EP0421850A1 - Procédé et dispositif pour constituer fermer et solidariser réciproquement les rabats d'une caisse telle qu'une caisse américaine en carton - Google Patents
Procédé et dispositif pour constituer fermer et solidariser réciproquement les rabats d'une caisse telle qu'une caisse américaine en carton Download PDFInfo
- Publication number
- EP0421850A1 EP0421850A1 EP90402699A EP90402699A EP0421850A1 EP 0421850 A1 EP0421850 A1 EP 0421850A1 EP 90402699 A EP90402699 A EP 90402699A EP 90402699 A EP90402699 A EP 90402699A EP 0421850 A1 EP0421850 A1 EP 0421850A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- flaps
- suction member
- suction
- box
- proximal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 33
- 239000000853 adhesive Substances 0.000 claims abstract description 10
- 230000001070 adhesive effect Effects 0.000 claims abstract description 10
- 238000003825 pressing Methods 0.000 claims description 18
- 239000003292 glue Substances 0.000 claims description 9
- 238000011144 upstream manufacturing Methods 0.000 claims description 8
- 230000003213 activating effect Effects 0.000 claims description 6
- 238000004026 adhesive bonding Methods 0.000 claims description 6
- 238000005304 joining Methods 0.000 claims description 6
- 230000000694 effects Effects 0.000 claims description 3
- 238000012856 packing Methods 0.000 claims description 2
- 125000006850 spacer group Chemical group 0.000 claims description 2
- 230000000903 blocking effect Effects 0.000 description 5
- 238000009826 distribution Methods 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 2
- 210000000056 organ Anatomy 0.000 description 2
- 238000000429 assembly Methods 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/20—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by folding-down preformed flaps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
- B31B50/62—Uniting opposed surfaces or edges; Taping by adhesives
- B31B50/626—Arrangements for permitting the glue to set
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/30—Construction of rigid or semi-rigid containers collapsible; temporarily collapsed during manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/004—Closing boxes
- B31B50/0044—Closing boxes the boxes having their opening facing upwardly
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/76—Opening and distending flattened articles
- B31B50/78—Mechanically
- B31B50/784—Mechanically for setting up boxes having their opening facing upwardly
Definitions
- the invention relates to a method and a device for constituting, closing and securing reciprocally the flaps of a box such as an American cardboard box, or even a Dutch half American box.
- a boxing machine for American boxes of the type comprising means for feeding empty boxes on which are placed upstream downstream, on the one hand, a store of sides of boxes folded flat and stacked and, on the other hand, means for opening, setting up the volume of the box and forming its bottom by folding and joining the flaps which constitute it; means for supplying the contents of the box in batches capable of being collected; means for transferring batches of content with a view to placing them in the open boxes prepared for this purpose, interposed between the downstream end parts of the means for supplying empty boxes and the content; and means for evacuating the boxes on which the transfer means mentioned above are placed from upstream to downstream, on the one hand, and on the other hand, means for constituting the cover by folding and securing the flaps which constitute it, in which the means for opening, setting in volume and constituting the bottom and the means for constituting the cover are mounted sliding but lockable on axes and moved
- two horizontal side rails are provided, movable horizontally and transversely but lockable and adjustable, extending parallel and on either side of the means for supplying boxes and provided with threaded bearings ; at least two threaded rods cooperating with the threaded bearings; bearings of the threaded rods; at least one engine driving the threaded rods via a chain or the like controlled by the control means.
- the first spar supports two pivoting arms upstream and downstream having the function of folding two bottom flaps, means for gluing the first folded flaps and, means having the function of folding the second flaps.
- These counterpart means are constituted by a plurality of juxtaposed jacks, arranged in a matrix comprising at least one row and at least one column, each of the jacks comprising an elementary counterpart plate, the jacks being controlled by the control means, so that 'only part of the cylinders are active, namely those whose elementary plates forming a counterpart can penetrate the body concerned.
- the cylinder matrix is defined by the largest format of boxes to be processed.
- the document FR-2 272 900 relates to the shaping of a plate by means of pivoting levers acting on corresponding elements of the side constituting the plate.
- Document FR-2 429 154 relates to the development and closure of a folded cardboard blank.
- Document FR-2 523 549 relates to the sealing of cardboard boxes and provides thrust members, such as idle rollers, movable between the distant and close positions, capable of exerting pressure on the sides of the box in opposite directions.
- Document FR-2 273 715 relates to the folding, for mounting, of cardboard packaging trays comprising means for folding the flaps inward.
- Document FR-2 405 873 relates to the folding of the interior flaps of a cardboard box.
- Document FR-2 029 300 provides for pressing on the top of the opening of a cardboard box filled with its contents, the flaps having been previously glued.
- Documents US-2,280,773 and 4,163,414 illustrate mechanical means intended for folding the flaps of cardboard boxes.
- Such casing machines therefore comprise, associated with other organs, components, sub-assemblies, devices, a device for constituting, closing and securing reciprocally the flaps of an American box (or any equivalent box, this precision n being more systematically repeated later), this device comprising body support and drive means; means for bringing the inner flaps at least substantially into their final position, such as arms; means for gluing the two joining areas; means for bringing the outer flaps at least substantially into their final position such as movable arms; and means for temporarily exerting on the two pairs of flaps a suitable force to urge them towards each other and to maintain fixed contact with the areas of mutual fastening for the time necessary for a suitable setting of the adhesive.
- Such a device is implemented by a method comprising steps in which the inner flaps are brought at least substantially into their final position, adhesive is deposited on areas for securing the flaps; the outer flaps are brought at least substantially into their final position; when the bonded bonding zones are in reciprocal contact, a temporary force is exerted on the two pairs of flaps to urge them towards each other and maintain the fixed contact of the reciprocal bonding zones for the time necessary for a suitable setting of the glue.
- the size of the plate must always be at most equal (apart from the essential clearances) to the space taken up inside the box because, otherwise, the plate could not penetrate and remain inside it.
- the invention aims to overcome these various problems. It therefore aims to allow the constitution, closing and reciprocal joining of a flap box, such as an American box, with an increased rate and being able, in a certain way and with certain embodiments, to free from the obligation to have a size plate at most equal to that, inside, of the body. Given the means used, the invention applies both to the bottom and to the cover of the box.
- the invention provides a method of the type mentioned above, such that, to temporarily exert on the two pairs of flaps a suitable force to urge them towards each other, the pair of flaps is pivotally blocked outside in their final position to prevent them from tending to return to their initial position; and the pair of inner flaps is urged, by suction, from the outside of the box, through the slot-shaped passage limited by the two free edges facing the pair of outer flaps, which has the effect of pressing and lock the inner flaps against the outer flaps.
- a device for implementing the method, of the type mentioned above, is such that the means comprise on the one hand a suction member, movable between a distal position and a proximal position, likely to be located in the proximal position, in the active state, located in the vicinity of the means therefore outside the box and, on the other hand, associated with the suction member of the support and drive means, of the creation means a depression communicating with the suction member and control means.
