EP0310995A1 - Verfahren und Vorrichtung zur Steuerung der Spinneinheiten einer Spinnmaschine - Google Patents
Verfahren und Vorrichtung zur Steuerung der Spinneinheiten einer Spinnmaschine Download PDFInfo
- Publication number
- EP0310995A1 EP0310995A1 EP88116361A EP88116361A EP0310995A1 EP 0310995 A1 EP0310995 A1 EP 0310995A1 EP 88116361 A EP88116361 A EP 88116361A EP 88116361 A EP88116361 A EP 88116361A EP 0310995 A1 EP0310995 A1 EP 0310995A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- spinning
- busbar
- double
- stations
- machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000009987 spinning Methods 0.000 title claims abstract description 51
- 238000000034 method Methods 0.000 title claims description 10
- 230000000712 assembly Effects 0.000 claims description 7
- 238000000429 assembly Methods 0.000 claims description 7
- 230000008878 coupling Effects 0.000 claims description 3
- 238000010168 coupling process Methods 0.000 claims description 3
- 238000005859 coupling reaction Methods 0.000 claims description 3
- 238000007383 open-end spinning Methods 0.000 claims description 2
- 230000008439 repair process Effects 0.000 abstract description 4
- 239000004753 textile Substances 0.000 abstract 1
- 238000004140 cleaning Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000003213 activating effect Effects 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000006735 deficit Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 230000005021 gait Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H13/00—Other common constructional features, details or accessories
- D01H13/14—Warning or safety devices, e.g. automatic fault detectors, stop motions ; Monitoring the entanglement of slivers in drafting arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H63/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H63/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package
- B65H63/08—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package responsive to delivery of a measured length of material, completion of winding of a package, or filling of a receptacle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the invention relates to a method and a device for controlling the spinning units of a spinning machine, in particular an open-end spinning machine.
- the control system improves the exact measurement of the spooled yarn length and the cleaning of the individual spinning positions.
- Devices for measuring the yarn spun in the respective spinning unit are known. After reaching a predetermined length of the wound yarn, the relevant spinning unit is switched off by interrupting the sliver feed, after which the bobbin fully wound there is replaced by an empty sleeve. Devices are also known which track the time of the uninterrupted running of the individual spinning stations and switch off these spinning stations after the predetermined time has been reached, ie interrupt their course. This is followed by the cleaning of the rotor and the establishment or measurement of the predetermined spinning time required to maintain the specified yarn quality, because this depends on the duration of the spinning time. In both cases it will electronic control system activated by the machine switch-on signal. The output signal of the electronic control system actuates the electromagnetic clutch for the material feed.
- the signal about the course of the spinning station passes from the spinning station into the central electronic system via a double busbar.
- the signal for controlling the run of the spinning station comes from the central electronic system via the double busbar and, with the help of a switch in the control circuit of the electromagnetic clutch, secures the gear of the respective spinning station.
- a disadvantage of this device is that a short-term malfunction, be it the central electronic system or the double busbar, can trigger a wrong signal in the control circuit of the controlled switches of the individual spinning positions and consequently yarn breaks. This then means loss of production due to incorrectly switching off the respective spinning station and a significant impairment of the yarn quality caused by excessive spinning.
- the object of the invention is to eliminate the above-mentioned disadvantage and, moreover, to enable both the control plates of the central electronic system and the entire double busbar to be tested and, if necessary, replaced during machine operation.
- the principle of the method according to the invention is that the control of the spinning stations via the Double busbar is blocked by a command from the central control system and the operation of the spinning spinning stations is maintained by a reserve single busbar.
- the principle of the device for carrying out the method according to the invention is in particular that a reserve single busbar is coupled to the electromagnets of the couplings of the spinning stations via isolating diodes and to the supply circuit using a load switch.
- a secure control is achieved, which can be activated by the operator if necessary or after evaluation of the status by the central electronic system. Activation by the operator facilitates monitoring and repairs, the other variant increases the reliability of the system and its resistance to short-term faults.
