EP0283568A2 - Verfahren zur Herstellung eines Feuerlöschers - Google Patents
Verfahren zur Herstellung eines Feuerlöschers Download PDFInfo
- Publication number
- EP0283568A2 EP0283568A2 EP87117939A EP87117939A EP0283568A2 EP 0283568 A2 EP0283568 A2 EP 0283568A2 EP 87117939 A EP87117939 A EP 87117939A EP 87117939 A EP87117939 A EP 87117939A EP 0283568 A2 EP0283568 A2 EP 0283568A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- container according
- fire extinguisher
- valve
- extinguishing agent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title description 4
- 238000000034 method Methods 0.000 title description 3
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 15
- 238000000071 blow moulding Methods 0.000 claims abstract description 11
- 229920003023 plastic Polymers 0.000 claims abstract description 10
- 239000004033 plastic Substances 0.000 claims abstract description 10
- 238000000465 moulding Methods 0.000 claims description 7
- 238000002347 injection Methods 0.000 claims description 5
- 239000007924 injection Substances 0.000 claims description 5
- 229920004449 Halon® Polymers 0.000 claims description 2
- PXBRQCKWGAHEHS-UHFFFAOYSA-N dichlorodifluoromethane Chemical compound FC(F)(Cl)Cl PXBRQCKWGAHEHS-UHFFFAOYSA-N 0.000 claims description 2
- 239000006260 foam Substances 0.000 claims description 2
- 239000000203 mixture Substances 0.000 claims description 2
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 claims description 2
- 229920002239 polyacrylonitrile Polymers 0.000 claims description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 2
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 2
- 239000000843 powder Substances 0.000 claims description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 2
- 238000007599 discharging Methods 0.000 claims 1
- 238000001746 injection moulding Methods 0.000 abstract 1
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
Images
Classifications
-
- A—HUMAN NECESSITIES
- A62—LIFE-SAVING; FIRE-FIGHTING
- A62C—FIRE-FIGHTING
- A62C13/00—Portable extinguishers which are permanently pressurised or pressurised immediately before use
- A62C13/76—Details or accessories
Definitions
- the invention relates to a fire extinguisher with a container for holding extinguishing agents such as, extinguishing powder, water, water-foam mixture, halon or the like, with a container volume between 1 and 15 liters and a working pressure on the extinguishing agent of 5 to 25 bar , and a valve to discharge the extinguishing agent.
- extinguishing agents such as, extinguishing powder, water, water-foam mixture, halon or the like
- Fire extinguishers of this type are used as mobile or semi-stationary extinguishers, the containers being made from sheet steel or aluminum.
- the invention has for its object to provide a container for fire extinguishers that is easier to handle, is corrosion-resistant and at the same time can be manufactured cheaper.
- the container consists of a plastic and the container jacket is made from a molded article according to the so-called stretch blow molding process.
- the molding made of PETP, polyacrylonitrile or the like can be injection molded.
- the injection molded, hollow body-like molding is closed at one end and provided with a container neck at the other end. This is clamped in a blow molding machine and the remaining part of the molded part is blown into a mold, creating the container coat arises.
- the material stretches, preferably in a ratio of 1: 6 to 1:12, and solidifies at the same time. This solidification allows the plastic container to be operated as a fire extinguisher with a high working pressure acting on the extinguishing agent. This high working pressure is required to quickly and safely drive the extinguishing agent out of the container in the event of a fire.
- plastic fire extinguishers could not be manufactured economically for the required pressure and temperature range.
- a plastic fire extinguisher according to the invention has the advantage over the metal fire extinguisher that it is lighter and therefore easier to handle. This is particularly advantageous for mobile hand-held extinguishers. Furthermore, the extinguisher made of plastic has a longer shelf life because it is more corrosion-resistant than the previous metal extinguishers. Another advantage of the extinguisher according to the invention can be seen in the fact that its production costs are significantly lower compared to the previous extinguishers. This price advantage may permit use as a disposable extinguisher. This means that an exchange takes place instead of the statutory inspections, filling controls and refills.
