EP0372223B1 - Matériau de frittage à base de cuivre, son utilisation ainsi que procédé de préparation d'ébauches à partir de ce matériau de frittage - Google Patents
Matériau de frittage à base de cuivre, son utilisation ainsi que procédé de préparation d'ébauches à partir de ce matériau de frittage Download PDFInfo
- Publication number
- EP0372223B1 EP0372223B1 EP89120242A EP89120242A EP0372223B1 EP 0372223 B1 EP0372223 B1 EP 0372223B1 EP 89120242 A EP89120242 A EP 89120242A EP 89120242 A EP89120242 A EP 89120242A EP 0372223 B1 EP0372223 B1 EP 0372223B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sintered material
- valve
- weight
- metal powder
- percent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/05—Metallic powder characterised by the size or surface area of the particles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02F—CYLINDERS, PISTONS OR CASINGS, FOR COMBUSTION ENGINES; ARRANGEMENTS OF SEALINGS IN COMBUSTION ENGINES
- F02F7/00—Casings, e.g. crankcases
- F02F7/0085—Materials for constructing engines or their parts
- F02F7/0087—Ceramic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0425—Copper-based alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C32/00—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ
- C22C32/0047—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents
- C22C32/0052—Non-ferrous alloys containing at least 5% by weight but less than 50% by weight of oxides, carbides, borides, nitrides, silicides or other metal compounds, e.g. oxynitrides, sulfides, whether added as such or formed in situ with carbides, nitrides, borides or silicides as the main non-metallic constituents only carbides
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01L—CYCLICALLY OPERATING VALVES FOR MACHINES OR ENGINES
- F01L3/00—Lift-valve, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces; Parts or accessories thereof
- F01L3/22—Valve-seats not provided for in preceding subgroups of this group; Fixing of valve-seats
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/10—Copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/15—Nickel or cobalt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/20—Refractory metals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02B—INTERNAL-COMBUSTION PISTON ENGINES; COMBUSTION ENGINES IN GENERAL
- F02B1/00—Engines characterised by fuel-air mixture compression
- F02B1/02—Engines characterised by fuel-air mixture compression with positive ignition
- F02B1/04—Engines characterised by fuel-air mixture compression with positive ignition with fuel-air mixture admission into cylinder
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02B—INTERNAL-COMBUSTION PISTON ENGINES; COMBUSTION ENGINES IN GENERAL
- F02B3/00—Engines characterised by air compression and subsequent fuel addition
- F02B3/06—Engines characterised by air compression and subsequent fuel addition with compression ignition
Definitions
- the invention relates to a sintered material which is resistant to heat and mechanical stress, in particular shock and friction, and which is produced from a base metal powder for the production of molded parts.
- the invention relates to the use of the sintered material mentioned at the outset and a method for producing molded parts from the sintered material.
- Such a sintered material is used, for example, to produce molded parts for machines which are exposed to hot gases or gas mixtures such as combustion gases. This applies to parts of piston machines, such as valve seat rings.
- a sintered material which consists of an iron-based material, the carbon and lead and other alloy components are added.
- This sintered material is said to have an increased thermal conductivity compared to previously known ones.
- the heat and erosion resistance of the valve seat rings made from the sintered material should also be increased.
- the increase in thermal conductivity and erosion resistance are, however, set relatively low limits by the fact that the base material is an iron base material.
- JP-A-50 153 706 Another sintered material for the production of valve seat rings is known from JP-A-50 153 706.
- This sintered material is composed on the one hand of an iron base mixture as a hard phase and on the other hand on a base metal powder, which consists of a mixture of copper and cobalt powder.
- the thermal conductivity is also limited due to the high proportion of the iron-based material (up to 60 percent by weight). With this sintered material, too, undesirable deposits and incrustations can occur, particularly in the region of the fillet of the valve disk.
- Another disadvantage is that pure cobalt powder, which is considered to be carcinogenic, is used to produce the sintered material.
- valve seat ring for a reciprocating piston internal combustion engine is known from DE-OS 35 28 526.
