EP0368057A1 - Kannenstock - Google Patents
Kannenstock Download PDFInfo
- Publication number
- EP0368057A1 EP0368057A1 EP19890119455 EP89119455A EP0368057A1 EP 0368057 A1 EP0368057 A1 EP 0368057A1 EP 19890119455 EP19890119455 EP 19890119455 EP 89119455 A EP89119455 A EP 89119455A EP 0368057 A1 EP0368057 A1 EP 0368057A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- knife
- cutting
- separating
- sliver
- orbit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005520 cutting process Methods 0.000 claims abstract description 97
- 238000006073 displacement reaction Methods 0.000 claims description 12
- 238000000926 separation method Methods 0.000 claims description 9
- 238000003860 storage Methods 0.000 claims description 6
- 230000004913 activation Effects 0.000 claims description 4
- 230000001154 acute effect Effects 0.000 claims description 4
- 230000003213 activating effect Effects 0.000 claims description 2
- 238000011144 upstream manufacturing Methods 0.000 claims description 2
- 239000000835 fiber Substances 0.000 abstract description 17
- 238000000034 method Methods 0.000 abstract description 3
- 230000008569 process Effects 0.000 abstract description 3
- 238000004519 manufacturing process Methods 0.000 abstract description 2
- 238000003490 calendering Methods 0.000 abstract 1
- 230000033001 locomotion Effects 0.000 description 9
- 230000008901 benefit Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000008719 thickening Effects 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 238000005429 filling process Methods 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 230000001960 triggered effect Effects 0.000 description 2
- 235000014676 Phragmites communis Nutrition 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 230000002269 spontaneous effect Effects 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 235000013311 vegetables Nutrition 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/70—Other constructional features of yarn-winding machines
- B65H54/71—Arrangements for severing filamentary materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/76—Depositing materials in cans or receptacles
- B65H54/80—Apparatus in which the depositing device or the receptacle is rotated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the invention relates to a can with a rotating on a circular path, on a turntable or rotating ring located band outlet channel for a sliver, which outlet channel for the belt conveyor serving calender rollers are arranged upstream, and with a stationary sliver separating device which transversely into the orbit of the outlet channel Band stretching direction in a transverse groove of the turntable pivotally retracting and extending separating element.
- a can of this type is known from DE-OS 28 21 325.
- the Trennelenemt is designed there as a comb. In the area of the so-called funnel wheel, the latter moves into the fiber sliver channel, controlled by a rotating magnet, and which has a horizontally oriented slot for this purpose.
- the sliver also known as a fuse, is practically torn open. The full width of the sliver hits the corresponding "obstacle". This affects the quality, especially the uniform structure of the sliver; the sudden train continues jerkily into the feed area. The tape density is impaired. By unraveling the sliver, the sliver channel becomes clogged very easily.
- a separating device of this type is not yet satisfactory from the perspective of careful cutting.
- this device is also structurally disadvantageous because the sliver separating device is arranged above the pitcher head. This creates a space-consuming superstructure and impairs access, especially cleaning.
- US Pat. No. 3,354,513 discloses a sliver cutting device in which the separating element is designed as scissors. As possible today with full product ons speed the can change should take place, the US-PS 3,354,513 does not meet these requirements. When changing at full speed, 10-20m sliver is placed between the cans. The cutting plane is also transverse to the direction of the sliver conveying.
- One scissor blade is arranged in a fixed position and is undermined by the sliver.
- the other scissor blade is pivotally assigned to this first scissor blade.
- the separating effect should also be disadvantageous in the same way as set out above, if the corresponding separating cut does not have to take place at all with the belt standing still. But that reduces the economic utilization.
- the separating element which also acts here in a transverse plane to the course of the thread strand, is designed in the form of a title-shaped separating knife, which linearly travels into an elongated cutting channel as it passes through the thread strand channel, which is separated from an upper and underside of the contact edge is limited to prevent evasion when cutting.
- This cutting knife suddenly moves in due to a spring-loaded piston / cylinder control unit.
- the sliver is drawn through the calender rolls. If the sliver is now separated from the rollers, further transport is not safe. There is a malfunction.
- the object of the present invention is to provide a pitcher with sliver separation device which has practically no effect on the sliver travel, so that the quality of the sliver is not impaired and it is even irrelevant whether the fuse is a short-fiber web of vegetable, animal type or and especially it is one of endless or long filaments acts like synthetic fibers.
- the fiber sliver is cut safely and quickly. No repercussions like the explained jerking etc. occur.
- the fiber structure is not subject to spontaneous stress.
- the tape density is no longer adversely affected. Rather, the result is a smooth, even run.
- the thread cross-section therefore does not strike the cutting edge bluntly; rather, the pulling cut results in a cutting action which is distributed over a range of rotation angles, that is to say only gradually deepens.
- the sliver runs onto a continuously increasing cutting ramp.
- the belt also rotates under the cutting action due to the rotation of the Kannenstock turntable.
- the sliver is cut off smoothly.
- the blade of the cutting knife is pivotally mounted on the machine frame at one end about a vertical bolt and is connected to a drive device for its displacement. The corresponding pivotability of the blade favors the use of an extremely short actuation stroke due to the use of leverage. The blade can be quickly inserted and removed.
- the drive device is advantageously implemented as a piston / cylinder unit, the piston rod of which acts at a distance from the pivot axis of the cutting knife, the cutting knife in the cutting position extending up to a radial of the orbit, which radial is essentially perpendicular to the cutting knife cutting edge.
- the development is characterized by an acute angle between the cutting edge and the head surface of the separating knife pointing in the circumferential direction.
- the corresponding undercut can be chosen to be so large-angled that when the last fibers are severed, more than 2/3 or even almost the entire cross section of the outlet channel is open again.
- the piston rod of the piston / cylinder unit it also proves to be advantageous for the piston rod of the piston / cylinder unit to run approximately parallel to the radial, ie to extend essentially perpendicular to the cutting knife edge. This leads to an actuation direction that is optimal in terms of force. Furthermore, an advantageous embodiment results from a proximity switch activating the piston / cylinder unit, which receives its impulse from a turntable or rotating ring-side trigger. In addition, it proves to be advantageous in this context that the separating device functions depending on the activation of the proximity switch and the position of a jug for receiving the sliver. That makes you free of rejects fully automatic operation safely.
- an advantageous alternative solution to the cutting knife assignment is that the cutting edge of the cutting knife that provides the pulling cut is arranged on the outward-facing side of the cutting knife, that is, further away from the center of the orbit, and the cutting knife tip points counter to the direction of rotation.
- the fiber sliver thereby overflows a practically hook-shaped separating device.
- the sliver inevitably overflows the cutting edge. No fibers can escape.
- Another advantage of this version is that the cutting pressure does not work against the pressure medium of the piston / cylinder unit, but is absorbed by the rigid end stop of the cylinder.
- Another advantage of this solution is that the fiber and dust residues are conveyed out of the groove by the separating knife that has entered.
- the separating knife which acts like a shovel or plow, works in a self-cleaning manner, the discharge of said residues being additionally supported by the centrifugal force. It is also advantageous that the cutting knife tapered towards the free end. Accordingly, no particularly deep transverse groove needs to be cut into the turntable. Taking into account the spatial requirements for the pivoting movement of the cutting knife, an embodiment has proven to be advantageous in that the sharpening angle is 10 ° and the side of the cutting knife facing the center of the orbit includes an angle of 90 ° to the radial (deposit radius) in the cutting position .
- the can holder 1 integrated in a linear changer has a turntable 2. The latter rotates in the direction of the arrow x.
- a sliver 3 fed to the can stick 1 is placed in a can 4 in an orderly manner.
- the latter stands on a turntable 5 in the bottom 6 of the can stick 1.
- the depositing takes place in a ring in an increasing manner, whereby due to the rotation of the turntable 2 and an eccentrically arranged passage opening 7 for the sliver 3, a helical position, as shown in FIG. results.
- the passage opening 7 is formed by an upwardly directed nozzle 8.
- an outlet channel 9 which runs partly in the material of the turntable 2 and is partly formed by a tube 10 arranged above it.
- the downward-facing end section of the nozzle 8 extends deep into the gusset of two calender rolls 11.
- the calender rolls 11 mounted in the pot-shaped turntable 2 pull the fiber sliver 3 downwards and push it through the smooth outlet channel 9 onto the underside of the jug head.
- the upper end of the tube 10 is designed accordingly.
- the drive of the calender rolls 11 is derived from the rotary movement of the turntable 2. This has been realized Belt drive.
- the elements forming it, like the calender rolls, are accommodated in the pot space of the turntable 2, which is covered by a cover 12 at the top.