- the invention relates to a method for constituting, closing and securing reciprocally the flaps of a box 1 such as an American cardboard box but also an American half box or a Dutch box and more generally any other similar box.
- a box 1 such as an American cardboard box but also an American half box or a Dutch box and more generally any other similar box.
- Such a box comprises four side walls as well as a bottom 3 and a cover 4.
- the bottom 3 or the cover 4 is of the type comprising a pair of interior flaps 5 and a pair of exterior flaps 6 associated with the adjoining side walls 2, of pivotally, around fold lines 7, 8 respectively.
- Each inner flap 5 is limited by a fold line 7, a free parallel edge 9 and two lateral edges 10 connecting them.
- An outer flap 6 is limited by a fold line 8, a parallel free edge 11 and two lateral edges connecting them 12.
- the bottom 3 and the cover 4 have the same general structure. And the invention applies equally to one and to the other, the box being empty in the case of closing the bottom 3 and full in the case of closing the cover 4.
- the American body 1 considered is such that the external flaps 6 are contiguous, that is to say that their respective free edges 11 are substantially contiguous and with internal flaps 5 that are not contiguous, that is to say that their free edges respective 9 are spaced from each other, providing between them a space 13.
- the invention would also apply to the case of an American box of which all the flaps are joined. It would also apply in the case where the outer flaps 6 are not contiguous.
- inner flaps 5 is meant the flaps which are, when the bottom 3 or the cover 4 to which they belong is made and closed, on the side of the interior volume 14 of the body 1, as opposed to the outer flaps 6 which are opposite to the interior volume 14 and cover the interior flaps 5.
- Each internal flap 5 has an internal face 15 and an external face 16 and each external flap 6 has an internal face 17 and an external face 18.
- the internal face 15, 17 means a face facing the internal volume 14 and it means by external face 16, 18, a face turned away from the internal volume 14, when the box 1 or the bottom 3 or cover 4 concerned is closed.
- the method and the device according to the invention apply not only to an American box 1 as just described but to any packaging having a general structure of the same type, that is to say comprising flaps such as that 5, 6 mounted so as to be able to pivot with respect to side walls 2 along fold lines 7, 8.
- the method and the device according to the invention are preferably used for the bottom 3 of the empty box 1 but they can also be implemented for the cover 4 of the full box. The description therefore also refers to both.
- the interior flaps 5 and the exterior flaps 6 come in line with the adjoining side walls 2 and the interior flaps 5 are substantially perpendicular to the exterior flaps 6.
- the flaps are shown in their initial position slightly diverging from the walls. side 2 to make the drawings clearer.
- the final position of the flaps 5, 6 corresponds to that where the bottom 3 or cover 4, respectively, is produced and closed.
- the flaps of each pair of flaps 5, 6 are then substantially coplanar and facing each other, the two pairs of flaps being arranged transversely relative to each other ( Figures 2D, 3D and 4D with regard to the background 3).
- the two flaps of each pair of flaps 5, 6 are independent of each other. However, they are generally arranged symmetrically to each other with respect to a median plane of the body 1. In addition, they are generally displaced in synchronism and in the same movement, symmetrically with respect to the same median plane.
- a longitudinal direction and a transverse direction both horizontal and a vertical direction. It is also defined by convention as being a transverse plane any vertical plane parallel to the transverse direction and by longitudinal plane any vertical plane parallel to the longitudinal direction. Finally, a horizontal plane is parallel to the longitudinal and transverse directions.
- the method and the device of the invention are implemented in the following typical case: the side walls 2 are located in horizontal or transverse planes.
- the bottom 3 or cover 4, respectively, once made and closed, are located in two longitudinal planes parallel to each other and spaced from one another.
- the fold lines 7 of the inner flaps 5 have the vertical direction and the fold lines 8 of the outer flaps 6 have the longitudinal direction.
- the inner flaps 5 In their initial position, the inner flaps 5 extend parallel to transverse planes, substantially, while in their initial position the outer flaps 6 extend in horizontal planes, substantially.
- the passage 20 is located in a longitudinal plane and extends along the longitudinal direction.
- the method and the device according to the invention are preferably used when the body 1 is moved in the longitudinal direction. This movement is either rectilinear (case of the machine according to FIG. 12) or circular (variant of the machine not shown, of the carousel type).
- the device generally comprises means 21 for supporting and driving the body 1; and from upstream to downstream means 22 for bringing the inner flaps 5 at least substantially into their final position, such as arms; means 23 for gluing areas for securing the faces 16, 17; means 24 for bringing the outer flaps 6 at least substantially into their final position, such as movable arms; and means 25 for temporarily exerting on the two pairs of flaps 5, 6 a suitable force to urge them towards each other and to maintain fixed contact with the reciprocal securing zones for the time necessary for a suitable setting of the adhesive 19.
- the body support and drive means 21 are constituted, in the variant of machine shown, by a conveyor comprising tabs 26, this conveyor being disposed substantially horizontally, extending and being moved longitudinally by sliding while the tabs 26 are directed vertically and upwards so that a box 1 rests and is driven by a horizontal side wall 2 resting on the conveyor and a vertical side wall 2 on which the cleat 26 locks.
- the means 22 can be defined as being means for folding the inner flaps 5 and the means 24 as means for folding the outer flaps 6.
- the means 25 can be qualified as means of mutual pressure of the inner 5 and outer 6 flaps.
- the method comprises successive stages in which the inner flaps are brought at least substantially into their final position, by folding around the lines 7, by means 22; we deposit glue 19 on areas for joining the external 16 and / or internal 17 faces; the outer flaps 6 are brought at least substantially into their final position by folding around fold lines 8 by means 24 and when the bonded bonding zones are in reciprocal contact, the two pairs of flaps 5, 6 are exerted temporarily suitable force to urge them towards each other and maintain the fixed contact of the reciprocal joining zones for the time necessary for a suitable setting of the adhesive 19 and this thanks to the means 25.
- the device according to the he invention firstly comprises a suction member 27 movable between a distal position (FIGS. 2F, 3F and 6) and a proximal position (FIGS. 2E, 3E and 7), capable of being, in the proximal position, at the active state (arrow V of Figures 2E, 3E and 4E).
- This suction member 27 is located in the vicinity of the means for folding the outer flaps 24.
- the suction member 27 is therefore entirely and permanently located outside of the body 1, that is to say at outside its internal volume 14.
- the device comprises, secondly, associated with the suction member 27, means 28 for supporting and driving this suction member 27, means 29 for creating 'A depression communicating with the suction member 27 ( Figure 13), and control means not shown.
- the means 29 for creating a vacuum and means of communication between the suction member 27 and the means 29 are also called subsequently and as a whole suction means.
