EP0421641A2 - Vorrichtung und Verfahren zum Einbringen von Etiketten in die Formen einer Blasformmaschine - Google Patents
Vorrichtung und Verfahren zum Einbringen von Etiketten in die Formen einer Blasformmaschine Download PDFInfo
- Publication number
- EP0421641A2 EP0421641A2 EP90310352A EP90310352A EP0421641A2 EP 0421641 A2 EP0421641 A2 EP 0421641A2 EP 90310352 A EP90310352 A EP 90310352A EP 90310352 A EP90310352 A EP 90310352A EP 0421641 A2 EP0421641 A2 EP 0421641A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- labels
- molds
- die punch
- vacuum devices
- conveyor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/24—Lining or labelling
- B29C49/2408—In-mould lining or labelling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/08—Label feeding
- B65C9/18—Label feeding from strips, e.g. from rolls
- B65C9/1803—Label feeding from strips, e.g. from rolls the labels being cut from a strip
- B65C9/1815—Label feeding from strips, e.g. from rolls the labels being cut from a strip and transferred by suction means
- B65C9/1826—Label feeding from strips, e.g. from rolls the labels being cut from a strip and transferred by suction means the suction means being a movable vacuum arm or pad
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/26—Devices for applying labels
- B65C9/28—Air-blast devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/24—Lining or labelling
- B29C2049/2431—Means for preparing or treating the label or lining, e.g. cutting, deforming, heating or applying adhesive
- B29C2049/2437—Cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/24—Lining or labelling
- B29C2049/2458—Driving or transporting means related to lining or labelling
- B29C2049/2462—Conveyor belts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/12—Surface bonding means and/or assembly means with cutting, punching, piercing, severing or tearing
- Y10T156/1317—Means feeding plural workpieces to be joined
- Y10T156/1322—Severing before bonding or assembling of parts
- Y10T156/1339—Delivering cut part in sequence to serially conveyed articles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1744—Means bringing discrete articles into assembled relationship
- Y10T156/1776—Means separating articles from bulk source
- Y10T156/1778—Stacked sheet source
- Y10T156/178—Rotary or pivoted picker
Definitions
- This invention relates to the application of labels to hollow blown articles.
- labels be held in one or more of the mold sections by vacuum so that when the parison is blown outwardly into conformity with the cavity, the label becomes adhered or bonded to the article.
- the molds are often provided in a plurality of sets of partible molds in a predetermined array and, in order to delivery the labels, a plurality of magazines are provided, one for each mold half, and an associated plurality of pick-up and delivery devices are provided to function to remove labels from the magazines and deliver them to one or both of the mold halves of each set.
- an apparatus wherein labels are successively removed from a label magazine and positioned in an array which corresponds in spacing to the spacing of the sets of molds. The labels are then simultaneously moved in the array from the first position to a second position within the open partible molds and deposited in the molds.
- the apparatus comprises a magazine for supporting labels in a stack and an endless belt transfer device positioned adjacent the magazine. The belt is indexed in predetermined spaces corresponding to the spaces of the array of molds.
- a label pick-up device removes a label from the magazine and deposits it on the conveyor so that the spacing between the labels on the endless transfer conveyor corresponds to the spacing between the sets of molds.
- Another label deposit device removes the labels simultaneously from the endless transfer conveyor and delivers them between the open partible molds.
- the method of delivery comprises removing labels successively from one or more magazines, depositing the labels on an endless conveyor which transports the labels to a position adjacent an open mold and laterally transferring the labels from the conveyor to a position within the molds such that when a mold closes about a plastic parison and the parison is blown, the labels become adhered to the blown plastic bottle.
- magazines inherently produces problems. Among these are the cost of magazines, the need to replenish the supply of labels in the magazines and the space required about the container forming machine. In addition, when plastic or foam labels are being handled, they are difficult to stack and handle for placement in the magazines. If the labels are cut from a web and stacked it is difficult to ascertain whether they are in proper registry. If the shape of the plastic or foam label is complex, the magazines are more complex. After being formed, the plastic or foam labels must be handled in batches or stacked and are not easily handled.
