EP0355647A2 - Spundbehälter - Google Patents
Spundbehälter Download PDFInfo
- Publication number
- EP0355647A2 EP0355647A2 EP89114985A EP89114985A EP0355647A2 EP 0355647 A2 EP0355647 A2 EP 0355647A2 EP 89114985 A EP89114985 A EP 89114985A EP 89114985 A EP89114985 A EP 89114985A EP 0355647 A2 EP0355647 A2 EP 0355647A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- pipe socket
- container according
- socket
- cover
- internal thread
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/40—Making outlet openings, e.g. bung holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D39/00—Closures arranged within necks or pouring openings or in discharge apertures, e.g. stoppers
- B65D39/08—Threaded or like closure members secured by rotation; Bushes therefor
- B65D39/082—Bung-rings and bungs for bung-holes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D41/00—Caps, e.g. crown caps or crown seals, i.e. members having parts arranged for engagement with the external periphery of a neck or wall defining a pouring opening or discharge aperture; Protective cap-like covers for closure members, e.g. decorative covers of metal foil or paper
- B65D41/02—Caps or cap-like covers without lines of weakness, tearing strips, tags, or like opening or removal devices
- B65D41/04—Threaded or like caps or cap-like covers secured by rotation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D41/00—Caps, e.g. crown caps or crown seals, i.e. members having parts arranged for engagement with the external periphery of a neck or wall defining a pouring opening or discharge aperture; Protective cap-like covers for closure members, e.g. decorative covers of metal foil or paper
- B65D41/02—Caps or cap-like covers without lines of weakness, tearing strips, tags, or like opening or removal devices
- B65D41/04—Threaded or like caps or cap-like covers secured by rotation
- B65D41/08—Threaded or like caps or cap-like covers secured by rotation engaging a threaded ring clamped on the external periphery of the neck or wall
- B65D41/083—Threaded or like caps or cap-like covers secured by rotation engaging a threaded ring clamped on the external periphery of the neck or wall engaging a bung-ring clamped on the neck or in the wall
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F17—STORING OR DISTRIBUTING GASES OR LIQUIDS
- F17C—VESSELS FOR CONTAINING OR STORING COMPRESSED, LIQUEFIED OR SOLIDIFIED GASES; FIXED-CAPACITY GAS-HOLDERS; FILLING VESSELS WITH, OR DISCHARGING FROM VESSELS, COMPRESSED, LIQUEFIED, OR SOLIDIFIED GASES
- F17C2205/00—Vessel construction, in particular mounting arrangements, attachments or identifications means
- F17C2205/03—Fluid connections, filters, valves, closure means or other attachments
- F17C2205/0302—Fittings, valves, filters, or components in connection with the gas storage device
- F17C2205/0305—Bosses, e.g. boss collars
Definitions
- the invention relates to a container with a fuselage and, firmly and tightly connected to it, a base and a lid, in which the lid has at least one filling opening equipped with a bung, which can be screwed into a thread of the bung by means of a sealing ring Threaded connector is liquid and gas tight closable.
- Such containers referred to as sheet pans, made of relatively thin sheet metal are widely used and can be used as barrels for different liquid or pourable filling goods or can be designed as beverage barrels, beer barrels, kegs or other containers.
- a sheet that is made in a relatively close fit which can be designed as a threaded connector or the like with a larger wall thickness, if necessary, with at least one flange connect, so that not only separate dimensionally accurate further parts are required for the completion of the container, but these are to be firmly and securely connected to the lid, special measures for sealing the connection made between the lid and the bung being taken. For example, with a sheet to be flanged, minde It is very important to insert an additional sealing ring, and when welding in bung, the weld seam responsible for the tight seal must be carefully checked for a completely all-round and secure connection.
- a disadvantage of drop tests and the corresponding stresses in operation is that rigid areas, flanges or pipe connections are connected to areas of the comparatively flexible cover made of thin sheet metal, so that locally excessive stresses can occur in the connection area thereof and thus an additional risk the connection and the required leak protection.
- the possibly required introduction of sealing rings in the connection between the cover and the bung not only brings additional risk to the seal due to additional components, conventional elastic sealing rings are not resistant to all possible fillers of the vessel, so that additional consideration of the intended content of the Container is to be taken and there are additional failure options, especially if the container is often reused.
- a planned reuse it has the disadvantage that a number of solvents and cleaning agents cannot be used when cleaning the vessel with regard to the sealing rings that seal the bung and, in particular, cleaning processes that use higher temperatures should be avoided.
- the invention is based on the object of developing a generic container in such a way that a bung or threaded connector enclosing the filling opening for receiving a sealingly closing threaded plug with minimal effort can be created, which is securely sealed and local overstressing largely exclusively connected to the cover.
- the filling opening being delimited by a pipe socket, which is formed in one piece with the cover from its material, and by the pipe socket being provided with an internal thread for receiving the threaded socket and with a sealing surface for supporting the seal, which is preferably designed as a sealing ring Is provided.
- a pipe socket which is formed in one piece with the cover from its material
- the pipe socket being provided with an internal thread for receiving the threaded socket and with a sealing surface for supporting the seal, which is preferably designed as a sealing ring Is provided.
- the material of the cover above the filling opening is expediently guided in one piece via a support area for the sealing ring of the threaded plug up to the pipe socket equipped with the thread; on the other hand, it is also possible to arrange the support area provided for the seal at the end of the pipe socket.
- the bung is either created solely by reshaping material already present in the cover or that only simple additional parts that can be manufactured within wide tolerances are used for any additional reinforcement that may be desired.
- the operations to be carried out during the forming process are relatively simple. Appropriate and advantageous developments and refinements of the subject matter of the invention can be found in the subclaims.
- Fig. 1 the view of the upper area of a container 1 is shown cut in a partial area, the cylindrical, broken body 2 is closed at the top by a lid 3, which is mechanically securely and tightly connected to the body 2 by a fold 4 .
- the lid 3 usually has two filling openings of different diameters; the actual one Filling provided filling opening 5 is often created with a width of 2 ", while a further opening, which essentially serves for ventilation, is designed with a width 3/4".
- baffles 6, 7, which can be closed in a liquid-tight and gas-tight manner by means of a screw-in threaded plug and a seal.
- FIG. 2 A section of the cover 3 of FIG. 1 is shown enlarged in FIG. 2.
- a filling opening 5 is incorporated by first punching out a central area of the sheet metal of the lid and shaping the adjacent areas downwards or into the inside of the barrel to form a pipe socket 8, into which an internal thread 9 for receiving a threaded plug is machined.
- This internal thread 9 can be cut into the material of the pipe socket 8, and in particular in the free-standing pipe socket of FIG. 2 there is the possibility of pressing or pressing this internal thread into the wall of the pipe socket, stamping it or rolling it in.
- the bung formed in one piece from the material of the cover 3 as a pipe socket 8 according to FIG. 2 can be closed according to FIG. 3 by screwing a threaded plug 12 into the internal thread 9 of the pipe socket 8 in a liquid and gas tight manner.
- a sealing ring 11 is placed on the threaded shaft of the threaded plug 12, which between the seal when screwing and tightening the threaded plug 12 Surface 10 of the lid 3 and the flange 13 of the threaded plug 12 is clamped and is elastically deformed in this way.
- FIG. 4 A further development of the bung illustrated by FIG. 2 and formed by a pipe socket 8 is illustrated in FIG. 4.
- a hole is first punched into the cover 3 in the center of the filling opening 5 to be formed, and the material of the cover 3 surrounding this hole is then deformed downwards - inwards into a pipe socket 8.
- the pipe socket 8 thus formed is shortened in the axial direction, but at the same time also reinforced in its material thickness, so that the pipe socket 8 of FIG. 4 formed from the sheet metal of the cover 1 has a greater thickness than the cover 3 itself an advantageously larger material thickness is available for incorporating the internal thread 9.
- lateral, slot-like openings 14 are punched into the root area of the pipe socket 8 in order to improve the residual emptying of the container equipped with this lid 3: If a container equipped with a bung according to FIG. 4 is turned by 180 ° and emptied as completely as possible If the lid is turned off, the remaining content above the lid, which is now at the bottom, can flow down through the slot-like openings 14 provided in the area of the inner lid surface, and a jam of the container contents through the pipe socket 8 projecting inwards and now upwards is avoided.
- the invention is not limited to pipe sockets projecting inwards into the container.
- 5 shows a section of a lid 3 of a container, in which material of the lid 5 is used to form the filling opening above, that is from the inside of the container, is formed in such a way that an upwardly directed pipe socket 15 is formed, which in turn is provided with an internal thread 9 by cutting, rolling, rolling, swirling or the like.
- the free end of the pipe socket 15 is formed to form a flange and rolled down at the free end to avoid sharp edges, so that a flange-like sealing surface 17 is formed at the free end of the pipe socket 15 provided with an internal thread.
- the root area of the pipe socket 15 that is, the transition area from the cover 3 to the pipe socket 15, as a bead 16, so that a sealing surface that can be used to support seals can also be found in the root areas of the pipe socket 15 results.
- the sealing ring 11 is pressed onto a sealing surface 10 of the cover 3, so that the desired seal is directly between the surface of the cover 3 or its sealing surface 10 and the flange 13 of the Threaded plug 12 is obtained.
- Any damage to the pipe socket 8 which may have arisen during the production of the internal thread 9 lies within the sealed vessel and cannot impair the sealing thereof.
- the sealing surface 17 of FIG. 5 is used to accommodate the sealing ring provided under a flange of a threaded plug, this results in a perfect seal, but hairline cracks which occur during the production of the internal thread of the pipe socket 15, however, can impair this seal. If the bung formed by the pipe socket 15 of FIG.
- the rolling, pressing or pressing tool can be supported directly on the outer casing 18, so that the outer casing can also be deformed at least in part in accordance with the internal thread.
- the forming area 19 offers itself here as a sealing surface for the sealing ring to be inserted, and depending on the design of the flange of the threaded plug, the essential seal is effected in the apex of the forming area or, for example, within the approximately conical area enclosed by it.
- FIGS. 7 to 9 Variants of the bung according to FIG. 6 are described in the following FIGS. 7 to 9.
- Fig. 7 is designed with a larger radius of curvature, approximately semicircular forming area 19, so that on the one hand excessive deformations are avoided and on the other hand the inner socket 20 equipped with the internal thread 9 is free within the protective and supporting outer shell 18.