- the valve seat is formed from two rings, of which the inner valve ring arranged on the seat surface of the valve consists of a heat-resistant, non-powder-metallurgically manufactured material of high hardness, while the outer seat ring arranged in the seat is made of a highly thermally conductive, likewise non-powder-metallurgically manufactured material is. It should be noted, however, that the greatest heat occurs in the area of the seat of the valve and thus in the inner valve ring. From there it should first be discharged through the inner valve ring and then through the outer seat ring. It is suitable for this the heat-resistant material of high hardness provided for the inner valve ring is only limited, since it only has a normal thermal conductivity.
- the invention has for its object to provide a sintered material, the resistance to heat and mechanical stress, such as shock and friction, is significantly greater than that of known sintered materials.
- the invention is based on the particular object of creating a sintered material which is suitable for the production of valve seat rings.
- the sintered material is composed of a base metal powder and a hard phase
- the base metal powder consisting of a copper content of 70 to 100 weight percent and an alloy content of 0 to 30 weight percent chromium and / or iron and / or manganese and / or nickel and / or tungsten and / or carbon
- the hard phase consists of a high-alloy additional metal powder based on cobalt, that is composed of chromium and / or nickel and / or tungsten and / or carbon, the rest cobalt, the proportion the hard phase in the sintered material is at most 30 percent by weight.
- This sintered material like well-known sintered materials, also has the production-related impurities.
- the sintered material according to the invention has a much higher thermal conductivity.
- mechanical stress such as shock and / or friction
- oxides are formed that develop a lubricating effect. This results in the resistance of the sintered material to mechanical stress, for example in the event of direct contact between metal and metal without the addition of lubricant.
- One or more oxides form a lubricating layer that reliably prevents the sintered material from welding for a short time and in a localized manner when it comes into direct contact with another metallic material.
- the sintered material according to the invention thus has the property of self-lubrication that spontaneously renews itself at any time.
- the copper-based material which has a very high thermal conductivity compared to other metallic materials and also forms oxides with sufficient separating and lubricating effects.
- alloy components which also form oxides when heated.
- the heat conditions can correspond to those prevailing in the combustion chambers of internal combustion engines, in particular internal combustion engines.
- the sintered material according to the invention then has a particularly low coefficient of friction. Although it is a relatively soft sintered material, the sintered material has considerable wear resistance due to its other properties. As a result, it can withstand higher mechanical stresses with higher heat more sustainably than known sintered materials based on iron, which have a higher hardness.
- a preferred embodiment of the invention is characterized in that the copper content is 95 to 100 weight percent and the alloy content is 5 to 0 weight percent.
- the proportion of impurities caused by production can amount to at most 0.5 percent by weight, the maximum particle size approximately 150 ⁇ m and the average particle size approximately 45 to 60 ⁇ m.
- the proportion of the hard phase can also be reduced so that it is at most 10 percent by weight.
- the proportion of the hard phase of at most 30 or 10 percent by weight relates to the sum of base metal powder and additional metal powder. It follows that the proportion of copper and alloy in the base metal powder is correspondingly smaller make up the sum of base metal powder and additional metal powder. If, according to the invention, powder metallurgical processes are used, structures can be produced in which wear-reducing structural components are embedded in a highly thermally conductive base compound.
- the composition of the hard phase in percentages by weight is: 24 to 28 chromium, 21 to 25 nickel, 10 to 14 tungsten, 1.5 to 2.0 carbon, the rest cobalt.
- the hard phase can also have the following composition: 28 to 32 chromium, 5 to 10 tungsten, 0.3 to 2.5 carbon, the rest cobalt.
- the base metal powder can be a pure, unalloyed copper powder. The base is then alloyed during the sintering by diffusion with cobalt.
- the sintered material as such and its various configurations can be used according to the invention for the production of heat and / or wear-resistant molded parts which are exposed to hot gases or gas mixtures, for example combustion gases.
- these can be sealing, guiding, bearing or valve elements.
- machines such as piston machines and their additional units.
- Use in turbochargers or exhaust gas and exhaust gas recirculation systems is also possible.
- valve seat rings for internal combustion engines are used.