- objectives of the present invention are to provide a method and apparatus which results in more accurate placement of the labels on a vacuum transfer conveyor; which permits more careful control of the accuracy of the configuration of the labels; which permits labels of various configurations to be used; and wherein the orientation of the labels with respect to the vacuum transfer conveyor is greatly facilitated; and wherein the apparatus for receiving labels and delivering them to a conveyor functions efficiently and accurately such that it may be utilized with either die cut labels or labels removed from a magazine.
- the method and apparatus provides for each label to be die cut directly onto vacuum pads which are in position for receiving the labels after which the vacuum pads are moved without substantially changing the orientation of the labels directly onto a vacuum transfer conveyor which is thereafter indexed to form an array of labels for delivery in an array to the molds.
- the invention relates to blow molded plastic articles such as containers wherein labels are applied to sections of a set of molds and the mold sections are closed about heated parisons or preforms and the preforms are blown outwardly into conformity with the mold sections causing the labels to be adhered or bonded to the blown article.
- the method and apparatus have particular utility when utilized with a blow molding apparatus wherein the apparatus includes an extruder associated with each cavity of the molds and a head which is moved downwardly to receive one end of the extruded tube in a neck mold in the head and is then moved to draw the tube upwardly to position a preform between the mold sections. The mold sections are then closed and the article blown to the desired configuration within the confines of the mold.
- the head supports label delivery devices as hereinafter described which deliver labels to the cavities of the molds.
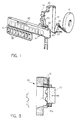
- a web W is fed by drive rolls 20, 21 under a dancer arm roller 22, on a dancer arm 23 through a web guide device 30, past a label sensor 31 over an idler roller 32 and then between drive rollers 33, 34 past a punch die cut mechanism 35, which directs labels successively from the web W.
- the remainder of the web then passes between drive rollers 101, 102 and over idler roller 37 between drive rollers 38, 39 such that the portion of the web between the drive rollers 33, 34 and 101, 102 is taut and under tension.
- the die mechanism 35 As each label is sensed by the sensor 31, the die mechanism 35 is operated to die cut a label of particular configuration directly onto vacuum cups V which are in position adjacent the die punch. Each label is then delivered by the vacuum cups V to an endless vacuum conveyor 40 in the path P and deposited on the endless conveyor 40. During this movement, the label is moved without substantially changing its orientation relative to the plane of the label when it is cut and relative to the endless conveyor 40.
- the endless conveyor 40 is successively indexed so that an array of labels is provided on the conveyor corresponding in spacing to an array of mold M in the mold.
- a label delivery mechanism D simultaneously removes the array of labels from the conveyor 40 and delivers them simultaneously to the cavities of the molds M.
- the die mechanism 35 cuts the label from the web W onto the vacuum cups V which are already in position such that any tendency to misalign or move the labels is minimized.
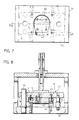
- the die cut mechanism 35 includes punch 41 mounted on a clevis block 42 and connected by a clevis rod 43 and link 44 to the shaft 45 of a cylinder 46 that has one end fixed to a frame 47. Link 44 is pivoted to the frame as at 48.
- the punch 41 includes a punch die 50 (Fig. 6) mounted thereon.
- the punch die 50 is surrounded by a stripper plate 51 and cooperates with a trim die 42 that is surrounded by a web guide 53.
- the web guide 53 cooperates with a web guide plate 54 on the frame to guide the web W in its movement past the punch die 50.
- the die mechanism 35 further includes a die plate 55 on which the web guide 53 and trim die 52 are mounted.
- the punch 41 is guided by guide posts 58, against a stop 59 and the stripper 51 is mounted on the punch 41 for limited axial movement by a shaft 50 and yieldingly urged away from the punch 41 by one or more springs 61.
- a resilient pad 51a is interposed between stripper plate 51 trim die 52.
- the vacuum cups V are supported for movement on the frame by a mechanism which functions to maintain the plane of each label in substantially the same plane as the label as it faces the endless conveyor 40 as when the label faces the punch.
- This mechanism provides for the vacuum cups V to move from a position adjacent the die mechanism 35 to a position adjacent the conveyor 40 by a swinging movement during which there is rotation so that the plane of the vacuum cups V remains substantially the same.
- Such a mechanism includes an arm 70 that extends substantially vertically at all times (Figs. 5, 12) and is mounted by a shaft 71 on an oscillating arm 72 (Fig. 12). The arm 72 is in turn mounted on a shaft 73 in a housing 74.