- the fire extinguisher container according to the invention also has an optical advantage.
- the container jacket can be used without difficulty simplest means can be brought into any shape.
- the container can thus have a shape which is typical for the applicant and which acts like a design and is consequently effective in advertising.
- the high manufacturing costs of the metal fire extinguisher containers only allowed a typical shape to a limited extent.
- a molded article By means of the stretch blow molding process, a molded article can be used, to which a threaded connection piece is attached, so that a plastic valve can be attached and the entire fire extinguisher is made of plastic, with all the advantages mentioned above.
- the lower part is designed as a spherical base and is provided with a base part to ensure the fire extinguisher's stability. Because of the measure according to the invention, the container jacket and the container base can be injection molded from one part. This also reduces the manufacturing and assembly costs.
- the stretch blow molding process allows parts of the container casing to be made transparent.
- a filling control for the extinguishing agent can thus be created with the simplest means.
- Fire extinguishers are used as boost pressure extinguishers or as permanent pressure extinguishers.
- the fire extinguishing agent is overlaid with a gas under pressure, which expels the extinguishing agent when the extinguishing valve is opened.
- the boost pressure fire extinguisher has the advantage that there is no pressure loss due to an existing permeability.
- An embodiment of the invention is shown using a supercharger fire extinguisher with an internal pressure source and is described in more detail below.
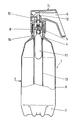
- the fire extinguisher 1 consists of a container 2 and a valve 3.
- the container 2 is made from a blank, not shown, in the stretch blow molding process.
- the molding has a container neck 4 onto which a threaded connector 5 is sprayed.
- the container neck 4 is clamped in the stretch blow molding machine, not shown, and thus the container jacket 6 is produced in the stretch blow molding process, the thickness of the container jacket 6 being considerably thinner than the original thickness of the molding.
- the strengthening of the container casing 6 is increased by the stretching process to such an extent that the working pressure required for proper operation can be absorbed by the container casing 6.
- the container bottom is produced simultaneously with the container jacket 6 in the stretch blow molding process. Consequently, parts 6 and 7 are made in one piece.
- the valve 3 preferably has a valve socket 8 with Internal thread 6, which can be screwed onto the external thread of the connector 5.
- a valve tappet 12 can be actuated with a valve lever 9, which opens a pressure bottle 11 and drives out the extinguishing agent located within the container jacket 6 via the outlet nozzle 10.
- a valve insert 14 is connected to the valve stub 8 and on the one hand guides the valve tappet 12 and on the other hand it carries the pressure bottle 11 and a riser pipe 13.
Landscapes
- Health & Medical Sciences (AREA)
- Public Health (AREA)
- Business, Economics & Management (AREA)
- Emergency Management (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Fire-Extinguishing Compositions (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Fireproofing Substances (AREA)
- Fire-Extinguishing By Fire Departments, And Fire-Extinguishing Equipment And Control Thereof (AREA)
Abstract
Description
- Die Erfindung betrifft einen Feuerlöscher mit einem Behälter für die Aufnahme von Löschmitteln wie, Löschpulver, Wasser, Wasser-Schaummittel-Gemisch, Halon oder dergleichen, mit einem Behältervolumen zwischen 1 und 15 Ltr. und einem auf das Löschmittel wirkenden Arbeitsdruck von 5 bis 25 bar, sowie einem Ventil zum Austragen des Löschmittels.
- Derartige Feuerlöscher werden als mobile oder halb-stationäre Löscher eingesetzt, wobei die Behälter aus Stahl- oder Aluminiumblech gefertigt sind.
- Der Erfindung liegt die Aufgabe zugrunde einen Behälter für Feuerlöscher zu schaffen, der besser handhabbar ist, korrosionsbeständig ist und gleichzeitig preiswerter hergestellt werden kann.
- Diese Aufgabe wird dadurch gelöst, daß der Behälter aus einem Kunststoff besteht und der Behältermantel nach dem sogenannten Streckblasverfahren aus einem Formling hergestellt ist. Dabei kann der aus PETP, Polyacrylnitril oder dergleichen bestehende Formling gespritzt sein.