- the pair of external flaps 6 in order to exert the desired reciprocal pressure on the flaps 5, the pair of external flaps 6 is pivotally blocked in their final position to prevent them from tending to return to their initial position (FIGS. 2D, 3D, 4D, 2E, 3E and 4E) by means 24; and the pair of inner flaps 5 is urged, by suction, from the outside of the body 1, through the passage 20, by virtue of the suction member 27 used for this purpose.
- This has the effect of pressing and blocking the inner flaps 5 against the outer flaps 6 which are themselves locked in their final position ( Figures 2F, 3F, 4F and 7).
- the method according to the invention therefore implements the suction member 27.
- the suction member 27 is applied to the outer faces 18 of the outer flaps 6 , at least straddling the passage 20 and facing the inner flaps 5 when they are in their final position.
- the suction member 27 is active so as to create a vacuum on the side of the external faces 16 of the interior flaps 5.
- a suction member 27 having a suction zone 30 adjustable in longitudinal direction along the passage 20 so as to be able to constitute, close and secure boxes of variable format. especially in the longitudinal direction.
- the suction member 27 is movable between a distal position where it is spaced from the bottom 3 or cover 4 respectively so as not to interfere with the flaps 5, 6 whatever their poisition and a proximal position or its suction area 30 is substantially in the plane of the outer faces 18 of the outer flaps 6 when they are in the final position.
- the suction member 27, supported and driven by the means 28 is slidably mounted along a transverse axis 31 perpendicular to the reference plane of the bottom 3 or cover 4 respectively.
- the reference plane P of the bottom 3 or cover 4 is designated respectively, the plane defined essentially by the external faces 18 of the external flaps 6.
- the support and drive means 28 may comprise a cylinder d 'axis 31 whose rod 32 is fixed to the suction member 27 and whose body 33 is carried by a frame 34 of the device.
- the suction member 27 is used so that locked in its proximal position, it contributes at least to ensuring the pivoting locking of the pair of outer flaps 6 to prevent their return to their initial position. Between these distal and proximal positions, the suction member 27 is moved to slide along the axis 31.
- the suction member 27 can be either in an active state in which the suction is effective, or in an inactive state where the suction does not intervene.
- the control means control the suction member 27 so that the latter is in the active state in and only in its proximal position.
- an open box 1 is brought in, the flaps 5, 6 of which are substantially in the extension of the side walls 2.
- the box 1 is filled with its contents and, finally, the cover 4 is closed and secured.
- the pair of inner flaps 5, by folding inward, at least substantially in their final position is represented by the arrows R1 in FIGS. 2B, 3B and 4B.
- Glue is deposited on the external faces 16 of the inner flaps 5.
- This step is represented by the arrows C in FIGS. 2C, 3C and 4C.
- the adhesive 19 is deposited in a punctual or elongated or surface manner.
- the glue is deposited in the median zones of the inner flaps 5, that is to say the zone close to the right of the passage 20.
- the suction member 27 is brought into its proximal position. In its proximal position, the suction member is in the active state. This is illustrated by FIGS.
- folding arms 24 of these flaps are used, mobile, each displaced from a distal inactive position (FIG. 6) to a proximal active position (FIG. 7 ).
- the folding arms 24 are used, preferably when they are in their active proximal position, so as to at least contribute to ensuring the pivoting locking of the pair of outer flaps 6.
- the folding arms 24 ensure the blocking rather in the vicinity of the fold lines 8 while that the suction member 27 ensures blocking rather in the vicinity of the free edges 11.
- the suction member 27 is brought from its proximal position to its distal position and the folding arms from their active proximal position to their inactive distal position at least substantially simultaneously.
- the suction member 27 can be, in one possible embodiment, in the form of a hollow box, flattened in the vertical direction and elongated in the longitudinal direction. Such a box is limited for example by two horizontal walls 35 spaced from one another in a vertical direction, two transverse walls 36, at the end, a rear longitudinal wall 37 and a front longitudinal wall 38.
- the jack rod 32 is fixed, for example, to the rear longitudinal wall 37.
- the front longitudinal wall 38 is pierced with suction orifices 39 defining in combination the suction zone 30.
- the suction means 29 are fixed and carried by the frame 34 and are connected to the box of the suction member 27 by a flexible pipe 40.
- This flexible pipe 40 can open, for example, into one or both transverse walls 36.
- means are provided inside the box, such as deflectors capable of ensuring a suitable distribution of the suction over the entire desired length of the suction zone 30.
- the suction means 29 are constituted for example by a vacuum pump, a suction turbine or a venturi device or equivalent.
- the suction is uniform through the various suction ports 39.
- it is stronger for some suction ports 39 and less strong for others.
- provision can be made to ensure greater suction in the central part of the bottom 3 or cover 4, the closest to the free edges 9 and the furthest from the fold lines 8 and, conversely, a weaker suction nearby. fold lines 8.
- the box constituting the suction member 27 can be provided with members for adjusting the suction flow, inside or, again, the suction orifices 39 can be of different surface.
- an elastically deformable air seal such as a seal in the form of a bead of elastic plastic material.
- the suction member 27 can be constituted by a multiplicity of elementary suction cups aligned longitudinally.
- the means 24 for returning the outer flaps 6 at least substantially to their final position preferably include, as mentioned, movable folding arms each between a distal inactive position ( Figure 6) and a proximal active position.
- these arms are pivotally mounted around longitudinal pivot axes 41.
- the folding arms 24 include pressing returns 42 intended to be applied to the external faces 18 when they are in their final position. These pressing returns 42 define - when the arms 24 are in their active proximal position - the reference plane P.
- the external face of the pressing returns 42 and the suction zone 30, when the folding arms 24 are in the proximal active position and the suction member 27 in the proximal position are substantially coplanar, in the reference plane P as is clearly visible in FIG. 7.
- a folding arm 24 has, in a transverse plane, a general shape of an inverted pseudo L comprising a main part 43 forming a spacer, supporting, at one of its end parts, a pressing return 42 directed substantially perpendicularly and the other of which end part 44 is inclined on the main part 43 or curved and is pivotally mounted on the frame 34 around the axes 41.
- a pressing return 42 comprises a main part 45 and at least one wing 46 inclined on the main part 45 or curved in the same relative direction as the main part 43 of the arm 24.
- the two folding arms 24 define a free central space 47 in which is housed at least partially the suction member 27 as well as the means 28 for driving support.
- the pressing returns 42 in particular their wings 46 are reciprocally separated, in particular when the arms 24 are in their active proximal folding position, which makes it possible to provide a passage 47a forming part of the free space 47 between them, passage 47a in which the suction member 27 can be housed and slide to move.
- the suction zone 30 of the suction member 27 is adjustable in the longitudinal direction, that is to say that its length is adjustable which makes it possible to constitute, close and bring together boxes of different formats, in particular of more or less long longitudinal dimensions.
- the production of such a suction member 27 with a suction zone 30 adjustable in the longitudinal direction can be the subject of several alternative embodiments.
- FIGS. 8 and 9 show a first possible variant embodiment.