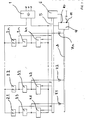
- the spinning machine contains a large number of spinning stations, each of which is equipped with an electromagnet 3, which forms part of a coupling for the material feed. All parts assigned to a respective spinning unit are identified by numbers supplemented by an index, e.g. B. Electromagnet 3.1 to electromagnet 3.n.
- a current source 1 is switched through with the electromagnets 3.1 - 3.n by thread monitors or break sensors 2.1 -2.n and controlled switches 4.1 - 4.n.
- a double busbar 5 is switched through with the controlled switches 4.1 - 4.n and with the output of the break sensors 2.1 - 2.n.
- a parallel reserve single busbar 8 connects the electromagnets 3.1 - 3.n via the isolating diodes 7.1 - 7.n and a load switch 9 to the current source 1.
- the central control unit 6 is connected to the double busbar 5 and to the load switch 9 through the input for automatic control.
- the load switch 9 is also provided with an input for manual control 11.
- the controlled switch 4 responsible is also switched off via the double busbar 5. After a time interval during which the spun fibers are accumulated in the organs of the spinning station, the density of the yarn being spun is interrupted and, as a result, the corresponding break sensor 2 is switched off. This state is also evaluated by the central control unit 6 and the load switch 9 is switched on. It then remains in the switched-on state until another spinning position reaches the predetermined yarn length.
- the advantage of the described method and the device is that the complicated control circuits of the double busbar 5 and the controlled switches 4 connected to them, in the time when they are used for control the course of the spinning stations are not used, blocked and replaced by a reserve single busbar 8 with increased resistance to interference and with increased reliability.
- the modules 13 consist of the controlled switches 4 and a part of the double busbar 5.
- the modules 14 consist of the isolating diodes 7 and the corresponding part of the reserve single busbar 8. Furthermore, the electromagnets 3.1 - 3.n in Series with the break sensors 12.1 - 12.n switched between the yarn take-off and the take-up.
- the three basic elements for interrupting the spinning process are the break sensors 2.1 - 2.n, the break sensors 12.1 - 12.n between the take-off and the take-up and the controlled switches 4.1 - 4.n.
- those sections of the device that affect the gait of the entire machine are particularly important. These sections include the controlled switches 4 and the double busbar 5, while the sections with the sensors and the individual electromagnets 3.1 - 3.n only influence the operation of the individual spinning positions.
- the load switch 9 can be switched on for the duration of the repair by activating the input for manual control 11. During this time, a defective assembly can be replaced or tested without the machine having to be interrupted.
- the division into assemblies 13 and 14 corresponds to the division of the spinning units into machine sections.
- the suitable arrangement of the circuits depending on their affiliation with the double rail 5 or the single rail 8, makes it easier to identify faults at individual spinning positions.
Landscapes
- Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren und eine Vorrichtung zu Steuerung der Spinneinheiten einer Spinnmaschine, besonders einer Offen-End-Spinnmaschine. Die Steuerung verbessert das genaue Abmessen der aufgespulten Garnlänge und die Reinigung der einzelnen Spinnstellen.
