EP0406499A1 - Ampoule fluorescente à pied tubulaire à électrodes inversées - Google Patents
Ampoule fluorescente à pied tubulaire à électrodes inversées Download PDFInfo
- Publication number
- EP0406499A1 EP0406499A1 EP89401937A EP89401937A EP0406499A1 EP 0406499 A1 EP0406499 A1 EP 0406499A1 EP 89401937 A EP89401937 A EP 89401937A EP 89401937 A EP89401937 A EP 89401937A EP 0406499 A1 EP0406499 A1 EP 0406499A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- electrodes
- foot
- tube
- bulb according
- stage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000003466 welding Methods 0.000 claims abstract description 17
- 238000007789 sealing Methods 0.000 claims abstract description 14
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 claims description 33
- 229910052753 mercury Inorganic materials 0.000 claims description 28
- 239000003708 ampul Substances 0.000 claims description 3
- 239000003610 charcoal Substances 0.000 claims description 3
- 239000006060 molten glass Substances 0.000 claims description 3
- 238000010276 construction Methods 0.000 abstract 2
- 238000007599 discharging Methods 0.000 abstract 1
- 239000011521 glass Substances 0.000 description 13
- 210000000078 claw Anatomy 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 239000002775 capsule Substances 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- 238000000429 assembly Methods 0.000 description 4
- 230000000712 assembly Effects 0.000 description 4
- 230000004807 localization Effects 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 230000005684 electric field Effects 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000000638 solvent extraction Methods 0.000 description 3
- 229910052786 argon Inorganic materials 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000009833 condensation Methods 0.000 description 2
- 230000005494 condensation Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000002441 reversible effect Effects 0.000 description 2
- 230000008719 thickening Effects 0.000 description 2
- 229910000863 Ferronickel Inorganic materials 0.000 description 1
- 101001050607 Homo sapiens KH domain-containing, RNA-binding, signal transduction-associated protein 3 Proteins 0.000 description 1
- 102100023428 KH domain-containing, RNA-binding, signal transduction-associated protein 3 Human genes 0.000 description 1
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 238000006555 catalytic reaction Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000004870 electrical engineering Methods 0.000 description 1
- 238000013213 extrapolation Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 230000002070 germicidal effect Effects 0.000 description 1
- 238000007511 glassblowing Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000005499 meniscus Effects 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000005493 welding type Methods 0.000 description 1
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/24—Manufacture or joining of vessels, leading-in conductors or bases
- H01J9/32—Sealing leading-in conductors
- H01J9/323—Sealing leading-in conductors into a discharge lamp or a gas-filled discharge device
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/02—Details
- H01J61/36—Seals between parts of vessels; Seals for leading-in conductors; Leading-in conductors
- H01J61/366—Seals for leading-in conductors
Definitions
- the present invention relates to the production of a fluorescent bulb with a standard base with a tubular base carrying two stages of opposite, reversed electrodes, and with rapid ignition by localization of mercury in the discharge plasma.
- the invention relates to the field of fluorescent or luminescent lighting, for general use, wherever such a bulb can replace an incandescent bulb, but also by the mode of operation with mercurial plasma, have other applications not -limits, such as, for example, tanning, inactinics, some ultra-violet and germicide.
- the lamp according to the invention contains, in its standardized base, its supply assembly formed by a capacitive ballast and an electronic ignition system.
- fluorescent bulbs of all shapes are known, spherical, cylindrical, conical, but much less numerous where the electrodes are placed on glass rods to locate the discharge filaments. These rods then forming the base of the lamp.
- the electrodes are placed at certain points of the rods including different assemblies, procedures and achievements, or attempts to lead to industrially exploitable assemblies.
- This type of bulb is also not equipped with any base, not even standardized.
- French patent N ° 87-08486 presents and describes a new tubular foot making it possible to permanently produce a foot that meets all expectations and satisfies many criteria specific to a fluorescent or luminescent bulb.
- This foot has the considerable advantage of being able to weld the electrodes of the bottom of the foot, or first stage, in a peripheral manner, sandwiched between two tubes, with normal positioning of a rod without causing any intermediate partitioning between the two stages of electrodes. , which is not the case for the other patents cited upstream.
- this latter patent has a defect when obtaining discharge plasma from one end to the other of the envelope, over the entire length of the latter, by the very position of the first stage electrodes.
- Aesthetic because beyond the discharge zone of the first stage of electrodes, this part therefore between the filament and the collar is not activated by the electric field generating mercurial ultraviolet, and provides increasing opacity on 4 to 8 centimeters.
- the type of welding relating to the bottom of the foot electrodes therefore imposes constraints, such as fixed and defined mounting, giving a non-reversible and reusable weld, by the direction and the orientation of the foot electrodes, in the same sense as those on the second floor.
- none of these lamps or bulbs have a mercury reservoir or capsule on the discharge path.
- the embodiment of the bulb according to the invention and of its base (1) carrying electrodes (4,5) consists in that the first stage electrodes of the tubular base (25) are mounted in opposition or inverted with respect to the second stage electrodes (17,18), that is to say that said electrodes are arranged in opposite directions, two by two by their hook (10,12).
- Electrodes are then covered over approximately 1 cm by the support tube of the second stage of electrodes, or central tube (7).
- the electrodes are therefore sandwiched (13) between the foot tube and the central tube, which consequently encloses them, contains them, fits them (14) along the foot tube, giving them orientation final outlet, along the foot tube, towards the flare or the flange (2).
- the latter has undergone a flaring operation (11), cylindrical widening, allowing it to partially cover the said electrodes, and a portion of the foot tube sufficient to carry out the sandwich, or crown welding operation of these electrodes.
- This cylindrical flare can end with a cone trunk (20).