- the tapping of the rotary movement takes place via a friction wheel 13.
- the latter rolls on the annular surface 14 'of a fixedly arranged in the Kannenstockkopf ring body 14.
- the friction wheel 13 is loaded by the belt tension in the direction of contact. It sits on a handlebar 15. This pivots about an axis 16. The latter starts from the bottom 2 'of the pot-shaped turntable 2.
- the pot wall is called 2 terrorism.
- the pivot axis carrying the friction wheel 13 bears the reference numeral 17. It is extended upwards for attaching a pulley 19 which transfers the rotational movement of the friction wheel 13 to a drive belt 18.
- the belt drive comprises six further deflection pulleys.
- the lower end of the Kannenstockkopf forms a centrally mounted disk 25. This is freely rotatable and coincides with the bearing axis of the central pulley 20 and can be curved flat downwards.
- the ring surface 14 'of the ring body 14 opposite ring outer surface 14' receives a wire ring bearing 26, via which the turntable 2 receives its storage in the can end by means of a bearing ring 27.
- the friction wheel 13 extends through a window 2 ′′′ in the jacket wall of the pot-shaped rotary plate 2.
- a sliver separation device TV is assigned to the can 1 in the area of the can head.
- This has a cutting knife 28.
- Whose storage is designed such that the knife edge 28 'for the cutting process from a free, so not yet tangent rest position in a in the orbit U of the outlet channel 9 is transverse to the longitudinal extension of the cutting position.
- the turntable 2 has a horizontally extending transverse groove 29 approximately at the level of the underside of its base 2 '. The latter is pierced all around and is located in a downward, annular web-like thickening 30 of the turntable base 2 '.
- the thickening corresponds approximately to the material thickness of the plate base, on the inside. The thickening is used to form the vertically aligned, cylindrical outlet channel 9.
- the sliver separation device TV is located on the side of the periphery of the turntable 2 having the outlet channel 9.
- the blade of the separating knife 28 pivots at one end about a vertical bolt 31. It is a stud which starts from the machine frame, here the press plate 32 of the can end.
- the cutting knife 28 moves with the aid of an electrically or electronically controlled drive device 33 from the rest position into the active cutting position and back.
- a drive device is used, which is implemented as a pneumatic piston / cylinder unit. Its piston rod 34, spaced from the pivot axis (vertical bolt 31) of the separating knife 28, articulates on the latter. It is an indirect attack according to the interposition of an angular, made of flat material actuating part 35. Its longer angle leg slides on the top of the press plate 32 and protrudes into the relatively narrow gap area Sp between the edge-side portion of the bottom 2 'of the turntable 2 and the outside in front extending, slightly higher ring body 14. The shorter, vertical angle leg of the actuating part 35 forms the attachment point for the free end of the piston rod 34. The latter has an external thread 36. Two nuts 37 allow fine adjustment of the actuating part 35 for exact adjustment of the separating knife 28.
- the hinge pin between the actuating part 35 and the separating knife 28 bears the reference number 38 and is seated approximately half the length of the blade, slightly displaced on the back of the blade.
- an elongated hole would be formed in this area Compensate for movement needs; otherwise, it is sufficient if the cylinder 39 of the drive device 33 were articulated about a vertical axis.
- this alternative is not shown.
- Preferred is the first-mentioned type of assignment with a correspondingly fixed assignment of the cylinder 39 to a vertical bracket 40 which is firmly connected to the press plate 32.
- the piston rod 34 runs approximately parallel to the radial R.
- FIG. 5 The immersion of the fiber strand cross-section (defined by the circular cross-section of the outlet channel 9) into the cutting zone of the separating knife 28 is clearly shown in FIG. 5.
- the inlet is strikingly acute.
- the sliver cross-section overflows here the cutting edge 28 'facing the center of the circular orbit U and is compressed after half an orbit of about 1 1/2 times the dimension of the outlet duct cross-section and partially severed (position b).
- position c After a further section of the path in the direction of arrow x by approximately the same amount, the sliver cross section has already been cut apart to a small remaining amount (position c).
- the exact engagement of the separating knife 28 takes place in motion-dependent control or triggering, specifically by means of a proximity switch 41 which activates the piston / cylinder unit (cf. FIG. 3).
- the latter receives its impulses from a trigger 42 on the turntable.
- This and / or the proximity switch 41 can be ascertained in a precise position.
- the trigger 42 has a radially directed elongated hole which is penetrated by the shaft of a retaining screw 43.
- the sliver separation device TV starts to radio tion (this is explained in more detail below).
- the strip separation is thus controlled electrically. If necessary, it can be computer-controlled.
- the cans are changed by means of the device shown in detail in FIG. 1, which has a track 45 for the cans 4 indicated by dash-dotted lines, which adjoin a bracket 46 on one side.
- a can displacement unit 49 is arranged between the end walls 47 and 48 of the console 46.
- the can displacement unit 49 has a piston / cylinder unit 56, a polygonal profile 57, a longitudinally displaceable but non-rotatably mounted support piece 53 on the polygonal profile 57 and arms or grippers 44 fastened to the support piece 53.
- the free end of the piston rod 58 of the piston / cylinder unit 56 engages a tab 59 of the can displacement unit 49.
- Bearings 50, which support the polygon profile 57, are located on the side walls 47 and 48.
- the polygonal profile 57 can be pivoted via a pivot lever 52, so that the arms or grippers 44 attached to the support piece 53 move from their downward-pointing vertical position into a lifting position (according to FIG. 1) and can be returned.
- the grippers 44 have a distance from each other which corresponds approximately to the outer diameter of a can 4.
- An electrical switch 54 shown only schematically, is arranged in the horizontal displacement path of the support piece 32.
- a limit switch 60 or 61 is provided in each of the two end regions of the cylinder of the piston / cylinder unit 56, these likewise only being indicated schematically.
- the switches 54, 60 and 61 trip according to the position of the support piece 53 and can be operated mechanically or by approach (preferably reed contacts can be used, which are triggered by the magnetic piston of the piston / cylinder unit 56).
- the switch 54 is slidably supported in the direction of the double arrow 55 and can be set in the desired position. As a result, its response to the position of the can displacement unit 49 can be adjusted.
- the limit switches 60 and 61 have the task of monitoring the horizontal displacement path of the can displacement unit 49.
- the end positions correspond to the takeover position of a new can 4 which has not yet been filled or the shift position assigned to the turntable 5.
- the device now works as follows: It is assumed that the piston / cylinder units 56 and 51 have assumed the positions shown in FIG. 1, the can 4 located on the turntable 5 being filled with sliver. In the course of this filling process, the piston / cylinder unit 51 is actuated in such a way that the polygon profile 57 rotates around the bearings 50, as a result of which the grippers 44 move into their vertically downward position. Then - triggered by a not shown Control unit - the support piece 53 shifted in the direction of the end wall 48, into a position which corresponds to the waiting, empty can 4. This displacement is brought about by the piston / cylinder unit 56, the force being transmitted via the piston rod 58 and the plate 59.
- the grippers 44 are then brought back into the lifting position by means of the piston / cylinder unit 51, so that they take up the still empty can 4 between them. If it is now determined by suitable means (for example by counting the number of revolutions of the can) that the can 4 subjected to the filling process comes closer to its filling position, the control unit causes the piston of the piston / cylinder unit 56 to be displaced in the direction of the end wall 47 so that over Piston rod 58 and bracket 59, the support piece 53 and thus the can 4 to be filled is carried along via the arms 44, as a result of which the already filled can 4 is moved out of the device to the right (cf. FIG. 1). The horizontal displacement of the grippers 44 takes place until the new can 4 assumes its position on the turntable 5.
- suitable means for example by counting the number of revolutions of the can
- the switch 54 is actuated, which brings about a kind of "arming". This means that at the moment when the proximity switch 41 is activated due to the proximity of the trigger 42 and at the same time the arming has been carried out by the switch 54, the drive device 33 receives a trigger pulse. The separating knife 28 is thus advanced into the cutting position. The retraction of the knife takes place as a function of the rotational speed of the passage opening 7, ie — as already explained above — in a period of time for the advance moment of the knife that is less than or at most equal to a round trip time of the passage opening 7.
- the time of the band separation can be set by means of the positioning of the switch 54 along the double arrow 55.
- the position of the switch 54 defines the positions of the filled or to be filled can 4 at the time of the cutting process.
- a further advance of the cutting time relative to the can positions can be realized to such an extent that the end of the band of the filled can remains on the sliver holder, i.e. does not hang outwards, while the beginning of the band formed then hangs far over the edge of the can 4 to be filled.