- Bekannt sind Vorrichtungen zum Abmessen des in der jeweiligen Spinneinheit gesponnenen Garnes. Nach dem Erreichen einer vorbestimmten Länge des aufgewickelten Garnes wird durch Unterbrechen der Faserbandzufuhr die betreffende Spinneinheit abgestellt, wonach die dort voll aufgewickelte Spule durch eine leere Hülse ersetzt wird. Bekannt sind auch Vorrichtungen, die die Zeit des ununterbrochenen Laufs der einzelnen Spinnstellen verfolgen und nach dem Erreichen der vorbestimmten Zeit diese Spinnstellen abschalten, d. h. ihren Gang unterbrechen. Es folgen die Reinigung des Rotors und das Festlegen bzw. Nachmessen der vorbestimmten zur Einhaltung der vorgegebenen Garnqualität notwendigen Spinnzeit, weil diese von der Dauer der Spinnzeit abhängig ist. In den beiden Fällen wird das elektronische Steuersystem durch das Einschaltsignal der Maschine aktiviert. Das Ausgangssignal des elektronischen Steuersystems betätigt die elektromagnetische Kupplung für den Materialvorschub. Wegen der analogen Funktion und Verwendung dieser Vorrichtung wird im nachstehenden nur das Verfahren zum Abmessen der Garnlänge beschrieben. Das Signal über den Gang der Spinnstelle gelangt von der Spinnstelle in die zentrale elektronische Anlage über eine Doppel-Sammelschiene. Das Signal für die Steuerung des Laufs der Spinnstelle kommt aus der zentralen elektronischen Anlage über die Doppel-Sammelschiene und sichert mit Hilfe eines Schalters im Steuerkreis der elektromagnetischen Kupplung den Gang der jeweiligen Spinnstelle.
- Ein Nachteil dieser Vorrichtung besteht darin, daß eine auch kurzzeitige Störung, sei es der zentralen elektronischen Anlage oder der Doppel-Sammelschiene, ein falsches Signal im Steuerkreis der gesteuerten Schalter der einzelnen Spinnstellen und folglich Garnbrüche auslösen kann. Das bedeutet dann Produktionsausfälle durch falsches Abstellen der jeweiligen Spinnstelle und einen wesentliche durch übermäßige Einspinnung verursachte Beeinträchtigung der Garnqualität.
- Die Erfindung hat sich die Aufgabe gestellt, den oben genannten Nachteil zu beseitigen und überdies zu ermöglichen, daß sowohl die Steuerplatten der zentralen elektronischen Anlage als auch die ganze Doppel-Sammelschiene auch während des Maschinengangs getestet und gegebenenfalls ausgetauscht werden kann.
- Das Prinzip des erfindungsgemäßen Verfahrens besteht darin, daß die Steuerung der Spinnstellen über die Doppel-Sammelschiene durch einen Befehl aus der zentralen Steueranlage blockiert wird und der Betrieb der spinnenden Spinnstellen durch eine Reserve-Einfach-Sammelschiene aufrecht erhalten wird.
- Das Prinzip der Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens besteht insbesondere darin, daß eine Reserve-Einfach-Sammelschiene über Trenndioden mit den Elektromagneten der Kupplungen der Spinnstellen und mit Hilfe eines Lastschalters mit dem Speisestromkreis gekoppelt ist.
- Durch Verwendung der Reserve-Einfach-Sammelschiene wird eine gesicherte Steuerung erreicht, die im Bedarsfall durch die Bedienungsperson oder nach Auswertung des Zustandes durch die zentrale elektronische Anlage aktiviert werden kann. Die Aktivierung durch die Bedienungsperson erleichtert die Überwachung und Reparaturen, die andere Variante erhöht die Zuverlässigkeit des Systems und seine Widerstandsfähigkeit gegen kurzzeitige Störungen.
- Weitere Merkmale des Verfahrens und der Vorrichtung der Erfindung lassen sich der folgenden Beschreibung und Zeichnungen eines Ausführungsbeispiels entnehmen: Es zeigen:
- Fig. 1 ein Blockschema einer erfindungsgemäßen Vorrichtung,
- Fig. 2 das Blockschema der erfindungsgemäßen Vorrichtung mit Bezeichnung der Einteilung in Baugruppen.