- An endless chain 75 is trained over sprocket 76 on shaft 71 and sprocket 77 on shaft 73 (Fig.s 9, 12).
- a pinion 78a on shaft 73 (FIG. 11) meshes with a rack 78b which is mounted in the housing 74 for recriprocating movement so that as the rack 78b is recriprocated, the shaft 73 is rotated to oscillate the arm 72.
- the rotation of the shaft 73 causes the shaft 71 to rotate maintaining the arm 70, on which the vacuum cups V are mounted, in substantially the same orientation in space in order that the labels will be also so maintained.
- the rack 78b is recriprocated by an arrangement which includes a bracket 79 having an elongated slot 80 therein into which a cam follower 81 extends (FIGS. 9 and 11).
- the cam follower 81 is mounted on a bracket 82 fixed to a shaft 83 so that rotation of the shaft will move the cam follower 81 in an orbit and thereby reciprocate the rack 78b.
- Drive for the shaft 83 is achieved through a chain that engages a sprocket 84 on the shaft 83 and is trained over a sprocket 85 driven by a motor 86 (Fig. 5).
- Shaft 83 also supports a series of cams 88, 90 and 91 which function to actuate proximity switches 92, 93 and 94 for controlling respectively vacuum, indexing and reset functions.
- the configuration of the cams is such that the desired function of these switches is achieved.
- a cam 89 is provided at a position to which proximity switch can be moved when a double index is desired, as where the number of cavities and distance between the cavities changes.
- the apparatus further includes a drive motor 100 that functions to drive the rollers 33, 34 and 101, 102 upstream and downstream of the die mechanism 35 through associated chains and sprockets 103, 104.
- the drive rolls 33, 34 and 101, 102 intermittently drive the web W of labels past the die mechanism 35.
- the timing of the positioning of the vacuum cups V is such that prior to the punching of the label, the vacuum cups V are positioned and stationary so that the punch 50 cuts the label from the web and delivers it directly onto the vacuum cups V.
- the arm 71 is then swung downwardly so that the labels are delivered to the conveyor 40.
- Air and vacuum valves are actuated by the proximity switches to function to maintain the vacuum during the transfer and release the vacuum so that the labels will be delivered to the intermittently driven conveyor 40.
- the conveyor 40 includes an endless belt and associated vacuum chambers so that the labels will be retained on the conveyor 40. It has been found that preferably the labels L should be positioned adjacent the lower edge of the conveyor as a measuring point or bench mark for the label position.
- the construction of the mechanism for swinging the vacuum cups V is such that the mechanism is continuously driven.
- the arm pauses in its position and is stationary adjacent the die punch mechanism and is also stationary adjacent the endless conveyor.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US417369 | 1989-10-05 | ||
| US07/417,369 US5032344A (en) | 1989-10-05 | 1989-10-05 | Method for applying labels in the molds of a plastic blow molding machine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0421641A2 true EP0421641A2 (de) | 1991-04-10 |
| EP0421641A3 EP0421641A3 (en) | 1992-08-12 |
| EP0421641B1 EP0421641B1 (de) | 1996-11-13 |
Family
ID=23653736
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90310352A Expired - Lifetime EP0421641B1 (de) | 1989-10-05 | 1990-09-21 | Vorrichtung und Verfahren zum Einbringen von Etiketten in die Formen einer Blasformmaschine |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5032344A (de) |
| EP (1) | EP0421641B1 (de) |
| AT (1) | ATE145168T1 (de) |
| DE (1) | DE69029118T2 (de) |
| DK (1) | DK0421641T3 (de) |
| ES (1) | ES2093018T3 (de) |
| GR (1) | GR3022525T3 (de) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1992000844A1 (en) * | 1990-07-13 | 1992-01-23 | Smith & Nephew Plastics (Australia) Pty. Ltd. | In-mould label applicator |
| EP0524728A1 (de) * | 1991-07-22 | 1993-01-27 | Hoover Universal,Inc. | Etikettentransfervorrichtung für eine Blasformmaschine |