- a similar distance is provided between the supporting outer jacket 18 and the inner socket 20, but the forming area 19 is ring-shaped - flat and has two curvatures of radius of curvature which are smaller in each case in the profile.
- the forming area 19 is equipped with an additional, outwardly facing, stiffening the sealing area bead 21, so that the inner socket 20 is only a short distance from the outer jacket, but on the other hand the forming area shows on the one hand an annular sealing surface and on the outer edge is additionally stiffened by the bead 21.
- FIGS. 10 The development of such a filling opening with a bung made in one piece from the cover is shown in FIGS. 10 explained.
- 10a first shows a blank 22 made of simple sheet metal for the lid of a container 1 of FIG. 1.
- a hole 23 is first punched into the blank 22 of FIG. 10a, the diameter of which is considerably smaller than that the later filling opening.
- a hat profile 24 is pressed out of the sheet metal of the cover 3 centrally to the hole 23, and according to FIG. 10d the upper circular ring 25 of the hat profile 24 of FIG. 10c is initially conically shaped downwards.
- a stiffening of the pipe socket 26 to be formed, which is provided with an internal thread 9, can also be brought about by a bead-like deformation of the area of the cover 3 that surrounds the filling opening 5. 11, the sheet metal of the cover 3 is first pressed outward in the course of a rising circular flank 27 and then, with the formation of a bead 28, a sealing surface 29 delimited by this is created, to which the pipe socket 26 provided with an internal thread 9 is connected.
- FIG. 12 Here, a conical flank 27 rises directly to a bead 28, which also functions as a sealing surface, and from the apex of this bead, the pipe socket 26, which is provided with an internal thread 9, turns downward.
- the threaded plug 12 screwed into the internal thread as a sealing closure clamps the sealing ring 11 directly against the apex of the bead 28 with its flange 13.
- the pipe socket 26 is provided with slot-shaped openings 14 which are provided just below the inner surface of the apex of the bead.
- the residual emptying is improved when the entire container is turned over by 180 ° and placed on its lid.
- the free end of the pipe socket 26 is then below the inner surface of the cover 3, so that the drainage is not impaired by the inner surface of the cover itself.
- the openings 14, however, allow the contents of the container, which collects above the bead 28, to drain off.
- it is advantageous that the actual Liche internal thread 9, in the manufacture of which, for example, hissing might occur remains in the interior of the container and is therefore not used for sealing.
- a further stiffening can be done according to FIGS. 13 and 14 reach when, in the case of an inner socket 20 having an internal thread, its outer jacket 18 surrounds it with only a small distance.
- a weld seam 30 according to FIG. 13 or only individual, discrete weld points 31 according to FIG. 14 provide further support, in particular in the area of the free end of the inner socket 20.
- a continuous, sealed weld seam 30 has proven to be essential in both cases of FIG 13 and 14 have proven effective if, for example as corrosion protection, containers are provided with an internal coating, in particular an internal coating.
- inner connecting piece 20 which lies directly against the outer casing 18 or at least lies tightly against it, their two mutually facing walls cannot be coated or painted only incompletely or only incompletely.
- an additional reinforcing ring 32 can be inserted into this intermediate space, which is held by welding points 31 as shown in FIG. 15.
- the retaining ring can also be held here by welds, but it is also possible, for example, to let the free end of the inner connector 20 grip around the reinforcing ring 32, and 16 inwardly directed outer jacket 18, it may be advisable to provide known openings 14 to improve the residual emptying from FIGS. 4 and 12.
- a further stiffening possibly in addition to an increase in the sheet metal thickness of the pipe socket by upsetting, can be achieved by a special threaded ring 33 which is inserted into a pipe socket 34 without an internal thread and by means of flanging or, as shown in Fig. 17, by means of of welds 30 or welds 31 is connected.
- Such welds 30 and / or welds can be provided in the area of the lower end faces of the threaded ring and the pipe socket.
- welds 31 can also be provided on the casing of the pipe socket, and to simplify welding, the pipe socket 34 can be provided with recesses receiving the weld be equipped.
- Sealing of the weld is not necessary here, since when a closing threaded plug is screwed on, the sealing ring lies on the sealing surface 10 and any joints between the threaded ring 33 and the pipe socket 34 remain in the sealed interior of the container. According to FIG. 18, it is also possible to allow such a threaded ring 35 to overlap the free end face of the pipe socket 34 in order to directly intercept the forces which arise when the closing threaded plug is tightened.
- FIG. 19 Another example of such a threaded ring is shown in Fig. 19; the threaded ring 36 of FIG. 19 is supported on a bead and is expediently additionally connected to the short pipe socket 34 by means of welding points 31.
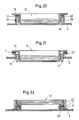
- Fig. 20 is shown from the cover 3 in one piece outwardly shaped pipe socket 38, the is lined with a threaded ring 33.
- the upper end of the threaded ring is overlapped by an inwardly bent forming region 39 which, on the one hand, supports the threaded ring 33 against the axial forces arising when the threaded plug 12 is screwed in, and on the other hand provides the sealing support for the sealing ring 11.
- the threaded ring is expediently additionally held by welding points 31.
- a modified embodiment is shown in FIG.
- the filling opening is delimited here by a bead 40 formed from the material of the cover 3, the upper area of which simultaneously serves as a sealing surface for receiving the sealing ring 11.
- a threaded ring 41 is pressed into the filling opening and held by means of welding points 31.
- the sealing takes place outside the thread or the connection of the threaded ring 41 - bead 40, so that a sealing weld is not necessary.
- such a threaded ring is placed below the bead 40 against the cover 3 and welded at least in some areas.
- FIG. 22 A connection outside the sealing bead 40 is shown in FIG. 22.
- a threaded ring 42 is designed so that its base circle is centered by the circumference of the bead 40, and the base circle of the threaded ring 42 is connected to the cover 3 by welding points 31 or a corresponding circumferential weld seam.
- it is not necessary to seal the welded connection since the sealing takes place in the base area of the threaded plug 12 via a corresponding sealing ring 11 and the thread is located outside the sealed container interior.
- FIG. 23 shows a simple stiffening of a pipe socket 43 equipped with an internal thread.
- the area surrounding the filling opening 5 is initially surrounded by a circumferential one Ribbed 45 reinforced.
- a reinforcing ring 44 is supported, which is overlapped by a flange 46 formed from the upper free end of the pipe socket 43.
- This flange 46 also serves as a support for the sealing ring 11, which is prestressed by the flange 13 of the closing threaded plug 12.
- the reinforcing ring 44 can be further fixed by welding to the bead 45, to the cover 3 or, if appropriate, also to the flange 46.
- reinforcement rings 32 or 44 and threaded rings 33, 35, 36, 41 or 42 can be made of a resistant material, for example stainless steel.
- a pre-painted cover with pipe socket 8, 20 or 38 repainting or re-painting is then not necessary after inserting the reinforcement ring or threaded ring.
- the known methods for creating threads can be used, such as thread cutting, pressing, pressing or rolling a thread, but also so-called whirling.
- a cover 3 intended for the manufacture of a vessel 1 of FIG. 1 with an already molded pipe socket 8 can be clamped onto a base by means of holding-down devices.
- a threaded mandrel is inserted into the pipe socket from above, while at the same time press plates which are radially insertable from the outside and are provided with molded threads on their bearing surfaces are pressed against the outer wall of the pipe socket, so that threads are pressed into the wall of the pipe socket.
- press plates can be pulled back and the mandrel screwed out of the pressed internal thread.
- pipe pieces in one piece in the lid of closed containers it is also possible to form pipe pieces in one piece on walls, for example the body 2 of the container 1 of FIG. 1, if lateral filling openings and closures are desired, and in addition, it is also possible to equip walls, for example the fuselage or floor, of containers open at the top, with bumps molded in one piece according to the invention.
- transition and connection areas in particular from more flexible elements, such as the cover 3, to rigid elements, such as the previously known thick-walled bungs, are missing, so that local overloads are avoided in the event of overstressing.
- optimal clear widths of the filling opening can be achieved in the one-piece molding of a pipe socket from the lid or a wall, which considerably facilitate the filling and emptying of the container.
- this not only results in bung containers whose bung can be produced with little material effort, the bung can be carried out without any noticeable additional cost and with an optimal clear width, since the filling and emptying processes, in particular with highly viscous container contents, are facilitated and also There is an opportunity to introduce agitators to support the removal if necessary.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Closures For Containers (AREA)
- Pharmaceuticals Containing Other Organic And Inorganic Compounds (AREA)
Abstract
Description
- Die Erfindung betrifft einen Behälter mit einem Rumpf und, mit diesem fest und dicht verbunden, einem Boden sowie einem Deckel, bei dem der Deckel mindestens eine mit einem Spund ausgestattete Füllöffnung aufweist, die mittels eines mit einem Dichtring ausgestatteten und in ein Gewinde des Spundes einschraubbaren Gewindestutzens flüssigkeits- und gasdicht verschließbar ist.
- Derartige als Spundbehälter bezeichnete, aus relativ dünnem Metallblech gefertigte Behälter werden verbreitet benutzt und können als Fässer für unterschiedliche flüssige oder schüttfähige Füllgüter verwendet werden oder als Getränkefässer, Bierfässer, Kegs oder sonstige Behälter ausgebildet sein. In jedem dieser Fälle ist es jedoch erforderlich, einen in relativ enger Passung gefertigten Spund, der als gegebenenfalls mit mindestens einem Flansch ausgestatteter Gewindestutzen oder dergleichen größerer Wandstärke ausgeführt sein kann, mit dem Deckel des Gefäßes durch Verschrauben, Umbördeln, Verpressen, Einschweißen oder Aufschweißen zu verbinden, so daß zur Fertigstellung des Behälters nicht nur gesonderte maßhaltige weitere Teile erforderlich werden, sondern diese mit dem Deckel fest und sicher zu verbinden sind, wobei noch besondere Maßnahmen zum Abdichten der zwischen Deckel und Spund hergestellten Verbindung zu treffen sind. So ist bspw. bei einem einzubördelnden Spund minde stens ein zusätzlicher Dichtring einzubringen, und beim Einschweißen von Spunden ist die für das dichte Abschließen verantwortliche Schweißnaht entsprechend sorgfältig auf eine vollständig rund umgehende und sichere Verbindung zu überprüfen.