- the suction member 27 is in two parts 48a, 48b distinct from each other, carried by support means 28a, 28b distinct.
- the two parts 48a, 48b are each of dimension in a limited longitudinal direction and the spacing between them -or E- can vary from a maximum value (Figure 8) to a minimum value, possibly zero ( Figure 9) corresponding to boxes 1 of maximum and minimum format respectively, in longitudinal direction.
- the two parts 48a, 48b may each have the structure described above and for this reason need not be described further.
- each of the parts 48a, 48b may have on its front longitudinal wall 38 a single suction orifice 39. Spacing adjustment means, not shown, allow the adjustment and locking of the two parts 48a, 48b in any position of so as to adjust the longitudinal spacing between them.
- the two parts 48a, 48b are carried by two arms mounted on a longitudinal threaded shaft arranged so that the same direction of rotation of this threaded shaft causes the arms to slide in two directions opposite to each other, a motor or gear motor ensuring the drive of the threaded shaft.
- the suction member 17 is in at least two parts forming a telescopic assembly by sliding, adjustment and blocking and any position by means of spacing adjustment means.
- the suction member 27 comprises a plurality of suction holes extending longitudinally, placed one after the other, the suction member 27 being fixed length in longitudinal direction. And, means are then provided for selectively activating some or all of the suction ports 39.
- the means for selectively activating the suction ports 39 include means to selectively open or close the ports 39. For example, shutters can be opened and closed, respectively for each orifice 39.
- the means for selectively activating the orifices 39 are pneumatic and non-mechanical and selectively provide suction by the orifices 39 desired. It can then be a multi-distribution for each of the suction orifices 39 of the appropriate sectioning means making it possible to activate or on the contrary to render such or such distribution inactive.
- the assembly constituted by the suction member 27, the folding arms 24 and the associated means is carried by the frame 34 which is entirely located on the same side of the conveyor constituting the support and drive means 21 .
- this assembly - and therefore the frame 34 - is fixed as a whole relative to the conveyor 21, in transverse direction.
- the frame 34 can be moved with transverse sliding so that the proximal position of the suction member 27 is coplanar with the reference plane P, as mentioned.
- the device comprises two successive separate stations along the conveyor 21, namely an upstream station 49 consisting of the folding arms of the inner flaps 22 and the gluing means 23 and a downstream station 50 consisting of the means of folding the flaps 24 and the reciprocal pressure means 25.
- an upstream station 49 consisting of the folding arms of the inner flaps 22 and the gluing means 23
- a downstream station 50 consisting of the means of folding the flaps 24 and the reciprocal pressure means 25.
- the invention finally relates to a case packing machine for American boxes comprising a device as described above or allowing the implementation of the method also described.
- This machine is in particular of the type described in document US Pat. No. 4,807,428. For this reason, this machine is not described here in detail.
- reciprocal pressure means comprising an outer plate and elementary plates forming a counterpart mounted at the end of rods of cylinders so as to be placed inside the body 1 in its internal volume 14
- the machine according to the invention comprises the device which has just been described.
- Such a machine comprises a frame 51, the means 21 for supporting and driving the boxes such as a cleat conveyor, a magazine 52 of sides of boxes folded flat and stacked, located at the end upstream of the cleat conveyor 21, means 53 for transferring a side of the magazine 52 onto the conveyor 21 and then, from upstream to downstream, the two stations 49 and 50.
- a device for preparing and transferring content in front be placed in the open case 1 and the bottom 3 of which is made and secured together with a device for constituting, closing and securing the cover 4.
- Such a device can be of the type mentioned above, although this is not always essential being given that the content in the box 1 can, by itself constitute the consideration necessary for the application of the outer flaps on the inner flaps.
- the various components of the machine can be mounted in a sliding but lockable manner so as to allow the machine to be used for boxes 1 of different formats.
- the median longitudinal vertical plane of the machine permanently constitutes the longitudinal vertical plane of symmetry of the boxes 1.
- the frame 34 is mounted to slide. transverse to the frame 51 so as to be adapted to the format of the body 1 in the transverse direction.
- the frame 34 could remain fixed relative to the frame 51 if the vertical and longitudinal reference plane of the boxes 1 was the reference plane P.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
- Closing Of Containers (AREA)
Abstract
Procédé pour constituer, fermer et solidariser les rabats d'une caisse comprenant les étapes dans lesquelles on amène les rabats intérieurs (5) dans leur position finale, on dépose de la colle (19) sur des zones de solidarisation des rabats (5, 6) ; on amène les rabats extérieurs (6) dans leur position finale ; lorsque les zones de solidarisation encollées sont en contact réciproque, on exerce sur les deux paires de rabats (5, 6), une force convenable pour les solliciter l'une vers l'autre et maintenir le contact fixe des zones de solidarisation réciproque pendant la durée nécessaire à une prise convenable de la colle, caractérisé par le fait qu'on bloque à pivotement la paire de rabats extérieurs (6) dans leur position finale et on sollicite la paire de rabats intérieurs (5), par aspiration, depuis l'extérieur de la caisse (1), à travers le passage (20) en forme de fente limité par les deux bords libres (11) en regard de la paire de rabats extérieurs (6).
Description
- L'invention concerne un procédé et un dispositif pour constituer, fermer et solidariser réciproquement les rabats d'une caisse telle qu'une caisse américaine en carton, ou encore une demi caisse américaine hollandaise.
- On connaît déjà (document US-4 807 428 et machine dite "FLEXILINE" de la firme VEGA AUTOMATION), une machine d'encaissage pour caisses américaines du type comportant des moyens d'amenée de caisses vides sur lesquelles sont placés d'amont en aval d'une part un magasin de flancs de caisses pliées à plat et empilés et d'autre part des moyens d'ouverture, de mise en volume de la caisse et de constitution de son fond par pliage et solidarisation des rabats qui le constituent ; des moyens d'amenée du contenu de la caisse en lots aptes à être encaissés; des moyens de transfert des lots de contenu en vue de les placer dans les caisses ouvertes préparées à cet effet, interposés entre les parties extrêmes aval des moyens d'amenée de caisses vide et du contenu ; et des moyens d'évacuation des caisses sur lesquels sont placés d'amont en aval d'une part les moyens de transfert mentionnés ci-dessus et d'autre part des moyens de constitution de couvercle par pliage et solidarisation des rabats qui le constituent, dans laquelle les moyens d'ouverture, de mise en volume et de constitution du fond et les moyens de constitution du couvercle sont montés coulissants mais blocables sur des axes et déplacés le long de ces axes par des moyens d'entraînement intégrés à demeure à la machine et associés à des moyens de commande numérique, les moyens constitutifs de la machine pouvant être déplacés au moins partiellement simultanément.