- Valve seat rings made from the sintered material or its various designs are able to dissipate the heat developed by combustion well. This offers the possibility that the combustion can take place at higher temperatures than before. This increases the efficiency of an internal combustion engine.
- the heat is dissipated from the extremely hot seat of the valve via the valve seat ring. This makes it possible to manufacture the valve from a less heat-resistant and therefore cheaper material than known valves. Alternatively, the possibility is given to realize higher combustion temperatures when using known materials for the valve without the valve being damaged.
- known valve seat rings are made from a material of high hardness to reduce wear. So that the known valve is in turn not subject to excessive wear in the contact area, the known hard valve seat ring is paired with a valve which is lavishly armored in the area of the known valve seat with a highly hard protective layer.
- Known heat-resistant materials of high hardness have a low thermal conductivity and represent a barrier to the heat flow from the valve to the valve seat ring.
- valve seat ring according to the invention.
- the sintered material according to the invention is relatively soft, it is Wear resistance of the valve ring made from it is higher. The reason for this is also that the layer formed by the oxides on the valve seat ring develops a separating and lubricating property.
- the sintered material is used to produce valve seats for internal combustion engines with a seat ring to be arranged in the seat and a valve ring to be arranged on the seat surface of the valve
- the valve ring to be arranged on the seat surface of the valve must in any case consist of the sintered material according to the invention.
- This preferred solution is based on the knowledge that the particular heat of the valve can best be dissipated when at least the valve ring arranged on the seat surface of the valve has a high thermal conductivity. In contrast, heat dissipation from the valve would only be possible to a lesser extent if the seat ring to be arranged in the seat had a higher thermal conductivity than the valve ring to be arranged on the seat surface of the valve.
- any of the configurations of the sintered material described above can be used for the production of valve seat rings.
- a sintered material according to the invention In addition to the lubricant, the metal alloy as basic powder is mixed with the high-alloy, metallic additional powder as a hard phase, the mixture is pressed into a shaped body and sintered at about 1000 ° C in a protective gas atmosphere.
- the lubricant is a known pressing aid. This is mixed with the metal powders or metal powder mixtures to improve the compressibility in contents of 0.5 to 1 percent by weight. Before the actual sintering process, the lubricant is decomposed and expelled without residue at temperatures of around 400 ° C. After sintering, the lubricant is no longer detectable in the sintered material. Therefore, the type and amount of the lubricant added has no influence on the property of the sintered material. For example, zinc stearate is used as a lubricant.
- the sintered material according to the invention can be used to produce structures in which more or less finely divided wear-reducing structural components are embedded in a highly heat-conductive base material made of the alloy.
- the use of powder metallurgical processes for the production of molded parts, especially valve seat rings, not only opens up the possibility of increasing the wear resistance of the parts. It also offers the advantage of a particularly cost-effective production, since in this way it is possible to largely pre-form the ring blank as inexpensively as possible, which then requires little or no post-processing.
- the pressing can be carried out using a coaxial pressing technique and, if necessary, the molded parts can be calibrated after sintering.
- valve seat rings according to the invention leads to the described higher heat dissipation from the valve. As a result, the valve is less gets hot. As a result, there are no deposits in the fillet of the inlet valve that must be determined when using known valve seat rings. Deposits there are the result of premature, uncontrolled combustion of the gasoline-air mixture in the area of the fillet of the valve disk, which is very hot due to heat build-up.
- the use of a valve seat ring according to the invention avoids such coking with undesirable deposits. The temperature of the valve is then below the minimum temperature required for coking to occur.
- wear-reducing structural components namely a hard phase 11
- wear-reducing structural components are more or less finely divided into a base material, namely a copper-based material 12, embedded.
- the hard phase 11 preferably has one of the compositions described above.
- the proportion of hard phase 11 is at most 30 percent by weight, while that of copper-based material 12 is at least 70 percent by face.
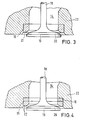
- FIG 3 shows a cylinder head 22 of an internal combustion engine, in which a channel 14 is located.