| EP0531922A1 (de) * | 1991-09-10 | 1993-03-17 | Owens-Illinois Plastic Products Inc. | Positionieren und Indexieren von spritzblasgeformten hohlen Kunststoffgegenständen |
| FR2694268A1 (fr) * | 1992-07-28 | 1994-02-04 | Premark Feg Corp | Dispositif d'application d'étiquettes pour étiqueter automatiquement des articles. |
| EP0622166A1 (de) * | 1993-04-30 | 1994-11-02 | Zweckform Etikettiertechnik Gesellschaft mit beschränkter Haftung | Verfahren zur Bereitstellung von einzelnen Etiketten und zur Zuführung dieser Etiketten zu Formteilen |
| WO1996002378A1 (de) * | 1994-07-15 | 1996-02-01 | Systec Engineering Knauer Gmbh & Co. Kg | Etiketteneinlegeverfahren und -vorrichtung |
| EP0846622A1 (de) * | 1996-12-03 | 1998-06-10 | Esco Electronics Corporation | Mit geringem Druck arbeitende Etikettiervorrichtung und Methode |
| EP0854091A1 (de) * | 1997-01-15 | 1998-07-22 | Eastman Kodak Company | Mechanismus zur Ausrichtung des Etikettierkopfs vor Applikation des Etiketts im Innern eines Kartons |
| NL1006706C2 (nl) * | 1997-08-01 | 1999-02-02 | Vianen De Binderijgroep Bv | Werkwijze en inrichting voor het aanbrengen van vellen materiaal op zich in een rij voortbewegende katernen. |
| WO2013041272A1 (de) * | 2011-09-20 | 2013-03-28 | Robert Bosch Gmbh | Etikettiereinrichtung für eine thermoformanlage und verfahren |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6004682A (en) * | 1991-09-09 | 1999-12-21 | Avery Dennison Corporation | In-mold label film and method |
| TW200424B (de) * | 1991-09-09 | 1993-02-21 | Avery Dennison Corp | |
| US6159568A (en) * | 1992-02-21 | 2000-12-12 | Avery Dennison Corporation | Peelable label |
| US5895552A (en) * | 1994-09-14 | 1999-04-20 | Osaka Sealing Printing Co., Ltd. | Bonding apparatus for cutting label continuum having labels formed successively and bonding label to object |
| US6053231A (en) * | 1995-03-23 | 2000-04-25 | Osaka Sealing Printing Co., Ltd. | Bonding apparatus for cutting label continuum having labels formed thereon and bonding label to object |
| EP0812668A4 (de) * | 1995-12-28 | 2001-10-31 | Sekisui Plastics | Verfahren und vorrichtung zum herstellen von geschräumten harzbehaltern mit etiketten |
| WO1998036974A1 (en) | 1997-02-25 | 1998-08-27 | Double J Consulting & Design, Inc. | Adhesive station and labeling machine |
| US6045616A (en) * | 1997-02-25 | 2000-04-04 | Gerro Plast Gmbh | Adhesive station and labeling machine |
| US6095218A (en) * | 1997-07-16 | 2000-08-01 | New Jersey Machine, Inc. | Transfer system for transporting articles cut from a blank of material |
| US6167935B1 (en) | 1998-09-14 | 2001-01-02 | James E. Heider | Labeling machine |
| US6471802B1 (en) | 1998-12-07 | 2002-10-29 | Gerro Plast Gmbh | Labeling apparatus and method |
| US6758000B2 (en) | 2001-01-10 | 2004-07-06 | Avery Dennison Corporation | Livestock security tag assembly |
| US6756095B2 (en) | 2001-01-10 | 2004-06-29 | Avery Dennison Corporation | Heat-sealable laminate |
| US6773653B2 (en) | 2001-10-05 | 2004-08-10 | Avery Dennison Corporation | In-mold labeling method |
| US6718664B2 (en) * | 2002-01-03 | 2004-04-13 | Williams Industries | Container having image-carrying sheet and method of manufacturing such container |
| US6716501B2 (en) | 2002-07-18 | 2004-04-06 | Avery Dennison Corporation | Multilayered film |
| DE102007014870A1 (de) * | 2007-03-26 | 2008-10-02 | Khs Ag | Verfahren zum Herstellen von Flaschen oder dergleichen Behälter aus Kunststoff |
| SE538284C2 (sv) * | 2014-08-11 | 2016-04-26 | Hl Inv Ab | Anordning och förfarande för hantering av etiketter i en IML-process |
| CN110844203B (zh) * | 2019-11-27 | 2021-11-30 | 台州市亿源塑业有限公司 | 一种全自动铝箔杯包装设备 |
| US12466202B2 (en) * | 2021-03-05 | 2025-11-11 | Avery Dennison Retail Information Services Llc | Variable length cutting systems and methods |
| DE102024122385A1 (de) | 2024-08-06 | 2026-02-12 | Herma Gmbh | Etikettiervorrichtung zum Etikettieren von Mantelflächen von Objekten, insbesondere von zylindrischen Objekten |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3324508A (en) * | 1964-04-17 | 1967-06-13 | Union Carbide Corp | Apparatus for positioning a label in a mold |