- This actual welding operation is carried out using a blowtorch, the parts of the tube to be welded being held by their ends in the jaws of a rotating lathe, and or at least one external knurl forces the two thicknesses of glass to be applied. between them, and grab the two electrodes, a punch or sliding charcoal (16) or other is advanced in the bottom of the tube to the level of the current weld (15) in order to contain the molten glass of a part, and the force of the tool on the other hand, which can come by deformation to obstruct this tubular part, this forming the subsequent passage of the current supply wires to the electrodes (22,24), see the passage d '' a rod (30) in a different location (Fig. 4 and 5), but also weaken the solidity of the self-supporting weld (3) of the second stage rod, carrying the second pair of electrode and other operating elements of the lamp.
- the current supply wires from the first stage of electrodes are therefore pulled and blocked in the second stage rod, to allow the passage of the punch or charcoal (graphite) for maintaining the internal diametrical base of the foot.
- the socket (9) with a diameter of 4 and a length of 100 mm is immediately mounted in order to reduce the risk of breakage due to thermal difference.
- the current supply wires to the bottom of the electrodes themselves oriented towards the flange by their sandwich sealing position, are turned over, bent (44) after this welding, and introduced towards the bottom of the foot to join the flare and the flange or they will be subsequently and definitively connected.
- Another method of diametric maintenance (27) consists of the use of centrifugal force and an external containment mold.
- the sealed electrodes form the glass passages (6), and the sealing operation always takes place at one time.
- the sealing (15) of these two electrodes oriented towards the flare and diametrically opposite or not, takes place in the space of a double concentric ring, the external concentric ring being formed by the support tube of the second stage of electrodes (7), the internal crown being represented by the tubular wall of the foot tube, the weld is therefore of the peripheral type in a crown and in a sandwich.
- the latter carries at its upper end a preparation consisting of thickening (31) and increasing its outside diameter at the level of the crown, in order to reduce the risk of sticking of the electrodes to the wall during their sealing (15).
- the latter during this operation are folded outward, away from the wall formed by the bottom of the tube.
- the said bottom tube can be of a much larger diameter (32) passing from 10 to 18 mm and more in order to receive and carry the rod (9) as close as possible to the collar (2).
- This tube section is therefore flared, then undergoes a constriction operation (33) to be at the side of the enlargement (11) of the central support tube.
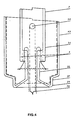
- Another variant consists in that the central tube does not undergo cylindrical flaring, but is kept as such (34) as a support tube for the second stage of electrodes (FIGS. 4 and 6).
- the rod can be placed on the wall of the second stage support tube (30), above the sandwich weld.
- this embodiment of sandwiching of the first stage electrodes has the following advantages, - routing of the current supply wires without envrage thanks to the absence of partitioning between the first and the second stage of electrodes - sealing of the foot electrodes and welding of the central support rod in a single operation - normal positioning of the pump pipe - sealing of the second stage electrodes without any constraint - virtually unlimited extension of the central support rod of the second stage of electrodes.
- Said electrodes are held in a small clamp with fixed dimensions, respecting the spacing and the depth of the glass-metal grip of these electrodes.
- the glass is heated, melted, then flattened with forceps, sending the passages. A little air can be sent through the collar, so as to slightly expand the part of the crushed glass.
- These electrodes are mounted in the exact plane position of the first stage electrodes.
- the four electrodes are mounted in the same plane, two by two, in two working steps, their hooks (10,12) being opposite two by two.
- the hooks of the bottom of the electrodes being oriented towards the flange (2), the hooks of the top of the support rod electrodes, being oriented towards the round bottom (36) forming the end of the envelope (37)
- the two filaments (19, 21) are therefore located in the same plane but separated opposite by the welding in crown and enlargement bulb, flare (11) of the central tube on the weight tube.
- the filament at the bottom of the foot is slightly off-center because of the circumference of the stem (1) at the bottom of the foot.
- the foot electrodes can also be slightly offset, so that the filament can be kept horizontally and in the same plane as that of the second stage, to avoid kinking of the plasma in discharge regime.
- This filament can be separated from the bottom of the foot rod by the addition of at least one fine nickel wire taken, or glued in the bottom of the foot weld, keeping it a few millimeters from this rod, towards the flared part. .
- the four electrodes according to the invention all have their current supply wire, during their assembly, notably that of the end of the foot, the wires of which descend along the central support rod, towards the flared part.
- the support foot of the four electrodes may include a resistive track of 20 to 40,000 Ohms (35) acting as an auxiliary electrode for quick start, self-ignition style, and connecting each pair of 'electrode to each other, so as to short circuit and trigger the plasma.
- the electronic ignition system is absent.
- the preparation of the envelope, of various shape, the envelopes forming the discharge vessel, are according to the invention tubular cylindrical, and have a diameter varying from 32 to 68 millimeters.
- the envelopes are then coated internally with fluorescent paste (23), then pyrolized and prepared for mounting the complete stand.
- the welding (29) of the complete foot on the envelope is carried out using specialized machines.
- the foot Before mounting, the foot is provided with two filaments and in the middle, either on the central support rod, a small mercury tank (28) suitable for triggering the plasma.
- a small mercury tank (28) suitable for triggering the plasma.
- the ends of this reservoir at least one, being each oriented towards a filament.
- the bulb is then placed on a pumping frame, emptied, filled with argon, then the queusot is sealed.
- the inter-filament distance can be extrapolated by the use of different lengths of support rod, specific to the second electrode stage.
- the length of the rod and the inter-filament distance increases from 12 to 48 centimeters, the power passing from 6 to 60 Watt.
- the length of the envelope varies (41) in the same proportions, the quantity of emissive powder surface and the power required to activate it.
- This principle of realization of the bulb is applicable to other discharge tubes, provided with various caps, and not containing ballast.
- the bulb can be detachable from its base, making it possible to recover its ballast when it has become unusable.
- mercury treated with indium to lower its melting point, encapsulated in the discharge vessel; the meniscus surface tension being greater than the weight of mercury and relative to the diameter of the capsule, the mercury (surplus) remaining in more than 60 percent in said capsule, the mercury plasma as soon as it stops tends to recombine, to recondense, with the mercury of the said capsule.
- the present invention aims to solve these difficulties and provide a solution to the problems of ignition and operation of fluorescent bulbs.