- the channel 14 has a seat 15 in its lower region. Only a single valve seat ring 21, which consists of the sintered material according to the invention, is arranged in the seat 15.
- a valve 18 is in the open position shown with its seat 20 formed on a valve plate 19 at a distance from the valve seat ring 21.
- Fig. 4 shows a partial section through the cylinder head 22 of an internal combustion engine.
- a seat ring 16 is arranged in the seat 15 and is connected to a valve ring 17. Both the seat ring 16 and the valve ring 17 consist of the sintered material according to the invention.
- the properties of the sintered material according to the invention and its use, preferably for valve seat rings, enable use under high loads. This can occur, for example, on intake valves of diesel engines with turbocharging or on exhaust valves of gasoline engines when using unleaded fuel.
- the required service life of the valves can be achieved without it being necessary to particularly armor the valve plate in the seat. The wear on the valve seat ring and on the associated valve plate is even reduced.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Combustion & Propulsion (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Powder Metallurgy (AREA)
- Conductive Materials (AREA)
- Manufacture And Refinement Of Metals (AREA)
- High-Tension Arc-Extinguishing Switches Without Spraying Means (AREA)
Claims (10)
- Matériau de frittage résistant à la chaleur et aux sollicitations mécaniques, en particulier aux chocs et au frottement, fabriqué à partir d'une poudre de métal de base et d'une phase dure, et destiné à la préparation de pièces, caractérisé en ce que la poudre de métal de base est constituée d'une proportion de cuivre de 70 à 100 % en poids et d'une proportion d'alliage de 0 à 30 % en poids de chrome et/ou de fer et/ou de manganèse et/ou de nickel et/ou de tungstène et/ou de carbone, en ce que la phase dure est constituée d'une poudre de métal d'addition fortement alliée à base de cobalt, dont la proportion dans le matériau de frittage est au maximum égale à 30 % en poids et se compose de chrome et/ou de nickel et/ou de tungstène et/ou de carbone, le reste étant du cobalt.
- Matériau de frittage selon la revendication 1, caractérisé en ce que la proportion de cuivre est comprise entre 95 et 100 % en poids et la proportion d'alliage entre 5 et 0 % en poids de la poudre de métal de base.
- Matériau de frittage selon la revendication 1 ou 2, caractérisé en ce que la proportion de la phase dure dans le matériau de frittage est au plus égale à 10 % en poids.
- Matériau de frittage selon l'une des revendications 1 à 3, caractérisé en ce que la composition de la phase dure, en pourcentages en poids, est la suivante : 24 à 28 % de chrome, 21 à 25 % de nickel, 10 à 14 % de tungstène, 1,5 à 2,0 % de carbone, le reste étant du cobalt.
- Matériau de frittage selon l'une des revendications 1 à 3, caractérisé en ce que la composition de la phase dure en pourcentages en poids est la suivante : 28 à 32 % de chrome, 5 à 10 % de tungstène, 0,3 à 2,5 % de carbone, le reste étant du cobalt.
- Matériau de frittage selon la revendication 4 ou 5, caractérisé en ce que la poudre de métal de base est une poudre de cuivre pur non allié.
- Utilisation d'un matériau de frittage selon l'une des revendications 1 à 6 pour fabriquer des pièces résistantes aux températures élevées et/ou à l'usure, ces pièces étant exposées à des gaz ou à des mélanges de gaz chauds, par exemple à des gaz de combustion.
- Utilisation d'un matériau de frittage selon la revendication 7 pour fabriquer des éléments d'étanchéité, de guidage, de palier ou de soupape.
- Utilisation d'un matériau de frittage selon la revendication 8 pour fabriquer des sièges de soupapes pour moteurs, en particulier des sièges de soupapes rapportés pour moteurs à combustion interne.