- Nachteilig macht sich bei Fallversuchen und den diesen entsprechenden Beanspruchungen im Betriebe bemerkbar, daß mit Bereichen des verhältnismäßig nachgiebigen und aus dünnem Blech gefertigten Deckels starre Spunde, Flansche oder Rohrstutzen verbunden sind, so daß im Verbindungsbereich derselben lokal überhöhte Beanspruchungen auftreten können und damit eine zusätzliche Gefährdung der Verbindung und der verlangten Lecksicherheit besteht. Das gegebenenfalls erforderliche Einbringen von Dichtungsringen in die zwischen Deckel und Spund herzustellende Verbindung bringt nicht nur durch zusätzliche Bauteile eine zusätzliche Gefährdung der Abdichtung, übliche elastische Dichtringe sind nicht gegen alle als Füllstoffe des Gefäßes möglichen Stoffe resistent, so daß zusätzlich Rücksicht auf den vorgesehenen Inhalt des Behälters zu nehmen ist und insbesondere bei einer oft vorgesehenen Wiederverwendung des Behälters zusätzliche Ausfallmöglichkeiten bestehen. Im Falle einer geplanten Wiederverwendung macht sich nachteilig bemerkbar, daß bei der Reinigung des Gefäßes mit Rücksicht auf den Spund abdichtende Dichtungsringe eine Reihe von Lösungs- und Reinigungsmitteln nicht anwendbar ist und insbesondere auf höhere Temperaturen zur Anwendung bringende Reinigungsverfahren zu verzichten ist.
- Die Erfindung geht von der Aufgabe aus, einen gattungsgemäßen Behälter so weiterzubilden, daß ein die Füllöffnung umschließender Spund bzw. Gewindestutzen zur Aufnahme eines dichtend schließenden Gewindestopfens mit minimalem Aufwand erstellbar ist, der sicher dichtend und lokale Überbeanspruchungen weitgehend ausschließend mit dem Deckel verbunden ist.
- Gelöst wird diese Aufgabe, indem die Füllöffnung von einem Rohrstutzen umgrenzt ist, der einstückig mit dem Deckel aus dessen Material geformt ist, und indem der Rohrstutzen mit einem Innengewinde zur Aufnahme des Gewindestutzens versehen ist und mit einer Dichtfläche zur Auflage der vorzugsweise als Dichtring ausgebildeten Dichtung ausgestattet ist. Damit tritt an die Stelle bekannter, einzuschweißender, einzupressender oder einzubördelnder maßhaltiger, gesondert gefertigter, als massive, starkwandige Rohrstutzen ausgebildeter Spunde ein einfacher, leicht herzustellender Rohrstutzen, der einstückig aus dem über der Füllöffnung anstehenden Material des Deckels hergestellt ist und damit durch die Einstückigkeit eine ausgezeichnete Abdichtung ohne zusätzliche Dichtmittel, Dichtringe oder dergleichen ergibt. Das über der Füllöffnung anstehende Material des Deckels ist hierbei zweckmäßig einstückig über einen Auflagebereich für den Dichtring des Gewindestopfens bis zum mit dem Gewinde ausgestatteten Rohrstutzen geführt; andererseits ist es aber auch möglich, den für die Dichtung vorgesehenen Auflagebereich am Ende des Rohrstutzens anzuordnen. Als wesentlich erweist es sich hierbei, daß der Spund entweder allein durch Umformen von im Deckel bereits vorhandenen Material erstellt wird oder aber nur einfache, innerhalb weiter Toleranzen fertigbare Zusatzteile zu einer gegebenenfalls gewünschten zusätzlichen Verstärkung herangezogen werden. Die bei der Umformung zu bewirkenden Arbeitsgänge sind relativ einfach. Zweckmäßige und vorteilhafte Weiterbildungen sowie Ausgestaltungen des Gegenstandes der Erfindung sind den Unteransprüchen zu entnehmen.
- Im einzelnen sind die Merkmale der Erfindung anhand der folgenden Beschreibung von Ausführungsbeispielen in Verbindung mit diese darstellenden Zeichnungen erläutert. Es zeigen hierbei:
- Figur 1 schematisch und bereichsweise geschnitten den oberen Bereich des zylindrischen Rumpfes eines Behälters mit einem diesen abschließenden Deckel, der mit zwei verschließbaren Spunden ausgestattet ist,
- Figur 2 vergrößert und geschnitten einen mit einem angeformten Spund versehenen Deckel des Gefäßes nach Fig. 1,
- Figur 3 die Anordnung nach Fig. 2 mit zum Verschließen des Spundes in diesen eingeschraubten, von einem Dichtring unterfangenen Gewindestutzen,
- Figur 4 eine Anordnung nach Fig. 2 mit zur Verbesserung der Restentleerung eingebrachten Durchbrechungen,
- Figur 5 einen Ausschnitt eines Deckels mit nach oben gerichtet angeformtem Rohrstutzen,
- Figur 6 in gleichartiger Darstellung einen nach oben gerichteten Rohrstutzen, dessen freies Ende nach innen um 180° umgelegt ist und den als Außenmantel ausgeführten Wurzelbereich als zentrischer innerer Stutzen durchdringt,
- Figur 7 eine der Fig. 6 ähnliche Anordnung mit mit größerem Krümmungsradius ausgeführten Übergang vom Außenmantel zum inneren Stutzen,
- Figur 8 eine weiter variierte Anordnung mit flanschartig ausgebildetem Übergangsbereich,
- Figur 9 eine weitere Variante, bei der der innere Stutzen dicht an den Außenmantel geführt ist,
- Fign 10 in sechs Phasen die Umformung eines Bereiches eines Deckels zu einem Rohrstutzen gemäß Fig. 9,
- Figur 11 einen nach innen gerichteten Rohrstutzen mit die Umgebung der Füllöffnung versteifenden Sicken,
- Figur 12 einen nach innen gerichteten, von versteifenden Sicken umzogenen Rohrstutzen mit ihn schließendem Gewindestopfen,
- Figur 13 eine der Fig. 6 entsprechende Anordnung, bei der das freie Ende des inneren Stutzens mit dem Außenmantel durch Schweißung verbunden ist,
- Figur 14 eine der Fig. 9 entsprechende Anordnung mit zusätzlicher Verschweißung,
- Figur 15 eine der Fig. 8 entsprechende Anordnung mit einem zwischen innerem Stutzen und Außenmantel eingebrachten Verstärkungsring,
- Figur 16 einen weiteren, einen Verstärkungsring aufweisenden Spund,
- Figur 17 einen nach innen gerichteten Rohrstutzen mit einer mit ihm verbundenen Gewindebuchse,
- Figur 18 eine ähnliche Ausführung, bei der ein Ansatz der Gewindebuchse das freie Ende des Rohrstutzens untergreift,
- Figur 19 einen vermittels von Sicken nach oben gewendeten und nach unten gerichteten, einen Gewindering abstützenden Rohrstutzen,
- Figur 20 einen nach oben auskragenden Rohrstutzen mit eingesetztem und überfangenem Gewindering,
- Figur 21 einen nach oben auskragenden und einen Dichtansatz aufweisenden Rohrstutzen mit nach unten auskragendem Gewindering,
- Figur 22 einen nach oben auskragenden Gewindering in Verbindung mit einer unter dem Gewinde vorgesehenen Dichtfläche,
- Figur 23 einen nach oben auskragenden Rohrstutzen mit einer Versteifung durch einen zusätzlichen Stützring, und
- Figur 24 geschnitten einen nach oben gerichteten Gewindestutzen mit sich jeweils nur über Sektoren erstreckenden Gewindegängen.
- In Fig. 1 ist in einem Teilbereich geschnitten die Ansicht des oberen Bereiches eines Behälters 1 dargestellt, dessen zylindrischer, abgebrochen dargestellter Rumpf 2 nach oben durch einen Deckel 3 abgeschlossen ist, der mit dem Rumpf 2 mechanisch sicher und dicht durch einen Falz 4 verbunden ist. Der Deckel 3 weist zwei Füllöffnungen üblicherweise unterschiedlicher Durchmesser auf; die zum eigentlichen Füllen vorgesehene Füllöffnung 5 wird oft mit einer Weite von 2" erstellt, während eine weitere, im wesentlichen der Be- und Entlüftung dienende Öffnung mit einer Weite 3/4" ausgeführt ist. Um die Füllöffnungen verschließen zu können sind sie von Spunden 6, 7 umgeben, die vermittels eines einschraubbaren Gewindestopfens und einer Dichtung sowohl flüssigkeits- als auch gasdicht abschließbar sind.
- Vergrößert ist ein Ausschnitt des Deckels 3 der Fig. 1 in Fig. 2 wiedergegeben. In den Deckel 3 ist eine Füllöffnung 5 eingearbeitet, indem zunächst ein mittlerer Bereich des Bleches des Deckels ausgestanzt und die angrenzenden Bereiche nach unten bzw. in das Faßinnere zu einem Rohrstutzen 8 umgeformt sind, in den ein Innengewinde 9 zur Aufnahme eines Gewindestopfens eingearbeitet ist. Dieses Innengewinde 9 kann in das Material des Rohrstutzens 8 eingeschnitten sein, und insbesondere bei dem frei stehenden Rohrstutzen der Fig. 2 besteht die Möglichkeit, dieses Innengewinde in die Wandung des Rohrstutzens einzudrücken bzw. einzupressen, einzuprägen oder einzuwalzen. Bei dem Herausdrücken des einstückig mit dem Deckel 3 aus dessen Material geformten Rohrstutzens 8 hat es sich bewährt, darauf zu achten, daß insbesondere der direkt an die Wurzel des Rohrstutzens 8 anschließende Bereich des Deckels als Dichtfläche 10 zur Aufnahme eines Dichtringes exakt plan geformt bleibt.
- Der gemäß Fig. 2 einstückig aus dem Material des Deckels 3 als Rohrstutzen 8 geformte Spund läßt sich gemäß Fig. 3 durch Einschrauben eines Gewindestopfens 12 in das Innengewinde 9 des Rohrstutzens 8 flüssigkeits- und gasdicht schließen. Hierzu wird auf den Gewindeschaft des Gewindestopfens 12 ein Dichtring 11 aufgelegt, der beim Einschrauben und Anziehen des Gewindestopfens 12 zwischen der Dicht fläche 10 des Deckels 3 und dem Flansch 13 des Gewindestopfens 12 verspannt und hierbei dichtend elastisch verformt wird.