- the desired sliver protrusion or the remaining sliver end or sliver start can be set in the respective can.
- the cutting speed of the sliver does not reduce the rotational speed of the passage opening 7 during the cutting process or the can changing process needs to be set. This enables quick operation. Furthermore, the constant rotational speed of the passage opening 7 (and thus the constant delivery speed of the sliver 3) ensures that there are no losses in production or quality.
- Another advantage is that the separating knife 28 is held interchangeably, so that a remedy can be quickly provided in the case of a blunt knife or a knife break.
- the invention is not limited to the linear changer for the cans 4 shown in FIG. 1, but it can also be used, for example, in so-called turret changers.
- the cans 4 are not guided linearly but on a circular path.
- the variant of the separating knife 28 according to the invention reproduced in FIG. 10 realizes the same advantageous principle with regard to the pulling cut as explained for FIGS. 1-9.
- the reference numbers are used analogously, but without repeating the relevant text in detail.
- the cutting edge 28 'of the cutting knife 28 is now on the outward-facing side of the cutting knife 28, that is to say the farther center of the orbit U.
- the separating knife 28, which also pivots about a fixed articulation point 31, can be finely adjusted according to a correspondingly adjustable support for the vertical bolt 31 forming the swivel axis or articulation axis.
- the actuating part 35 which is explained in detail above and above, extends practically parallel to it said piston / cylinder unit is moved. It is interesting that the cutting pressure acting on the cutting edge 28 'of the cutting knife 28 no longer acts against the medium loading the piston of the piston / cylinder unit. The cutting pressure is rather absorbed by the rigid end stop of said cylinder. In order to get by with a relatively small swivel stroke, the separating knife 28 is tapered towards its free end.
- the corresponding tapering angle is approximately 10 °, the side of the cutting knife 28 facing the center point of the circular orbit U including an angle of approximately 90 ° to the radial (deposit radius) in the cutting position (FIG. 10).
- a very short working stroke is sufficient for the piston / cylinder unit.
- the tapering is continuous and begins in the area of the hinge pin 38.
- the tapering also results in an extreme undercut 28 Kop of the top surface, which largely frees the cross section of the sliver in the direction of conveyance (transport direction of the sliver) right from the start.
- the non-active cutting position of the cutting knife 28 is shown in dash-dotted line in FIG. 10.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
- Nonmetal Cutting Devices (AREA)
- Coiling Of Filamentary Materials In General (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf einen Kannenstock mit einem auf einer kreisförmigen Bahn umlaufenden, an einem Drehteller oder Drehring befindlichen Bandauslaßkanal für ein Faserband, welchem Auslaßkanal der Bandförderung dienende Kalanderwalzen vorgelagert sind, und mit einer stationären Faserbandtrennvorrichtung, die ein in die Umlaufbahn des Auslaßkanales quer zur Banderstreckungsrichtung in eine Quernut des Drehtellers schwenkbeweglich ein- und wieder ausfahrendes Trennelement aufweist.
- Ein Kannenstock dieser Art ist durch die DE-OS 28 21 325 bekannt. Das Trennelenemt ist dort als Kamm gestaltet. Dieser fährt drehmagnetgesteuert im Bereich des sogenannten Trichterrades in den Faserbandkanal ein, welcher dazu einen horizontal ausgerichteten Schlitz besitzt. Das Faserband, auch als Lunte bezeichnet, wird praktisch auffasernd durchgerissen. Das Faserband trifft nämlich in voller Breite auf das entsprechende "Hindernis". Dies hat Auswirkungen auf die Qualität, insbesondere auf die gleichmäßige Struktur des Faserbandes; der plötzliche Zug setzt sich ruckartig in den Zuführbereich fort. Es kommt dabei zu einer Beeinträchtigung der Banddichte. Durch das Auffasern des Faserbandes verstopft sich der Bandkanal sehr leicht. Insoweit ist eine Trennvorrichtung dieser Art aus der Perspektive des schonenden Durchtrennens noch nicht zufriedenstellend. Darüber hinaus ist diese Vorrichtung auch baulich nachteilig, weil die Faserbandtrennvorrichtung oberhalb des Kannenstockkopfes angeordnet ist. Das bringt einen platzraubenden Überbau und beeinträchtigt den Zugang, insbesondere das Reinigen. Durch die US-PS 3 354 513 ist eine Faserbandtrennvorrichtung bekannt, bei der das Trennelement als Schere ausgebildet ist. Da heute möglichst bei voller Produkti onsgeschwindigkeit der Kannenwechsel stattfinden soll, entspricht die US-PS 3 354 513 nicht diesen Anforderungen. Bei einem Wechsel mit voller Geschwindigkeit werden 10-20m Faserband zwischen die Kannen gelegt. Die Schnittebene liegt auch hier quer zur Luntenförderrichtung. Das eine Scherenblatt ist ortsfest angeordnet und wird von dem Faserband unterlaufen. Das andere Scherenblatt befindet sich in schwenkbeweglicher Zuordnung zu diesem erstgenannten Scherenblatt. Die Trennwirkung dürfte auch hier in gleicher Weise wie oben dargelegt nachteilig sein, wenn der entsprechende Trennschnitt nicht überhaupt bei stehendem Band erfolgen muß. Das aber schmälert die wirtschaftliche Auslastung. Durch die DE-OS 17 60 857 ist es schließlich bekannt, das auch hier in einer Querebene zum Verlauf des Fadenstranges wirkende Trennelement in Form eines beitelförmigen Trennmessers auszubilden, welches unter Passieren des Fadenstrangkanals in einen gestreckten Schneidenkanal linear einfährt, der von einer ober- und unterseitigen Anlagekante begrenzt ist, um ein Ausweichen beim Durchtrennen zu verhindern. Dieses Trennmesser fährt schlagartig ein aufgrund einer abgefederten Kolben/Zylinder-Steuereinheit. Das Faserband wird gezogen durch die Kalanderwalzen. Wird nun das Faserband von den Walzen getrennt, ist ein Weitertransport nicht sicher. Es kommt zu einer Betriebsstörung.
- Aufgabe der vorliegenden Erfindung ist es, einen Kannenstock mit Faserbandabtrennvorrichtung anzugeben, die praktisch keine Rückwirkung auf den Bandlauf hat, so daß die Qualität des Faserbandes nicht beeinträchtigt ist und wobei es sogar unerheblich ist, ob die Lunte ein kurzfaseriges Gespinst vegetabilischer, tierischer Art oder und vor allem es sich um eine solche aus endlosen bzw. langen Filamenten handelt wie beispielsweise Kunstfasern.
- Gelöst ist diese Aufgabe durch die im Anspruch 1 angegebene Erfindung.
- Die Unteransprüche sind vorteilhafte Weiterbildungen des Gegenstandes der Erfindung.