- Utilisation d'un matériau de frittage selon la revendication 9 pour fabriquer des sièges de soupapes pour moteurs, possédant un anneau de siège prévu pour être disposé dans le siège et un anneau de soupape prévu pour être disposé contre la surface d'appui de la soupape, à savoir au moins pour l'anneau de soupape.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT89120242T ATE104365T1 (de) | 1988-11-12 | 1989-11-02 | Sinterwerkstoff auf kupferbasis, dessen verwendung sowie verfahren zur herstellung von formteilen aus dem sinterwerkstoff. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3838461A DE3838461A1 (de) | 1988-11-12 | 1988-11-12 | Pulvermetallurgischer werkstoff auf kupferbasis und dessen verwendung |
| DE3838461 | 1988-11-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0372223A1 EP0372223A1 (fr) | 1990-06-13 |
| EP0372223B1 true EP0372223B1 (fr) | 1994-04-13 |
Family
ID=6367082
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89120242A Expired - Lifetime EP0372223B1 (fr) | 1988-11-12 | 1989-11-02 | Matériau de frittage à base de cuivre, son utilisation ainsi que procédé de préparation d'ébauches à partir de ce matériau de frittage |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US5125962A (fr) |
| EP (1) | EP0372223B1 (fr) |
| JP (1) | JPH03502216A (fr) |
| KR (1) | KR900702065A (fr) |
| CN (1) | CN1042948A (fr) |
| AT (1) | ATE104365T1 (fr) |
| BR (1) | BR8907168A (fr) |
| CA (1) | CA2002769A1 (fr) |
| DE (2) | DE3838461A1 (fr) |
| WO (1) | WO1990005199A1 (fr) |
| YU (1) | YU47179B (fr) |
| ZA (1) | ZA898615B (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3358156B1 (fr) * | 2015-10-02 | 2025-02-26 | Kabushiki Kaisha Riken | Siège de soupape fritté |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5216025A (en) * | 1989-09-13 | 1993-06-01 | Board Of Regents, The University Of Texas System | Nitric oxide synthesis inhibitors for potentiating the action of pressor agents in certain hypotensive patients |
| US5443615A (en) * | 1991-02-08 | 1995-08-22 | Honda Giken Kogyo Kabushiki Kaisha | Molded ceramic articles |
| JP3298634B2 (ja) * | 1990-02-27 | 2002-07-02 | 大豊工業株式会社 | 摺動材料 |
| US5877176A (en) * | 1991-12-26 | 1999-03-02 | Cornell Research Foundation, Inc. | Blocking induction of tetrahydrobiopterin to block induction of nitric oxide synthesis |
| US5296466A (en) * | 1992-02-19 | 1994-03-22 | Board Of Regents, The University Of Texas System | Inhibition of nitric oxide-mediated hypotension and septic shock with iron-containing hemoprotein |
| US5281627A (en) * | 1992-05-28 | 1994-01-25 | Cornell Research Foundation, Inc. | Substituted arginines and substituted homoarginines and use thereof |
| US5735332A (en) * | 1992-09-17 | 1998-04-07 | Coors Ceramics Company | Method for making a ceramic metal composite |
| US5470373A (en) * | 1993-11-15 | 1995-11-28 | The United States Of America As Represented By The Secretary Of The Navy | Oxidation resistant copper |
| ATE193093T1 (de) * | 1995-03-28 | 2000-06-15 | Bleistahl Prod Gmbh & Co Kg | Verfahren zur montage und zur fertigbearbeitung von pulvermetallurgisch vorgefertigten ventilsitzringen |
| US5689796A (en) * | 1995-07-18 | 1997-11-18 | Citizen Watch Co., Ltd. | Method of manufacturing molded copper-chromium family metal alloy article |
| JP3165779B2 (ja) * | 1995-07-18 | 2001-05-14 | 株式会社トクヤマ | サブマウント |