- Der gespritzte, hohlkörperartige Formling ist an einem Ende geschlossen und am anderen Ende mit einem Behälterhals versehen. Dieser wird in eine Blasmaschine eingespannt und der restliche Teil des Formlings in eine Form geblasen, wodurch der Behälter mantel entsteht. Bei dieser Verfahrensweise streckt sich das Material, vorzugsweise im Verhältnis von 1 : 6 bis 1 : 12 und verfestigt sich gleichzeitig. Diese Verfestigung erlaubt es, den Kunststoffbehälter als Feuerlöscher mit einem auf das Löschmittel wirkenden, hohen Arbeitsdruck zu betreiben. Dieser hohe Arbeitsdruck ist erforderlich, um das Löschmittel im Brandfalle schnell und sicher aus dem Behälter auszutreiben. Bisher war man der Meinung, Feuerlöscher aus Kunststoff seien für den geforderten Druck- und Temperaturbereich nicht wirtschaftlich herstellbar.
- Ein erfindungsgemäßer Feuerlöscher aus Kunststoff hat gegenüber den metallenen Feuerlöscher den Vorteil, daß er leichter und somit besser handhabbar ist. Dies ist insbesondere bei mobilen Handlöschern von Vorteil. Fernerhin ist der aus Kunststoff bestehende Löscher länger haltbar, weil er korrosionsbeständiger ist als die bisherigen metallenen Löscher. Ein weiterer Vorteil des erfindungsgemäßen Löschers ist darin zu sehen, daß seine Herstellungskosten gegenüber den bisherigen Löschern deutlich geringer sind. Dieser Preisvorteil gestattet unter Umständen den Einsatz als Einweglöschern. Dies bedeutet, daß anstelle der gesetzlich vorgeschriebenen Inspektionen, Füllkontrollen und Nachfüllungen ein Austausch tritt.
- Der erfindungsgemäße Feuerlöscher-Behälter hat noch einen optischen Vorteil. Der Behältermantel kann ohne Schwierigkeiten mit einfachsten Mitteln in jede beliebige Form gebracht werden. Damit kann der Behälter eine für den Anmelder typische Form aufweisen, die wie ein Geschmacksmuster wirkt und folglich werbewirksam ist. Die hohen Herstellungskosten bei den metallenen Feuerlöscher-Behältern ließen eine typische Formgebung nur bedingt zu.
- Mittels des Streckblasverfahrens kann ein Formling verwendet werden, an den ein Stutzen mit Gewinde angebracht ist, so daß ein Kunststoffventil aufgesetzt werden kann und damit der gesamte Feuerlöscher aus Kunststoff besteht, mit all den vorstehend genannten Vorteilen.
- Bei vielen metallenen Behältern ist der untere Teil als Kugelboden ausgebildet und zur Standsicherheit des Feuerlöschers mit einem Bodenteil versehen. Aufgrund der erfindungsgemäßen Maßnahme kann der Behältermantel und der Behälter-Standboden aus einem Teil gespritzt werden. Auch hierdurch verringern sich die Herstell- und Montagekosten.
- Das Streckblasverfahren erlaubt, Teile des Behältermantels transparent herzustellen. Damit kann mit einfachsten Mitteln eine Füllkontrolle für das Löschmittel geschaffen werden.
- Feuerlöscher werden als Aufladedrucklöscher oder als Dauerdrucklöscher verwendet. Im letzteren Falle wird das Feuerlöschmittel mit einem unter Druck stehenden Gas überlagert, das bei Öffnen des Löschventiles das Löschmittel austreibt.
- Damit steht der Löscher ständig unter Druck. Im ersteren Falle ist eine zusätzliche Druckgasquelle vorgesehen, die innerhalb oder außerhalb des Behälters angebracht ist und nur im Brandfalle den Behälter unter Druck setzt und damit das Löschmittel austreibt. Der Aufladedruck-Feuerlöscher hat den Vorteil, daß durch eine etwa vorhandene Permeabilität kein Druckverlust entsteht.