- Eine Weiterbildung des mit Fig. 2 veranschaulichten, durch einen Rohrstutzen 8 gebildeten Spundes ist in Fig. 4 veranschaulicht. Auch hier ist mittig der zu bildenden Füllöffnung 5 zunächst ein Loch in den Deckel 3 eingestanzt, und das dieses Loch umgebende Material des Deckels 3 ist sodann nach unten - innen zu einem Rohrstutzen 8 umgeformt. Durch einen anschließenden Stauchvorgang ist der derart gebildete Rohrstutzen 8 in axialer Richtung verkürzt, gleichzeitig auch aber in seiner Materialdicke verstärkt, so daß der aus dem Blech des Deckels 1 geformte Rohrstutzen 8 der Fig. 4 eine größere Dicke aufweist als der Deckel 3 selbst. Hierdurch steht für die Einarbeitung des Innengewindes 9 eine vorteilhaft größere Materialdicke zur Verfügung. Gleichzeitig sind in den Wurzelbereich des Rohrstutzens 8 seitliche, schlitzartige Durchbrechungen 14 eingestanzt, um die Restentleerung des mit diesem Deckel 3 ausgestatteten Behälters zu verbessern: Wird ein mit einem Spund gemäß Fig. 4 ausgestatteter Behälter zur möglichst restlosen Entleerung um 180° gewendet und auf den Deckel abgestellt, so vermag der über dem nunmehr unten stehenden Deckel anstehende restliche Inhalt durch die im Bereiche der inneren Deckeloberfläche vorgesehenen schlitzartigen Durchbrechungen 14 über die Füllöffnung 5 nach unten auszufließen, und ein Stau des Behälterinhaltes durch den nach innen und nunmehr nach oben auskragenden Rohrstutzen 8 wird vermieden.
- Die Erfindung ist nicht auf nach innen in den Behälter auskragende Rohrstutzen beschränkt. In Fig. 5 ist ein Ausschnitt eines Deckels 3 eines Behälters dargestellt, bei dem zur Bildung der Füllöffnung 5 Material des Deckels nach oben, also aus dem Behälterinneren heraus, derart umgeformt ist, daß ein nach oben gerichteter Rohrstutzen 15 entsteht, der wiederum durch Schneiden, Walzen, Rollen, Wirbeln oder dergleichen mit einem Innengewinde 9 versehen ist. Das freie Ende des Rohrstutzens 15 ist zur Bildung eines Flansches nach außen umgeformt und am freien Ende zur Vermeidung scharfer Kanten nach unten eingerollt, so daß am freien Ende des mit einem Innengewinde versehenen Rohrstutzens 15 eine flanschartige Dichtfläche 17 gebildet wird. Andererseits ist es aber, gegebenenfalls auch zusätzlich, möglich, den Wurzelbereich des Rohrstutzens 15, d.h., den Übergangsbereich vom Deckel 3 zum Rohrstutzen 15, als Sicke 16 zu formen, so daß sich auch im Wurzelbereiche des Rohrstutzens 15 eine zur Auflage von Dichtungen nutzbare Dichtfläche ergibt.
- Bei bspw. der Ausführung nach Fig. 3 ergibt sich als vorteilhaft, daß der Dichtring 11 auf eine Dichtfläche 10 des Deckels 3 gepreßt wird, so daß die gewünschte Abdichtung direkt zwischen der Oberfläche des Deckels 3 bzw. dessen Dichtfläche 10 und dem Flansch 13 des Gewindestopfens 12 erhalten wird. Eventuelle, gegebenenfalls bei der Herstellung des Innengewindes 9 entstandene Schäden des Rohrstutzens 8 liegen hierbei innerhalb des abgedichteten Gefäßes und können die Abdichtung desselben nicht beeinträchtigen. Bei der Nutzung der Dichtfläche 17 der Fig. 5 zur Aufnahme des unter einem Flansch eines Gewindestopfens vorgesehenen- Dichtringes ergibt zwar eine einwandfreie Abdichtung, bei der Herstellung des Innengewindes des Rohrstutzens 15 bspw. aufgetretene Haarrisse allerdings können diese Abdichtung beeinträchtigen. Wird nun der durch den Rohrstutzen 15 der Fig. 5 gebildete Spund durch einen in dieser Figur nicht dargestellten Gewindestopfen abgeschlossen, welcher mit seiner freien Stirnfläche einen Dichtring gegen die Sicke 16 verspannt, so wird auch hier eine Abdichtung direkt im Be reiche des Deckels 3 erreicht, und im Bereiche des Innengewindes gegebenenfalls entstandene Haarrisse können die Abdichtung nicht beeinträchtigen.
- Weiter abgeänderte Spunde sind anhand der Fign. 6 bis 9 erläutert. Hier ist bei der Schaffung der Füllöffnungen 5 zunächst Material des Deckels 3 nach oben, d.h., vom Behälterinneren fort weisend, umgeformt worden, und das freie Ende des derart gebildeten Rohrstutzens ist dann wieder nach innen umgelegt worden, so daß vom Deckel 3 in einem ersten Umformbereich ein Außenmantel 18 ausgeht, der dann innerhalb eines weiteren Umformbereiches 19 um etwa 180° nach innen umgelegt ist und einen inneren Stutzen 20 bildet, in den ein zur Aufnahme eines Gewindestutzens vorgesehenes Innengewinde 9 eingebracht ist. Das Ausführungsbeispiel der Fig. 6 zeigt einen mit engem Krümmungsradius ausgeführten Umformbereich 19, bei dem der innere Stutzen 20 sich praktisch direkt an den Außenmantel 18 anlehnt. Beim Einarbeiten des Gewindes kann hierbei das walzende, drückende oder pressende Werkzeug sich direkt auf den Außenmantel 18 abstützen, so daß auch der Außenmantel entsprechend dem Innengewinde mindestens anteilmäßig verformt sein kann. Beim Einschrauben eines abschließenden Gewindestopfens bietet sich hier der Umformbereich 19 als Dichtfläche für den einzubringenden Dichtring an, und je nach Gestaltung des Flansches des Gewindestopfens wird die wesentliche Dichtung im Scheitel des Umformbereiches oder bspw. innerhalb des von diesem umschlossenen, angenähert konischen Bereiches bewirkt. Als vorteilhaft erweist sich zunächst die durch die doppelte Materialstärke gewonnene höhere Stabilität des gebildeten Spundes, und auch hier befindet sich das eigentliche Gewinde im bereits abgedichteten Innenraum des Behälters.
- Varianten des Spundes nach Fig. 6 sind in den folgenden Figuren 7 bis 9 beschrieben. In Fig. 7 ist ein mit größerem Krümmungsradius ausgeführter, etwa halbkreisförmiger Umformbereich 19 gewählt, so daß einerseits überstarke Umformungen vermieden werden und andererseits der mit dem Innengewinde 9 ausgestattete innere Stutzen 20 frei innerhalb des schützenden und stützenden Außenmantels 18 steht. Beim Ausführungsbeispiel nach Fig. 8 ist eine ähnliche Distanz zwischen dem stützenden Außenmantel 18 und dem inneren Stutzen 20 vorgesehen, der Umformbereich 19 jedoch ist ringförmig - eben ausgeführt und weist im Profil zwei jeweils Viertelkreiskrümmungen geringeren Krümmungsradius' auf. Nach Fig. 9 ist der Umformbereich 19 mit einer zusätzlichen, nach außen weisenden, den Dichtungsbereich versteifenden Sicke 21 ausgestattet, so daß der innere Stutzen 20 in nur geringem Abstande vom Außenmantel steht, andererseits der Umformbereich aber einerseits eine ringförmige Dichtfläche zeigt und am äußeren Rand durch die Sicke 21 zusätzlich versteift ist.
- Den Werdegang einer solchen Füllöffnung mit einstückig aus dem Deckel erstellten Spund wird anhand der Fign. 10 erläutert. Hierbei zeigt Fig. 10a zunächst einen aus einfachem Blech gefertigten Zuschnitt 22 für den Deckel eines Behälters 1 der Fig. 1. Nach Fig. 10b ist in den Zuschnitt 22 der Fig. 10a zunächst ein Loch 23 eingestanzt, dessen Durchmesser wesentlich geringer ist als der der späteren Füllöffnung. Nach Fig. 10c wird zentrisch zum Loch 23 aus dem Blech des Deckels 3 ein Hutprofil 24 herausgedrückt, und nach Fig. 10d wird der obere Kreisring 25 des Hutprofiles 24 der Fig. 10c nach unten - innen zunächst konisch umgeformt. Nach Fig. 10e wird dieser Kreisring 25 der Fig. 10c und 10d vollends an den zylindrischen Teil des ehemaligen Hutprofiles angedrückt, und der obere Umformbereich 19 wird nach außen zu einer Sicke 21 gedrückt, so daß der Deckel 3 nunmehr ein stückig in den Außenmantel 18 und über den mit einer Sicke 21 versehenen Umformbereich 19 in den inneren Stutzen 20 übergeht, der nach Fig. 10f mit einem Innengewinde 9 zur Aufnahme eines Gewindestopfens versehen wird.
