EP0280822A1 - Echantillon à perçage muni d'un revêtement et son procédé de préparation - Google Patents
Echantillon à perçage muni d'un revêtement et son procédé de préparation Download PDFInfo
- Publication number
- EP0280822A1 EP0280822A1 EP87402284A EP87402284A EP0280822A1 EP 0280822 A1 EP0280822 A1 EP 0280822A1 EP 87402284 A EP87402284 A EP 87402284A EP 87402284 A EP87402284 A EP 87402284A EP 0280822 A1 EP0280822 A1 EP 0280822A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sample
- holes
- diameter
- coated
- rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 14
- 238000002360 preparation method Methods 0.000 title description 3
- 239000011347 resin Substances 0.000 claims abstract description 16
- 229920005989 resin Polymers 0.000 claims abstract description 16
- 239000011248 coating agent Substances 0.000 claims description 12
- 238000000576 coating method Methods 0.000 claims description 12
- 238000005553 drilling Methods 0.000 claims description 3
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000000113 methacrylic resin Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
Images

Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N1/00—Sampling; Preparing specimens for investigation
- G01N1/28—Preparing specimens for investigation including physical details of (bio-)chemical methods covered elsewhere, e.g. G01N33/50, C12Q
- G01N1/36—Embedding or analogous mounting of samples
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0266—Marks, test patterns or identification means
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0011—Working of insulating substrates or insulating layers
- H05K3/0044—Mechanical working of the substrate, e.g. drilling or punching
Definitions
- the present invention relates to samples intended to be examined under a microscope, in particular to samples of printed circuit boards or boards. These samples take a wafer having a hole provided with a coating. The invention also relates to methods for preparing these samples.
- the printed circuits are checked, and in particular the thickness of the metal coating on the wall of their holes, by examining under a microscope a section passing through the diameter of the hole to be checked. It is essential for this purpose that the section plane passes exactly through the axis of the hole.
- the invention overcomes these drawbacks with a sample prepared by a simpler, faster and safer method than the previous method. Above all, the operator can immediately see with the naked eye that a sample has not been prepared correctly and in particular that the section which should be subjected to inspection under the microscope is not the right one.
- the subject of the invention is therefore a sample intended to be examined under a microscope and comprising a wafer having a bore provided with a coating and coated with resin.
- a template is also embedded in the resin and the stem of the template, with a diameter just smaller than that of the hole, is threaded into it.
- the operator By looking at the section, the operator immediately sees if the rod is present over the entire axial length of the hole. If this is not the case, the plane of the section is not perpendicular to the axis of repetition of the sample. An error has been made. A new sample must be prepared.
- the template has a cylindrical head, of diameter greater than that of the rod and of the same longitudinal axis as the latter. This time, the operator sees in the section not only the stem but also the cut of the head. If the cope is trapezoidal, instead of being rectangular, the sample was not prepared correctly for the same reason as above. If the width, i.e. the dimension which is perpendicular to the axis of the rod, of the head section is less than the original diameter of the head, the section plane is parallel to what 'he should be. Another sample must be prepared.
- the template has a head, at least the end section of which is distant from the rod is conical.
- the control no longer requires a comparison of the dimensions of the head cope, but simply of its shape.
- the section plane is not the right one, if the angle at the top of the cone does not appear there.
- the lost template permanently coated and abraded at the same time as the sample, thus allows control of operations.
- the invention also relates to a method consisting in placing the wafer in a mold having a repetition axis so that the drilling axis is horizontal, in filling the mold with a coating resin, in hardening the resin. to obtain a coated sample and to abrade the coated sample to the plane perpendicular to the repetition axis passing through a diameter of the bore, characterized in that it consists, before putting the wafer in the mold, to thread remains in the bore the rod of a template, consisting of the rod, of diameter just less than the diameter of the bore, and of a head of the same axis as the rod and of diameter larger than the latter.
- the templates are advantageously made of brass or aluminum dyed in the mass with different colors according to the diameters of the rods. Templates adapted to different holes are thus easier to recognize.
- the coating resin is a transparent resin, in particular a methacrylic resin.
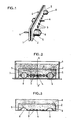
- each plate has eleven holes 3, the lower wall of which is coated with a metallic coating.
- Each template consists of a rod 4 with a diameter just smaller than that of a bore 3, once coated with a correct thickness of metal coating.
- the rod is extended by a head comprising a cylindrical part 5 of diameter significantly greater than that of the bore and ends in a conical part 6.
- the sizes are identical.