- Dans la forme de réalisation connue mentionnée précédemment, il est prévu deux longerons horizontaux, latéraux, mobiles horizontalement et transversalement mais blocables et réglables, s'étendant parallèlement et de part et d'autre des moyens d'amenée de caisses et munis de paliers taraudés ; au moins deux tiges filetées coopérant avec les paliers taraudés ; des paliers des tiges filetées ; au moins un moteur d'entraînement des tiges filetées par l'intermédiaire d'une chaîne ou similaire commandé par les moyens de commande. Le premier longeron supporte d'amont en aval deux bras pivotant ayant pour fonction de plier deux rabats du fond, des moyens d'encollage des premiers rabats pliés et, des moyens ayant pour fonction de plier les seconds rabats. Le second longeron supporte, en regard des dits moyens, des moyens mobiles formant contrepartie pour les premiers rabats à l'intérieur de la caisse. Ces moyens formant contrepartie sont constitués par une pluralité de vérins juxtaposés, agencés en matrice comportant au moins une ligne et au moins une colonne, chacun des vérins comportant une plaquette élémentaire de contrepartie, les vérins étant commandée par les moyens de commande, de manière qu'une partie seulement des vérins soient actifs à savoir ceux dont les plaquettes élémentaires formant contrepartie peuvent pénétrer dans la caisse concernée. La matrice de vérins est définie par le plus grand format de caisses à traiter.
- L'état de la technique est également illustré par les documents suivants : le document FR-2 272 900 concerne la mise en forme d'un plateau au moyens de leviers pivotant agissant sur des éléments correspondant du flanc constituant le plateau. Le document FR-2 429 154 concerne le développement et la fermeture d'une ébauche de carton pliée. Le document FR-2 523 549 concerne le scellage de boîtes en carton et prévoit des organes de poussée, tels que des galets fous, mobiles entre les positions éloignée et rapprochée, aptes à exercer sur les flancs de la boîte des pressions de sens contraires. Le document FR-2 273 715 concerne le pliage , en vue du montage, de plateaux d'emballage en carton comprenant des moyens pour replier les rabats vers l'intérieur. Le document FR-2 405 873 concerne le pliage des rabats intérieurs d'une boîte en carton. Le document FR-2 029 300 prévoit de presser sur le dessus de l'ouverture d'une boîte en carton remplie de son contenu, les rabats ayant été préalablement encollés. Les documents US-2 280 773 et 4 163 414 illustrent des moyens mécaniques destinés à plier les rabats de caisses en carton.
- L'état de la technique est également démontré pour le document US- 3 465 490.
- De telles machines d'encaissage comportent donc, associé à d'autres organes, composants, sous-ensembles, dispositifs, un dispositif pour constituer, fermer et solidariser réciproquement les rabats d'une caisse américaine (ou toute autre caisse équivalente, cette précision n'étant plus systématiquement répétée ultérieurement), ce dispositif comprenant des moyens de support et d'entraînement de caisse ; des moyens pour amener les rabats intérieurs au moins sensiblement dans leur position finale, tels que des bras ; des moyens d'encollage des deux zones de solidarisation ; des moyens pour amener les rabats extérieurs au moins sensiblement dans leur position finale tels que des bras mobiles ; et des moyens pour exercer temporairement sur les deux paires de rabats une force convenable pour les solliciter l'une vers l'autre et maintenir le contact fixe des zones de solidarisation réciproque pendant la durée nécessaire à une prise convenable de la colle. Un tel dispositif est mis en oeuvre par un procédé comprenant des étapes dans lesquelles on amène les rabats intérieurs au moins sensiblement dans leur position finale, on dépose de la colle sur des zones de solidarisation des rabats ; on amène les rabats extérieurs au moins sensiblement dans leur position finale ; lorsque les zones de solidarisation encollées sont en contact réciproque, on exerce temporairement sur les deux paires de rabats, une force convenable pour les solliciter l'une vers l'autre et maintenir le contact fixe des zones de solidarisation réciproque pendant la durée nécessaire à une prise convenable de la colle.
- Si l'on se réfère à l'état de la technique dans lequel les moyens formant contrepartie, nécessaires à la fermeture du fond de la caisse, à ce moment susbtantiellement vide, sont constitués par une plaque -ou équivalent- (en une partie unique ou en plusieurs plaquettes élémentaires) portée par un (ou par une pluralité) vérin -ou équivalent-, de manière à pouvoir être engagée dans la caisse, à l'intérieur, contre le fond, on a rencontré plusieurs problèmes ou limitations.
- En premier lieu, l'encombrement de la plaque doit toujours être au plus égal (aux jeux indispensables près) à l'encombrement intérieur de la caisse car, sinon, la plaque ne pourrait pénétrer et rester à l'intérieur de celle-ci.
- En deuxième lieu, il ne doit pas y avoir dans la caisse d'éléments, organes, pièces, reliefs, etc... de nature à gêner le mouvement d'introduction de la plaque.
- En troisième lieu, les cadences restent limitées étant donné la course importante que doit faire la plaque.
- L'invention a pour but de surmonter ces différents problèmes. Elle vise donc à permettre la constitution, la fermeture et la solidarisation réciproque d'une caisse à rabats, telle qu'une caisse américaine, avec une cadence accrue et en pouvant, d'une certaine façon et avec certains modes de réalisation, s'affranchir de l'obligation d'avoir une plaquette d'encombrement au plus égal à celui, intérieur, de la caisse. Compte-tenu des moyens mis en oeuvre l'invention s'applique aussi bien au fond qu'au couvercle de la caisse.
- A cet effet, l'invention propose un procédé du type mentionné plus haut, tel que, pour exercer temporairement sur les deux paires de rabats une force convenable pour les solliciter l'une vers l'autre, on bloque à pivotement la paire de rabats extérieurs dans leur position finale pour les empêcher de tendre à revenir vers leur position initiale ; et on sollicite la paire de rabats intérieurs, par aspiration, depuis l'extérieur de la caisse, à travers le passage en forme de fente limité par les deux bords libres en regard de la paire de rabats extérieurs, ce qui a pour effet de plaquer et bloquer les rabats intérieurs contre les rabats extérieurs. Un dispositif, pour la mise en oeuvre du procédé, du type mentionné plus haut, est tel que les moyens comprennent d'une part un organe d'aspiration, déplaçable entre une position distale et une position proximale, susceptible de se trouver, dans la position proximale, à l'état actif, situé au voisinage des moyens donc à l'extérieur de la caisse et, d'autre part, associés à l'organe d'aspiration des moyens de support et d'entraînement, des moyens de création d'une dépression communiquant avec l'organe d'aspiration et des moyens de commande.
- Les autres caractéristiques de l'invention résulteront de la description qui suivra en référence aux dessins annexés dans lequels :
- - La figure 1 est une vue schématique, en perspective, d'une caisse américaine fermée permettant la mise en oeuvre du procédé et du dispositif selon l'invention.
- - Les figures 2A, 2B, 2C, 2D, 2E et 2F sont six vues schématiques de dessus d'une caisse américaine dans différentes étapes de mise en oeuvre du procédé avec le dispositif selon l'invention.