- Die Spinnmaschine enthält eine Vielzahl von Spinnstellen, deren jede mit einem Elektromagneten 3 ausgestattet ist, der einen Bestandteil einer Kupplung für den Materialvorschub bildet. Alle einer jeweiligen Spinneinheit zugeordneten Teile sind mit durch je einen Index ergänzten Nummern bezeichnet, z. B. Elektromagnet 3.1 bis Elektromagnet 3.n. Eine Stromquelle 1 ist mit den Elektromagneten 3.1 - 3.n durch Fadenwächter bzw. Bruchsensoren 2.1 -2.n und gesteuerte Schalter 4.1 - 4.n durchgeschaltet. Eine Doppel-Sammelschiene 5 ist mit den gesteuerten Schaltern 4.1 - 4.n und mit dem Ausgang der Bruchsensoren 2.1 - 2.n durchgeschaltet. Eine parallele Reserve-Einfach-Sammelschiene 8 verbindet die Elektromagneten 3.1 - 3.n über die Trenndioden 7.1 - 7.n und einen Lastschalter 9 mit der Stromquelle 1.
- Die zentrale Steuereinheit 6 ist mit der Doppel-Sammelschiene 5 und mit dem Lastschalter 9 durch den Eingang für automatische Steuerung verbunden bzw. durchgeschaltet. Der Lastschalter 9 ist außerdem mit einem Eingang für Handsteuerung 11 versehen.
- Die Fig. 2 zeigt eine Ausführungsvariante der erfindungsgemäßen Vorrichtung. Zwischen die Kupplungen 3.1 -3.n und die gesteuerten Schalter 4.1 - 4.n sind Bruchsensoren zwischen dem Abzug und der Aufwicklung 12.1 - 12.n eingeschaltet. Aus den Gruppen der gesteuerten Schalter 4 und der mit ihnen korrespondierenden Teile der Doppel-Sammelschiene werden Baugruppen 13.1 - 13.n zusammengestellt. Unabhängig von den Baugruppen 13.1 - 13.n werden aus den Gruppen der Trenndioden 7 und der mit ihnen korrespondierenden Teile der Reserve-Einfach-Sammelschiene 8 Baugruppen 14.1 - 14.n zusammengestellt.
- Zur Erklärung der Arbeitsweise der erfindungsgemäßen Vorrichtung sei angenommen, daß noch keine der Spinneinheiten die vorgegebene, bzw. vorbestimmte Garnlänge erreicht hat. Dieser Zustand wird durch die zentrale Steuereinheit ausgewertet, die durch den Eingang für automatische Steuerung 10 den Lastschalter 9 im eingeschalteten Zustand hält. Der Strom der Elektromagneten 3 fließt von der Stromquelle 1 über die Trenndioden 7.1 - 7.n und über die Reserve-Einfach-Sammellinie 8, wodurch die gesteuerten Schalter 4 überbrückt werden. Die spinnenden Spinneinheiten haben in eingeschaltetem Zustand die Bruchsensoren 2, aus deren Ausgängen über die Doppel-Sammelschiene 5 die entsprechende Information über den Lauf der Spinnstellen in die zentrale Steuereinheit 6 gelangt. Wenn eine der Spinnstellen die vorbestimmte Garnlänge erreicht, wird dieser Zustand durch die zentrale Steuereinheit 6 ausgewertet. Darauf folgt das Abschalten des Lastschalters 9 mit Hilfe des Eingangs für automatische Steuerung 10. Über die Doppel-Sammelschiene 5 wird auch der zuständige gesteuerte Schalter 4 abgeschaltet. Nach einem Zeitintervall, im Verlaufdessen die gesponnenen Fasern in den Organen der Spinnstelle akkumuliert werden, wird die Dichte des im Spinnen begriffenen Garnes unterbrochen und infolgedessen der korrespondierende Bruchsensor 2 abgeschaltet. Auch dieser Zustand wird durch die zentrale Steuereinheit 6 ausgewertet und der Lastschalter 9 eingeschaltet. Im eingeschalteten Zustand bleibt er dann bis zum Augenblick, wo eine andere Spinnstelle die vorbestimmte Garnlänge erreicht.
- Der Vorteil des beschriebenen Verfahrens und der Vorrichtung besteht darin, daß die komplizierten Steuerkreise der Doppel-Sammelschiene 5 und die an sie anknüpfenden gesteuerten Schalter 4, in der Zeit, wo sie zur Steuerung des Ganges der Spinnstellen nicht eingesetzt sind, blockiert und durch eine Reserve-Einfach-Sammelschiene 8 mit erhöhter Widerstandsfähigkeit gegen Störungen und mit erhöhter Zuverlässigkeit ersetzt sind.