- the radius of the cylindrical parts 5 is greater than the distance between the center of the holes and the edge of the insert, the inserts 1 and 2 are held in a perfectly vertical manner by the templates. If one of the templates cannot penetrate a hole, the plate must be discarded. If the clearance is too large between the rod 4 and the diameter of a hole 3, to the point that the plate can tilt relative to the vertical, the plate must be put off.
- the second stage of the process consists in placing the assembly produced in accordance with FIG. 1 on the bottom of a horizontal mold 7.
- the mold has a repetition axis X, X ⁇ , in particular an axis of revolution.
- the mold is filled with a coating resin 8 which may or may not be transparent. The resin is cured to obtain a coated sample. We take the sample out of the mold.
- the last stage of the process according to the invention consists in abrading the coated sample to the plane perpendicular to the repetition axis X, X ⁇ passing through a diameter of the bore. This gives the sample shown in Figure 3 which can be examined under a microscope.
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Sampling And Sample Adjustment (AREA)
- Analysing Materials By The Use Of Radiation (AREA)
- Medicinal Preparation (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- Solid-Sorbent Or Filter-Aiding Compositions (AREA)
Abstract
Description
- La présente invention se rapporte aux échantillons destinés à être examinés au microscope, notamment à des échantillons de cartes ou plaquettes de circuits imprimés. Ces échantillons prennent une plaquette ayant un perçage muni d'un revêtement. L'invention vise également des procédés de préparation de ces échantillons.
- On contrôle les circuits imprimés, et notamment l'épaisseur du revêtement métallique de la paroi de leurs perçages, en examinant au microscope une section passant par le diamètre du perçage à contrôler. Il est essentiel à cet effet que le plan de section passe exactement par l'axe du perçage. En regard de la figure 4 de la revue Structure 10, Struers Nouveautés Métallographiques d'Avril 1985, on démontre mathématiquement la très grande précision requise et on propose d'y parvenir par un procédé de préparation d'échantillons qui consiste à percer à l'avance des trous de référence dans les plaquettes, à y enfiler deux tiges, à suspendre les plaquettes par les tiges au-dessus d'un moule, à emplir le moule d'une résine d'enrobage jusqu'à un niveau inférieur aux tiges, à laisser durcir la résine qui sert à maintenir la plaquette et la poser sous le microscope, à démouler l'échantillon enrobé, à en enlever les tiges et à prépolir, c'est-à-dire à abraser,puis à polir l'échantillon jusqu'aux perçages.
- La réussite de ce procédé nécessite une grande précision de l'emplacement et du diamètre des trous de référence dépourvus de toute autre utilité et un moule spécial à flasque formant niveau de référence. Les tiges de mise en position doivent avoir des tolérances très faibles afin que les échantillons soient bien maintenus dans le moule. Elles sont si difficiles à enlever après l'enrobage qu'il a fallu concevoir à cet effet un appareillage spécial dit "extracteur de tiges". Mais, plus encore que de ces difficultés de mise en oeuvre, le procédé souffre d'un défaut grave : l'opérateur n'a aucun moyen de se rendre compte que les opérations se sont passées correctement. Il doit faire une confiance aveugle à la fois à son habileté et aux appareillages. Il peut ainsi rebuter des plaques bonnes, simplement parce que la préparation de l'échantillon n'est pas correcte ou, plus rarement, croire que des plaques sont bonnes alors qu'elles sont défectueuses, mais que le plan de la section n'est pas le bon.
- L'invention pallie ces inconvénients par un échantillon préparé par un procédé plus simple, plus rapide et cependant plus sûr que le procédé antérieur. Surtout, l'opérateur peut voir immédiatement à l'oeil nu qu'un échantillon n'a pas été préparé correctement et notamment que la section qui devrait être soumise à l'inspection au microscope n'est pas la bonne.
- L'invention a donc pour objet un échantillon destiné à être examiné au microscope et comprenant une plaquette ayant un perçage muni d'un revêtement et enrobée de résine. Suivant l'invention, un gabarit est enrobé aussi dans la résine et la tige du gabarit, de diamètre juste inférieur à celui du perçage, y est enfilée.
- En regardant la section, l'opérateur voit immédiatement si la tige est présente sur toute la longueur axiale du perçage. Si ce n'est pas le cas, le plan de la section n'est pas perpendiculaire à l'axe de répétition de l'échantillon. Une erreur a été commise. Il faut préparer un nouvel échantillon.