- the present invention therefore relates to a significant improvement in the ignition of the discharge plasma of fluorescent bulbs, with a single foot carrying two stages of electrodes.
- One solution may consist in the fact that the mercury can be located in the queusot, but this does not guarantee its good distribution in the enclosure, in particular when the queusot emerges behind the filament, or even in the immediate vicinity, at the bottom of the foot, by imbalance of the mercurial cloud.
- the mercury is encapsulated in a straight or curved glass tube, or of different shapes, glass of the capillary type or other, with a diameter of 2 to 6 millimeters, delivered from canes of 1.50 meters , in 1 cm sections.
- said tanks are straight with a diameter of 4 mm and a thickness of 0.7 mm (45).
- test tubes can also have the form of small test tubes (49), that is to say closed at one end (50).
- claws are double-grip, for holding the reservoir, and of the latter on the foot stem (7).
- Each tank therefore has its own holding and fixing claw.
- the tanks thus provided with their claw are filled with mercury (28), using a syringe or other method, for a quantity varying from 1 to 20 milligrams, 6 according to the invention
- said reservoir (45) of mercury is continuously and permanently in the thermoelectro-ionic flux, equidistant from each thermo-emissive assembly, in the axis which best corresponds to the plasma, and having at minus an opening facing a filament (49).
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Vessels And Coating Films For Discharge Lamps (AREA)
Abstract
L'invention concerne la réalisation d'une ampoule fluorescente dont le pied porteur des deux ensembles émissifs , maintient ceux-ci opposés , et il est réalisé en une seule opération . Le pied (1) tubulaire de cette ampoule fluorescente est constitué par une partie évasée (2) à une extrémité, et à l'autre sont disposées deux électrodes , crochets vers l'évasement (4,5,10). Le tube (7) de support du deuxième étage d'électrodes (17,18) subi un évasement cylindrique (11) lui permettant de s'emboiter (14) sur le tube de pied , et d'inserer les dites électrodes de pied . L'opération de soudage des deux tubes entraine le scèllement des électrodes . Un queusot (9) est soudé à proximité sans difficulté , de même que la seconde paire d'électrodes à l'extrémité de la tige de support, dans le même plan . Le pied équipé (28,19,21) est soudé (29) à l'enveloppe (42) La réalisation du pied selon l'invention permet la décharge de plasma d'un bout à l'autre de l'enveloppe .
Description
- La présente invention concerne la réalisation d'une ampoule fluorescente à culot normalisé à pied tubulaire porteur de deux étages d'électrodes opposées , inversées, et à allumage rapide par localisation de mercure dans le plasma de décharge .
- L'invention concerne le domaine de l' éclairage fluorescent ou luminescent, à usage général, partout ou une telle ampoule peut se substituer à une ampoule à incandescence, mais aussi de par le mode de fonctionnement à plasma mercuriel, avoir d'autres applications non-limitatives,telles par exemple le bronzage,l'inactinique, certains ultra-violet et le germicide .
- La lampe selon l'invention contient en son culot normalisé , son ensemble d'alimentation formé d'un ballast capacitif et un système d'allumage électronique.
- C'est donc une lampe monolithique se branchant directement sur le secteur, 115 ou 240 Volts, 60 ou 50 Herz, dont le fonctionnement instantané est assuré par la localisation du mercure dans un réservoir dans le plasma de décharge .
- On connait de par l'état de la technique antérieure des ampoules fluorescentes de toutes formes , sphériques, cylindriques, coniques , mais beaucoup moins nombreuses celles ou les électrodes sont placées sur des tiges de verre pour localiser les filaments de décharge. Ces tiges formant alors le pied de la lampe .
- Ainsi dans les brevets Japonnais N° 55-155461 et Français N° 84-200, 86-16455 , et 87-08486 , les électrodes sont placées en certains points des tiges incluant des montages , des procédures et des réalisations différentes, ou tentatives pour aboutir à des montages industriellement exploitables .
- Ainsi dans le brevet Japonais cité, la double-soudure entre un pied préssé et un tube de verre rapporté emprisonnant les fils d'amené de courant au second étage d'électrodes et la première paire d'électrodes, ne laisse aucune possibilité d'évacuation de l'air régnant dans le tube lors de la fermeture de celui-ci pour scèllement du deuxième étage d'électrodes.
- Il est impossible de réaliser de telles ampoules de par la technique propre au soufflage de verre , et en outre , trés souvent aussi de l'électrotechnique .
- On connait les difficultés du travail du verre, les risques de casse corrélatifs aux contraintes thermiques et dimensionnelles des pièces à réaliser , les pieds porteurs des ensembles émissifs de ces ampoules présentent donc de graves difficultés , voire impossibilité quand à leur réalisation.
- Ce type d'ampoule n'est d'ailleurs munie d'aucun culot , pas même normalisé .
- Cependant , le brevet Français N° 87-08486 présente et décrit un pied tubulaire inédit permettant de réaliser définitivement un pied répondant à toutes les attentes et satisfaisant à de nombreux critères propres à une ampoule fluorescente ou luminescente .
- Ce pied présente l'avantage considérable de pouvoir souder les électrodes de bas de pied , ou premier étage, de manière périphérique , en sandwich entre deux tubes, avec positionnement normal d'un queusot sans provoquer aucun cloisonnement intermédiaire entre les deux étages d'électrodes , ce qui n'est pas le cas des autres brevets cités en amont .
- Cependant ce dernier brevet présente un défaut quand à l'obtention du plasma de décharge d'un bout à l'autre de l'enveloppe , sur toute la longueur de celle-ci , de par la position même des électrodes de premier étage .
- En effet , de par le type de soudure retenue , à savoir, la prise des électrodes en sandwich entre le tube de pied et le tube de second étage d'un diamètre inférieur, oblige celles-ci à être orientées dans le même sens que ce dernier tube , et empêchant tout rattrapage pouvant réduire la distance entre le filament du premier étage et la partie évasée ou collerette .
- Cela se traduit par l'émission d'un plasma qui ne descend pas jusqu'au pied de l'enveloppe , ce qui présente donc des inconvénients esthétiques , d'éclairement , et de rendement .
