, Magnesium, Titan oder Legierungen dieser Metalle mit anderen Metallen.
7. Verfahren nach Anspruch 6, dadurch gekennzeichnet, daß man das Substrat galvanisch mit Aluminium beschichtet.
8. Verfahren nach den Ansprüchen 1 bis 7, dadurch gekennzeichnet, daß man die galvanische Beschichtung in einem Elektrolysebad auf Basis eines aromatischen Lösungsmittelsystems durchführt, mit einem darin gelösten Aluminiumalkylkomplex als Elektrolyten.
9. Verfahren nach Anspruch 8, dadurch gekennzeichnet, daß man Xylol oder Toluol als Lösungsmittel anwendet.
10. Verfahren nach den Ansprüchen 1 bis 9, dadurch gekennzeichnet, daß man einen auf Alkalimetallfluorid und einem oder mehreren Aluminiumalkylen basierten Komplex als Elektrolyten verwendet.
11. Verfahren nach Anspruch 10, dadurch gekennzeichnet, daß man Aluminiumtriäthyl und mindestens ein anderes Aluminiumalkyl anwendet.
12. Verfahren nach den Ansprüchen 1 bis 11, dadurch gekennzeichnet, daß man die galvanische Beschichtung in Gegenwart eines Inertgases, wie Stickstoff, durchführt.
13. Verfahren nach den Ansprüchen 1 bis 12, dadurch gekennzeichnet, daß man das Substrat vor der Vorbehandlung einer Reinigung unterzieht.
14. Verfahren nach Anspruch 13, dadurch gekennzeichnet, daß die Reinigung Lösungsmittel-Entfettung und/oder mechanische Entfernung einer Walzhaut umfaßt.
15. Vorrichtung zur galvanischen Abscheidung eines Metalls auf ein Substrat, umfassend eine oder mehrere Elektrolysezellen (2b), Mittel zum Einbringen der zu überziehenden Substrate in die Elektrolysezelle unter nahezu völligem Ausschluß von Sauerstoff und Wasser, Mittel (2c) zum Abführen beschichteter Substrate aus der Elektrolysezelle unter nahezu völligem Ausschluß von Sauerstoff und Wasser und Mittel zum Transportieren von Substraten in der Vorrichtung, dadurch gekennzeichnet, daß die Vorrichtung Mittel (2a) enthält zum Vorbehandeln von Substraten durch Beschießen mit Edelgasteilchen unter vermindertem Druck.
16. Vorrichtung nach den Ansprüchen 1 bis 15, umfassend einen oder mehrere erste Räume (2a), die unter vermindertem Druck gebracht werden können, und die versehen sind mit Mitteln zum Anlegen eines negativen Potentials auf den Substraten, Mittel für das Einlassen eines oder mehrerer Gase in diese Räume, und einen oder mehrere zweite Räume (2b), mit darin angeordneten Mitteln für die galvanische Beschichtung von Substraten.
17. Vorrichtung nach Anspruch 16, dadurch gekennzeichnet, daß der eine oder mehrere erste Räume (2a) gleichzeitig als Mittel dienen zum Einbringen von Substraten in die Elektrolysezelle (2b) unter nahezu völligem Ausschluß von Sauerstoff und Wasser.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NL8602856 | 1986-11-11 | ||
| NL8602856A NL8602856A (nl) | 1986-11-11 | 1986-11-11 | Werkwijze en inrichting voor het galvanisch afscheiden van metalen op een substraat. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0267534A1 true EP0267534A1 (de) | 1988-05-18 |
Family
ID=19848818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87116246A Withdrawn EP0267534A1 (de) | 1986-11-11 | 1987-11-04 | Verfahren und Vorrichtung zur galvanischen Abscheidung von Metallen auf ein Substrat |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0267534A1 (de) |
| JP (1) | JPS63137194A (de) |
| NL (1) | NL8602856A (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0329270A1 (de) * | 1988-02-18 | 1989-08-23 | General Motors Corporation | Verfahren zur Bildung eines oberflächenbeschichteten Materials aus Molybdän enthaltendem Phosphat |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2906783A1 (de) * | 1979-02-22 | 1980-10-16 | Degussa | Verfahren zur vorbehandlung von leichtmetallen vor dem galvanisieren |
| EP0054743B1 (de) * | 1980-12-19 | 1985-01-23 | Ludwig Fahrmbacher-Lutz | Verfahren zur chemischen Entfernung von Oxidschichten von Gegenständen aus Titan oder Titanlegierungen |
| EP0084816B1 (de) * | 1982-01-25 | 1986-06-04 | Siemens Aktiengesellschaft | Elektrolyt zur galvanischen Abscheidung von Aluminium |
| EP0186963A2 (de) * | 1984-12-20 | 1986-07-09 | General Motors Corporation | Vorbehandlung zum Elektroplattieren von Mineralfüllstoff enthaltendem Nylon |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55138094A (en) * | 1979-04-16 | 1980-10-28 | Nec Corp | Forming method for film on substrate coated with metallic film |
-
1986
- 1986-11-11 NL NL8602856A patent/NL8602856A/nl not_active Application Discontinuation
-
1987
- 1987-11-04 EP EP87116246A patent/EP0267534A1/de not_active Withdrawn