- Suivant un perfectionnement important, le gabarit a une tête cylindrique, de diamètre supérieur à celui de la tige et de même axe longitudinal que celle-ci. Cette fois-ci, l'opérateur voit dans la section non seulement la tige mais aussi la coupe de la tête. Si la cope est trapézoïdale, au lieu d'être rectangulaire, l'échantillon n'a pas été préparé correctement pour la même raison que ci-dessus. Si la largeur, c'est-à-dire la dimension qui est perpendiculaire à l'axe de la tige, de la coupe de la tête est inférieure au diamètre d'origine de la tête, le plan de section est parallèle à ce qu'il devrait être. Il faut préparer un autre échantillon.
- Dans le mode de réalisation de l'invention le plus achevé, le gabarit a une tête, dont au moins le tronçon d'extrémité éloigné de la tige est conique. Le contrôle ne nécessite plus une comparaison des dimensions de la cope de la tête, mais simplement de sa forme. Le plan de section n'est pas le bon, si l'angle au sommet du cône n'y apparaît pas.
- Le gabarit perdu, enrobé à demeure et abrasé en même temps que l'échantillon, permet ainsi un contrôle des opérations.
- Pour compléter ce contrôle, il est recommandé d'enfiler deux gabarits dans deux perçages proches, de préférence de manière que leurs têtes soient d'un même côté de la plaque. Les coupes des deux têtes doivent avoir la même dimension et/ou les deux sommets des cônes doivent apparaître. S'il n'en est pas ainsi, le plan de section n'est pas perpendiculaire à l'axe de répétition. Il faut préparer un autre échantillon.
- L'invention a également pour objet un procédé consistant à mettre la plaquette dans un moule ayant un axe de répétition de manière que l'axe de perçage soit horizontal, à emplir le moule d'une résine d'enrobage, à faire durcir la résine pour obtenir un échantillon enrobé et à abraser l'échantillon enrobé jusqu'au plan perpendiculaire à l'axe de répétition passant par un diamètre du perçage, caractérisé en ce qu'il consiste, avant de mettre la plaquette dans le moule, à enfiler à demeure dans le perçage la tige d'un gabarit, constitué de la tige, de diamètre juste inférieur au diamètre du perçage, et d'une tête de même axe que la tige et de diamètre plus grand que celle-ci.
- En enfilant deux gabarits en sens inverse dans deux perçages, on est sûr que la plaque est supportée horizontalement sur le fond du moule par les deux têtes des gabarits de même diamètre.
- En enfilant deux gabarits dans le même sens, on exclut toute posibilité qu'un plan de section erroné soit considéré comme bon.
- Les gabarits sont avantageusement en laiton ou en aluminium teint dans la masse à des colorations différentes suivant les diamètres des tiges. Les gabarits adaptés à des perçages différents sont ainsi plus faciles à reconnaître.
- On peut contrôler plusieurs plaquettes à la fois en les enfilant dans les mêmes gabarits.
- De préférence, la résine d'enrobage est une résine transparente, notamment une résine méthacrylique.
- Au dessin annexé donné uniquement à titre d'exemple :
- la figure 1 est une vue en perspective illustrant le premier stade du procédé suivant l'invention,
- la figure 2 est une vue de l'échantillon enrobé dans le moule, la paroi antérieure du moule étant enlevée,
- la figure 3 est une vue de l'échantillon abrasé jusqu'au plan passant par un diamètre des perçages,
- la figure 4 est une vue d'un gabarit sur lequel on indique trois plans de sections correspondant aux figures 5, 6 et 7,
- les figures 5, 6 et 7 sont des vues en coupe de l'échantillon abrasé suivant les divers plans indiqués à la figure 4.
- A la figure 1, on contrôle en même temps les plaquettes 1 et 2. Chaque plaquette comporte onze perçages 3 dont la paroi inférieure est revêtue d'un revêtement métallique. Dans trois perçages 3, on enfile des gabarits. Chaque gabarit est constitué d'une tige 4 de diamètre juste inférieur à celui que doit avoir un perçage 3, une fois revêtu d'une épaisseur correcte de revêtement métallique. La tige est prolongée d'une tête comportant une partie cylindrique 5 de diamètre nettement supérieur à celui du perçage et se termine par une partie conique 6. Les gabarits sont identiques. Comme le rayon des parties cylindriques 5 est supérieur à la distance entre le centre des perçages et le bord de la plaquette, les plaquettes 1 et 2 sont maintenues d'une manière parfaitement verticale par les gabarits. Si l'un des gabarits ne peut pénétrer dans un trou, la plaquette doit être rebutée. Si le jeu est trop grand entre la tige 4 et le diamètre d'un perçage 3, au point que la plaquette peut s'incliner par rapport à la verticale, la plaquette doit être rebutée.