- Eine Versteifung des zu bildenden, mit einem Innengewinde 9 versehenen Rohrstutzens 26 läßt sich auch durch eine sickenartige Umformung des die Füllöffnung 5 umziehenden Bereiches des Deckels 3 bewirken. Nach Fig. 11 wird im Rahmen einer ansteigenden kreisförmigen Flanke 27 zunächst das Blech des Deckels 3 nach außen herausgedrückt und dann unter Bildung einer Sicke 28 eine von dieser umgrenzte Dichtfläche 29 geschaffen, an die sich der mit Innengewinde 9 versehene Rohrstutzen 26 anschließt. Eine vereinfachte Ausführung ist in Fig. 12 dargestellt: Hier steigt eine konische Flanke 27 direkt zu einer Sicke 28 auf, die auch als Dichtfläche fungiert, und vom Scheitel dieser Sicke wendet sich der mit einem Innengewinde 9 ausgestattete Rohrstutzen 26 nach unten. Der als dichtender Verschluß in das Innengewinde geschraubte Gewindestopfen 12 spannt mit seinem Flansch 13 den Dichtring 11 direkt gegen den Scheitel der Sicke 28. Darüber hinaus ist der Rohrstutzen 26 mit schlitzförmigen Durchbrechungen 14 ausgestattet, die dicht unterhalb der Innenfläche des Scheitels der Sicke vorgesehen sind. Auch hier wird die Restentleerung beim Umwenden des gesamten Behälters um 180° und Abstellen desselben auf dessen Deckel verbessert. Zwar steht dann das freie Ende des Rohrstutzens 26 unterhalb der Innenfläche des Deckels 3, so daß das Ablaufen von der Innenfläche des Deckels selbst nicht beeinträchtigt wird. Die Durchbrechungen 14 jedoch gestatten das Ablaufen des Behälterinhaltes, der sich über der Sicke 28 ansammelt. Auch hier macht sich vorteilhaft bemerkbar, daß das eigent liche Innengewinde 9, bei dessen Herstellung bspw. Harrissen auftreten könnten, im Behälterinneren verbleibt und damit zur Abdichtung nicht in Anspruch genommen wird.
- Eine weitere Versteifung läßt sich nach Fign. 13 und 14 erreichen, wenn bei einem das Innengewinde aufweisenden inneren Stutzen 20 dessen Außenmantel 18 ihn mit nur geringem Abstand umgibt. Eine Schweißnaht 30 nach Fig. 13 oder auch nur einzelne, diskrete Schweißstellen 31 nach Fig. 14 bewirken eine weitere Abstützung insbesondere im Bereiche des freien Endes des inneren Stutzens 20. Als wesentlich hat sich eine durchgehende, dichtende Schweißnaht 30 jedoch in beiden Fällen der Fig. 13 und Fig. 14 bewährt, wenn, bspw. als Korrosionsschutz, Behälter mit einer Innenbeschichtung, insbesondere einer Innenlackierung, versehen werden. Bei direkt am Außenmantel 18 anliegenden oder wenigstens dicht anliegendem inneren Stutzen 20 lassen sich deren beide einanderzugekehrten Wandungen nicht oder nur unvollkommen beschichten oder lackieren. Im Falle einer vorgeordneten, verbindenden und durchgehenden Schweißnaht jedoch genügt eine Beschichtung oder Lackierung der Schweißnaht und deren Umgebung, die einem Kunststoff- oder auch Lackauftrag voll zur Verfügung stehen.
- Bei größerem Abstande zwischen einem inneren Stutzen 20 und dem ihn umfangenden Außenmantel 18 kann in diesen Zwischenraum ein zusätzlicher Verstärkungsring 32 eingelegt werden, der entsprechend Fig. 15 durch Schweißstellen 31 gehalten wird. Es besteht aber auch die Möglichkeit, Verstärkungsringe bei in das Behälterinnere einkragenden Außenmänteln zu verwenden, wie Fig. 16 zeigt. Das Halten des Verstärkeringes kann auch hier durch Schweißstellen bewirkt werden, es ist aber auch möglich, bspw. das freie Ende des inneren Stutzens 20 den Verstärkungsring 32 haltend umgreifen zu lassen, und bei gemäß Fig. 16 nach innen gerichtetem Außenmantel 18 kann es sich empfehlen, zur Verbesserung der Restentleerung aus Fig. 4 und 12 bekannte Durchbrechungen 14 vorzusehen.
- Eine weitere Versteifung, gegebenenfalls neben einer Erhöhung der Blechdicke des Rohrstutzens durch Stauchen, kann durch einen gesonderten speziellen Gewindering 33 erreicht werden, der in einen ohne Innengewinde ausgeführten Rohrstutzen 34 eingesetzt ist und mit ihm durch Bördelung oder, wie in Fig. 17 dargestellt, vermittels von Schweißnähten 30 oder Schweißstellen 31 verbunden ist. Solche Schweißnähte 30 und/oder Schweißstellen können im Bereiche der unteren Stirnflächen des Gewinderinges und des Rohrstutzens vorgesehen sein.Zur Vereinfachung des Schweißvorganges können Schweißstellen 31 auch am Mantel des Rohrstutzens vorgesehen sein, und zur Vereinfachung des Schweissens kann der Rohrstutzen 34 mit die Schweißstelle aufnehmenden Ausnehmungen ausgestattet sein. Hierbei ist ein Dichten der Schweißung nicht erforderlich, da beim Aufschrauben eines schließenden Gewindestopfens dessen Dichtring sich auf die Dichtfläche 10 legt und eventuelle Fugen zwischen dem Gewindering 33 und dem Rohrstutzen 34 im abgedichteten Behälterinneren verbleiben. Gemäß Fig. 18 ist es auch möglich, einen solchen Gewindering 35 mit einem Ansatz die freie Stirnfläche des Rohrstutzens 34 übergreifen zu lassen, um die beim Anziehen des schließenden Gewindestopfens entstehenden Kräfte direkt abzufangen.
- Ein weiteres Beispiel eines solchen Gewinderinges ist in Fig. 19 gezeigt; der Gewindering 36 der Fig. 19 stützt sich hierbei auf eine Sicke ab und ist zweckmäßig zusätzlich mit dem kurz ausgeführten Rohrstutzen 34 vermittels von Schweißstellen 31 verbunden. In Fig. 20 ist ein aus dem Deckel 3 einstückig nach außen geformter Rohrstutzen 38 gezeigt, der mit einem Gewindering 33 ausgekleidet ist. Das obere Ende des Gewinderinges wird von einem nach innen eingebogenen Umformbereich 39 übergriffen, der einerseits den Gewindering 33 gegen die beim Einschrauben des Gewindestopfens 12 entstehenden Axialkräfte abstützt und andererseits die dichtende Auflage für den Dichtring 11 ergibt. Zweckmäßig ist der Gewindering zusätzlich durch Schweißstellen 31 gehalten. Eine abgeänderte Ausführung wird in Fig. 21 gezeigt. Die Füllöffnung ist hier durch eine aus dem Material des Deckels 3 herausgeformte Sicke 40 umgrenzt, deren oberer Bereich gleichzeitig als Dichtfläche zur Aufnahme des Dichtringes 11 dient. In die Füllöffnung hinein ist ein Gewindering 41 gedrückt und vermittels von Schweißstellen 31 gehalten. Auch hier erfolgt die Abdichtung außerhalb des Gewindes bzw. der Verbindung Gewindering 41 - Sicke 40, so daß eine dichtende Schweißung nicht erforderlich ist. Bei einem weiter variierten Ausführungsbeispiel ist ein solcher Gewindering unterhalb der Sicke 40 gegen den Deckel 3 gelegt und mindestens bereichweise verschweißt.
- Eine Verbindung außerhalb der dichtenden Sicke 40 ist in Fig. 22 dargestellt. Hier ist ein Gewindering 42 so ausgeführt, daß sein Fußkreis durch den Umfang der Sicke 40 zentriert wird, und mit dem Deckel 3 ist der Fußkreis des Gewinderinges 42 durch Schweißstellen 31 oder eine entsprechende umlaufende Schweißnaht verbunden. Auch hier ist es nicht erforderlich, die Schweißverbindung abzudichten, da die Abdichtung im Fußbereiche des Gewindestopfens 12 über einen entsprechenden Dichtring 11 erfolgt und das Gewinde außerhalb des abgedichteten Behälterinneren sich befindet.
- In Fig. 23 ist eine einfache Versteifung eines mit einem Innengewinde ausgestatteten Rohrstutzens 43 aufgezeigt. Die Umgebung der Füllöffung 5 ist zunächst durch eine umlaufende Sicke 45 verstärkt. Auf diese Sicke oder, bei einem vereinfachten Ausführungsbeispiel direkt auf den Deckel 3, stützt sich ein Verstärkungsring 44, der von einem aus dem oberen freien Ende des Rohrstutzens 43 geformten Flansch 46 übergriffen ist. Dieser Flansch 46 dient gleichzeitig als Auflage für den durch den Flansch 13 des schließenden Gewindestopfens 12 vorgespannten Dichtring 11. Eine weitere Fixierung des Verstärkungsringes 44 kann durch Verschweißen mit der Sicke 45, mit dem Deckel 3 oder gegebenenfalls auch dem Flansch 46 erfolgen. Bspw. aus Gründen der Korrosionsunterdrückung können Verstärkungsringe 32 oder 44 sowie Gewinderinge 33, 35, 36, 41 oder 42 aus resistentem Material, bspw. Edelstahl, bestehen. Bei vorlackiertem Deckel mit Rohrstutzen 8, 20 oder 38 ist dann nach Einbringen des Verstärkungsringes oder Gewinderinges kein nochmaliges Lakkieren bzw. Nachlackieren erforderlich.
- Beim Einbringen des Innengewindes 9 in Rohrstutzen 8, 15, 26 oder innere Stutzen 20 können die bekannten Verfahren zur Schaffung von Gewinden verwendet werden, so das Gewindeschneiden, das Drücken, Einpressen oder Rollen eines Gewindes, aber auch das sogenannte Wirbeln.
- Bei einer relativ einfach arbeitende Anordnung zum Einbringen eines Gewindes durch Pressen kann ein zur Fertigung eines Gefäßes 1 der Fig. 1 bestimmter Deckel 3 mit bereits angeformtem Rohrstutzen 8 vermittels von Niederhaltern auf eine Basis gespannt werden. Von oben her wird ein Gewindedorn in den Rohrstutzen eingeführt, während gleichzeitig von außen radial vorschiebbare, an ihren Auflageflächen mit ausgeformtem Gewinde ausgestattete Pressplatten gegen die Außenwandung des Rohrstutzens gedrückt werden, so daß in die Wandung des Rohrstutzens Gewindegänge eingedrückt werden.
- Anschließend können die Pressplatten zurüokgezogen und der Gewindedorn aus dem gepreßten Innengewinde herausgeschraubt werden.
- Es besteht auch die Möglichkeit, Innengewinde nicht durchgehend einzuarbeiten, sondern gemäß Fig. 24 nur innerhalb von sich über Segmente der Rohrstutzen 8 erstreckenden Feldern 47. Das Einbringen eines segmentierten Innengewindes kann auch benutzt werden, um entsprechend segmentierte Gewindedorne oder Gewindeschneider nach Fertigstellung des Innengewindes in vorgegebener Stellung schnell und einfach axial ausfahren zu können.