| DE19606270A1 (de) * | 1996-02-21 | 1997-08-28 | Bleistahl Prod Gmbh & Co Kg | Werkstoff zur pulvermetallurgischen Herstellung von Formteilen, insbesondere von Ventilsitzringen mit hoher Wärmeleitfähigkeit und hoher Verschleiß- und Korrosionsfestigkeit |
| KR100261059B1 (ko) * | 1997-12-12 | 2000-07-01 | 추호석 | 동계 소결합금부재의 제조방법 |
| US5925837A (en) * | 1998-09-16 | 1999-07-20 | Chien-Ping Ju | Manufacturing method and products of metallic friction material |
| US6132486A (en) * | 1998-11-09 | 2000-10-17 | Symmco, Inc. | Powdered metal admixture and process |
| CN1094402C (zh) * | 1999-02-01 | 2002-11-20 | 中南工业大学 | 钛铝基合金气门的制备方法 |
| JP3346321B2 (ja) | 1999-02-04 | 2002-11-18 | 三菱マテリアル株式会社 | 高強度Fe基焼結バルブシート |
| RU2159297C1 (ru) * | 1999-08-04 | 2000-11-20 | АООТ "Металлургический холдинг" | Дисперсно-упрочненный композиционный материал (варианты) |
| US6385847B1 (en) | 2000-09-13 | 2002-05-14 | Eaton Corporation | Seat faced engine valves and method of making seat faced engine valves |
| TW200626756A (en) * | 2005-01-27 | 2006-08-01 | Ching-Yung Lung | Surface cladding manufacturing method of high-efficiency motion pairs system |
| JP4314226B2 (ja) * | 2005-09-13 | 2009-08-12 | 本田技研工業株式会社 | 粒子分散銅合金及びその製造方法 |
| US8662045B2 (en) * | 2009-08-03 | 2014-03-04 | GM Global Technology Operations LLC | Cylinder head assembly for an internal combustion engine |
| DE102012013226A1 (de) * | 2012-07-04 | 2014-01-09 | Bleistahl-Produktions Gmbh & Co Kg | Hochwärmeleitender Ventilsitzring |
| CN103357863B (zh) * | 2013-06-21 | 2016-12-28 | 安徽吉思特智能装备有限公司 | 一种高耐磨粉末冶金气门座及其制备方法 |
| US10344636B2 (en) | 2014-06-27 | 2019-07-09 | Kabushiki Kaisha Riken | Sintered valve seat and its production method |
| CN105537593B (zh) * | 2016-01-14 | 2018-02-27 | 温岭市恒丰粉末冶金有限公司 | 一种气门座圈的生产工艺 |
| DE102017202585A1 (de) * | 2016-02-17 | 2017-08-17 | Mahle International Gmbh | Brennkraftmaschine mit zumindest einem Zylinder und mit zumindest zwei Hohlkopfventilen |
| DE102016109539A1 (de) * | 2016-05-24 | 2017-12-14 | Bleistahl-Produktions Gmbh & Co Kg. | Ventilsitzring |
| CN110144488B (zh) * | 2019-06-27 | 2024-06-04 | 浙江乐粉轨道交通科技有限公司 | 一种粉末冶金材料及其应用的摩擦体与摩擦盘 |
| CN112247140B (zh) * | 2020-09-25 | 2021-08-27 | 安庆帝伯粉末冶金有限公司 | 一种耐高温耐磨损粉末冶金气门座圈材料及其制造方法 |
| DE102020213651A1 (de) * | 2020-10-29 | 2022-05-05 | Mahle International Gmbh | Verschleißfeste, hochwärmeleitfähige Sinterlegierung, insbesondere für Lageranwendungen und Ventilsitzringe |
| CN112943404A (zh) * | 2021-02-07 | 2021-06-11 | 浙江吉利控股集团有限公司 | 一种发动机气门座圈及甲醇发动机 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2849789A (en) * | 1953-12-11 | 1958-09-02 | Gen Motors Corp | Sintered powdered copper base metal and bearing formed thereof |
| US2887765A (en) * | 1954-07-19 | 1959-05-26 | Gen Motors Corp | Sintered powdered copper base bearing |
| JPS4947124B1 (fr) * | 1971-04-26 | 1974-12-13 | ||
| JPS556695B2 (fr) * | 1974-12-28 | 1980-02-19 | ||
| JPS5253720A (en) * | 1975-10-29 | 1977-04-30 | Hitachi Ltd | Non-orientated cu-carbon fiber compoite and its manufacturing method |
| US4054389A (en) * | 1976-09-23 | 1977-10-18 | International Business Machines Corporation | Spectrophotometer with photodiode array |
| JPS5435577A (en) * | 1977-08-24 | 1979-03-15 | Yoshinao Minoura | Contact type onnoff signal transmitting method |
| JPS598015B2 (ja) * | 1978-05-31 | 1984-02-22 | 三菱電機株式会社 | 真空しや断器用接点 |
| JPS55122841A (en) * | 1979-03-14 | 1980-09-20 | Taiho Kogyo Co Ltd | Sliding material |