- Ein Ausführungsbeispiel der Erfindung ist anhand eines Aufladedruck-Feuerlöschers mit innenliegender Druckquelle dargestellt und wird nachfolgend näher beschrieben.
- Der Feuerlöscher 1 besteht aus einem Behälter 2 und einem Ventil 3. Der Behälter 2 ist aus einem nicht dargestellten Formling im Streckblasverfahren hergestellt. Der Formling besitzt einen Behälterhals 4 auf den ein Gewindestutzen 5 aufgespritzt ist. Der Behälterhals 4 wird in die nicht dargestellte Streckblasmaschine eingespannt und damit der Behältermantel 6 im Streckblasverfahren hergestellt, wobei die Dicke des Behältermantels 6 gegenüber der ursprünglichen Dicke des Formlings wesentlich dünner ist. Durch den Streckvorgang wird die Festigkeit des Behältermantels 6 soweit verstärkt, daß der für einen ordnungsgemäßen Betrieb erforderliche Arbeitsdruck vom Behältermantel 6 aufgenommen werden kann. Im Ausführungsbeispiel ist der Behälterboden gleichzeitig mit dem Behältermantel 6 im Streckblasverfahren hergestellt. Folglich bestehen die Teile 6 und 7 aus einem Stück. Das Ventil 3 hat vorzugsweise einen Ventilstutzen 8 mit Innengewinde 6, das auf das Außengewinde des Stutzens 5 aufschraubbar ist. Mit einem Ventilhebel 9 kann ein Ventilstößel 12 betätigt werden, der eine Druckflasche 11 öffnet und das innerhalb des Behältermantels 6 befindliche Löschmittel über die Austrittsdüse 10 austreibt. Ein Ventileinsatz 14 ist mit dem Ventilstutzen 8 verbunden und führt einerseits den Ventilstößel 12 und andererseits trägt er die Druckflasche 11 und ein Steigrohr 13.
Claims (10)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT87117939T ATE68362T1 (de) | 1987-03-18 | 1987-12-04 | Verfahren zur herstellung eines feuerloeschers. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3708835 | 1987-03-18 | ||
| DE3708835A DE3708835C1 (de) | 1987-03-18 | 1987-03-18 | Feuerloescher |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0283568A2 true EP0283568A2 (de) | 1988-09-28 |
| EP0283568A3 EP0283568A3 (en) | 1989-08-09 |
| EP0283568B1 EP0283568B1 (de) | 1991-10-16 |
Family
ID=6323402
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP87117939A Expired - Lifetime EP0283568B1 (de) | 1987-03-18 | 1987-12-04 | Verfahren zur Herstellung eines Feuerlöschers |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP0283568B1 (de) |
| JP (1) | JPS6464678A (de) |
| CN (1) | CN1006280B (de) |
| AT (1) | ATE68362T1 (de) |
| AU (1) | AU598103B2 (de) |
| DE (1) | DE3708835C1 (de) |
| DK (1) | DK145488A (de) |
| ES (1) | ES2026512T3 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995013115A1 (es) * | 1993-11-12 | 1995-05-18 | Valenciana De Mecanizacion, S.A. - Valmeca, S.A. | Mecanismo accionador para extintores |
| FR2850875A1 (fr) | 2003-02-07 | 2004-08-13 | Eurofeu Sa | Extincteur d'incendie comportant un reservoir en matiere plastique |
| EP1588741A1 (de) * | 2004-04-19 | 2005-10-26 | Luxembourg Patent Company S.A. | Feuerlöscher |
| WO2006026842A1 (en) * | 2004-08-23 | 2006-03-16 | Delgado Junior Augusto De Jesu | Fire extinguisher made of polymer |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BRPI0702725B1 (pt) * | 2007-03-29 | 2018-05-08 | Augusto De Jesus Delgado Junior | extintor de incêndio com recipiente plástico descartável |
| JP2010221007A (ja) * | 2009-02-24 | 2010-10-07 | Hatsuta Seisakusho Co Ltd | 消火剤貯蔵容器及び消火器 |
| JP5689594B2 (ja) * | 2009-02-24 | 2015-03-25 | 株式会社初田製作所 | 消火剤貯蔵容器及び消火器 |