- Zufolge solcher Ausgestaltung ist ein sicheres, schnelles Trennen des Faserbandes erreicht. Rückwirkungen wie das erläuterte Rucken etc. treten nicht auf. Die Faserstruktur unterliegt keiner Spontanbelastung. Dadurch wird die Banddichte auch nicht mehr nachteilig beeinflußt. Vielmehr ergibt sich ein ruhiger, gleichmäßiger Lauf. Außerdem entfallen punktuelle Höchstbelastungen der Vorrichtung. Sie kann daher vorrichtungsmäßig äußerst gedrungen ausgelegt werden, sowie die Möglichkeit bei voller Geschwindigkeit zu schneiden. Alles dies ist erreicht durch ein das Trennelement bildendes Trennmesser, dessen Lagerung derart ausgebildet ist, daß die Messerschneide für den Trennvorgang unter Erzeugung eines ziehenden Schnitts in die Umlaufbahn eingefahren wird, wobei sich das Trennmesser in der Schneidstellung bis zu einer Radialen der Umlaufbahn erstreckt, welche Radiale im wesentlichen senkrecht zur Schneide des Trennmessers steht. Der Fadenquerschnitt prallt also nicht stumpf gegen die Schneide; vielmehr ergibt sich durch den ziehenden Schnitt eine auf einen Drehwinkelbereich sich verteilende, sich also erst allmählich vertiefende Schneidwirkung. Das Faserband läuft auf eine kontinuierlich angsteigende Schneidrampe auf. Außerdem dreht sich das Band aufgrund der Rotation des Kannenstock-Drehtellers unter der Schneidwirkung. Das Faserband wird glatt abgeschnitten. Weiter wird vorgeschlagen, daß die Klinge des Trennmessers einendig um einen vertikalen Bolzen schwenkbar am Maschinengestell gelagert ist und für ihre Verlagerung mit einer Antriebsvorrichtung in Verbindung steht. Die entsprechende Schwenkbarkeit der Klinge begünstigt die Anwendung eines äußerst kurzen Betätigungshubs zufolge Nutzung der Hebelwirkung. Die Klinge kann schlagartig ein- und ausgerückt werden. Vorteilhaft ist die Antriebsvorrichtung als Kolben/ Zylinder-Einheit realisiert, deren Kolbenstange beabstandet von der Schwenkachse des Trennmessers angreift, wobei sich das Trennmesser in der Schneidstellung bis zu einer Radialen der Umlaufbahn erstreckt, welche Radiale im wesentlichen senkrecht zur Schneide des Trennmessers steht. Um die Phase der Abdeckung des Auslaßkanales möglichst gering zu halten, die Freigabe nach dem Trennschnitt also so früh wie möglich erfolgt, ist die Weiterbildung gekennzeichnet durch einen spitzen Winkel zwischen Schneide und der in Umlaufrichtung weisenden Kopffläche des Trennmessers. Der entsprechende Hinterschnitt kann so großwinklig gewählt sein, daß bei Durchtrennen gerade der letzten Fasern schon mehr als 2/3 bzw. sogar nahezu der gesamte Querschnitt des Auslaßkanales wieder offen liegt. Weiter erweist es sich als günstig, daß die Kolbenstange der Kolben/Zylinder-Einheit etwa parallel zur Radialen verläuft, d. h. sich im wesentlichen senkrecht zur Schneide des Trennmessers erstreckt. Dies führt zur einer kräftemäßig optimalen Betätigungsrichtung. Weiter ergibt sich eine vorteilhafte Ausgestaltung durch einen die Kolben/Zylinder-Einheit aktivierenden Näherungsschalter, der von einem drehteller- bzw. drehringseitigen Auslöser seinen Impuls erhält. Darüber hinaus erweist es sich in diesem Zusammenhang als vorteilhaft, daß die Trennvorrichtung in Abhängigkeit von der Aktivierung des Näherungsschalters und der Stellung einer Kanne zur Aufnahme des Faserbandes in Funktion tritt. Das stellt einen ausschußfrei en, vollautomatischen Betrieb sicher. Eine vorteilhafte Alternativlösung der Trennmesserzuordnung besteht erfindungsgemäß darin, daß die den ziehenden Schnitt bringende Schneide des Trennmessers auf der nach außen weisenden, also vom Mittelpunkt der Umlaufbahn weiter entfernt liegenden Seite des Trennmessers angeordnet ist und die Trennmesserspitze entgegen der Umlaufrichtung weist. Das Faserband überläuft dadurch eine praktisch hakenförmige Trennvorrichtung. Das Faserband überläuft zwangsläufig die Schneide. Es können keine Fasern ausweichen. Ein weiterer Vorteil dieser Version ist, das der Schnittdruck nicht gegen das Druckmedium der Kolben/Zylinder-Einheit arbeitet, sondern von dem starren Endlagenanschlag des Zylinders aufgefangen wird. Ein weiterer Vorteil dieser Lösung ist überdies, daß die Faser- und Staubreste durch das eingetretene Trennmesser aus der Nut herausgefördert werden. Das so schaufel- oder pflugartig wirkende Trennmesser arbeitet in selbstreinigender Weise, wobei die Ausbringung der besagten Reste zusätzlich durch die Zentrifugalkraft unterstütz wird. Weiter ist es günstigt, daß das Trennmesser zum freien Ende hin ausspitzt. Entsprechend braucht keine besonders tiefe Quernut in den Drehteller eingeschnitten zu werden. Unter Berücksichtigung des räumlichen Bedarfs für die Schwenkbewegung des Trennmessers hat sich eine Ausgestaltung dahingehend als vorteilhaft erwiesen, daß der Ausspitzwinkel bei 10° liegt und die dem Mittellpunkt der Umlaufbahn zugewandte Seite des Trennmessers in der Schneidstellung einen Winkel von 90° zur Radialen (Ablageradius) einschließt.
- Der Gegenstand der Erfindung ist nachstehend anhand eines zeichnerisch veranschaulichten Ausführungsbeispiels näher erläutert. Es zeigt
- Fig. 1 einen erfindungsgemäßen Kannenstock als Linearwechsler, und zwar in perspektivischer Darstellung,
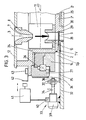
- Fig. 2 einen Vertikalschnitt durch den Kannenstockkopf unter Verdeutlichung der erfindungsgemäßen Faserbandtrennvorrichtung bei zurückgetretenem Trennmesser,
- Fig. 3 eine Herausvergrößerung der Faserbandtrennvorrichtung mit in die Schneidposition vorgesteuertem Trennmesser,
- Fig. 4 die Draufsicht auf Fig. 3, weitestgehend schematisiert,
- Fig. 5 eine der Fig. 4 entsprechende Darstellung unter Verdeutlichung einer Bewegungsstudie der Auslaßkanal-Umlaufbahn mit in Schneidstellung befindlichem Trennmesser,
- Fig. 6 die gleiche Darstellung, jedoch die durch Straffur kenntlich gemachte Abdeckung in der Schneidphase verdeutlichend,
- Fig. 7 die Draufsicht auf den Drehteller des Kannenstocks, den Antrieb der Kalanderwalzen wiedergebend,
- Fig. 8 die Draufsicht auf den schematisiert dargestellten Linearwechsler,
- Fig. 9 die Faserbandablage im Schnitt und
- Fig. 10 die Draufsicht auf eine Variante des Trennmessers mit in strichpunktierter Linienart angedeuteter Austrittsstellung des Trennmessers.
- Der in einen Linearwechsler integrierte Kannenstock 1 besitzt einen Drehteller 2. Letzterer rotiert in Richtung des Pfeiles x.
- Über den Drehteller 2 wird ein dem Kannenstock 1 zugeführtes Faserband 3 in einer Kanne 4 geordnet abgelegt. Letztere steht auf einer Drehscheibe 5 im Boden 6 des Kannenstockes 1. Die Ablage geschieht ringförmig in ansteigender Weise, wobei zufolge der Rotation des Drehtellers 2 und einer exzentrisch darin angeordneten Durchtrittsöffnung 7 für das Faserband 3 sich eine Wendellage, wie sie Fig. 8 zeigt, ergibt. Gebildet ist die Durchtrittsöffnung 7 von einer nach oben austrichternden Düse 8. An diese schließt vertikal nach unten gerichtet ein Auslaßkanal 9 an, der anteilig im Material des Drehtellers 2 verläuft und anteilig von einem darüber angeordneten Röhrchen 10 gebildet ist.
- Der nach unten weisende Endabschnitt der Düse 8 reicht bis tief in den Zwickel zweier Kalanderwalzen 11. Die im topfförmigen Drehteller 2 gelagerten Kalanderwalzen 11 ziehen das Faserband 3 abwärts und schieben es durch den glatten Auslaßkanal 9 hindurch auf die Unterseite des Kannenstockkopfes.
- In Anpassung an die zylindrische Kalanderwalzenkontur ist das obere Ende des Röhrchens 10 entsprechend gestaltet.
- Der Antrieb der Kalanderwalzen 11 ist aus der Drehbewegung des Drehtellers 2 abgeleitet. Realisiert ist dieser Antrieb als Riementrieb. Die ihn bildenden Elemente sind wie auch die Kalanderwalzen im Topfraum des Drehtellers 2 untergebracht, der oben von einem Deckel 12 überfangen ist.
- Der Abgriff der Drehbewegung erfolgt über ein Reibrad 13. Letzteres wälzt sich an der Ringfläche 14′ eines ortfest im Kannenstockkopf angeordneten Ringkörpers 14 ab. Das Reibrad 13 ist von der Riemenspannung in Anlagerichtung belastet. Es sitzt auf einem Lenker 15. Dieser schwenkt um eine Achse 16. Letztere geht vom Boden 2′ des topfförmigen Drehtellers 2 aus. Die Topfwandung heißt 2˝. Die das Reibrad 13 tragende Schwenkachse trägt das Bezugszeichen 17. Sie ist nach oben hin verlängert zur Anbringung einer die Drehbewegung des Reibrades 13 an einen Treibriemen 18 weitergebenden Riemenscheibe 19. Zusätzlich zur Riemenscheibe 19 umfaßt der Riementrieb sechs weitere Umlenk-Riemenscheiben. Eine davon - sie ist mit 20 bezeichnet - erstreckt sich im Mittelpunkt M des Drehtellers 2. Zwei weitere sind, wie auch die Riemenscheibe 19, in Umfangsnähe des Drehtellers 2 angeordnet und mit 21 bezeichnet. In der auf kürzestem Wege verbundenen kalanderwalzenseitigen Tangenten dieser beiden Riemenscheiben 21, also auf der Verbindungsgeraden z-z, liegen die drei restlichen Riemenscheiben 22, 22 und 23, die auf parallel zur Drehtellerebene liegenden Achsen angeordnet sind derart, daß zwei Riemenscheiben 22, 22 beiderseits der auf der einen Kalanderwalzenachse 11′ sitzende Riemenscheibe 24 liegen. Es kommt so zu einer V-förmigen Einfaltung des dortigen Riemenabschnitts und damit optimalen schlupffreien Führung des Treibriemens 18. Die entsprechende Verdrehung des Flachriemens um 90° läßt sich aus den Fig. 2 und 7 gut erkennen.