- Esthétique, car au dela de la zone de décharge du premier étage d'électrodes , cette partie se trouvant donc entre le filament et la collerette ne se trouve pas activé par le champ électrique générateur d'ultra-violet mercuriel, et procure une opacité croissante sur 4 à 8 centimètres.
- D'éclairement, cette opacité croissante concourant à diminuer l'intensité lumineuse vers l'arrière de l'ampoule, notament vers la région du culot.
- De rendement , en effet l'enveloppe est recouverte intérieurement et sur la totalité de sa surface , de poudre fluorescente , et le plasma se trouvant confiné entre les deux filaments , ne descend pas au delà de la zone de décharge , et ne dégage pas une luminence totale de l'enceinte .
- Dans ce brevet , le type de soudure concernant les électrodes de bas de pied impose donc des contraintes , telle que montage fixe et défini , donnant une soudure non inversable et réutilisable , de par le sens et l'orientation des électrodes de pied , dans le même sens que celles du second étage . De plus,aucune de ces lampes ou ampoules ne présentent de réservoir ou capsule à mercure sur le trajet de décharge .
- La lampe selon l'invention , et son pied porteur des deux étages d'électrodes résoud tous les problèmes ci-avant énumérés , et apporte les solutions suivantes .
- 1) Extension optimum de l'espace de décharge par la réduction de la distance entre le filament de bas de pied et la collerette obtenu par disposition particulière d'une soudure permettant d'inverser les électrodes de pied
- 2) Intensité lumineuse de cette lampe plus homogène , mieux répartie , car elle est moins longue et moins volumineuse
- 3) Rendement et fiabilité de fonctionnement assuré par la disposition d'un réservoir à mercure dans le trajet de décharge venant accroitre la capacité de fonctionnement de l'ampoule
- 4) Réalisation industrielle rendue possible par l'utilisation de tubes cylindriques débités en portions , puis soudés entre eux sans cloisonnement
- 5) Diminution des coûts industiels par réduction de dimensions de l'enveloppe et du pied , et de la quantité de poudre fluorescente ainsi que son liant.
- La réalisation de l'ampoule selon l'invention et de son pied porteur d'électrodes s'effectue en 4 étapes .
- 1) Fabrication pied et scèllement du premier étage d'électrodes
- 2) dépose du deuxième étage d'électrodes
- 3) préparation de l'enveloppe
- 4) soudure pied complet enveloppe .
- La fabrication de la partie comprenant le premier étage d'électrodes formant l'essentiel de l'invention , et d'autre part , étant assez complexe , nécéssite à elle seule un développement important .
- La réalisation de l'ampoule selon l'invention et de son pied (1) porteur d'électrodes (4,5) consiste en ce que les électrodes de premier étage du pied tubulaire (25) sont montées en opposition ou inversées par rapport aux électrodes du second étage (17,18) , c'est à dire que les dites électrodes sont disposées en sens opposé , deux à deux par leur crochet (10,12) .
- Ceci est réalisé selon l'invention , par la disposition de deux électrodes de trois centimètres environ (4,5) , non compris leur fil souple d'amenée de courant (22) , le long du tube de bas de pied . Ce tube d'un diamètre de 12 millimètres , long de 30 est évasé à 21 millimètres .
- Ces électrodes sont ensuite recouverte sur 1 cm environ par le tube de support du second étage d'électrodes , ou tube central (7) .
- Les électrodes sont donc prises en sandwich (13) entre le tube de pied et le tube central , lequel par conséquent vient les enserrer, les contenir, les emboiter (14) le long du tube de pied , donnant à celles-ci l'orientation définitive de sortie , le long du tube de pied , vers l'évasement ou la collerette (2) .
- Elles sont donc de par le montage adopté , orientées vers la collerette , leur fils d'amenée de courant étant placés et retenus (8) par un outil, le temps de la soudure, ce, dans la deuxième partie du tube central (26).
- Ce dernier dont le diamètre est aussi faible que cela est possible afin de ne pas trop déformer le trajet de décharge , soit environ 11 mm , a subi une opération d'évasement (11) , élargissement cylindrique , lui permettant de venir recouvrir partiellement les dites électrodes, et une portion du tube de pied suffisante pour réaliser l'opération de soudure en sandwich , ou en couronne de ces électrodes .
- Cet évasement cylindrique peut se terminer par un tronc de cone (20) .
- Cette opération de soudure proprement dite est réalisé par chalumeau, les parties de tube à souder étant maintenues par leurs extrémités dans les mors d'un tour en rotation , et ou au moins une molette externe vient obliger les deux épaisseurs de verre à s'appliquer entre elles, et saisir les deux électrodes , un poinçon ou charbon coulissant (16) ou autre est avancé dans le tube de bas de pied jusqu'au niveau de la soudure en cours (15) afin de contenir le verre en fusion d'une part , et la force de l'outil d'autre part , qui peuvent venir par déformation obstruer cette partie tubulaire , celle-ci formant le passage ultérieur des fils d'amené de courant aux électrodes (22,24), voir le passage d'un queusot (30) dans une localisation différente (Fig.4 et 5), mais aussi affaiblir la solidité de la soudure autoporteuse (3) de la tige de second étage, portant la deuxième paire d'électrode et autres éléments de fonctionnement de la lampe .
- Lors de cette opération de soudure , les fils d'amené de courant du premier étage d'électrodes sont donc tirés et bloqués dans la tige de second étage , pour permettre le passage du poinçon ou charbon (graphite) de maintient diamètral interne du pied .
- Après cette soudure,le queusot (9) d'un diamètre de 4 et d'une longueur de 100 mm est immédiatement monté afin de diminuer les risques de casse par différence thermique .
- Ensuite , aprés la recuisson du pied , les fils d'amené de courant aux électrodes de bas de pied, elles même orientées vers la collerette de par leur position de scèllement en sandwich, sont retournés,recourbés (44) aprés cette soudure , et introduits vers le bas de pied pour rejoindre l'évasement et la collerette ou ils seront ultérieurement et définitivement connectés .