| JP2010221005A (ja) * | 2009-02-24 | 2010-10-07 | Hatsuta Seisakusho Co Ltd | 蓄圧式消火器 |
| JP2011030800A (ja) * | 2009-07-31 | 2011-02-17 | Kyoraku Co Ltd | 消火器およびその製造方法 |
| JP5530791B2 (ja) * | 2010-04-20 | 2014-06-25 | 株式会社初田製作所 | 蓄圧式消火器の製造方法、並びにリーク測定システム及びリーク測定方法 |
| FI125873B (fi) * | 2011-01-26 | 2016-03-15 | Marioff Corp Oy | Menetelmä ja laitteisto palontorjuntalaitteiston sammutusnestesäiliön nestemäärän tarkkailemiseksi |
| DE102011075318A1 (de) * | 2011-05-05 | 2012-11-08 | Sb Limotive Company Ltd. | Batteriegehäuse für Lithium-Ionen-Zellen |
| JP6148824B2 (ja) * | 2011-05-11 | 2017-06-14 | モリタ宮田工業株式会社 | 消火器の漏れ検査装置と検査方法 |
| DE102013002853A1 (de) * | 2013-02-20 | 2014-08-21 | Fogtec Brandschutz Gmbh & Co. Kg | Brandbekämpfungseinrichtung für Schienenfahrzeuge |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE655346A (de) * | 1963-11-05 | |||
| GB1285027A (en) * | 1968-08-30 | 1972-08-09 | Samuel Jones & Co Engineering | Improvements in portable fire extinguishers |
| GB2096299B (en) * | 1981-04-06 | 1986-02-19 | Rilett John W | Fluid containers |
| AU8277982A (en) * | 1981-04-06 | 1982-10-19 | Rilett, J.W. | Fluid containers |
| DE3435470A1 (de) * | 1983-10-27 | 1985-05-23 | Salmen, Hubert, 5750 Menden | Handfeuerloescher |
-
1987
- 1987-03-18 DE DE3708835A patent/DE3708835C1/de not_active Expired
- 1987-12-04 AT AT87117939T patent/ATE68362T1/de not_active IP Right Cessation
- 1987-12-04 EP EP87117939A patent/EP0283568B1/de not_active Expired - Lifetime
- 1987-12-04 ES ES198787117939T patent/ES2026512T3/es not_active Expired - Lifetime
-
1988
- 1988-01-22 CN CN88100258A patent/CN1006280B/zh not_active Expired
- 1988-02-19 AU AU11994/88A patent/AU598103B2/en not_active Ceased
- 1988-03-17 DK DK145488A patent/DK145488A/da not_active Application Discontinuation
- 1988-03-17 JP JP63062069A patent/JPS6464678A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1995013115A1 (es) * | 1993-11-12 | 1995-05-18 | Valenciana De Mecanizacion, S.A. - Valmeca, S.A. | Mecanismo accionador para extintores |
| EP0657188A1 (de) * | 1993-11-12 | 1995-06-14 | Desautel | Pulverfeuerlöscher |
| FR2850875A1 (fr) | 2003-02-07 | 2004-08-13 | Eurofeu Sa | Extincteur d'incendie comportant un reservoir en matiere plastique |
| WO2004078263A1 (fr) | 2003-02-07 | 2004-09-16 | Eurofeu Societe Anonyme | Extincteur d'incendie comportant un reservoir en matiere plastique |
| EP1588741A1 (de) * | 2004-04-19 | 2005-10-26 | Luxembourg Patent Company S.A. | Feuerlöscher |
| WO2006026842A1 (en) * | 2004-08-23 | 2006-03-16 | Delgado Junior Augusto De Jesu | Fire extinguisher made of polymer |
Also Published As
| Publication number | Publication date |
|---|---|
| DK145488A (da) | 1988-09-19 |
| ES2026512T3 (es) | 1992-05-01 |
| EP0283568A3 (en) | 1989-08-09 |
| CN88100258A (zh) | 1988-09-28 |
| DE3708835C1 (de) | 1988-06-01 |
| JPS6464678A (en) | 1989-03-10 |
| DK145488D0 (da) | 1988-03-17 |
| AU598103B2 (en) | 1990-06-14 |
| AU1199488A (en) | 1988-09-22 |
| CN1006280B (zh) | 1990-01-03 |
| EP0283568B1 (de) | 1991-10-16 |
| ATE68362T1 (de) | 1991-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0283568A2 (de) | Verfahren zur Herstellung eines Feuerlöschers | |
| DE2930699A1 (de) | Geraet zur bereitung gashaltiger getraenke | |
| DE3640279C2 (de) | ||
| DE19525546C2 (de) | Vorrichtung zur Verabreichung von Substanzen, insbesondere Inhalationspräparate | |
| DE102009015964A1 (de) | Druckbehälter-Rohling sowie Verfahren und Blasformstation zu seiner Herstellung | |