- Den unteren Abschluß des Kannenstockkopfes bildet eine zentral gelagerte Scheibe 25. Diese ist frei drehbeweglich angeordnet und fällt mit der Lagerachse der zentralen Riemenscheibe 20 zusammen und kann flach nach unten gewölbt sein.
- Die der Ringfläche 14′ des Ringkörpers 14 gegenüberliegende Ringaußenfläche 14˝ nimmt ein Drahtringlager 26 auf, über welches der Drehteller 2 mittels eines Lagerringes 27 seine Lagerung im Kannenstockkopf erhält.
- Wie Fig. 2 entnehmbar, durchgreift das Reibrad 13 ein Fenster 2‴ in der Mantelwand des topfförmig gestalteten Drehtellers 2.
- Um das Faserband 3 für den Kannenwechsel zu unterbrechen, ist dem Kannenstock 1 im Bereich des Kannenstockkopfes eine Faserbandtrennvorrichtung TV zugeordnet. Diese weist ein Trennmesser 28 auf. Dessen Lagerung ist derart ausgebildet, daß die Messerschneide 28′ für den Trennvorgang aus einer freien, also noch nicht tangierenden Ruhestellung in eine in die Umlaufbahn U des Auslaßkanals 9 quer zur Bandlängserstreckung liegende Schneidstellung einfährt. Zur Erreichung dieses Querschnittsbereichs weist der Drehteller 2 etwa auf Höhe der Unterseite seines Bodens 2′ eine horizontal verlaufende Quernut 29 auf. Letztere ist umlaufend eingestochen und befindet sich in einer nach unten gerichteten, ringstegartigen Verdickung 30 des Drehtellerbodens 2′. Die Verdickung entspricht etwa der Materialstärke des Tellerbodens, und zwar innenseitig. Die Verdickung ist zur Bildung des vertikal ausgerichteten, zylindrischen Auslaßkanals 9 mit herangezogen.
- Wie erkennbar, befindet sich die Faserbandtrennvorrichtung TV seitlich der Peripherie des den Auslaßkanal 9 aufweisenden Drehtellers 2.
- Die Klinge des Trennmessers 28 schwenkt einendig um einen vertikalen Bolzen 31. Es handelt sich um einen Stehbolzen, der vom Maschinengestell, hier der Preßplatte 32 des Kannenstockkopfes, ausgeht.
- Das Trennmesser 28 fährt mit Hilfe einer elektrich oder elektronisch gesteuerten Antriebsvorrichtung 33 aus der Ruhestellung in die schneidaktive Stellung und zurück. Hierzu dient eine Antriebsvorrichtung, welche als pneumatische Kolben/Zylinder-Einheit realisiert ist. Deren Kolbenstange 34 greift, beabstandet von der Schwenkachse (vertikaler Bolzen 31) des Trennmessers 28, an diesem gelenkig an. Es handelt sich um einen mittelbaren Angriff zufolge Zwischenschaltung eines winkelförmigen, aus Flachmaterial gestalteten Betätigungsteiles 35. Dessen längerer Winkelschenkel gleitet auf der Oberseite der Preßplatte 32 und ragt in den relativ schmalen Spaltbereich Sp zwischen randseitigem Abschnitt des Bodens 2′ des Drehtellers 2 und dem auswärts davor sich erstreckenden, etwas höhergestellten Ringkörper 14. Der kürzere, vertikale Winkelschenkel des Betätigungsteiles 35 bildet die Befestigungsstelle für das freie Ende der Kolbenstange 34. Letztere weist ein Außengewinde 36 auf. Zwei Muttern 37 erlauben eine Feinverstellung des Betätigungsteiles 35 zur exakten Einstellung des Trennmessers 28.
- Der Gelenkbolzen zwischen dem Betätigungsteil 35 und dem Trennmesser 28 trägt das Bezugszeichen 38 und sitzt etwa auf halber Länge der Klinge, leicht klingenrückeseitig verlagert. Bei feststehender Kolben/Zylinder-Einheit würde in diesem Bereich eine Langlochausbildung den Bewegungsbedarf kompensieren; ansonsten genügt es aber, wenn der Zylinder 39 der Antriebsvorrichtung 33 um eine vertikale Achse gelenkig angeordnet wäre. Diese Alternative ist jedoch nicht dargesteltt. Bevorzugt ist hier die ersterläuterte Zuordnungsart mit entsprechend fester Zuordnung des Zylinders 39 an einem vertikalen Böckchen 40, welches fest mit der Preßplatte 32 verbunden ist.
- Unter Berücksichtigung der sekantenförmigen Lage des Trennmessers 28 in Schneidstellung ergibt sich eine im wesentlichen senkrechte Ausrichtung der Schneide 28′ zu einer gedachten Radialen R des Drehtellers 2, welche Radiale die Trennmesserspitze 28˝ schneidet. Beim Ausführungsbeispiel liegt der entsprechende Winkel Alpha zwischen der Radialen R und der Schneide 28′ bei 95°. In Freigabestellung ergibt sich ein entsprechender Winkel von ca. 82°. Die in Umlaufrichtung x weisende Kopffläche 28‴ des Trennmessers 28 ist hier fliehend gestaltet. Der diesbezügliche spitze Winkel Beta beträgt, bezogen auf die Radiale R als Basis, ca. 15°. Dies hat zur Folge, daß durch diese Schrägung das Abdeckungsfeld F in der Schneidphase verkürzt wird. Das Abdeckungsfeld F ist in Fig. 6 durch Straffur dargestellt. Es wird randinnen- und randaußenseitig bestimmt durch die kreisbogenförmigen Ränder der Umlaufbahn U einerseits und messerseitig durch die Schneide 28′ andererseits.
- Die Kolbenstange 34 verläuft etwa parallel zur Radialen R.
- Das Eintauchen des Faserstrangquerschnitts (definiert durch den kreisrunden Querschnitt des Auslaßkanals 9) in die Schneidzone des Trennmessers 28 ergibt sich deutlich aus Fig. 5. Die dortige Bewegungsstudie verdeutlicht den ersten messertangierenden Berührungspunkt als Position a. Der Zulauf ist auffallend spitzwinklig. Der Faserbandquerschnitt überläuft die hier dem Mittelpunkt der kreisförmigen Umlaufbahn U zugewandte Schneide 28′ und ist nach etwa einem Umlaufweg des etwa 1 1/2 -fachen Maß des Auslaßkanalquerschnitts hälftig verdichtet und teilweise durchgetrennt (Position b). Nach einem weiteren Wegabschnitt in Richtung des Pfeiles x um das etwa gleiche Maß ist der Faserbandquerschnitt bereits bis auf eine geringen Restbetrag durchtrennt (Position c). Nur in der anschließenden, ebenfalls ganz kurzen Phase ergibt sich eine völlige Abdeckung des Auslaßkanalquerschnitts. Im Anschluß an diese Position d wird der Auslaßkanalquerschnitt wieder freigegeben. Dem von der Messerklinge jeweils abgedeckten Teilbereich liegt also in den Positionen a - c ein förderfreier Abschnitt zur Verfügung, in welchem ein Teilquerschnitt des Faserbandes 3 durch die Kalanderwalzen 11 bewirkt, weitergeschoben wird. Strukturbestimmend wirkt sich dabei auch aus, daß das Faserband 3 sich relativ zur Schneide 28′ dreht. Dies und der äußerst spitzwinklige Zulauf des Faserbandquerschnittes zur Schneide führt zu einem optimalen Schneidverhalten.