- L'utilisation du charbon axial tout en assurant un excéllent centrage de la masse de verre en fusion dans l'axe du tube , permet d'obtenir une répartition toute aussi bonne du verre autour des électrodes , et conjointement à une molette de compression , donne un scèllement et une soudure en une seule fois .
- Le charbon rentré peu avant la fusion du tube , est retiré dès le début de solidification de la masse de verre.
- Un autre procédé de maintient diamétral (27) consiste en l'utilisation de la force centrifuge et un moule de confinement externe .
- Les électrodes scéllées forment les passages (6) verremétal, et l'opération de scèllement à toujours lieu en une seule fois . Le scèllement (15) de ces deux électrodes orientées vers l'évasement et diamètralement opposées ou non , a lieu dans l'espace d'une double couronne concentrique , la couronne concentrique externe étant formée par le tube de support du deuxième étage d'électrodes (7), la couronne interne étant représenté par la paroi tubulaire du tube de pied , la soudure est donc du type périphérique en couronne et en sandwich .
- Selon une variante à la réalisation d'un pied, celui-ci porte à son extrémité supérieure , une préparation consistant à réépaissir (31) et augmenter son diamètre extérieur au niveau de la couronne , afin d'atténuer le risque de collage des électrodes à la paroi lors de leur scèllement (15). Ces dernières lors de cette opération sont pliées vers l'extérieur, éloignées de la paroi que forme le tube de bas de pied .
- De même le dit tube de bas peut être d'un diamètre beaucoup plus important (32) passant de 10 à 18 mm et plus afin de recevoir et porter le queusot (9) le plus prés possible de la collerette (2).
- Ce tronçon de tube est donc évasé , puis subit une opération de rétreint (33) pour être à la côte de l'élargissement (11) du tube central de support .
- Une autre variante consiste en ce que le tube central ne subisse pas d'évasement cylindrique , mais soit conservé comme tel (34) en tube de support du deuxième étage d'électrodes (Fig.4 et 6).
- De même le queusot peut être placé sur la paroi du tube de support de deuxième étage (30), au dessus de la soudure sandwich .
- D'une manière plus générale, cette réalisation de scèllement en sandwich des électrodes de premier étage réuni les avantages suivants ,
- cheminement des fils d'amené de courant sans enverrage grace à l'absence de cloisonnement entre le premier et le second étage d'électrodes
- scèllement des électrodes de pied et soudure de la tige centrale de support en une seule opération
- positionnement normal du queusot de pompage
- scèllement des électrodes de second étage sans aucune contrainte
- extension pratiquement illimité de la tige centrale de support du deuxième étage d'électrodes . - La dépose du deuxième étage d'électrodes, pour terminer la fabrication du pied , aprés le montage en sandwich de la première paire d'électrodes avec le tube de bas de pied et le tube de support du deuxième étage , y compris le queusot , il faut souder la deuxième paire d'électrodes.
- Celles-ci (18) sont entrées entièrement , y compris leur fil d'amené de courant , par l'extrémité ouverte de la tige du deuxième étage , d'un diamètre intérieur de 4 à 15 mm , et d'une longueur variable .
- Les dites électrodes sont maintenues dans une petite pince à dimensions fixes , respectant l'écartement et la profondeur de la prise verre-métal de ces électrodes .
- Le verre est chauffé, fondu, puis aplati à la pince, enverrant les passages. Un peu d'air peut être envoyé par la collerette , de façon à dilater légèrement la partie de verre écrasé . Ces électrodes sont montées dans l'exacte position plan des électrodes de premier étage.
- Cette opération de scèllement ne présente pas de difficultés particulières pour l'Homme de la technique.
- Selon l'invention, les quatres électrodes sont montées dans le même plan , deux à deux , en deux étapes de travail , leurs crochets (10,12) étant opposés deux à deux . Les crochets des électrodes de bas de pied étant orientés vers la collerette (2), les crochets des électrodes de haut de tige de support , étant orientés vers le fond rond (36) formant l'extrémité de l'enveloppe (37)
- Selon l'invention , et de par le montage des quatres électrodes , de bas de pied et de la tige de support, les deux filaments (19,21) sont donc situés dans le même plan mais séparé en vis à vis par la soudure en couronne et le bulbe d'élargissement, d'évasement (11) du tube central sur le tube de peid. Le filament du bas de pied étant légèrement décentré à cause du pourtour de la tige (1) de bas de pied . Mais les électrodes de pied pouvant être aussi faiblement désaxées , de façon à ce que le filament puisse être maintenu horizontalement et dans le même plan que celui du deuxième étage , pour éviter le vrillage du plasma en régime de décharge .
- Ce filament peut être écarté de la tige de bas de pied par l'adjonction d'au moins un fil fin de nickel pris, ou collé dans la soudure de bas de pied , le maintenant à quelques millimètres de cette tige , vers la partie évasée.
- Les quatres électrodes selon l'invention , ont toutes leur fil d'amené de courant , lors de leur montage, notament celle d'extrémité de pied, dont les fils descendent le long de la tige centrale de support, vers la partie évasée .
- En outre, selon l'invention , le pied porteur des quatres électrodes , peut comporter une piste résistive de 20 à 40 000 Ohms (35) faisant office d'électrode auxiliaire pour un démarrage rapide , style auto-allumage, et reliant chaque paire d'électrode l'une à l'autre, de façon à faire court circuit et déclancher le plasma. Dans cette réalisation, le système d'allumage électronique est absent.
- La préparation de l'enveloppe , de forme diverse , les enveloppes formant l'enceinte à décharge, sont selon l'invention cylindriques tubulaires, et ont un diamètre variant de 32 à 68 millimètres .
- Elles sont débitées à partir de cannes en tronçons de 50 centimètres , puis séparées en leur milieu, par fusion, et soufflées. Ceci forme le fond rond (36) extrémité supérieure de la dite ampoule (42).