- Beim Ausführungsbeispiel nach Fig. 2 sind mehrere Bauelemente zu Baugruppen 13 und 14 zusammengefaßt. Die Baugruppen 13 bestehen aus den gesteuerten Schaltern 4 und aus einem Teil der Doppel-Sammelschiene 5. Die Baugrppen 14 bestehen aus den Trenndioden 7 und aus dem korrespondierenden Teil der Reserve-Einfach-Sammelschiene 8. Weiter sind die Elektromagneten 3.1 - 3.n in Serie mit den Bruchsensoren 12.1 - 12.n zwischen dem Garnabzug und der Aufwicklung geschaltet. Die drei Grundelemente zum Unterbrechen des Spinnvorgangs sind die Bruchsensoren 2.1 - 2.n, die Bruchsensoren 12.1 - 12.n zwischen dem Abzug und der Aufwicklung und die gesteuerten Schalter 4.1 - 4.n.
- Zur Verkürzung der Reparaturzeiten sind besonders diejenigen Abschnitte der Vorrichtung wichtig, die den Gang der ganzen Maschine beeinflussen. Zu diesen Abschnitten gehören die gesteuerten Schalter 4 und die Doppel-Sammelschiene 5, während die Abschnitte mit den Sensoren und den einzelnen Elektromagneten 3.1 - 3.n lediglich den Betrieb der einzelnen Spinnstellen beeinflussen.
- Bei der Ausführung nach Fig. 2 kann durch Aktivieren des Eingangs für Handsteuerung 11 der Lastschalter 9 für die Dauer der Reparatur eingeschaltet werden. Während dieser Zeit kann eine defekte Baugruppe ausgewechselt bzw. getestet werden, ohne daß der Betrieb der Maschine unterbrochen werden müßte.
- Vom Gesichtspunkt der effektiven Fertigung und Instandhaltung ist es zweckmäßig, wenn die Einteilung in die Baugruppen 13 und 14 mit der Einteilung der Spinneinheiten in Maschinensektionen übereinstimmt. Durch die geeignete Gliederung der Schaltkreise je nach ihrer Zugehörigkeit zur Doppelschiene 5 oder zur Einfachschiene 8 kann die Identifizierung von Störungen an einzelnen Spinnstellen erleichtert werden.
Claims (5)
dadurch gekennzeichnet,
daß im Bedarfsfall die Steuerung der Spinnstellen über die Doppel-Sammelschiene durch einen Befehl aus der zentralen Steueranlage blockiert wird und der Betrieb der spinnenden Spinnstellen durch eine Reserve-Einfach-Sammelschiene aufrecht erhalten wird.
dadurch gekennzeichnet,
daß die Reserve-Einfach-Sammelschiene den Gang der Spinnstellen in denjenigen Zeitintervallen aufrecht erhält, in denen keiner Spinnstelle ein Befehl zum Unterbrechen des Spinnvorgangs gegeben wird und keine Spinnstelle einen solchen Befehl ausführt.
dadurch gekennzeichnet,
daß eine Reserve-Einfach-Sammelschiene (8) über Trenndioden (7) mit den Elektromagneten (3) der Kupplungen der Spinnstellen und über Lastschalter (9) mit dem Speisekreis durchgeschaltet ist.
dadurch gekennzeichnet,
daß der Lastschalter (9) mit einem Eingang (10) für das Signal der automatischen Steuerung und mit einem Eingang (11) für Handsteuerung versehen ist.