- 1987-11-11 JP JP28640687A patent/JPS63137194A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2906783A1 (de) * | 1979-02-22 | 1980-10-16 | Degussa | Verfahren zur vorbehandlung von leichtmetallen vor dem galvanisieren |
| EP0054743B1 (de) * | 1980-12-19 | 1985-01-23 | Ludwig Fahrmbacher-Lutz | Verfahren zur chemischen Entfernung von Oxidschichten von Gegenständen aus Titan oder Titanlegierungen |
| EP0084816B1 (de) * | 1982-01-25 | 1986-06-04 | Siemens Aktiengesellschaft | Elektrolyt zur galvanischen Abscheidung von Aluminium |
| EP0186963A2 (de) * | 1984-12-20 | 1986-07-09 | General Motors Corporation | Vorbehandlung zum Elektroplattieren von Mineralfüllstoff enthaltendem Nylon |
Non-Patent Citations (1)
| Title |
|---|
| CHEMICAL ABSTRACTS, Band 94, Nr. 12, 23. März 1981, Seite 584, Zusammenfassung 92628c, Columbus, Ohio, US; & JP-A-80 138 094 (NIPPON ELECTRIC CO., LTD) 28-10-1980 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0329270A1 (de) * | 1988-02-18 | 1989-08-23 | General Motors Corporation | Verfahren zur Bildung eines oberflächenbeschichteten Materials aus Molybdän enthaltendem Phosphat |
Also Published As
| Publication number | Publication date |
|---|---|
| NL8602856A (nl) | 1988-06-01 |
| JPS63137194A (ja) | 1988-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3048083C2 (de) | Verfahren zur chemischen Entfernung von Oxidschichten von Gegenständen aus Titan oder Titanlegierungen | |
| EP0128383A1 (de) | Verfahren zur Herstellung von Verschleissschutzschichten auf Oberflächen von Bauteilen aus Titan oder Titanbasislegierungen | |
| EP0514661A2 (de) | Verfahren zur Erzeugung oxidkeramischer Oberflächenschichten auf siliziumhaltigen Leichtmetall-Gusslegierungen | |
| EP1097255A1 (de) | Verfahren zur vorbehandlung eines metallischen werkstücks für eine lackierung | |
| DE69314090T2 (de) | Ionenselektieve Elektrode und Verfahren zur Herstellung derselben | |
| EP0267534A1 (de) | Verfahren und Vorrichtung zur galvanischen Abscheidung von Metallen auf ein Substrat | |
| EP0627496A2 (de) | Verfahren und Vorrichtung zur Beschichtung von Metallsubstraten, insbesondere Stahl- oder Aluminiumblechen in Bandform | |
| DE2263013A1 (de) | Verfahren zum verbinden von titan oder tantal mit kupfer oder eisen | |
| DE69310039T2 (de) | Verfahren und Vorrichtung zum Vorbehandeln und Beschichten einer Oberfläche | |
| DE3418039C2 (de) | Vorrichtung für die elektrolytische Behandlung metallischer Bänder | |
| EP1543180B1 (de) | Verfahren zur elektrolytischen beschichtung von werkstoffen mit aluminium, magnesium oder legierungen von aluminium und magnesium | |
| DE19533748C2 (de) | Aktivierungslösung zur Vorbehandlung von metallischen Werkstoffen für die galvanische Metallbeschichtung aus nicht wäßrigen Elektrolyten, Verwendung und Verfahren | |
| DE3426795A1 (de) | Verfahren zur herstellung von hochverschleissfesten titannitrid-schichten | |
| EP0975826B1 (de) | Verfahren zum elektrolytischen beschichten von metallischen oder nichtmetallischen endlosprodukten und vorrichtung zur durchführung des verfahrens | |
| EP0261334B1 (de) | Verfahren zum haftfesten Galvanisieren von keramischen Materialien | |
| DE718975C (de) | Verfahren zur elektrolytischen Erzeugung von metallischen oder nicht metallischen Schtzschichten auf Draehten und Baendern aus beliebigen Metallen unter Verwendung ueblicher galvanischer Baeder | |
| EP0504705A1 (de) | Vorbehandlung von metallischen Werkstoffen für die galvanische Beschichtung mit Metall | |
| DE68902917T2 (de) | Verfahren zur plattierung von titan. | |
| EP0659908B1 (de) | Verfahren zur Entfernung von Bleidioxid-Resten | |
| DE931481C (de) | Verfahren zur uebermikroskopischen Abbildung von Oberflaechen durch kathodische Abloesung des Oberflaechenfilms | |
| DD252005A1 (de) | Verfahren zur vorbehandlung von aluminiumtargets zum hochratezerstaeuben | |
| EP0504704A1 (de) | Vorbehandlung von metallischen Werkstoffen für die galvanische Beschichtung mit Metall | |
| DE2101619A1 (en) | Partly metallising polymeric surfaces - using alkali-soluble lacquers as temporary, partial, protective coatings | |
| DE102021134434A1 (de) | Prozessanordnung sowie Verfahren zur Behandlung eines Metallbauteils | |
| WO1999035301A1 (de) | Verfahren zum beschichten von folie aus nickel oder nickellegierung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19880627 |
|
| 17Q | First examination report despatched |
Effective date: 19891214 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19900425 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: DE VRIES, HANS |