- Das zeitlich exakte Einrücken des Trennmessers 28 geschieht in bewegungsabhängiger Steuerung bzw. Auslösung, konkret durch einen die Kolben/Zylinder-Einheit aktivierenden Näherungsschalter 41 (vergl. Fig. 3). Letzterer erhält seine Impulse von einem drehtellerseitigen Auslöser 42. Dieser und/oder der Näherungsschalter 41 läßt sich positionsgenau feststellen. Der Auslöser 42 weist dazu ein radial gerichtetes Langloch auf, welches vom Schaft einer Halteschraube 43 durchsetzt ist. Die Faserbandtrennvorrichtung TV tritt in Abhängigkeit von der Aktivierung des Näherungsschalters 41 und der durch einen entsprechenden Schalter bzw. Taster erfaßten Stellung der Kanne 4 zur Aufnahme des Faserbandes 3 in Funk tion (dieses wird im nachfolgenden noch näher dargelegt). Die Steuerung der Bandtrennung geschieht somit auf elektrischem Wege. Sie kann gegebenenfalls rechnergesteuert sein.
- Im nachfolgenden soll nunmehr näher auf die Aktivierung der Faserbandtrennvorrichtung TV unter Berücksichtigung der Stellung der Durchtrittsöffnung 7 und der Position der Kanne 4 eingegangen werden, wobei entweder die Position der gefüllten Kanne 4 oder der im nächsten Zyklus zu füllenden Kanne zugrundgelegt werden kann.
- Das Kannenwechseln erfolgt mittels der in der Fig. 1 im Detail dargestellten Vorrichtung, die eine Laufbahn 45 für die strichpunktiert angedeuteten Kannen 4 aufweist, die einseitig an eine Konsole 46 angrenzen. Zwischen den Stirnwänden 47 und 48 der Konsole 46 ist eine Kannenverschiebe-Einheit 49 angeordnet. Die Kannenverschiebe-Einheit 49 weist eine Kolben/Zylinder-Einheit 56, ein Polygon-Profil 57, ein auf dem Polygon-Profil 57 längsverschieblich, jedoch undrehbar gelagertes Tragstück 53 sowie am Tragstück 53 befestigte Arme bzw. Greifer 44 auf. Die Kolbenstange 58 der Kolben/Zylinder-Einheit 56 greift mit ihrem freien Ende an einer Lasche 59 der Kannenverschiebe-Einheit 49 an. Während die Kolbenstange 58 undrehbar mit der Lasche 59 verbunden ist, ist letztere drehbar, jedoch nicht längsverschieblich an dem Tragstück 53 gelagert. An den Seitenwänden 47 und 48 befinden sich jeweils Lager 50, die das Polygon-Profil 57 lagern. Mittels einer weiteren Kolben/Zylinder-Einheit 51 läßt sich das Polygon-Profil 57 über einen Schwenkhebel 52 verschwenken, so daß die am Tragstück 53 befestigten Arme bzw. Greifer 44 aus ihrer nach unten weisenden Vertikalstellung in eine Hebestellung (gemäß Fig. 1) und zurück verbracht werden können. Die Greifer 44 besitzen einen Abstand voneinander, der etwa dem Außendurchmesser einer Kanne 4 entspricht.
- Im horizontalen Verlagerungsweg des Tragstücks 32 ist ein lediglich schematisch dargestellter elektrischer Schalter 54 angeordnet. Überdies ist in den beiden Endbereichen des Zylinders der Kolben/Zylinder-Einheit 56 jeweils ein Endschalter 60 bzw. 61 vorgesehen, wobei diese ebenfalls nur schematisch angedeutet sind. Die Schalter 54, 60 und 61 lösen entsprechend der Verlagerungsstellung des Tragstücks 53 aus und können mechanisch oder aber auch durch Annäherung betätigt werden (vorzugsweise können Reed-Kontakte zum Einsatz gelangen, die von dem Magnetkolben der Kolben/Zylinder-Einheit 56 ausgelöst werden). Der Schalter 54 ist in Richtung des Doppelpfeils 55 verschieblich gehaltert und kann in gewünschter Position festgelegt werden. Hierdurch läßt sich sein Ansprechen in Bezug auf die Stellung der Kannenverschiebe-Einheit 49 einstellen. Die Endschalter 60 und 61 haben die Aufgabe den horizontalen Verlagerungsweg der Kannenverschiebe-Einheit 49 zu überwachen. Die Endlagen entsprechen der Übernahmestellung einer neuen, noch nicht befüllten Kanne 4 bzw. der der Drehscheibe 5 zugeordneten Verlagerungsstellung.
- Die Vorrichtung arbeitet nun folgendermaßen: Es wird davon ausgegangen, daß die Kolben/Zylinder-Einheiten 56 und 51 die in der Fig. 1 dargestellten Positionen eingenommen haben, wobei die auf der Drehscheibe 5 befindliche Kanne 4 mit Faserband gefüllt wird. Im Zuge dieses Füllvorganges wird die Kolben/Zylinder-Einheit 51 derart angesteuert, daß sich das Polygon-Profil 57 um die Lager 50 herum verdreht, wodurch die Greifer 44 in ihre senkrecht nach unten gerichtete Lage gelangen. Anschließend wird dann - ausgelöst durch eine nicht dargestellte Steuereinheit - das Tragstück 53 in Richtung auf die Stirnwand 48 verschoben, bis in eine Position, die der wartenden, leeren Kanne 4 entspricht. Diese Verlagerung wird durch die Kolben/Zylinder-Einheit 56 bewirkt, wobei die Kraftübertragung über die Kolbenstange 58 und die Lasche 59 erfolgt. Anschließend werden die Greifer 44 mittels der Kolben/Zylinder-Einheit 51 wieder in Hebestellung verbracht, so daß sie zwischen sich die noch leere Kanne 4 aufnehmen. Wird nun durch geeignete Mittel (z.B. durch Zählung der Kannenumdrehungen) festgestellt, daß die dem Füllvorgang unterworfene Kanne 4 ihrer Füllstellung näherkommt, so veranlaßt die Steuereinheit eine Verlagerung des Kolbens der Kolben/Zylinder-Einheit 56 in Richtung auf die Stirnwandung 47, so daß über Kolbenstange 58 und Lasche 59 das Tragstück 53 und somit über die Arme 44 die zu befüllende Kanne 4 mitgenommen wird, wodurch die bereits befüllte Kanne 4 nach rechts aus der Vorrichtung herausgefahren wird (vgl. Fig. 1). Die Horizontal-Verlagerung der Greifer 44 erfolgt so weit, bis die neue Kanne 4 ihre Position auf dem Drehteller 5 einnimmt. Im Zuge dieser Verlagerungsbewegung wird der Schalter 54 betätigt, der eine Art "Scharfschaltung" bewirkt. Dieses bedeutet, daß in dem Moment, wenn der Näherungsschalter 41 aufgrund der Annäherung des Auslösers 42 aktiviert ist und gleichzeitig die Scharfschaltung durch den Schalter 54 erfolgt ist, die Antriebsvorrichtung 33 einen Auslöseimpuls erhält. Mithin wird das Trennmesser 28 in Schneidposition vorgefahren. Das Zurückziehen des Messers erfolgt in Abhängigkeit von der Drehgeschwindigkeit der Durchtrittsöffnung 7, d.h. -wie vorstehend schon erläutert- in einer Zeitspanne zum Vortrittsmoment des Messers, die kleiner oder höchstens gleich einer Umlaufzeit der Durchtrittsöffnung 7 ist.
- Aus den vorhergehenden Erläuterungen wird deutlich, daß sich der Zeitpunkt der Bandtrennung mittels der Positionierung des Schalter 54 entlang des Doppelpfeils 55 einstellen läßt. Die Position des Schalters 54 legt die Stellungen der befüllten bzw. zu befüllenden Kanne 4 im Zeitpunkt des Schnittvorganges fest.
- Damit ist es möglich, den Schnitt in einem Moment auszuführen, in dem die befüllte Kanne 4 bereits den Drehteller 5 verlassen hat. Dieses hat zur Folge, daß das Ende des Faserbandes 3 aus der befüllten Kanne nach außen heraus hängt. Gleichzeitig hat dieser Trennzeitpunkt zur Folge, daß der Anfang des nachgespeisten Faserbandes in die neu zu befüllende Kanne 4 eintritt, also nicht nach außen heraus hängt. Wird der Schnittzeitpunkt etwas früher ausgeführt, wenn die befüllte Kanne also noch nicht vollständig den Drehteller 5 verlassen hat, so wird eine derartiger Konstellation gegeben sein, daß sowohl das Bandende der befüllten Kanne als auch der Bandanfang der zu befüllenden Kanne über den jeweilgen Kannenrand nach außen hängen. Eine noch weitere Vorverlegung des Schnittzeitpunktes relativ zu den Kannenstellungen gesehen kann soweit realisiert werden , daß das Bandende der befüllten Kanne auf der Faserbandablage liegenbleibt, also nicht nach außen heraus hängt, während dann der gebildete Bandanfang weit über den Rand der zu befüllenden Kanne 4 herabhängt. Je nach Anforderung läßt sich somit der gewünschte Faserbandüberstand bzw. das Verbleiben des Faserbandendes oder des Faserbandanfanges in der jeweiligen Kanne einstellen.