| US4299629A (en) * | 1979-06-01 | 1981-11-10 | Goetze Ag | Metal powder mixtures, sintered article produced therefrom and process for producing same |
| JPS564618A (en) * | 1979-06-23 | 1981-01-19 | Japan Synthetic Rubber Co Ltd | Preparation of thermoplastic resin |
| GB2067221B (en) * | 1979-12-22 | 1984-01-11 | Tokyo Oilless Metal Ind | Sintered alloys |
| US4373782A (en) * | 1980-06-03 | 1983-02-15 | Optical Coating Laboratory, Inc. | Non-polarizing thin film edge filter |
| JPS57179807A (en) * | 1981-04-28 | 1982-11-05 | Canon Inc | Optical system of color television |
| JPS5881942A (ja) * | 1981-11-05 | 1983-05-17 | Toshiba Tungaloy Co Ltd | 高摩擦係数乾式摩擦材料 |
| JPS58151443A (ja) * | 1982-03-04 | 1983-09-08 | Toshiba Tungaloy Co Ltd | 乾式焼結摩擦材料 |
| JPS5972861A (ja) * | 1982-10-19 | 1984-04-24 | Canon Inc | 画像読取り装置 |
| DE3528526A1 (de) * | 1985-08-08 | 1987-02-19 | Kloeckner Humboldt Deutz Ag | Hubkolbenbrennkraftmaschine |
| FR2615046B1 (fr) * | 1987-05-04 | 1992-12-31 | Merlin Gerin | Materiau composite fritte pour contact electrique et pastille de contact utilisant ledit materiau |
| JP2512477B2 (ja) * | 1987-06-17 | 1996-07-03 | 大豊工業株式会社 | 銅系摺動材料 |
| JPH0765133B2 (ja) * | 1988-10-17 | 1995-07-12 | 日立粉末冶金株式会社 | 耐摩耗性銅系焼結含油軸受材料 |
-
1988
- 1988-11-12 DE DE3838461A patent/DE3838461A1/de not_active Withdrawn
-
1989
- 1989-11-02 AT AT89120242T patent/ATE104365T1/de not_active IP Right Cessation
- 1989-11-02 DE DE58907459T patent/DE58907459D1/de not_active Expired - Fee Related
- 1989-11-02 EP EP89120242A patent/EP0372223B1/fr not_active Expired - Lifetime
- 1989-11-10 ZA ZA898615A patent/ZA898615B/xx unknown
- 1989-11-10 WO PCT/EP1989/001343 patent/WO1990005199A1/fr not_active Ceased
- 1989-11-10 JP JP2500521A patent/JPH03502216A/ja active Pending
- 1989-11-10 KR KR1019900701486A patent/KR900702065A/ko not_active Withdrawn
- 1989-11-10 BR BR898907168A patent/BR8907168A/pt not_active Application Discontinuation
- 1989-11-10 CA CA002002769A patent/CA2002769A1/fr not_active Abandoned
- 1989-11-11 CN CN89109184A patent/CN1042948A/zh active Pending
- 1989-11-13 US US07/434,465 patent/US5125962A/en not_active Expired - Fee Related
- 1989-11-13 YU YU215389A patent/YU47179B/sh unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3358156B1 (fr) * | 2015-10-02 | 2025-02-26 | Kabushiki Kaisha Riken | Siège de soupape fritté |
Also Published As
| Publication number | Publication date |
|---|---|
| US5125962A (en) | 1992-06-30 |
| DE58907459D1 (de) | 1994-05-19 |
| YU215389A (en) | 1992-05-28 |
| ZA898615B (en) | 1990-08-29 |
| CN1042948A (zh) | 1990-06-13 |
| JPH03502216A (ja) | 1991-05-23 |
| BR8907168A (pt) | 1991-02-26 |
| EP0372223A1 (fr) | 1990-06-13 |
| DE3838461A1 (de) | 1990-05-23 |
| ATE104365T1 (de) | 1994-04-15 |
| WO1990005199A1 (fr) | 1990-05-17 |
| CA2002769A1 (fr) | 1990-05-12 |
| KR900702065A (ko) | 1990-12-05 |
| YU47179B (sh) | 1995-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0372223B1 (fr) | Matériau de frittage à base de cuivre, son utilisation ainsi que procédé de préparation d'ébauches à partir de ce matériau de frittage | |
| EP3325194B1 (fr) | Système tribologique comprenant un siège de soupape et une soupape | |
| DE69906221T2 (de) | Ventilsitz aus Metallpulver | |
| DE60208848T2 (de) | Pulvermetallurgische Ventilführung | |
| DE19828687C2 (de) | Ventilsitz für Verbrennungsmotor | |