- Le deuxième stade du procédé consiste à poser l'ensemble réalisé conformément à la figure 1 sur le fond d'un moule 7 horizontal. Le moule a un axe de répétition X, Xʹ, notamment un axe de révolution. On emplit le moule d'une résine d'enrobage 8 transparente ou non. On fait durcir la résine pour obtenir un échantillon enrobé. On sort l'échantillon du moule.
- Le dernier stade du procédé suivant l'invention consiste à abraser l'échantillon enrobé jusqu'au plan perpendiculaire à l'axe de répétition X, Xʹ passant par un diamètre du perçage. On obtient alors l'échantillon représenté à la figure 3 qui peut être examiné au microscope.
- A la figure 5, le plan de la section n'est pas le bon. La tige n'apparaît pas dans le perçage 3. La partie cylindrique 5 a des dimensions bien plus petites que celles qu'elle devrait avoir. Le cône 6 n'a pas de sommet.
- A la figure 6, le plan de section n'est pas correct non plus. La partie 5 cylindrique n'a pas les dimensions requises. Surtout, le sommet du cône 6 n'apparaît toujours pas.
- A la figure 7, le plan de la section est le bon.
- On comprend que si le plan de la section est erroné, tout en passant par l'axe de l'un des gabarits, il ne passera pas par l'axe d'un second gabarit, de sorte que l'un des gabarits montrera que le plan n'est pas le bon, ou la tige sera tronquée, de sorte que là aussi le plan n'est pas le bon.
Claims (9)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT87402284T ATE58597T1 (de) | 1986-12-05 | 1987-10-13 | Probe mit beschichteten bohrungen und methode zu ihrer herstellung. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8617062A FR2607928B1 (fr) | 1986-12-05 | 1986-12-05 | Echantillon a percage muni d'un revetement destine a etre examine au microscope et son procede de preparation |
| FR8617062 | 1986-12-05 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0280822A1 true EP0280822A1 (fr) | 1988-09-07 |
| EP0280822B1 EP0280822B1 (fr) | 1990-11-22 |
Family
ID=9341620
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87402284A Expired - Lifetime EP0280822B1 (fr) | 1986-12-05 | 1987-10-13 | Echantillon à perçage muni d'un revêtement et son procédé de préparation |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US4833913A (fr) |
| EP (1) | EP0280822B1 (fr) |
| JP (1) | JPS63149538A (fr) |
| AT (1) | ATE58597T1 (fr) |
| DE (1) | DE3766361D1 (fr) |
| DK (1) | DK165074C (fr) |
| ES (1) | ES2018563B3 (fr) |
| FR (1) | FR2607928B1 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110774351B (zh) * | 2019-09-24 | 2021-10-12 | 惠州市金百泽电路科技有限公司 | 一种厚型无内定位光模多模组件连接器的加工方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2494834A (en) * | 1945-07-10 | 1950-01-17 | Richard S Ringheim | Mounted specimen |
| US2776596A (en) * | 1952-07-28 | 1957-01-08 | Eigen Morris | Preparation and mounting of specimen sections |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5335163A (en) * | 1976-09-14 | 1978-04-01 | Hitachi Chemical Co Ltd | Method of producing printed circuit board substrate having through hole from metallic material |
-
1986
- 1986-12-05 FR FR8617062A patent/FR2607928B1/fr not_active Expired
-
1987
- 1987-10-13 DE DE8787402284T patent/DE3766361D1/de not_active Expired - Fee Related
- 1987-10-13 ES ES87402284T patent/ES2018563B3/es not_active Expired - Lifetime
- 1987-10-13 AT AT87402284T patent/ATE58597T1/de not_active IP Right Cessation
- 1987-10-13 EP EP87402284A patent/EP0280822B1/fr not_active Expired - Lifetime
- 1987-11-16 US US07/120,850 patent/US4833913A/en not_active Expired - Fee Related
- 1987-12-02 DK DK632887A patent/DK165074C/da not_active IP Right Cessation
- 1987-12-02 JP JP62303461A patent/JPS63149538A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2494834A (en) * | 1945-07-10 | 1950-01-17 | Richard S Ringheim | Mounted specimen |
| US2776596A (en) * | 1952-07-28 | 1957-01-08 | Eigen Morris | Preparation and mounting of specimen sections |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE58597T1 (de) | 1990-12-15 |
| DK165074C (da) | 1993-02-15 |
| DK632887A (da) | 1988-06-06 |
| EP0280822B1 (fr) | 1990-11-22 |
| US4833913A (en) | 1989-05-30 |
| DE3766361D1 (de) | 1991-01-03 |
| JPS63149538A (ja) | 1988-06-22 |
| FR2607928A1 (fr) | 1988-06-10 |
| DK632887D0 (da) | 1987-12-02 |
| FR2607928B1 (fr) | 1989-02-17 |
| DK165074B (da) | 1992-10-05 |
| ES2018563B3 (es) | 1991-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2282877B1 (fr) | Procédé de fabrication d'une pièce à corps creux en matériau composite et pièce ainsi obtenue | |
| FR2543686A1 (fr) | Dispositif de support pour sonde a courants de foucault | |
| EP0051510A1 (fr) | Dispositif de positionnement de fibres optiques dans une pièce formant embout destinée au raccordement de deux câbles de transmission par fibres optiques | |