dadurch gekennzeichnet,
daß die gesteuerten Schalter (4) und Teile der Doppel-Sammelschiene (5) Baugruppen (13) bilden, die von den aus den Trenndioden (7) und den Teilen der Reserve-Einfach-Sammelschiene (8) bestehenden Baugruppen unabhängig sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CS877149A CS269079B1 (en) | 1987-10-05 | 1987-10-05 | Connection for spinning machine's spinning units running securing espevially with break spinning machine |
| CS7149/87 | 1987-10-05 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0310995A1 true EP0310995A1 (de) | 1989-04-12 |
| EP0310995B1 EP0310995B1 (de) | 1992-07-08 |
Family
ID=5420083
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88116361A Expired - Lifetime EP0310995B1 (de) | 1987-10-05 | 1988-10-04 | Verfahren und Vorrichtung zur Steuerung der Spinneinheiten einer Spinnmaschine |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4989402A (de) |
| EP (1) | EP0310995B1 (de) |
| CS (1) | CS269079B1 (de) |
| DE (1) | DE3872643D1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3939789A1 (de) * | 1989-12-01 | 1991-06-06 | Schlafhorst & Co W | Verfahren und einrichtung zum betrieb einer automatisch arbeitenden textilmaschine |
| FR2716273A1 (fr) * | 1994-02-17 | 1995-08-18 | Zinser Textilmaschinen Gmbh | Système de commande pour une machine de fabrication, et en particulier pour un métier à filer. |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3912370A1 (de) * | 1989-04-14 | 1990-10-18 | Novibra Gmbh | Textilmaschine, insbesondere spinn- oder zwirnmaschine |
| CN104499131A (zh) * | 2014-12-23 | 2015-04-08 | 湖南云锦集团股份有限公司 | 一种粗纱机的粗纱精密定长装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2237176A1 (de) * | 1973-07-10 | 1975-02-07 | Nuova San Giorgio Spa | |
| EP0016871A1 (de) * | 1979-04-10 | 1980-10-15 | Zellweger Uster Ag | Verfahren und Vorrichtung zur Erzielung vorbestimmbarer und genauer Garnlängen auf Kreuzspulen |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2316359A1 (fr) * | 1975-07-03 | 1977-01-28 | Rieter Ag Maschf | Procede et dispositif pour la mise en marche et l'arret, en commun, d'une pluralite d'unites de filage d'une machine de filature a fibres liberees |
| CH599364A5 (de) * | 1975-07-16 | 1978-05-31 | Rieter Ag Maschf | |
| CS201779B1 (en) * | 1978-09-06 | 1980-11-28 | Jiri Sloupensky | Method of and apparatus for controlling the operation of open-end spinning machines |
| US4292800A (en) * | 1979-09-28 | 1981-10-06 | Parks-Cramer Company | Textile machine data link apparatus |
| DE3144776C2 (de) * | 1981-11-11 | 1986-09-25 | W. Schlafhorst & Co, 4050 Mönchengladbach | Verfahren und Vorrichtung zum Steuern des Anspinnvorgangs bei einer Offenend-Rotorspinnmaschine |
| JPS60119228A (ja) * | 1983-12-02 | 1985-06-26 | Howa Mach Ltd | 特殊糸の製造装置 |
-
1987
- 1987-10-05 CS CS877149A patent/CS269079B1/cs not_active IP Right Cessation
-
1988
- 1988-10-04 DE DE8888116361T patent/DE3872643D1/de not_active Expired - Fee Related
- 1988-10-04 EP EP88116361A patent/EP0310995B1/de not_active Expired - Lifetime
- 1988-10-05 US US07/254,327 patent/US4989402A/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2237176A1 (de) * | 1973-07-10 | 1975-02-07 | Nuova San Giorgio Spa | |
| EP0016871A1 (de) * | 1979-04-10 | 1980-10-15 | Zellweger Uster Ag | Verfahren und Vorrichtung zur Erzielung vorbestimmbarer und genauer Garnlängen auf Kreuzspulen |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3939789A1 (de) * | 1989-12-01 | 1991-06-06 | Schlafhorst & Co W | Verfahren und einrichtung zum betrieb einer automatisch arbeitenden textilmaschine |