| DE60214976T2 (de) | Verschleissfeste kupferbasislegierung | |
| DE69412685T2 (de) | Ventilschaftführung, hergestellt aus einer Sinterlegierung auf Eisen-Basis mit sehr guter Beständigkeit gegen Verschleiss und Abrieb | |
| DE2753903A1 (de) | Sinterlegierung auf eisenbasis fuer ventilsitze und verfahren zu deren herstellung | |
| DE4112892C2 (de) | Kolbenring | |
| DE10236015B4 (de) | Gesinterte Legierung für einen Ventilsitz mit hervorragender Verschleißbeständigkeit und ein Verfahren zur Herstellung hierfür | |
| EP0881958B1 (fr) | Materiau s'utilisant en metallurgie des poudres pour produire des pieces moulees, notamment des sieges de soupape rapportes ou des guides de soupape tres resistants a l'usure | |
| DE102013210895A1 (de) | Verfahren zur Herstellung von warmbeständigen und verschleißfesten Formteilen, insbesondere Motorkomponenten | |
| DE69912489T2 (de) | Anordnung für Hohlventil mit geringem Gewicht | |
| EP3530400A1 (fr) | Procédé de fabrication d'un composant, en particulier d'un composant de véhicule et composant fabriqué selon ledit procédé | |
| DE3017310A1 (de) | Verschleissfeste ferrosinterlegierung | |
| DE112015004758T5 (de) | Kolbenring und verbrennungskraftmaschine | |
| DE2415688C2 (de) | Titankarbidhaltiger Stahl-Sinterwerkstoff sowie Verwendung desselben und Verfahren zu dessen Herstellung | |
| DE19723392C2 (de) | Ventilsitz | |
| EP0401482B1 (fr) | Alliage fritté résistant à l'usure, notamment pour des sièges de soupapes dans les moteurs à combustion interne | |
| DE19513911C2 (de) | Lagerteile für die Anwendung bei hohen Temperaturen | |
| EP1353061A2 (fr) | Matériau pour tête d'aiguille d'injecteur et tête d'aiguille composée de ce matériau | |
| DE2155765A1 (de) | Ventilsitzmaterial für eine Brennkraftmaschine | |
| DE19721406A1 (de) | Ventilsitz | |
| DE4017030C2 (fr) | ||
| DE19724899C2 (de) | Hochwarmfester Magnesiumwerkstoff, insbesondere für den Kolbenbau |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19900829 |
|
| 17Q | First examination report despatched |
Effective date: 19920812 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19940413 Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19940413 Ref country code: BE Effective date: 19940413 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19940413 Ref country code: NL Effective date: 19940413 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19940413 |
|
| REF | Corresponds to: |
Ref document number: 104365 Country of ref document: AT Date of ref document: 19940415 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 58907459 Country of ref document: DE Date of ref document: 19940519 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940714 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19941017 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19941102 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19941129 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Effective date: 19941130 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19941130 Ref country code: LI Effective date: 19941130 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19951102 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19951102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19960731 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20001109 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020702 |