- Darüber hinaus ist es nicht nur möglich, Rohrstutzen in Deckel geschlossener Behälter einstückig einzuformen: Es ist auch möglich, Rohrstutzen einstückig an Wandungen, bspw. den Rumpf 2 des Behälters 1 der Fig. 1, anzuformen, wenn seitliche Füllöffnungen und Verschlüsse gewünscht werden, und darüber hinaus ist es auch möglich, Wandungen, bspw. Rumpf oder Boden, oben offener Behälter mit gemäß der Erfindung einstückig ausgeformten Spunden auszustatten. In jedem Falle bewährt sich hierbei einerseits der geringe zusätzliche Materialverbrauch sowie der Umstand, daß wesentliche Dichtprobleme vermieden werden, da das Material von der Wandung, insbesondere dem Deckel, zum einstückig mit diesem ausgeformten Rohrstutzen bis hin zur auf dem Dichtring des schließenden Gewindestutzens zur Auflage gelangenden Dichtfläche ununterbrochen einstückig durchgeführt wird und damit Dichtproblemen nicht unterliegt. Vorteilhaft zeigt sich auch, daß Übergangs- und Verbindungsbereiche insbesondere von nachgiebigeren Elementen, wie bspw. dem Deckel 3, zu starren Elementen, wie den vorbekannten starkwandigen Spunden, fehlen, so daß bei Überanspruchungen lokale Überlastungen vermieden werden. Als vorteilhaft hat sich weiterhin gezeigt, daß bei dem einstückigen Ausformen eines Rohrstutzens aus dem Deckel bzw. einer Wandung optimale lichte Weiten der Füllöffnung erreicht werden, welche das Befüllen und Entleeren des Behälters erheblich erleichtern.
- Gemäß der Erfindung ergeben sich damit nicht nur Spundbehälter, deren Spunde mit geringem materiellen Aufwand erstellbar sind, die Spunde lassen sich ohne spürbare Mehrkosten auch mit optimaler lichter Weite ausführen, da daß Füll- und Entleerungsvorgänge, insbesondere bei hochviskosem Behälterinhalt, erleichtert werden und auch die Gelegenheit besteht, im Bedarfsfall Rührwerke zur Unterstützung der Entnahme einzuführen.
Claims (21)
dadurch gekennzeichnet,
daß die Füllöffnung (5) von einem Rohrstutzen (8) umgrenzt ist, der einstückig mit dem Deckel (3) aus dessen Material geformt ist, und daß der Rohrstutzen mit einem Innengewinde (9) zur Aufnahme des Gewindestopfens (12) versehen ist und mit einer Dichtfläche (10) zur Auflage des Dichtringes (11) ausgestattet ist.
dadurch gekennzeichnet,
daß der Rohrstutzen (8) in das Behälterinnere gerichtet an die Füllöffnung (5) angeformt ist.
dadurch gekennzeichnet,
daß der den Rohrstutzen (8) umziehende Randbereich der Füllöffnung als Dichtfläche (10) ausgebildet ist und dem Dichtring (11) des Gewindestopfens (12) als Auflage dient.
dadurch gekennzeichnet,
daß die Dichtfläche als Scheitel oder Absatz einer die Füllöffnung (5) umziehenden Sicke (28) ausgbeildet ist.
dadurch gekennzeichnet,
daß der Rohrstutzen (8) in seinem oberen, deckelnahen Bereiche mindestens eine Durchbrechung (14) aufweist.
dadurch gekennzeichnet,
daß der Rohrstutzen (15) vom Deckel (3) aus nach oben gerichtet an die Füllöffnung (5) angeformt ist.
dadurch gekennzeichnet,
daß an das freie obere Ende des Rohrstutzens (15) ein nach außen gerichteter Kragen (17) angeformt ist.
dadurch gekennzeichnet,
daß an das untere Ende des Rohrstutzens (15) eine nach innen gerichtete Sicke (16) angeformt ist.
dadurch gekennzeichnet,
daß der Rohrstutzen doppelwandig ausgeführt ist, indem sein freies Ende um 180° umgelegt zentrisch den an die Füllöffnung (5) anschließenden Außenmantel (18) durchdringt, und daß mindestens der zentrische innere Stutzen (20) das Innengewinde (9) aufweist.
dadurch gekennzeichnet,
daß der zwischen dem Außenmantel (18) und dem inneren Stutzen (20) gebildete Umformbereich (19) eine im wesentlichen achsnormale Dichtfläche bildet.
dadurch gekennzeichnet,
daß der zwischen dem Außenmantel (18) und dem inneren Stutzen (20) gebildete Umformbereich (19) eine im wesentlichen ringförmige, nach innen oder nach außen geneigte konische Dichtfläche bildet.
dadurch gekennzeichnet,
daß der Übergang vom Deckel (3) zum Rohrstutzen (8, 15, 18) durch zentrische Sicken (27, 28) profiliert ausgebildet ist.
dadurch gekennzeichnet,
daß der innere Stutzen (20) mit dem Außenmantel (18) mindestens bereichsweise durch Schweißen (Schweißnaht 30, Schweißstellen 31) verbunden ist.
dadurch gekennzeichnet,
daß das freie Ende des inneren Stutzens (20) mit dem Außenmantel (18) durch eine durchgehende dichtende Schweißnaht (30) verbunden ist.
dadurch gekennzeichnet,
daß zwischen dem inneren Stutzen (20) und dem Außenmantel (18) ein durch Schweißstellen (31), Schweißnähte (30) und/oder Umbördelungen bzw. Sicken gehaltener Verstärkungsring (32) vorgesehen ist.
dadurch gekennzeichnet,
daß der Rohrstutzen (34) bzw. dessen innerer Stutzen (38) mit einem das Innengewinde aufweisenden Gewindering (35, 36) ausgekleidet ist, und daß der Gewindering durch Schweißnähte (30), Schweißstellen (31) und/oder Umbördelungen, Sicken (37) oder dergleichen des Rohrstutzens gehalten ist und/ oder sich durch angeformte, Stirnflächen des Rohrstutzens übergreifende Vorsprünge hält.
gekennzeichnet durch
eingeschnittene, eingedrückte, eingerollte, eingepreßte, eingeprägte oder gewirbelte Innengewinde (9).
dadurch gekennzeichnet,
daß das Innengewinde (9) sich jeweils nur über Felder (48) erstreckt, die Segmenten des Rohrstutzens (8) entsprechen.
dadurch gekennzeichnet,
daß der Rohrstutzen (8) insbesondere in seinem das Innengewinde (9) aufweisenden Längenbereiche axial auf eine gegenüber der des Deckels (3) erhöhte Materialstärke gestaucht ist.
dadurch gekennzeichnet,
daß mindestens auf dem Rohrstutzen (8) und den angrenzenden Bereichen der Innenwandung des Deckels eine Kunststoff- und/oder Lackschicht (48) aufgetragen ist.
dadurch gekennzeichnet,
daß Spunde bildende Rohrstutzen (8, 14, 16, 23) in dessen Rumpf, seitliche Wandung oder Boden eingeformt sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT89114985T ATE103255T1 (de) | 1988-08-13 | 1989-08-13 | Spundbehaelter. |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3827551 | 1988-03-13 | ||
| DE3827551 | 1988-08-13 | ||
| DE3829230 | 1988-08-29 | ||
| DE3829230 | 1988-08-29 | ||
| DE3829240 | 1988-08-29 | ||
| DE3829240 | 1988-08-29 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0355647A2 true EP0355647A2 (de) | 1990-02-28 |
| EP0355647A3 EP0355647A3 (en) | 1990-12-12 |
| EP0355647B1 EP0355647B1 (de) | 1994-03-23 |
Family
ID=27198101
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89114985A Expired - Lifetime EP0355647B1 (de) | 1988-08-13 | 1989-08-13 | Spundbehälter |
| EP89114984A Withdrawn EP0358960A1 (de) | 1988-08-13 | 1989-08-13 | Spundbehälter |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89114984A Withdrawn EP0358960A1 (de) | 1988-08-13 | 1989-08-13 | Spundbehälter |
Country Status (6)
| Country | Link |
|---|---|
| US (3) | US5052576A (de) |
| EP (2) | EP0355647B1 (de) |
| JP (1) | JPH02180159A (de) |
| CA (1) | CA1331959C (de) |
| DE (1) | DE58907275D1 (de) |
| ES (1) | ES2052843T3 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1829628A1 (de) * | 2006-02-27 | 2007-09-05 | Illycaffe' S.p.A. con Unico Socio | Vorrichtung zur Herstellung eines Metalldeckels, Metalldeckel und Verfahren zu dessen Herstellung |
| DE102005011775B4 (de) * | 2005-03-11 | 2009-02-12 | Umformtechnik Stade Gmbh | Verfahren zur Herstellung eines Domdeckelbleches und ein nach dem Verfahren hergestelltes Domdeckelblech |
| ITMI20110046A1 (it) * | 2011-01-19 | 2012-07-20 | Felice Bellino | Dispositivo di trattamento fluidi |
Families Citing this family (78)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2013567A1 (en) * | 1989-03-31 | 1990-09-30 | Klaus Dietrich | Drum with plug |
| US5494209A (en) * | 1992-12-28 | 1996-02-27 | Olin Corporation | Method for the manufacture of an internally enhanced welded tubing |
| FR2708914B1 (fr) * | 1993-08-10 | 1995-10-06 | Abzac Sa | Couvercle de fût à opercule. |
| DE4341646A1 (de) * | 1993-11-24 | 1995-06-01 | Schuetz Werke Gmbh Co Kg | Gewindestutzen an Öffnungen von Flüssigkeitsbehältern aus Blech |
| US5573135A (en) * | 1994-04-01 | 1996-11-12 | Stolzenfeld; George P. | Portable liquid tank with manhole cover, liquid mixer and universal pressure relief bung |
| US6010028A (en) * | 1994-11-22 | 2000-01-04 | Aluminum Company Of America | Lightweight reclosable can with attached threaded pour spout and methods of manufacture |
| US5709313A (en) * | 1995-06-22 | 1998-01-20 | E & H Investments | Drum outlet construction |
| US5785198A (en) * | 1995-09-18 | 1998-07-28 | The Coca-Cola Company | Twist-off can end |
| CN1230154A (zh) * | 1996-08-12 | 1999-09-29 | 瑞得莱沃力私人有限公司 | 具有盖连接装置的可取下密封盖 |
| US5915575A (en) * | 1997-05-28 | 1999-06-29 | M&M Industries, Inc. | Secure lid and open head container assembly for liquids |
| WO1999018002A1 (en) | 1997-10-02 | 1999-04-15 | M & M Industries, Inc. | Open head container and lid assembly |