| DE3939789C2 (de) * | 1989-12-01 | 1999-02-11 | Schlafhorst & Co W | Verfahren und Einrichtung zum Betrieb einer automatisch arbeitenden Textilmaschine |
| FR2716273A1 (fr) * | 1994-02-17 | 1995-08-18 | Zinser Textilmaschinen Gmbh | Système de commande pour une machine de fabrication, et en particulier pour un métier à filer. |
Also Published As
| Publication number | Publication date |
|---|---|
| US4989402A (en) | 1991-02-05 |
| CS714987A1 (en) | 1989-09-12 |
| EP0310995B1 (de) | 1992-07-08 |
| CS269079B1 (en) | 1990-04-11 |
| DE3872643D1 (de) | 1992-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3123476C2 (de) | Arbeitsverfahren und Vorrichtung zum Stillsetzen einer Arbeitsstelle einer Spinn- oder Zwirnmaschine | |
| EP0389849A2 (de) | Steuersystem für eine Textilmaschine | |
| DE3716829C2 (de) | Verfahren und Einrichtung zum Verringern der Ausfallquote von Stoppvorrichtungen an einer Spinnereimaschine | |
| EP0310995A1 (de) | Verfahren und Vorrichtung zur Steuerung der Spinneinheiten einer Spinnmaschine | |
| DE19547068B4 (de) | Serviceeinrichtung an einer Spinnmaschine | |
| DE19826269C2 (de) | Schaltung zum Stellen und Überwachen einer Weiche mit mehreren Drehstrom-Weichenantrieben | |
| AT409362B (de) | Schaltung zum stellen und überwachen von weichen mit mehreren antrieben | |
| DE2519221C2 (de) | Verfahren und Vorrichtung zum Fühlen von Fadenbrüchen an Spinn- oder Zwirnmaschinen | |
| DE3638681C2 (de) | ||
| DE2546436C3 (de) | Entlang wenigstens einer Spinnmaschine verfahrbare Wartungsvorrichtung | |
| EP1028866B1 (de) | Linearantriebssystem | |
| DE19606894C2 (de) | Einrichtung zur signaltechnisch sicheren Steuerung und Überwachung elektrischer Verbraucher im Eisenbahnwesen | |
| DE2647118A1 (de) | Verfahren und vorrichtung zur bestimmung der haeufigkeit von garnspleissungen in einer automatischen spinnmaschine | |
| DE3411927C2 (de) | ||
| EP0165464B1 (de) | Schaltungsanordnung zum Betrieb eines Lichtsignales in einer Eisenbahnanlage | |
| EP0500201B1 (de) | Schaltung zum Überwachen wechselstromgespeister Signallampen | |
| DE3419752C2 (de) | ||
| DE19606896C2 (de) | Schaltung zum Stellen und Überwachen von Lichtsignalen | |
| DE3516612A1 (de) | Schaltung zum fernueberwachen eines lichtsignales | |
| DE3312768C2 (de) | ||
| DE3138472C2 (de) | Verfahren und Einrichtung zur Anzeige von Wiederholungsfehlern an Maschinen | |
| DE29807733U1 (de) | Schaltung zum Stellen und Überwachen von Weichen mit mehreren Antrieben | |
| DE3116393C1 (de) | Elektrische Schaltungsanordnung zur Nachbildung einer Sammelschienenanlage mit einem Störschreiber | |
| AT340477B (de) | Schaltung fur den betrieb einer prufschaltung bei lichtsignalen | |
| DE3324360A1 (de) | Vorrichtung zum automatischen steuern von mehrere spinneinheiten enthaltenden offenend-rotorspinnmaschinen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR IT LI |
|
| 17P | Request for examination filed |
Effective date: 19890808 |
|
| 17Q | First examination report despatched |
Effective date: 19901221 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE IT LI |
|
| REF | Corresponds to: |
Ref document number: 3872643 Country of ref document: DE Date of ref document: 19920813 |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20001229 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20010129 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011031 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051004 |