| US4355967A (en) * | 1980-09-30 | 1982-10-26 | The Continental Group, Inc. | Label applying device |
| GB2191729B (en) * | 1986-06-11 | 1989-12-13 | Peerless Plastics Packaging | Manufacture of moulded plastics articles having incorporated blanks |
| US4861541A (en) * | 1987-05-28 | 1989-08-29 | Owens-Illinois Plastic Products Inc. | Method for applying labels to blow molded articles |
| US4853169A (en) * | 1987-06-22 | 1989-08-01 | Owens-Illinois Plastic Products Inc. | Method for applying labels to blow molded articles |
| US4737099A (en) * | 1987-06-25 | 1988-04-12 | Owens-Illinois Plastic Products Inc. | Apparatus for applying labels to blow molded articles |
| US4787833A (en) * | 1987-07-31 | 1988-11-29 | Owens-Illinois Plastic Products Inc. | Apparatus for applying labels to blow molded articles |
| US4824630A (en) * | 1988-02-25 | 1989-04-25 | Owens-Illinois Plastic Products Inc. | Method and apparatus for applying labels in the molds of a plastic blow molding machine |
-
1989
- 1989-10-05 US US07/417,369 patent/US5032344A/en not_active Expired - Fee Related
-
1990
- 1990-09-21 DK DK90310352.1T patent/DK0421641T3/da active
- 1990-09-21 EP EP90310352A patent/EP0421641B1/de not_active Expired - Lifetime
- 1990-09-21 ES ES90310352T patent/ES2093018T3/es not_active Expired - Lifetime
- 1990-09-21 AT AT90310352T patent/ATE145168T1/de not_active IP Right Cessation
- 1990-09-21 DE DE69029118T patent/DE69029118T2/de not_active Expired - Fee Related
-
1997
- 1997-02-12 GR GR970400213T patent/GR3022525T3/el unknown
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1992000844A1 (en) * | 1990-07-13 | 1992-01-23 | Smith & Nephew Plastics (Australia) Pty. Ltd. | In-mould label applicator |
| GB2262257A (en) * | 1990-07-13 | 1993-06-16 | Smith & Nephew Plastics | In-mould label applicator |
| GB2262257B (en) * | 1990-07-13 | 1995-04-19 | Smith & Nephew Plastics | In-mould label applicator |
| EP0524728A1 (de) * | 1991-07-22 | 1993-01-27 | Hoover Universal,Inc. | Etikettentransfervorrichtung für eine Blasformmaschine |
| EP0531922A1 (de) * | 1991-09-10 | 1993-03-17 | Owens-Illinois Plastic Products Inc. | Positionieren und Indexieren von spritzblasgeformten hohlen Kunststoffgegenständen |
| FR2694268A1 (fr) * | 1992-07-28 | 1994-02-04 | Premark Feg Corp | Dispositif d'application d'étiquettes pour étiqueter automatiquement des articles. |
| EP0622166A1 (de) * | 1993-04-30 | 1994-11-02 | Zweckform Etikettiertechnik Gesellschaft mit beschränkter Haftung | Verfahren zur Bereitstellung von einzelnen Etiketten und zur Zuführung dieser Etiketten zu Formteilen |
| DE4314346A1 (de) * | 1993-04-30 | 1994-11-03 | Zweckform Etikettiertechnik | Verfahren zur Bereitstellung von einzelnen Etiketten und zur Zuführung dieser Etiketten zu Formteilen |
| WO1996002378A1 (de) * | 1994-07-15 | 1996-02-01 | Systec Engineering Knauer Gmbh & Co. Kg | Etiketteneinlegeverfahren und -vorrichtung |
| US5919414A (en) * | 1994-07-15 | 1999-07-06 | Systec Engineering Knauer Gmbh & Co. Kg | Label inserting method and apparatus |
| EP0846622A1 (de) * | 1996-12-03 | 1998-06-10 | Esco Electronics Corporation | Mit geringem Druck arbeitende Etikettiervorrichtung und Methode |
| EP0854091A1 (de) * | 1997-01-15 | 1998-07-22 | Eastman Kodak Company | Mechanismus zur Ausrichtung des Etikettierkopfs vor Applikation des Etiketts im Innern eines Kartons |
| NL1006706C2 (nl) * | 1997-08-01 | 1999-02-02 | Vianen De Binderijgroep Bv | Werkwijze en inrichting voor het aanbrengen van vellen materiaal op zich in een rij voortbewegende katernen. |
| WO1999006285A1 (en) * | 1997-08-01 | 1999-02-11 | Add-On International B.V. | A method and a device for affixing sheets of material to objects moving in a row |
| WO2013041272A1 (de) * | 2011-09-20 | 2013-03-28 | Robert Bosch Gmbh | Etikettiereinrichtung für eine thermoformanlage und verfahren |
| US9481123B2 (en) | 2011-09-20 | 2016-11-01 | Robert Bosch Gmbh | Labeling device for a thermoforming system and method |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2093018T3 (es) | 1996-12-16 |