- Ensuite , elles subissent un rétreint diamétral à leur seconde extrémité (37) , de façon à ce que le pied puisse être soudé sans problème particulier, mais elles peuvent être aussi à bord droit (39) pour un autre type de culot, et de soudure .
- Les enveloppes sont ensuite enduites intérieurement de pâte fluorescente (23) , puis pyrolisées et préparées pour le montage du pied complet .
- La soudure (29) du pied complet sur l'enveloppe est réalisé à l'aide de machines spécialisées .
- Avant son montage, le pied est muni des deux filaments et en son milieu, soit sur la tige centrale de support , d'un petit réservoir à mercure (28) propre à déclancher le plasma . Les extrémités de ce réservoir , au moins une , étant orientées chacune vers un filament .
- Puis l'enveloppe et la collerette du pied sont réchauffés , et la soudure du pied sur l'enveloppe (29) est effectuée à l'aide d'un jeu de flamme trés fin , du type en " Rateau " et en une seule fois .
- L'ampoule est ensuite mise sur bâti de pompage , vidé, remplie d'argon , puis le queusot est scéllé.
- Elle est connectée à son ballast , puis un culot de type Edison (40) ou autre normalisé,est déposé et collé à cette extrémité (29).
- En conclusion sur l'ampoule selon l'invention , et selon une amélioration , et de par la structure même du pied , est réalisable en différentes longueurs et puissances .
- En effet , la distance inter-filaments est extrapolable par l'utilisation de différentes longueurs de tige de support , propre au deuxième étage d'électrode.
- La réalisation de ce fait d'ampoules de différents niveaux de luminosité est rendue possible par l'allongement du trajet de décharge , donc de l'extrapolation de la longueur d'origine de l'espace inter-filament .
- Ainsi pour des ampoules dont l'émission s'établit entre 300 et 3 000 Lumens , donc de résistivité ohmique différente, la longueur de la tige et la distance inter-filament s'accroît de 12 à 48 centimètres , la puissance passant de 6 à 60 Watt .
- De ce même fait , la longueur de l'enveloppe varie (41) dans les mêmes proportions, la quantité de surface poudrée émissive et la puissance nécéssaire à l'activer .
- Ce principe de réalisation de l'ampoule est applicable à d'autres tubes à décharge , munis de culots divers , et ne contenant pas de ballast .
- Selon une variante propre à l'invention , l'ampoule peut être détachable de son culot , permettant de récuperer son ballast lorsqu'elle est devenue inutilisable .
- Concernant la localisation du mercure dans le plasma ionique, on connait l'intéret qui a été manifesté et les recherches qui ont été entreprises , pour résoudre ce problème sur l'absence de récipient dans les enceintes tubulaires , à deux pieds opposés , comunément appelé tubes fluorescents .
- Divers procédés et moyens ont été proposé , pas toujours sans grand succés , principalement dû au fait que la localisation du réceptacle dans le champ électrique s'averait impossible de par le manque de points d'ancrage sur la paroie tubulaire, et la longueur même de ces tubes qui aurait exigé une manipulation problématique , le fait que la poudre luminescente se détache trés bien de la paroi , pouvant à tout moment se décoller ou être emporté par le dit réceptacle ou une erreur de manipulation .
- Le problème pour sa plus grande part est resté sans réponse pour les enceintes tubulaires , et d'apres investigations ont été menées pour le résoudre .
- Ainsi de nouvelles combinaisons impliquant des mélanges mercuriels ont été mis au point pour obtenir un allumage et un fonctionnement non-défaillant .
- Ces mélanges ont été placé en des endroits multiples, toujours plus proche du plasma de décharge, ce pour son démarrage et son entretien , et par divers procédés .
- Le plus souvent mercure traité à l'indium pour abaisser son point de fusion , encapsulé dans l'enceinte à décharge ; la tension de surface de ménisque étant supérieure au poids de mercure et par rapport au diamètre de la capsule, le mercure (surplus) restant à plus de 60 pour cent dans la dite capsule , le plasma mercuriel dés qu'il s'arrete ayant tendance à se recombiner , à se recondenser , avec le mercure de la dite cpsule .
- Cependant le fait est que les Fabricants ont éssayé de placer cette capsule de forme trés diverse dans des trajets à décharge , y compris par maintient sur la paroi par de la colle. Dans ce dernier cas , et dans la meilleure des configurations , cela se révèle être un échec total dû au fait qu'il s'agit d'une matière semi-minérale , donc sujette à déssication et dégazage .
- La présente invention à pour but de résoudre ces difficultés et d'apporter une solution aux problèmes d'allumage et de fonctionnement des ampoules fluorescentes.
- La présente invention concerne donc une amélioration notable à l'allumage du plasma de décharge des ampoules fluorescentes , à pied unique porteur de deux étages d'électrodes .
- De telles ampoules sont connues des brevets cités ci-avant entre-autre, mais dans la plupart des cas , si ce n'est la totalité , la non faisabilité de ces ampoules n'a pas permis de mettre en évidence cet apport essentiel au fonctionnement des dites lampes , concernant l'adaptation à des pieds tubulaires , les difficultés d'allumage restant les mêmes pour tous types d'enceintes .
- Une solution peut consister en ce que le mercure peut être localisé dans le queusot , mais cela ne garantie pas sa bonne répartition dans l'enceinte , notament qand le queusot débouche à l'envers du filament , ou même à proximité immédiate , en bas du pied , par déséquilibre du nuage mercuriel .
- Selon l'invention , le mercure est encapsulé dans un tube de verre droit ou recourbé, ou de différentes formes, verre de type capillaire ou autre , d'un diamètre de 2 à 6 millimètres, débité à partir de cannes de 1,50 mètre, en tronçons de 1 centimètre .
- Selon l'invention , les dits réservoirs sont droits d'un diametre de 4 mm et d'une épaisseur de 0,7 mm (45).
- Ces petits tronçons (46) sont rebrulés, fusion superficielle à chaque extrémité, ou avec bords écrasés (47).
- Ils peuvent porter sur leur corps une trace d'écrasement ou d'usinage (48) qui permettra de les maintenir.