| DE3011106A1 (de) | Verfahren und einrichtung zur einfuehrung von gas in eine fluessigkeit | |
| DE2424329A1 (de) | Verbesserte splitterfreie glasbehaelter | |
| EP0759843A1 (de) | Verfahren und vorrichtungen zur herstellung eines formkörpers aus kunststoff | |
| DE2620303A1 (de) | Verfahren und vorrichtung zum aushaerten von sandformen oder sandkernen | |
| DE29907183U1 (de) | Thermosflasche | |
| DE2838244A1 (de) | Verfahren und vorrichtung zum fuellen von flaschen | |
| AT237790B (de) | Von Hand betätigbare Vorrichtung zum Sprühen oder Spritzen von Flüssigkeiten | |
| DE29511334U1 (de) | Vorrichtung zur Verabreichung von Substanzen, insbesondere Inhalationspräparaten | |
| DE3004183A1 (de) | Giessvorrichtung, insbesondere fuer kleine gusstuecke | |
| EP0405202A2 (de) | Verfahren zur Herstellung von Gegenständen aus Kunststoff | |
| DE4134017A1 (de) | Feuerloescher | |
| DE592097C (de) | Hutpresse mit elastischem Pressbeutel | |
| WO1992006743A1 (de) | Feuerlöscher | |
| DE69815273T2 (de) | Vorrichtung zum Blasformen von Gegenständen die einen umhüllten Innenkörper aufweisen | |
| DE1156285B (de) | Membrangesteuerter Gasdruckregler mit durch das Zuflussmedium bewirktem Steuerdruck | |
| DE2116592A1 (de) | Siphon | |
| DE809357C (de) | Spritzgusspresse | |
| DE1479525A1 (de) | Plastikflasche und Verfahren zu deren Herstellung | |
| EP0867205A1 (de) | Tragbarer Auflade-Feuerlöscher | |
| EP0909580A2 (de) | Vorrichtung und Verfahren zum Einführen von Gasen in Flüssigkeiten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19871204 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH ES FR GB IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH ES FR GB IT LI NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19891102 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH ES FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 68362 Country of ref document: AT Date of ref document: 19911115 Kind code of ref document: T |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19911029 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19911114 Year of fee payment: 5 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19911126 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19911212 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19911216 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19911223 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19911230 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19911231 Year of fee payment: 5 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2026512 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19921204 Ref country code: AT Effective date: 19921204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19921205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19921231 Ref country code: CH Effective date: 19921231 Ref country code: BE Effective date: 19921231 |
|
| BERE | Be: lapsed |
Owner name: TAL WALTHER FEUERSCHUTZ G.M.B.H. Effective date: 19921231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19930701 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19921204 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19930831 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19931205 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 87117939.6 Effective date: 19930709 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19940113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051204 |