| DK0421641T3 (da) | 1996-12-02 |
| US5032344A (en) | 1991-07-16 |
| EP0421641A3 (en) | 1992-08-12 |
| GR3022525T3 (en) | 1997-05-31 |
| EP0421641B1 (de) | 1996-11-13 |
| DE69029118D1 (de) | 1996-12-19 |
| ATE145168T1 (de) | 1996-11-15 |
| DE69029118T2 (de) | 1997-05-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0421641B1 (de) | Vorrichtung und Verfahren zum Einbringen von Etiketten in die Formen einer Blasformmaschine | |
| CA1249909A (en) | Applying labels to blow molded articles | |
| US5082439A (en) | Apparatus for applying labels in the molds of a plastic blow molding machine | |
| US4737099A (en) | Apparatus for applying labels to blow molded articles | |
| EP0316062B1 (de) | Etikettieren in der Form von spritzblasgeformten hohlen Kunststoffgegenständen | |
| US4679997A (en) | Apparatus for delivering labels to blow molds of a plastic container blowing machine and removing the blown containers with the labels thereon | |
| EP0421642B1 (de) | Vorrichtung und Verfahren zum Einbringen von Etiketten in die Formen einer Blasformmaschine | |
| US4861541A (en) | Method for applying labels to blow molded articles | |
| US5017125A (en) | Apparatus for feeding a label to a cavity of a molding device for thermoforming plastic containers | |
| US4880369A (en) | Apparatus for applying labels to blow molded articles | |
| US4824630A (en) | Method and apparatus for applying labels in the molds of a plastic blow molding machine | |
| EP0329888B1 (de) | Aufbringen von Etiketten auf blasgeformte Gegenstände | |
| EP0324857B1 (de) | Maschine zum formen und etikettieren von streckgeblasenen, hohlen behältern | |
| US4787833A (en) | Apparatus for applying labels to blow molded articles | |
| DE3887883T2 (de) | Verfahren und Vorrichtung zum Anbringen von Etiketten auf blasgeformten Artikeln. | |
| US3280431A (en) | Apparatus for making marked molded articles | |
| JPH0560776B2 (de) | ||
| JPH0245339A (ja) | 吹込成形物にラベルを取付ける方法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19901231 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19940823 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| ITF | It: translation for a ep patent filed | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 145168 Country of ref document: AT Date of ref document: 19961115 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2093018 Country of ref document: ES Kind code of ref document: T3 |
|
| REF | Corresponds to: |
Ref document number: 69029118 Country of ref document: DE Date of ref document: 19961219 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENTANWAELTE |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3022525 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970921 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970921 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970930 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970930 |
|
| 26N | No opposition filed | ||
| BERE | Be: lapsed |
Owner name: OWENS-ILLINOIS PLASTIC PRODUCTS INC. Effective date: 19970930 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19970921 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 90310352.1 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19990630 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 19990728 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19990806 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19990901 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19990916 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19990927 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19991021 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000930 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010401 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010531 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20010401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010601 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20011011 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050921 |