- Ils peuvent aussi avoir la forme de petits tubes à éssais (49) , c'est à dire fermé à une extrémité (50).
- Ensuite, ces petits réservoirs sont placés dans une griffe métallique (43) en ferro-nickel , griffe à bague ou pattes .
- Ces griffes sont à double prise, de maintient du réservoir , et de celui-ci sur la tige de pied (7).
- Ces griffes de compression sont traitées mécaniquement afin de tenir les éléments en verre sans les briser.
- Chaque réservoir a donc sa griffe de maintient et de fixation propre .
- Puis les réservoirs ainsi munis de leur griffe, sont remplis de mercure (28) ce , à la seringue , ou autre procédé , pour une quantité variant de 1 à 20 milligrammes , 6 selon l'invention
- Ils sont fixés ensuite sur les tubes de pied des ampoules fluorescentes , à égale distance , entre les 2 étages d'électrodes (4,5-17,18). Les extrémités ouvertes du réservoir sont orientées chacune vers un filament (19) (21) de par la forme appropriée de la griffe .
- De ce fait , le dit réservoir (45) de mercure , se trouve continuellement et à demeure dans le flux thermoélectro-ionique , à égale distance de chaque ensemble thermo-émissif , dans l'axe qui correspond le mieux au plasma , et ayant au moins une ouverture tournée vers un filament (49).
- Les avantages de cette localisation de mercure sur le trajet de décharge et non dans un endroit quelconque de l'enveloppe sont multiples .
- Démarrage instantané du plasma mercuriel par ionisation directe de l'argon , ce en plein champ électrique .
- Démarrage rapide par temps froids , du fait que le mercure ne se trouve pas en un endroit éloigné et froid de l'enveloppe .
- Démarrage en toutes positions , le ruisellement du mercure ou sa condensation dans un endroit difficilement ionisable n'étant plus à craindre .
- Condensation contrôlée lors de l'arret de la lampe , lequel corps du réservoir contient un élément de recondensation ou catalyse , telle une oxyde métallique de type particulière .
- De par le positionnement précis et localisé des réservoirs au milieu des tiges de support, du fait aussi que le mercure soit logé en des réservoirs amovibles , que ces mêmes réservoirs soient détachables , qu'ils soient d'un accés facile , que la recondensation s'effectue dans ce réservoir ou à sa proximité directe, tout ceci permet de résoudre les problèmes de contamination mercurielle de l'environnement ainsi mis nettement en évidence , et qui peuvent être résolus par récupération pure et simple , et aussi la quasi totalité du mercure dont la lampe est dotée , car dans la plupart des cas , c'est l'excédent qui contribue au plasma de décharge .
- L'ouverture d'une enceinte ne fonctionnant plus, peut alors être précise , et effectuée par des non-spécialistes .
- La localisation de ce réservoir se fait sur des pieds porteurs de deux étages d'électrodes , tels par exemple ceux décrits dans les brevets Français N° 84-20100 , 86-16455 , 87-08486 , et Japonais 55-155461 , mais aussi sur tout autre support en verre se trouvant sur le trajet de la décharge , tel par exemple dans la demande de brevet Français N° 84-19985 ou le tube concentrique de décharge est démuni de réservoir à mercure .
- - La figure 1 représente l'ampoule munie d'un culot normalisé selon l'invention , vue en coupe, avec le pied tubulaire à électrodes inversées , complet avec tous les ensembles émissifs montés , et le réservoir à mercure
- - La figure 2 représente le pied avant la soudure en sandwich des électrodes de premier étage prises entre le tube de pied et l'élargissement du tube de support, avec la présence du charbon de maintient diamétral
- -La figure 3 représente le pied monté , premier étage complet , selon l'invention, avec les fils d'amené de courant au premier étage
- - La figure 4 représente un pied monté selon l'invention avec une tige de support droite, le dit pied est monté sur l'enveloppe fluorescente etle queusot est placé au dessus de la soudure , il est supérieur
- - La figure 5 représente un pied selon l'invention, avec épaississement de la partie supérieure du pied, afin que les électrodes qui ont été allongées , ne se collent pas au tube
- - La figure 6 représente un pied selon l'invention, de diamètre important et ayant un rétreint de façon à être soudé au tube de support
- - La figure 7 représente un pied soudé droit sur une enveloppe
- - La figure 8 représente le même pied , dans un culot spécial, type Edison à angle droit
- - La figure 9 représente le pied dans un autre culot spécial type Edison , à angles arrondis
- -La figure 10 représente différentes versions et formes du réservoir à mercure
- - La figure 11 représente les différents modéls de griffes métalliques insérant le réservoir et se fixant sur le tube de support
- -La figure 12 représente différentes utilisations et placement du réservoir à mercure , sur différents types de tubes de support .