| EP0280822B1 (fr) | Echantillon à perçage muni d'un revêtement et son procédé de préparation | |
| EP1986003A1 (fr) | Procédé et installation de contrôle non destructif par courants de Foucault, à étalonnage automatique. | |
| FR2788234A1 (fr) | Procede de chanfreinage | |
| CH646045A5 (fr) | Manche pour instrument dentaire a canaux, rotatif, et procede de fabrication d'un tel manche. | |
| CA2932995A1 (fr) | Table de coupe pour la decoupe d'une preforme fibreuse obtenue par tissage tridimensionnel et procede de decoupe utilisant une telle table | |
| EP0151542A1 (fr) | Procédé et dispositif pour augmenter provisoirement l'ouverture des cadres structuraux d'un aéronef | |
| EP0262998B1 (fr) | Dispositif pour le perçage de panneaux de bois en vue de leur assemblage par chevilles | |
| FR2688590A1 (fr) | Eprouvette de traction/compression triaxiale. | |
| EP3590843B1 (fr) | Procede de fabrication d'un panneau acoustique comportant des inserts | |
| FR2590559A1 (fr) | Dispositif de prehension d'une fibre optique | |
| EP4028201B1 (fr) | Outillage de maintien d'une aube pendant son soudage par friction a un element rotorique d'une turbomachine d'aéronef | |
| FR3121372A1 (fr) | Système d’insertion de tiges dans une ébauche de noyau céramique pour la fabrication d’aubes de turbomachine | |
| CA2037362C (fr) | Pince de coupe, a faible encombrement, pour fibre optique | |
| FR2650067A1 (fr) | Dispositif pour determiner la longueur de vis optimale a utiliser dans un assemblage de pieces | |
| EP0220095A1 (fr) | Procédé et dispositif de redressement et d'alignement d'une première pièce en matière plastique par exemple thermosoudable avec une deuxième pièce en matière plastique similaire pouvant également être redressée en vue de leur assemblage bout à bout | |
| EP0657903A1 (fr) | Procédé de bobinage d'un noyau équipé d'un composant électronique ainsi que de moyens de guidage des fils reliant une bobine au composant électronique | |
| EP0995547B1 (fr) | Procédé pour la détermination de la trajectoire de la rainure à usiner sur la tranche d'un verre destiné à équiper une monture de lunettes de type "semi-glace" | |
| FR3117915A1 (fr) | Procédé de découpe et de récupération de bâtonnet en cellule blindée | |
| FR2785727A1 (fr) | Connecteur a contacts recentres | |
| FR3117914A1 (fr) | Moule pour fabrication de bâtonnets en cellule blindée. | |
| FR3117916A1 (fr) | Système d’indexage pour moule en cellule blindée | |
| FR3062806A1 (fr) | Procede d'usinage d'un materiau composite, notamment pour la reparation du materiau composite |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19890209 |
|
| 17Q | First examination report despatched |
Effective date: 19900118 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19901122 |
|
| REF | Corresponds to: |
Ref document number: 58597 Country of ref document: AT Date of ref document: 19901215 Kind code of ref document: T |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3766361 Country of ref document: DE Date of ref document: 19910103 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19931001 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19931012 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19931018 Year of fee payment: 7 Ref country code: AT Payment date: 19931018 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19931025 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19931029 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19931031 Year of fee payment: 7 |
|
| EPTA | Lu: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19941011 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19941013 Ref country code: AT Effective date: 19941013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19941014 Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19941014 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19941026 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19941031 Ref country code: CH Effective date: 19941031 Ref country code: BE Effective date: 19941031 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 87402284.1 |
|
| BERE | Be: lapsed |
Owner name: S.A. HYPREZ Effective date: 19941031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19950501 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed |
Ref document number: 87402284.1 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19951013 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19951013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19960702 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19990601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051013 |