| US6006942A (en) * | 1997-10-02 | 1999-12-28 | M&M Industries, Inc. | Open head container and lid assembly |
| US6167682B1 (en) | 1998-10-19 | 2001-01-02 | Robert B. Moon | Bung closure and center orifice |
| JP2002537530A (ja) * | 1999-02-16 | 2002-11-05 | アライアント・テクシステムズ・インコーポレーテッド | 圧縮ガス貯蔵組立体 |
| US6722519B2 (en) | 2002-02-08 | 2004-04-20 | Rieke Corporation | Container and method for preventing leakage therefrom through isolating deformation in the container |
| US6793088B2 (en) * | 2002-02-08 | 2004-09-21 | Rieke Corporation | Container and method for preventing leakage therefrom through isolating deformation in the container |
| US20050023772A1 (en) * | 2003-07-28 | 2005-02-03 | Gary England | Shaped sealing gasket |
| US7523839B2 (en) * | 2004-04-08 | 2009-04-28 | The Glad Products Company | Ventable spin lock container |
| US7464830B2 (en) * | 2004-06-08 | 2008-12-16 | Rieke Corproation | Closure assembly for a container |
| USD526758S1 (en) | 2004-06-08 | 2006-08-15 | Rieke Corporation | Internally-threaded flange for a drum head |
| US7513387B2 (en) * | 2004-06-08 | 2009-04-07 | Rieke Corporation | Closure assembly for a container |
| USD539005S1 (en) * | 2004-06-08 | 2007-03-20 | Rieke Corporation | Closing plug for a container-installed flange |
| USD533329S1 (en) * | 2004-10-22 | 2006-12-05 | Rieke Corporation | Threaded flange for installation into a container head |
| US9815602B1 (en) * | 2005-11-10 | 2017-11-14 | Tom Gurtner | Tank closure apparatus |
| USD554000S1 (en) | 2006-07-12 | 2007-10-30 | Rexam Beverage Can Company | Body for a can |
| US8016148B2 (en) * | 2006-07-12 | 2011-09-13 | Rexam Beverage Can Company | Necked-in can body and method for making same |
| US20080236958A1 (en) * | 2007-03-29 | 2008-10-02 | Debiasi International Limited | Pressure vessel for vehicular air brake system |
| US9957076B2 (en) * | 2008-01-15 | 2018-05-01 | Rexam Beverage Can Company | Outsert for a metal container |
| DE202008002185U1 (de) * | 2008-02-16 | 2008-04-17 | Schütz GmbH & Co. KGaA | Weithalsfass aus thermoplastischem Kunststoff |
| USD596048S1 (en) | 2008-04-22 | 2009-07-14 | Rexam Beverage Can Company | Container body |
| USD593876S1 (en) | 2008-04-22 | 2009-06-09 | Rexam Beverage Can Company | Container body |
| USD587137S1 (en) | 2008-04-22 | 2009-02-24 | Rexam Beverage Can Company | Container body |
| USD619457S1 (en) | 2008-04-30 | 2010-07-13 | Rexam Beverage Can Company | Container body |
| USD620360S1 (en) | 2008-04-30 | 2010-07-27 | Rexam Beverage Can Company | Container body |
| USD619459S1 (en) | 2008-04-30 | 2010-07-13 | Rexam Beverage Can Company | Container body |
| USD622145S1 (en) | 2008-04-30 | 2010-08-24 | Rexam Beverage Can Company | Container body |
| USD639164S1 (en) | 2008-04-30 | 2011-06-07 | Rexam Beverage Can Company | Container body |
| USD619458S1 (en) | 2008-04-30 | 2010-07-13 | Rexam Beverage Can Company | Container body |
| USD638708S1 (en) | 2008-04-30 | 2011-05-31 | Rexam Beverage Can Company | Container body |
| USD601436S1 (en) | 2008-07-22 | 2009-10-06 | Rexam Beverage Can Company | Container body |
| US9578765B2 (en) * | 2008-07-25 | 2017-02-21 | Robroy Industries, Inc. | Hole plug device |
| USD607754S1 (en) | 2008-10-22 | 2010-01-12 | Rexam Beverage Can Company | Container body |
| USD625616S1 (en) | 2009-01-27 | 2010-10-19 | Rexam Beverage Can Company | Beverage container |
| USD621723S1 (en) | 2009-01-27 | 2010-08-17 | Rexam Beverage Can Company | Beverage container |
| US8286819B1 (en) | 2010-05-12 | 2012-10-16 | Morris Jr Glenn H | Pail with locking lid |
| CH703187A1 (de) * | 2010-05-27 | 2011-11-30 | Bottletec Gmbh | Behälter mit Verschlussgewinde. |
| US8839976B2 (en) | 2010-06-14 | 2014-09-23 | Glenn H. Morris, Jr. | Locking lid container |
| USD675527S1 (en) | 2010-06-17 | 2013-02-05 | Rexam Beverage Can Europe Limited | Container with closure |
| USD684483S1 (en) | 2010-06-17 | 2013-06-18 | Rexam Beverage Can Europe Limited | Container |
| USD670167S1 (en) | 2010-06-17 | 2012-11-06 | Rexam Beverage Can Europe Limited | Container with cap |
| US8822008B2 (en) * | 2010-06-22 | 2014-09-02 | Acr Group Inc. | Replaceable wear liner |
| KR200467289Y1 (ko) | 2011-02-22 | 2013-06-07 | 씨제이제일제당 (주) | 용기캡 |
| USD707568S1 (en) | 2011-07-15 | 2014-06-24 | Rexam Beverage Can Company | Container body |
| USD707569S1 (en) | 2011-07-15 | 2014-06-24 | Rexam Beverage Can Company | Container body |
| USD713267S1 (en) | 2011-07-15 | 2014-09-16 | Rexam Beverage Can Company | Container |
| USD712753S1 (en) | 2011-07-15 | 2014-09-09 | Rexam Beverage Can Company | Container |
| US9637269B1 (en) | 2012-08-10 | 2017-05-02 | Daniel A. Zabaleta | Resealable container lid and accessories including methods of manufacturing and use |
| USD1033216S1 (en) | 2012-08-10 | 2024-07-02 | Daniel A. Zabaleta | Container cap having frustum shaped sidewall segment enabling nesting |
| US8985371B2 (en) | 2012-08-10 | 2015-03-24 | Daniel A. Zabaleta | Resealable beverage containers and methods of making same |
| US8844761B2 (en) | 2012-08-10 | 2014-09-30 | Daniel A. Zabaleta | Resealable beverage containers and methods of making same |
| USD795693S1 (en) | 2012-08-10 | 2017-08-29 | Daniel A Zabeleta | Axially oriented peripheral sidewalled beverage container lid |
| US10968010B1 (en) | 2012-08-10 | 2021-04-06 | Daniel A Zabaleta | Resealable container lid and accessories including methods of manufacture and use |
| US12365511B1 (en) | 2012-08-10 | 2025-07-22 | Daniel A Zabaleta | Sealing cap having tamper evidence ring for sealing resealable container and method of use |
| USD828753S1 (en) | 2012-08-10 | 2018-09-18 | Daniel A Zabaleta | Axially oriented peripheral sidewalled beverage container lid |
| USD1033215S1 (en) | 2012-08-10 | 2024-07-02 | Daniel A. Zabaleta | Container lid comprising frustum shaped sidewall and seaming chuck receiving radius |
| USD745396S1 (en) | 2013-03-13 | 2015-12-15 | Rexam Beverage Can Company | Bottle |
| USD744833S1 (en) | 2013-03-13 | 2015-12-08 | Rexam Beverage Can Company | Bottle |
| USD745399S1 (en) | 2013-03-13 | 2015-12-15 | Rexam Beverage Can Company | Bottle |
| USD745398S1 (en) | 2013-03-13 | 2015-12-15 | Rexam Beverage Can Company | Bottle |
| USD745397S1 (en) | 2013-03-13 | 2015-12-15 | Rexam Beverage Can Company | Bottle |
| US10040593B2 (en) * | 2014-02-07 | 2018-08-07 | Ball Corporation | Metallic container with a threaded closure |
| US12145781B2 (en) * | 2018-04-12 | 2024-11-19 | Nicholas Patrick Karll | Child resistant container |
| AU2019374778B2 (en) | 2018-11-05 | 2022-09-15 | Ball Corporation | Metallic container with a threaded closure |
| MX2021015688A (es) | 2019-06-26 | 2022-04-11 | Ball Corp | Metodo y aparato para sellar un recipiente metalico con un cierre de extremo metalico. |
| US12384594B2 (en) | 2021-04-05 | 2025-08-12 | Daniel A. Zabaleta | Threaded container components having frustum shaped surfaces enabling nesting |
| US11767152B2 (en) | 2021-06-29 | 2023-09-26 | Iv Thought Products And Design Corp. | Re-sealing vacuum package receptacle |
| US20240262580A1 (en) * | 2023-02-03 | 2024-08-08 | Sbh, Inc. | Resealable beverage can lid having a spout |
| US20240262573A1 (en) * | 2023-02-03 | 2024-08-08 | Sbh, Inc. | Resealable beverage can lid having a spout |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE473450C (de) * | 1929-03-14 | Raymond Behin | Spundlochausbildung an Metallfaessern | |
| CA582198A (en) * | 1959-08-25 | Epps Elias | Protective container hole cover | |
| FR610862A (fr) * | 1925-02-18 | 1926-09-15 | Perfectionnement à la construction de barils, tambours, cylindres à eau chaude ou réservoirs métalliques et récipients analogues | |
| GB306515A (en) * | 1927-03-31 | 1929-05-07 | Hadwik Mfg Company Inc | Improvements in or relating to bung-hole bushes for containers |
| GB320173A (en) * | 1928-08-08 | 1929-10-10 | G H Williamson & Sons Ltd | Improvements relating to the nozzles of oil, petrol and like drums or containers |
| US1758869A (en) * | 1928-09-19 | 1930-05-13 | Albert H Trageser | Copper-boiler outlet |
| US2267754A (en) * | 1937-11-18 | 1941-12-30 | Buckeye Forging Company | Container |
| US2156237A (en) * | 1937-12-27 | 1939-04-25 | Draper Mfg Co | Container closure construction |
| US2292413A (en) * | 1938-12-08 | 1942-08-11 | American Can Co | Container |
| FR847537A (fr) * | 1938-12-14 | 1939-10-11 | Capsulage de bonde de fût sur le joint de bonde | |
| US2293943A (en) * | 1939-01-07 | 1942-08-25 | Pressed Steel Tank Company | Container |
| US2207565A (en) * | 1939-01-24 | 1940-07-09 | Louis B Wackman | Thread bung fixture for sheet metal containers |
| US2308089A (en) * | 1941-04-05 | 1943-01-12 | Archie W Mcclary | Bung opening construction |
| US2387990A (en) * | 1941-09-08 | 1945-10-30 | American Flange & Mfg | Threaded sheet metal plug |