Claims (10)
1) Ampoule fluorescente à décharge dans la vapeur de mercure basse pression , à enveloppe cylindrique (42) dont une extrémité se termine par un fond rond (36) et la seconde par un culot Edison (40) contenant à la fois le ballast et un allumeur , fonctionnant sur le secteur, et comprenant un pied tubulaire (25) porteur de deux étages d'électrodes (4,5) (17,18), caractérisé en ce que les électrodes de bas de pied (4,5) sont prises en sandwich entre le tube de bas de pied (1) et un élargissement (12) du tube central (7) venant les inserer par l'extérieur , de manière à ce que les dites électrodes soient orientées vers le bas du pied, crochets (10) vers la collerette (2), l'opération de scèllement de ces dites électrodes se combinant avec la soudure du tube de pied et celle du tube (1) de support du deuxième étage d'électrodes
2) Ampoule selon revendication 1 , caractérisée en ce que les fils d'amené de courant (22) aux électrodes de premier étage (4,5) pendant l'opération de scèllement, sont introduit et maintenu dans le tube central (7,8)
3) Ampoule selon revendications 1 et2 , caractérisée en ce qu'un poinçon ou charbon (16) coulissant sous la masse de verre en fusion, vient maintenir le diamètre intérieur du tube de pied (1)
4) Ampoule selon revendication 1 , caractérisée en ce les électrodes (4,5,17,18) porteuses des filaments (19,21) , sont opposées deux à deux et dans le même plan, leurs crochets (10,12) formant les extrémités du trajet à décharge
5) Ampoule selon revendication 1 , caractérisée en ce que les fils d'amené de courant aux électrodes de bas de pied , sont recourbés (44) pour partir vers (2) l'évasement du pied afin d'y être connectés
6) Ampoule selon revendication 1 , caractérisée en ce que le pied est porteur d'une piste résistive (35) pour l'auto-allumage, faisant office d'électrode auxiliaire et reliant les deux paires d'électrodes ou s'arrêtant à quelque distance de la seconde
7) Ampoule selon revendication 1 , caractérisée en ce que la longueur de la tige centrale varie de 17 à 48 centimètres selon la puissance de la lampe à réaliser
8) Ampoule selon revendication 1 , caractérisée en ce que la tige formant le pied , porte maintenu entre les électrodes , un réservoir à mercure, en plein champ de décharge
9) Ampoule selon revendication 1 , caractérisée en ce que les électrodes portent toutes leur fil d'amenés de courant lors de leur scèllement
10) Ampoule selon revendication 1 , caractérisée en ce que l'espace de décharge s'étend d'un bout à l'autre de l'enveloppe .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP89401937A EP0406499A1 (fr) | 1989-07-06 | 1989-07-06 | Ampoule fluorescente à pied tubulaire à électrodes inversées |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP89401937A EP0406499A1 (fr) | 1989-07-06 | 1989-07-06 | Ampoule fluorescente à pied tubulaire à électrodes inversées |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0406499A1 true EP0406499A1 (fr) | 1991-01-09 |
Family
ID=8202972
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89401937A Withdrawn EP0406499A1 (fr) | 1989-07-06 | 1989-07-06 | Ampoule fluorescente à pied tubulaire à électrodes inversées |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0406499A1 (fr) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB634443A (en) * | 1946-11-25 | 1950-03-22 | Gen Electric Co Ltd | Improvements in and relating to seals for electric discharge devices |
| JPS55155461A (en) * | 1979-05-22 | 1980-12-03 | Toshiba Corp | Semibase type low pressure mercury vapour discharge lamp |
| JPS57162240A (en) * | 1981-03-28 | 1982-10-06 | Nec Home Electronics Ltd | Manufacture of circular fluorescent lamp |
| FR2575600A1 (fr) * | 1984-12-31 | 1986-07-04 | Dumas Pierre | Ampoule fluorescente a un culot a contact a emission longitudinale directe sur pied |
-
1989
- 1989-07-06 EP EP89401937A patent/EP0406499A1/fr not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB634443A (en) * | 1946-11-25 | 1950-03-22 | Gen Electric Co Ltd | Improvements in and relating to seals for electric discharge devices |
| JPS55155461A (en) * | 1979-05-22 | 1980-12-03 | Toshiba Corp | Semibase type low pressure mercury vapour discharge lamp |
| JPS57162240A (en) * | 1981-03-28 | 1982-10-06 | Nec Home Electronics Ltd | Manufacture of circular fluorescent lamp |
| FR2575600A1 (fr) * | 1984-12-31 | 1986-07-04 | Dumas Pierre | Ampoule fluorescente a un culot a contact a emission longitudinale directe sur pied |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN, vol. 5, no. 30 (E-47)[702], 24 février 1981; & JP-A-55 155 461 (TOKYO SHIBAURA DENKI K.K.) 03-12-1980 * |
| PATENT ABSTRACTS OF JAPAN, vol. 6, no. 264 (E-150)[1142], 23 décembre 1982; & JP-A-57 162 240 (NIPPON DENKI SYLVANIA K.K.) 06-10-1982 * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5421534B2 (ja) | 無電極放電バルブの製造方法 | |
| EP0346782B1 (fr) | Lampe à décharge comportant un culot normalisé | |
| FR2669398A1 (fr) | Phare d'automobile. | |
| FR2478875A1 (fr) | Lampe a decharge en arc de faible puissance et a halogenure de metal | |
| CN101673656B (zh) | 放电灯 | |
| FR2485805A1 (fr) | Lampe a incandescence a l'halogene munie de conducteurs de courant internes au tungstene/rhenium | |
| JP2005235749A5 (fr) | ||
| EP0406499A1 (fr) | Ampoule fluorescente à pied tubulaire à électrodes inversées | |
| FR2625607A1 (fr) | Ampoule fluorescente a pied tubulaire, a electrodes inversees | |
| BE1014199A6 (fr) | Lampe aux halogenures metalliques a enceinte de decharge en ceramique. | |
| FR2478877A1 (fr) | Lampe a incandescence a l'halogene munie d'un fusible incorpore | |
| JP2010182605A (ja) | 高圧放電ランプ | |
| JP5091235B2 (ja) | 高圧放電ランプ | |
| EP0274923A1 (fr) | Procédé de fabrication d'embases pour tubes à vide | |
| JP3823915B2 (ja) | 電球 | |
| FR2625366A1 (fr) | Enveloppe pour petite lampe a arc a decharge de haute intensite sans electrodes | |
| JP2005332822A (ja) | 石英ガラスランプ及び石英ガラスランプを形成する方法 | |
| BE409227A (fr) | ||
| EP0033556B1 (fr) | Procédé de fabrication d'une bouteille isolante et bouteille ainsi obtenue | |
| FR2620266A1 (fr) | Ampoule fluorescente tubulaire a pied tubulaire et a culot normalise | |
| EP0077584A2 (fr) | Lampe électrique à incandescence à deux filaments pour véhicule automobile | |
| BE485084A (fr) | ||
| JP2004192924A (ja) | 蛍光ランプの製造方法 | |
| CN201498489U (zh) | 钠灯电弧管灯丝的导电支架 | |
| FR2607320A1 (fr) | Ampoule fluorescente a un culot a quatre contacts |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19910710 |