- - Les figures 3A, 3B, 3C, 3D, 3E et 3F sont six vues schématiques frontales et verticales correspondant aux figures 2A à 2F.
- - Les figures 4A, 4B, 4C, 4D, 4E et 4F sont six vues schématiques en élévation du fond ou du couvercle de la caisse dans les étapes de fonctionnement représentées sur les figures 2A à 2F et 3A à 3F.
- - La figure 5 est une vue schématique, en perspective, de la caisse américaine mise en oeuvre dans le procédé et le dispositif selon l'invention avec le fond ou le couvercle ouvert.
- - Les figures 6 et 7 sont deux vues schématiques en coupe par un plan vertical frontal du dispositif selon l'invention respectivement en position distale ou à l'état inactif et en position proximale ou à l'état actif.
- - Les figures 8 et 9 sont deux vues schématiques en élévation par rapport à un plan vertical longitudinal d'une première variante de réalisation du dispositif selon l'invention.
- - Les figures 10 et 11 sont deux vues schématiques en élévation par rapport à un plan vertical longitudinal d'une seconde variante de réalisation du dispositif selon l'invention.
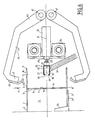
- - La figure 12 est une vue schématique en coupe par un plan vertical longitudinal d'une machine d'encaissage mettant en oeuvre le dispostif selon l'invention.
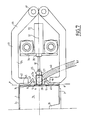
- - La figure 13 est une vue schématique en coupe par un plan vertical et transversal, partielle, de la machine représentée sur la figure 12 selon la ligne XIII-XIII de celle-ci.
- L'invention concerne un procédé pour constituer, fermer et solidariser réciproquement les rabats d'une caisse 1 telle qu'une caisse américaine en carton mais aussi bien une demi caisse américaine ou une caisse hollandaise et plus généralement toute autre caisse similaire.
- Une telle caisse comprend quatre parois latérales ainsi qu'un fond 3 et un couvercle 4. Le fond 3 ou le couvercle 4 est du type comprenant une paire de rabats intérieurs 5 et une paire de rabats extérieurs 6 associés aux parois latérales 2 attenantes, de façon pivotante, autour de lignes de pliage respectivement 7, 8. Chaque rabat intérieur 5 est limité par une ligne de pliage 7, un bord libre parallèle 9 et deux bords latéraux 10 les reliant. Un rabat extérieur 6 est limité par une ligne de pliage 8, un bord libre parallèle 11 et deux bords latéraux les reliant 12.
- Préférentiellement, le fond 3 et le couvercle 4 ont même structure générale. Et l'invention s'applique aussi bien à l'un qu'à l'autre, la caisse étant vide dans le cas de la fermeture du fond 3 et pleine dans la cas de la fermeture du couvercle 4.
- Préférentiellement, la caisse américaine 1 considérée est telle que les rabats extérieurs 6 sont jointifs c'est-à-dire que leurs bords libres 11 respectifs sont sensiblement jointifs et à rabats intérieurs 5 non jointifs c'est-à-dire que leurs bords libres respectifs 9 sont écartés l'un de l'autre, ménageant entre eux un espace 13. Cependant, l'invention s'appliqueraient également au cas d'une caisse américaine dont tous les rabats seraient jointifs. Elle s'appliquerait également dans le cas où les rabats extérieurs 6 ne seraient pas jointifs.
- On entend par rabats intérieurs 5, les rabats qui se trouvent, lorsque le fond 3 ou le couvercle 4 auquel ils appartiennent est réalisé et fermé, du côté du volume intérieur 14 de la caisse 1, par opposition aux rabats extérieurs 6 qui sont opposés au volume intérieur 14 et viennent recouvrir les rabats intérieurs 5.
- Chaque rabat intérieur 5 comporte une face interne 15 et une face externe 16 et chaque rabat extérieur 6 comporte une face interne 17 et une face externe 18. On entend par face interne 15, 17, une face tournée vers le volume intérieur 14 et on entend par face externe 16, 18, une face tournée à l'opposé du volume intérieur 14, lorsque la caisse 1 ou le fond 3 ou couvercle 4 concernée est fermée.
- Lorsque le fond 3 ou couvercle 4 est réalisé et fermé (figure 1), les rabats de chaque paire de rabats 5, 6 respectivement sont sensiblement coplanaires et en regard l'un de l'autre. De plus, les deux paires de rabats 5, 6 sont disposées transversalement l'une par rapport à l'autre, les bords libres 9 et 11 étant sensiblement perpendiculaires. Par ailleurs, de la colle 19 associe rigidement des zones de solidarisation en contact appartenant respectivement aux faces externes 16 des rabats intérieurs 5 et aux faces internes 17 des rabats extérieurs 6. Cette colle 19 se présente sous la forme de points, de lignes ou de surface, de façon connue en soi de l'homme du métier. Une telle caisse 1 telle qu'elle vient d'être décrite est généralement connue en soi de l'état de la technique et n'est décrite ici que pour bien faire comprendre le procédé et le dispositif selon l'invention. Le procédé et le dispositif selon l'invention s'appliquent non seulement à une caisse américaine 1 telle qu'elle vient d'être décrite mais à tout emballage présentant une structure générale du même type c'est-à-dire comprenant des rabats tels que 5, 6 montés de manière à pouvoir pivoter par rapport à des parois latérales 2 le long de lignes de pliage 7, 8.
- Selon une caractéristique habituelle des caisses américaines 1 telles qu'elles viennent d'être décrites ainsi que des emballages du même type, il existe, même lorsque les rabats sont dits jointifs, un passage en forme de fente limitée par les deux bords libres jointifs en regard. Tel est par exemple le cas, pour la caisse américaine 1 qui vient d'être décrite en ce qui concerne les rabats extérieurs 6 dont les bords libres 11 bien que théoriquement jointifs laissent entre eux un certain jour ou passage 20. Ce jour ou passage 20 résulte des imperfections de découpe des bords libres 11 correspondants ainsi que d'un jeu prévu à cet effet pour éviter le recouvrement intempestif des rabats 6 l'un sur l'ature. Ce jeu ou passage 20 peut avoir une dimension transversale de l'ordre du millimètre ou moins jusqu'à éventuellement quelques millimètres ou plus.
- Le procédé et le dispositif selon l'invention sont préférentiellement utilisés pour le fond 3 de la caisse 1 vide mais ils peuvent aussi être mis en oeuvre pour le couvercle 4 de la caisse pleine. La description se réfère donc également à l'un et à l'autre cas.