| US2380871A (en) * | 1943-01-30 | 1945-07-31 | Robinson Bestor | Pouring spout |
| US2460721A (en) * | 1945-07-07 | 1949-02-01 | Inland Steel Co | Method of forming bungs in metallic plates |
| US2612285A (en) * | 1950-03-06 | 1952-09-30 | Ernest H Benson | Filler opening for containers |
| US2705088A (en) * | 1952-11-15 | 1955-03-29 | John H Van Blarcom | Closure structure |
| US2893590A (en) * | 1957-07-22 | 1959-07-07 | Duer H Buckley | Cap for soil pipe clean-outs |
| US2962185A (en) * | 1958-03-05 | 1960-11-29 | Jerome S Heisler | Plastic closure plug and container flange plug assembly |
| US3076670A (en) * | 1959-07-09 | 1963-02-05 | Leer Ind Ltd Van | Sheet metal containers and a method of and apparatus for the manufacture thereof |
| US3152718A (en) * | 1962-03-08 | 1964-10-13 | Weatherhead Co | Cylinder boss |
| US3289891A (en) * | 1962-11-06 | 1966-12-06 | Continental Can Co | Food containers for manned space ships |
| CH427628A (it) * | 1964-11-09 | 1966-12-31 | Giulio Gianetti Saronno S P A | Fusto o barile metallico e relativo procedimento di fabbricazione |
| CH429477A (de) * | 1965-01-27 | 1967-01-31 | Tepar Ag | Verschluss an einem unter innerem Überdruck stehenden Behälter |
| FR2081088B1 (de) * | 1970-03-04 | 1974-06-14 | Schmid Ets | |
| GB1407601A (en) * | 1972-01-06 | 1975-09-24 | Metal Box Co Ltd | Container closures |
| CH567980A5 (de) * | 1973-06-20 | 1975-10-15 | Rausing Anders Ruben | |
| US4033369A (en) * | 1975-11-03 | 1977-07-05 | Temco Metal Products Company, Inc. | Safety connector for pressure tank |
| NL175267C (nl) * | 1975-11-13 | 1984-10-16 | Post Willem P | Werkwijze voor het aanbrengen van een van schroefdraad voorziene zitting voor een sluitorgaan of aan te sluiten bedieningsorgaan in een metalen plaat, zoals de wand van een vat. |
| US4094432A (en) * | 1977-02-09 | 1978-06-13 | Bergen Barrel & Drum Co. | Industrial drums |
| US4114779A (en) * | 1977-02-10 | 1978-09-19 | Owens-Illinois, Inc. | Bung hole assembly |
| GB2012737B (en) * | 1977-12-15 | 1982-08-18 | Yamato Iron Works Co | Mouthpiece devices for drums and like containers |
| US4231488A (en) * | 1979-04-16 | 1980-11-04 | Ward William H | Container closure spout construction and method of forming same |
| JPS56934U (de) * | 1979-06-19 | 1981-01-07 | ||
| DE8705916U1 (de) * | 1987-04-23 | 1987-06-25 | Kautex Werke Reinold Hagen AG, 5300 Bonn | Faß aus thermoplastischem Kunststoff |
-
1989
- 1989-08-11 CA CA000608191A patent/CA1331959C/en not_active Expired - Fee Related
- 1989-08-13 EP EP89114985A patent/EP0355647B1/de not_active Expired - Lifetime
- 1989-08-13 EP EP89114984A patent/EP0358960A1/de not_active Withdrawn
- 1989-08-13 ES ES89114985T patent/ES2052843T3/es not_active Expired - Lifetime
- 1989-08-13 DE DE89114985T patent/DE58907275D1/de not_active Expired - Fee Related
- 1989-08-14 US US07/393,703 patent/US5052576A/en not_active Expired - Fee Related
- 1989-08-14 JP JP1208010A patent/JPH02180159A/ja active Pending
- 1989-08-14 US US07/393,702 patent/US5016775A/en not_active Expired - Fee Related
-
1991
- 1991-10-01 US US07/769,295 patent/US5190181A/en not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005011775B4 (de) * | 2005-03-11 | 2009-02-12 | Umformtechnik Stade Gmbh | Verfahren zur Herstellung eines Domdeckelbleches und ein nach dem Verfahren hergestelltes Domdeckelblech |
| EP1829628A1 (de) * | 2006-02-27 | 2007-09-05 | Illycaffe' S.p.A. con Unico Socio | Vorrichtung zur Herstellung eines Metalldeckels, Metalldeckel und Verfahren zu dessen Herstellung |
| ITMI20110046A1 (it) * | 2011-01-19 | 2012-07-20 | Felice Bellino | Dispositivo di trattamento fluidi |
| EP2478948A1 (de) * | 2011-01-19 | 2012-07-25 | Ferraresi, Vittorio | Vorrichtung zur Behandlung von Fluiden |
Also Published As
| Publication number | Publication date |
|---|---|
| US5052576A (en) | 1991-10-01 |
| EP0355647A3 (en) | 1990-12-12 |
| DE58907275D1 (de) | 1994-04-28 |
| EP0358960A1 (de) | 1990-03-21 |
| CA1331959C (en) | 1994-09-13 |
| ES2052843T3 (es) | 1994-07-16 |
| EP0355647B1 (de) | 1994-03-23 |
| US5016775A (en) | 1991-05-21 |
| US5190181A (en) | 1993-03-02 |
| JPH02180159A (ja) | 1990-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0355647B1 (de) | Spundbehälter | |
| DE69507787T2 (de) | Doppelwandiger Aerosolbehälter | |
| DE2159852A1 (de) | Behälter und Verfahren zu ihrer Herstellung | |
| DE2853958A1 (de) | Behaelterverschluss und verfahren zu seiner herstellung | |
| EP0616162B1 (de) | Dünnwandiges Blechrohr mit auf dieses aufgesetztem einstückigem Flanschring | |
| DE4410790A1 (de) | Schraubkappe mit Anschweißring | |
| EP0390222A1 (de) | Spundbehälter | |
| DE19637324C1 (de) | Verschluß für eine Anschlußmuffe einer Heizungsgarnitur | |
| DE3217732A1 (de) | Deckel fuer druckkessel | |
| DE2333988B2 (de) | Verfahren zum Wiederinstandsetzen eines Behälters | |
| DE69402646T2 (de) | Verfahren und Vorrichtung zum Herstellen von Flüssiggasflaschen, und hergestellte Flaschen | |
| DE2659521A1 (de) | Behaelter und verfahren zu seiner herstellung | |
| EP0221419A2 (de) | Gegen äussere Eingriffe gesicherte Verschlussvorrichtung eines Behälters | |
| DE3926821A1 (de) | Spundbehaelter | |
| DE102018101884A1 (de) | Modular aufgebauter Kunststoffbehälter | |
| DE4126784C2 (de) | Deckelfaß | |
| DE3238076A1 (de) | Spannringverschluss | |
| CH448781A (de) | Mittels Doppelfalzung auf einen Büchsenkörper aufzubördelnder Metallverschlussdeckel | |
| DE4007381A1 (de) | Durch doppelfalznaht verschliessbare zwei- oder dreiteilige dose aus blech und verfahren zu ihrer herstellung | |
| DE8916026U1 (de) | Behälter aus Blech, wie Eimer, Hobbock o.dgl. | |
| DE3926820A1 (de) | Spundbehaelter | |
| DE68915883T2 (de) | Behälterverschluss. | |
| EP0273331B1 (de) | Mindestens einen Spund aufweisender Behälter | |
| DE102008038544B4 (de) | Entnahmearmatur mit einem Armaturengehäuse aus Kunststoff | |
| DE102016107132B4 (de) | Behälter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19890830 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| RHK1 | Main classification (correction) |
Ipc: B65D 39/08 |
|
| 17Q | First examination report despatched |
Effective date: 19911002 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19940323 |
|
| REF | Corresponds to: |
Ref document number: 103255 Country of ref document: AT Date of ref document: 19940415 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 58907275 Country of ref document: DE Date of ref document: 19940428 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940715 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: NFT NEUE FASSTECHNIK GESELLSCHAFT MIT BESCHRAENKTE |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: NFT NEUE FASSTECHNIK GESELLSCHAFT MIT BESCHRAENKTE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: NFT NEUE FASSTECHNIK GESELLSCHAFT MIT BESCHRAENKTE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 89114985.8 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: NFT NEUE FASSTECHNIK GESELLSCHAFT MIT BESCHRANKTER |
|
| NLS | Nl: assignments of ep-patents |
Owner name: NFT NEUE FASSTECHNIK GESELLSCHAFT MIT BESCHRAENKTE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ULRICH UND BRIGITTE BALLMER PATENTANWAELTE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19960809 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19970804 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19970806 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970814 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19970814 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19970818 Year of fee payment: 9 Ref country code: ES Payment date: 19970818 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19970822 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19970831 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19970910 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19971114 Year of fee payment: 9 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 89114985.8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980813 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980813 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19980814 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980831 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980831 |
|
| BERE | Be: lapsed |
Owner name: NEUE FASSTECHNIK G.M.B.H. NFT Effective date: 19980831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990301 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19980813 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990430 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19990301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990601 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20001204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050813 |