- Von besonderem Vorzuge ist dabei, daß durch das erfindungsgemäße Trennschneiden des Faserbandes die Umlaufdrehzahl der Durchtrittsöffnung 7 während des Schnittvorganges bzw. des Kannenwechselvorganges nicht herabge setzt zu werden braucht. Dieses ermöglicht eine zügige Betriebsweise. Ferner stellt die konstante Umlaufgeschwindigkeit der Durchtrittsöffnung 7 (und damit die gleichbleibende Liefergeschwindigkeit des Faserbandes 3) sicher, daß keine Produktions- oder Qualitätsverluste auftreten.
- Ein weiterer Vorteil ist, daß das Trennmesser 28 austauschbar gehalten ist, so daß bei stumpfem Messer bzw. einem Messerbruch schnell Abhilfe geschaffen werden kann.
- Die Erfindung ist nicht auf den in Fig. 1 dargestellten Linearwechsler für die Kannen 4 beschränkt, sondern sie kann beispielsweise auch bei sogenannten Revolverwechslern zum Einsatz kommen. Bei den genannten Revolverwechslern werden die Kannen 4 nicht linear sondern auf einer Kreisbahn geführt.
- Die in Fig. 10 wiedergegebene Variante des erfindungsgemäßen Trennmessers 28 verwirklicht in Bezug auf den ziehenden Schnitt das gleiche vorteilhafte Prinzip wie zu den Fig. 1 - 9 erläutert. Die Bezugsziffern sind soweit bauliche und funktionale Übereinstimmung vorliegt sinngemäß angewandt, ohne jedoch die diesbezüglichen Textstellen im einzelnen zu wiederholen. Im Gegensatz zu der beim vorbeschriebenen Ausführungsbeispiel auf der dem Mittelpunkt der Umlaufbahn U zugewandten Seite liegt die Schneide 28′ des Trennmessers 28 nun auf der nach außen weisenden, also vom besagten Mittelpunkt der Umlaufbahn U weiter entfernt liegenden Seite des Trennmesser 28.
- Auch im Hinblick auf die Lagerung und Steuerung dieses Trennmessers 28 ist insofern eine Umkehrung vorgenommen, als nun die Trennmesserspitze 28˝, also das freie Ende des Trennmessers 28, entgegen der Umlaufrichtung x ausgerichtet ist. Das führt zu der Konsequenz, daß das Faserband 3 bei in die Umlaufbahn U eingelenktem Trennmesser zwangsläufig über die Schneide 28′ gezogen wird. Das Trennmesser greift so wie ein Haken in die Quernut ein. Es werden alle Fasern getrennt; es können keinerlei Faserabschnitte ausweichen.
- Das auch hier um einen ortsfesten Anlenkpunkt 31 schwenkende Trennmesser 28 ist feineinstellbar zufolge eines entsprechend verstellbaren Trägers für den die Schwenkachse bzw. Anlenkachse bildenden Vertikalbolzen 31. Direkt daneben erstreckt sich, praktisch parallel verlaufend, das Betätigungsteil 35, welches oben im einzelnen erläutert ist und über die besagte Kolben/Zylinder-Einheit bewegt wird. Interessant ist dabei, daß der an der Schneide 28′ des Trennmessers 28 wirkende Schnittdruck nicht mehr gegen das den Kolben der Kolben/Zylinder-Einheit belastende Medium wirkt. Der Schnittdruck wird vielmehr von dem starren Endanschlag des besagten Zylinders aufgefangen. Um mit einem relativ kleinen Schwenkhub auszukommen, ist das Trennmesser 28 zu seinem freien Ende hin spitz zulaufend ausgebildet. Der entsprechende Ausspitzungswinkel liegt bei ca. 10°, wobei die dem Mittelpunkt der kreisförmigen Umlaufbahn U zugewandte Seite des Trennmessers 28 in der Schneidstellung (Fig. 10) einen Winkel von ca. 90° zur Radialen (Ablageradius) einschließt. Insoweit genügt auch ein recht kurzer Arbeitshub für die Kolben/Zylinder-Einheit. Die Zuspitzung ist kontinuierlich und beginnt schon im Bereich des Gelenkbolzens 38. Die Ausspitzung bringt überdies einen extremen Kopfflächen-Hinterschnitt 28‴, der den Querschnitt des Faserbandes gleich zu Anfang schon weitestgehend in Förderrichtung (Transportrichtung des Faserbandes) freigibt.
- Zufolge der haken- bzw. schaufel- bzw. pflugartig eintauchenden Lage des Trennmessers 28 ergibt sich der Vorteil einer durch vorhandene Mittel selbst gegebenen Austragsvorrichtung bezüglich sich in der Quernut 29 etwa ansammelnder Faser- bzw. Staubreste. Diese werden spontan herausgefördert. Natürlich kann in diesem Bereich eine in den Zeichnungen nicht näher dargestellte Absaugvorrichtung vorgesehen sein, die diese Partikel saüber abführt.
- Die nicht schneidaktive, also ausgesteuerte Lage des Trennmessers 28 ist in strichpunktierter Linienart in Fig. 10 dargestellt.
- Die in der vorstehenden Beschreibung, der Zeichnung und den Ansprüchen offenbarten Merkmale der Erfindung können sowohl einzeln als auch in beliebiger Kombination für die Verwirklichung der Erfindung von Bedeutung sein.
Claims (9)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DD33925490A DD298761A5 (de) | 1989-10-20 | 1990-03-30 | Kannenstock |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3837596 | 1988-11-05 | ||
| DE3837596A DE3837596A1 (de) | 1988-11-05 | 1988-11-05 | Kannenstock |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0368057A1 true EP0368057A1 (de) | 1990-05-16 |
| EP0368057B1 EP0368057B1 (de) | 1992-12-23 |
Family
ID=6366562
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89119455A Expired - Lifetime EP0368057B1 (de) | 1988-11-05 | 1989-10-20 | Kannenstock |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5208946A (de) |
| EP (1) | EP0368057B1 (de) |
| JP (1) | JPH0751421B2 (de) |
| DE (2) | DE3837596A1 (de) |
| ES (1) | ES2037367T3 (de) |
| WO (1) | WO1990005106A1 (de) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB9126209D0 (en) * | 1991-12-10 | 1992-02-12 | Orion Yhtymae Oy | Drug formulations for parenteral use |
| DE4308606A1 (de) * | 1993-03-18 | 1994-09-22 | Rieter Ingolstadt Spinnerei | Verfahren und Vorrichtung zur Faserbandtrennung an einer Strecke |
| DE4324948A1 (de) * | 1993-07-24 | 1995-01-26 | Rieter Ingolstadt Spinnerei | Verfahren zur Ablage des Faserbandes an einer Flachkanne und Vorrichtung zur Durchführung |
| EP0681982B1 (de) * | 1994-05-13 | 1998-04-08 | Rieter Ingolstadt Spinnereimaschinenbau AG | Verfahren und Vorrichtung zur Trennung des Faserbandes an einer Faserband abliefernden Textilmaschine |
| DE10252181B3 (de) * | 2002-11-09 | 2004-10-07 | Rosink Gmbh + Co. Kg Maschinenfabrik | Fasertransport und -ablegevorrichtung zum Anschluß an eine Karde |
| GB2417908A (en) | 2004-09-10 | 2006-03-15 | Malcolm George Taylor | Golf training device |
| DE102016109541A1 (de) * | 2016-05-24 | 2017-11-30 | TRüTZSCHLER GMBH & CO. KG | Streckanlage für textile Faserbänder |
| CN112047189B (zh) * | 2020-08-29 | 2022-06-24 | 河南交通职业技术学院 | 旋转式玄武岩纤维自动切割机 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3354513A (en) * | 1964-01-23 | 1967-11-28 | Inst Textile Tech | Doffing apparatus |
| DE1760857A1 (de) * | 1968-07-11 | 1971-12-30 | Glanzstoff Ag | Kappvorrichtung fuer laufende Fadenstraenge,Spinnkabel oder sonstiges bandfoermiges Gut |
| DE2821325A1 (de) * | 1978-05-16 | 1979-11-22 | Schlafhorst & Co W | Verfahren und vorrichtung zum fuellen rotierender faserbandkannen |
| DE3409825C1 (de) * | 1984-03-17 | 1985-10-24 | Spinnereimaschinenfabrik Seydel & Co GmbH, 4800 Bielefeld | Reißkonvertiermaschine |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB374393A (en) * | 1932-02-05 | 1932-06-09 | David Buist Hill | Improvements in and relating to sliver cans |
| US3083416A (en) * | 1960-09-22 | 1963-04-02 | Toyo Boseki | Pneumatic cutting and introduction of textile sliver into can |
| GB962535A (de) * | 1963-04-26 | |||
| US3334385A (en) * | 1964-10-01 | 1967-08-08 | Maremont Corp | Coilers |