- La description se réfère, en ce qui concerne les rabats 5 et 6, à des positions initiale et finale. Ces positions sont les suivantes : dans leur position initiale (figures 2C, 3C et 4C), les deux rabats intérieurs 5 sont parallèles entre eux et écartés l'un par rapport à l'autre et les deux rabats extérieurs 6 sont parallèles entre eux et écartés l'un de l'autre. Les rabats intérieurs 5 et les rabats extérieurs 6 viennent dans le prolongement des parois latérales attenantes 2 et les rabats intérieurs 5 sont sensiblement perpendiculaires aux rabats extérieurs 6. Sur les figures, on a représenté les rabats dans leur position initiale légèrement divergents par rapport aux parois latérales 2 afin de rendre les dessins plus clairs. La position finale des rabats 5, 6 correspond à celle où le fond 3 ou couvercle 4, respectivement, est réalisé et fermé. Ainsi qu'il a été déjà indiqué, les rabats de chaque paire de rabats 5, 6 sont alors sensiblement coplanaires et en regard, les deux paires de rabats étant disposées transversalement l'une par rapport àé l'autre (figures 2D, 3D et 4D en ce qui concerne le fond 3).
- Les deux rabats de chaque paire de rabats 5, 6 sont indépendants l'un de l'autre. Toutefois, ils sont généralement disposés symétriquement l'un de l'autre par rapport à un plan médian de la caisse 1. De plus, ils sont généralement déplacés en synchronisme et selon un même mouvement, symétriquement par rapport au même plan médian.
- Par convention, on définit dans l'espace trois directions deux à deux orthogonales à savoir une direction longitudinale et une direction transversale, toutes deux horizontales et une direction verticale. On définit également par convention comme étant un plan transversal tout plan vertical parallèle à la direction transversale et par plan longitudinal tout plan vertical parallèle à la direction longitudinale. Enfin, un plan horizontal est parallèle aux directions longitudinale et transversale. Par convention, le procédé et le dispositif de l'invention sont mis en oeuvre dans le cas typique suivant : les parois latérales 2 sont situées dans des plans horizontaux ou transversaux. Le fond 3 ou couvercle 4, respectivement, une fois réalisés et fermés, sont situés dans deux plans longitudinaux parallèles entre eux et écartés l'un de l'autre. Les lignes de pliage 7 des rabats intérieurs 5 ont la direction verticale et les lignes de pliage 8 des rabats extérieurs 6 ont la direction longitudinale. Dans leur position initiale, les rabats intérieurs 5 s'étendent parallèlement à des plans transversaux, sensiblement, tandis que dans leur position initiale les rabats extérieurs 6 s'étendent dans des plans horizontaux, sensiblement. Enfin, le passage 20 est situé dans un plan longitudinal et s'étend le long de la direction longitudinale. Par ailleurs, le procédé et le dispositif selon l'invention sont mis en oeuvre préférentiellement lors d'un déplacement de la caisse 1 dans la direction longitudinale. Ce déplacement est soit rectiligne (cas de la machine selon la figure 12) soit circulaire (variante de machine non représentée de type à carrousel).
- Le dispositif selon l'invention comprend, de façon générale, des moyens 21 support et d'entraînement de caisse 1 ; et d'amont en aval des moyens 22 pour amener les rabats intérieurs 5 au moins sensiblement dans leur position finale, tels que des bras ; des moyens 23 d'encollage de zones de solidarisation des faces 16, 17; des moyens 24 pour amener les rabats extérieurs 6 au moins sensiblement dans leur position finale, tels que des bras mobiles ; et des moyens 25 pour exercer temporairement sur les deux paires de rabats 5, 6 une force convenable pour les solliciter l'une vers l'autre et maintenir le contact fixe des zones de solidarisation réciproque pendant la durée nécessaire à une prise convenable de la colle 19.
- Les moyens de support et d'entraînement de caisse 21 sont constitués, dans la variante de machine représentée, par un convoyeur comportant des taquets 26, ce convoyeur étant disposé sensiblement horizontalement, s'étendant et étant déplacé à coulissement longitudinalement tandis que les taquets 26 sont dirigés verticalement et vers le haut de manière qu'une caisse 1 repose et soit entraînée par une paroi latérale 2 horizontale reposant sur le convoyeur et une paroi latérale 2 verticale sur laquelle le taquet 26 vient en blocage.
- Compte tenu de la structure de la caisse 2, les moyens 22 peuvent être définis comme étant des moyens de pliage des rabats intérieurs 5 et les moyens 24 comme des moyens de pliage des rabats extérieurs 6. Egalement, les moyens 25 peuvent être qualifiés de moyens de pression réciproque des rabats intérieurs 5 et extérieurs 6.
- Le procédé comprend des étapes successives dans lesquelles on amène les rabats intérieurs au moins sensiblement dans leur position finale, par pliage autour des lignes 7, grâce aux moyens 22 ; on dépose de la colle 19 sur des zones de solidarisation des faces externes 16 et/ou internes 17 ; on amène les rabats extérieurs 6 au moins sensiblement dans leur position finale par pliage autour de lignes de pliage 8 grâce aux moyens 24 et lorsque les zones de solidarisation encollées sont en contact réciproque, on exerce temporairement sur les deux paires de rabats 5, 6 une force convenable pour les solliciter l'une vers l'autre et maintenir le contact fixe des zones de solidarisation réciproque pendant la durée nécessaire à une prise convenable de la colle 19 et cela grâce aux moyens 25.
- Selon l'invention et au lieu de moyens de pression réciproque tels que ceux constitués par deux plaques placées contre le fnd réalisé, de part et d'autre, à l'intérieur et à l'extérieur de la caisse 1, le dispositif selon l'invention comprend en premier lieu un organe d'aspiration 27 déplaçable entre une position distale (figures 2F, 3F et 6) et une position proximale (figures 2E, 3E et 7), susceptibles de se trouver, dans la position proximale, à l'état actif (flèche V des figures 2E, 3E et 4E). Cet organe d'aspiration 27 est située au voisinage des moyens de pliage des rabats extérieurs 24. L'organe d'aspiration 27 est donc tout entier et en permanence situé à l'extérieur de la caisse 1 c'est-à-dire à l'extérieur de son volume intérieur 14. Le dispositif comprend, en second lieu, associés à l'organe d'aspiration 27, des moyens 28 de support et d'entraînement de cet organe d'aspiration 27, des moyens 29 de création d'une dépression communicant avec l'organe d'aspiration 27 (figure 13), et des moyens de commande non réprésentés. Les moyens 29 de création d'une dépression et des moyens de communication entre l'organe d'aspiration 27 et les moyens 29 sont également appelés par la suite et dans leur ensemble moyens d'aspiration.
- Dans le procédé selon l'invention, afin d'exercer sur les rabats 5, 6 la pression réciproque souhaitée, on bloque à pivotement la paire de rabats extérieurs 6 dans leur position finale pour les empêcher de tendre à revenir vers leur position initiale (figures 2D, 3D, 4D, 2E, 3E et 4E) grâce aux moyens 24 ; et on sollicite la paire de rabats intérieurs 5, par aspiration, depuis l'extérieur de la caisse 1, à travers le passage 20, grâce à l'organe d'aspiration 27 mis en oeuvre à cet effet. Cela a pour effet de plaquer et bloquer les rabats intérieurs 5 contre les rabats extérieurs 6 lesquels sont eux-mêmes bloqués dans leur position finale (figures 2F, 3F, 4F et 7).