| US3353224A (en) * | 1965-07-29 | 1967-11-21 | Gossett Machine Work Inc | Automatic sliver severing apparatus |
| GB1436857A (en) * | 1973-06-07 | 1976-05-26 | South African Inventions | Can changing mechanism for gilling and similar machines |
| US3991443A (en) * | 1975-06-23 | 1976-11-16 | Platt Saco Lowell Corporation | Sliver separating means |
| DE2536435C2 (de) * | 1975-08-16 | 1984-02-23 | W. Schlafhorst & Co, 4050 Mönchengladbach | Verfahren und Vorrichtung zum Auswechseln von Faserbandbehältern |
| FR2381706A1 (fr) * | 1977-02-24 | 1978-09-22 | Cognetex Spa | Dispositif de coupe d'un ruban de fibres textiles pour pot d'etirage |
| DE2841678C2 (de) * | 1978-09-25 | 1987-03-12 | W. Schlafhorst & Co, 4050 Mönchengladbach | Strecke |
| DE2947342A1 (de) * | 1979-01-03 | 1980-07-17 | Heberlein Hispano Sa | Vorrichtung zum abtrennen eines faserbandes |
| DE3324461C1 (de) * | 1983-07-07 | 1984-10-25 | Trützschler GmbH & Co KG, 4050 Mönchengladbach | Vorrichtung zum Trennen eines Faserbandes beim Kannenwechsel an Spinnereivorbereitungsmaschinen |
| DE3434228A1 (de) * | 1984-09-18 | 1986-03-27 | Albert Rosink Maschinenbau Nordhorn, 4460 Nordhorn | Zahnradloses kopfgetriebe fuer kannenstoecke mit lunten-glaettschlitz und integrierter fliehkraftentstaubung |
| DD243053A1 (de) * | 1985-11-28 | 1987-02-18 | Textima Veb K | Bandtrennvorrichtung fuer kannenwechselautomaten, insbesondere an deckelkarden und strecken |
| DE3731885A1 (de) * | 1987-09-23 | 1989-04-13 | Jakob Bahmer | Verfahren zum trennen eines faserbandes |
| DE3807239C2 (de) * | 1988-03-05 | 1996-08-29 | Truetzschler Gmbh & Co Kg | Vorrichtung zum Ablegen eines von einer Spinnereivorbereitungsmaschine gelieferten Faserbandes |
-
1988
- 1988-11-05 DE DE3837596A patent/DE3837596A1/de active Granted
-
1989
- 1989-10-20 EP EP89119455A patent/EP0368057B1/de not_active Expired - Lifetime
- 1989-10-20 ES ES198989119455T patent/ES2037367T3/es not_active Expired - Lifetime
- 1989-10-20 DE DE8989119455T patent/DE58903112D1/de not_active Expired - Fee Related
- 1989-10-28 JP JP2500148A patent/JPH0751421B2/ja not_active Expired - Fee Related
- 1989-10-28 WO PCT/EP1989/001289 patent/WO1990005106A1/de not_active Ceased
- 1989-10-28 US US07/678,353 patent/US5208946A/en not_active Expired - Lifetime
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3354513A (en) * | 1964-01-23 | 1967-11-28 | Inst Textile Tech | Doffing apparatus |
| DE1760857A1 (de) * | 1968-07-11 | 1971-12-30 | Glanzstoff Ag | Kappvorrichtung fuer laufende Fadenstraenge,Spinnkabel oder sonstiges bandfoermiges Gut |
| DE2821325A1 (de) * | 1978-05-16 | 1979-11-22 | Schlafhorst & Co W | Verfahren und vorrichtung zum fuellen rotierender faserbandkannen |
| DE3409825C1 (de) * | 1984-03-17 | 1985-10-24 | Spinnereimaschinenfabrik Seydel & Co GmbH, 4800 Bielefeld | Reißkonvertiermaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2037367T3 (es) | 1993-06-16 |
| JPH0751421B2 (ja) | 1995-06-05 |
| US5208946A (en) | 1993-05-11 |
| DE58903112D1 (de) | 1993-02-04 |
| DE3837596C2 (de) | 1992-07-23 |
| JPH04501548A (ja) | 1992-03-19 |
| DE3837596A1 (de) | 1990-05-10 |
| WO1990005106A1 (de) | 1990-05-17 |
| EP0368057B1 (de) | 1992-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2615909C2 (de) | ||
| DE1760600C2 (de) | Vorichtung zum Zuführen von Faden zu einer Textilmaschine | |
| DE102019129966B3 (de) | Vorrichtung und Verfahren zum Aufwickeln eines Fadens | |
| DE2361001C2 (de) | Vorrichtung zum Abschneiden eines Stranges | |
| DE102017112177A1 (de) | Schneideinheit sowie Schneidverfahren | |
| DE2547301C2 (de) | ||
| DE2461621B2 (de) | Fadenschneidvorrichtung an ringspinn- und ringzwirnmaschinen | |
| EP0368057B1 (de) | Kannenstock | |
| DE2163140B2 (de) | Vorrichtung zum selbsttätigen Anspinnen an Ringspinnmaschinen | |
| DE2132124C3 (de) | Rotierende Schere, insbesondere für schneilaufendes Walzgut | |
| DE69814853T2 (de) | Verfahren sowie Vorrichtung zum Bewegen des Kreismessers einer Maschine zum Schneiden von Papierrollen oder dergleichen | |
| CH617470A5 (de) | ||
| DE60109290T2 (de) | Vorrichtung und verfahren zum schneiden von filamentlunten aus thermoplastischen material | |
| DE2144363B2 (de) | Vorrichtung zum selbsttätigen Wiederverbinden gerissener Fäden an Ringspinn- oder Zwirnmaschinen | |
| DE2441552C3 (de) | Vorrichtung an einem Wickelautomaten zur automatischen Herstellung von Garnknäueln mit festgelegten Fadenenden | |
| EP0986477B1 (de) | Streifenabschlag- und überführeinrichtung sowie verfahren zum abschlagen und überführen eines einfädelstreifens | |
| DE4115339B4 (de) | Spulhülse | |
| DD298761A5 (de) | Kannenstock | |
| DE3002988C2 (de) | ||
| DE2463461C2 (de) | ||
| DE2624015B2 (de) | Vorrichtung zum zufuehren von faserband in kannen und zum trennen desselben | |
| DE2745334C2 (de) | Maschine zur Herstellung von Drahtnetzen | |
| DE2628149B2 (de) | Faserbandablegeeinrichtung | |
| DE2331995A1 (de) | Verfahren und vorrichtung zum verspinnen von losen fasern | |
| DE2023841C2 (de) | Schneidvorrichtung zum Abschneiden gleicher Teigstücke von Teigsträngen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19900309 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE ES FR GB IT LI LU NL |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ROSINK GMBH + CO. KG |
|
| 17Q | First examination report despatched |
Effective date: 19920408 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE ES FR GB IT LI LU NL |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19921222 |
|
| REF | Corresponds to: |
Ref document number: 58903112 Country of ref document: DE Date of ref document: 19930204 |
|
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2037367 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EPTA | Lu: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19961029 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19961031 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980501 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19980501 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20011011 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021031 |
|
| BERE | Be: lapsed |
Owner name: *ROSINK G.M.B.H. + CO. K.G. Effective date: 20021031 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20031006 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041020 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20041026 Year of fee payment: 16 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20041020 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20051019 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051021 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20051021 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20070629 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: ROSINK GMBH + CO. KG Free format text: ROSINK GMBH + CO. KG#BENTHEIMERSTRASSE 207#NORDHORN (DE) -TRANSFER TO- ROSINK GMBH + CO. KG#BENTHEIMERSTRASSE 207#NORDHORN (DE) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20071029 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20071026 Year of fee payment: 19 Ref country code: CH Payment date: 20071023 Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061031 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090501 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081031 |