- Le procédé selon l'invention met donc en oeuvre l'organe d'aspiration 27. Lorsque les rabats extérieurs 6 sont au moins sensiblement dans leur position finale, l'organe d'aspiration 27 est appliqué sur les faces externes 18 des rabats extérieurs 6, au moins à cheval sur le passage 20 et en regard des rabats intérieurs 5 lorsqu'ils sont dans leur position finale. Dans cette situation, l'organe d'aspiration 27 est actif de manière à créer une dépression du côté des faces externes 16 des rabats intérieurs 5.
- Ainsi qu'on le verra en détail ultérieurement, on met en oeuvre un organe d'aspiration 27 ayant une zone d'aspiration 30 réglable en direction longitudinale le long du passage 20 de manière à pouvoir constituer, fermer et solidariser des caisses de format variable notamment en direction longitudinale.
- L'organe d'aspiration 27 est déplaçable entre une position distale où il est écarté du fond 3 ou couvercle 4 respectivement de manière à ne pas interférer avec les rabats 5, 6 quelque soit leur poisition et une position proximale ou sa zone s'aspiration 30 est sensiblement dans le plan des faces externes 18 des rabats extérieurs 6 lorsqu'ils sont en position finale. A cet effet, et par exemple, l'organe d'aspiration 27, supporté et entraîné par les moyens 28, est monté à coulissement le long d'un axe transversale 31 perpendiculaire au plan de référence du fond 3 ou couvercle 4 respectivement. On désigne par la suite par plan P de référence du fond 3 ou couvercle 4 respectivement, le plan défini essentiellement par les faces externes 18 des rabats extérieurs 6. A cet effet, les moyens 28 de support et d'entraînement peuvent comporter un vérin d'axe 31 dont la tige 32 est fixée à l'organe d'aspiration 27 et dont le corps 33 est porté par un bâti 34 du dispositif.
- Préférentiellement, on met en oeuvre l'organe d'aspiration 27 de manière que bloqué dans sa position proximale, il contribue au moins à assurer le blocage à pivotement de la paire de rabats extérieurs 6 pour prévenir leur retour vers leur position initiale. Entre ces positions distale et proximale, l'organe d'aspiration 27 est déplacé à coulissement le long de l'axe 31.
- Naturellement, on conçoit que les étapes du procédé peuvent être modifiées dans le cas par exemple d'une machine de type carrousel.
- Préférentiellement et pour des raisons industrielles, l'organe d'aspiration 27 peut se trouver soit dans un état actif dans lequel l'aspiration est effective, soit dans un état inactif où l'aspiration n'intervient pas. De plus, préférentiellement, les moyens de commande commandent l'organe d'aspiration 27 de manière que ce dernier soit à l'état actif dans et seulement dans sa position proximale.
- Dans une forme possible de mise en oeuvre du procédé selon l'invention, on réalise successivement les différentes étapes suivantes : on amène une caisse 1 ouverte dont les rabats 5, 6 sont sensiblement dans le prolongement des parois latérales 2. Généralement, on commence par réaliser et fermer le fond 3 puis lorsque ce dernier est réalisé et fermé, on remplit la caisse 1 avec son contenu et, enfin, on ferme et on solidarise le couvercle 4. Pour le fond 3 ou le couvercle 4, respectivement, on amène alors la paire de rabats intérieurs 5, par pliage vers l'intérieur, au moins sensiblement dans leur position finale. Cette étape est représentée par les flèches R1 sur les figures 2B, 3B et 4B. On dépose de la colle sur les faces externes 16 des rabats intérieurs 5. Cette étape est représentée par les flèches C sur les figures 2C, 3C et 4C. Ainsi qu'on l'a déjà indiqué, la colle 19 est déposée de façon ponctuelle ou longiligne ou surfacique. Préférentiellement, la colle est déposée dans les zones médianes des rabats intérieurs 5, c'est-à-dire la zone proche au droit du passage 20. On amène immédiatement après la paire de rabats extérieurs 6, par pliage vers l'intérieur, au moins sensiblement dans leur position finale, l'organe d'aspiration 27 étant dans sa position distale. Cette étape est illustrée par les flèches R2 sur les figures 2D, 3D et 4D. Puis, on amène l'organe d'aspiration 27 dans sa position proximale. Dans sa position proximale, l'organe d'aspiration est à l'état actif. Cela est illustré par les figures 2E, 3E et 4E sur lesquelles les flèches B indiquent la pression de blocage de l'organe d'aspiration 27, les flèches V illustrent l'aspiration en sortie de l'organe d'aspiration 27 et les flèches p la pression exercée perpendiculairement au plan P au moyen de l'organe d'aspiration 27 sur les rabats intérieurs 5 dans le sens les sollicitant vers et contre les rabats extérieurs 6. Une fois une prise convenable de la colle 29, on amène l'organe d'aspiration 27 dans sa position distale. Cette étape est représentée par les figures 2F, 3F et 4F. Ensuite, on peut évacuer la caisse dont le fond 3 ou le couvercle 4 respectivement est constitué, fermé et solidarisé.
- Pour amener la paire de rabats extérieurs 6 sensiblement dans leur position finale, on met en oeuvre préférentiellement des bras de pliage 24 de ces rabats, mobiles, déplacés chacun d'une position inactive distale (figure 6) à une position active proximale (figure 7). De plus, on met en oeuvre les bras de pliage 24, préférentiellement, lorsqu'ils sont dans leur position active proximale, de manière à au moins contribuer à assurer le blocage à pivotement de la paire de rabats extérieurs 6. En fait, on combine l'action des bras de pliage 24 et de l'organe d'aspiration 27 pour bloquer les rabats extérieurs 6 à pivotement autour de leurs lignes de pliage 8. Les bras de pliage 24 assurent le blocage plutôt au voisinage des lignes de pliage 8 tandis que l'organe d'aspiration 27 assure le blocage plutôt au voisinage des bords libres 11.
- Préférentiellement et pour des raisons de mise en oeuvre industrielles de l'invention, on amène l'organe d'aspiration 27 de sa position proximale à sa position distale et les bras de pliage de leur position active proximale à leur position inactive distale au moins sensiblement simultanément.
- L'organe d'aspiration 27 peut se présenter, dans une forme de réalisation possible, sous la forme d'un caisson creux, aplati en direction verticale et allongé en direction longitudinale. Un tel caisson est limité par exemple par deux parois horizontales 35 écartées l'une de l'autre en direction verticale, deux parois transversales 36, d'extrémité, une paroi longitudinale arrière 37 et une paroi longitudinale frontale 38. La tige de vérin 32 est fixée, par exemple, à la paroi longitudinale arrière 37. La paroi longitudinale frontale 38 est percée d'orifices d'aspiration 39 définissant en combinaison la zone d'aspiration 30.
- Préférentiellement, les moyens d'aspiration 29 sont fixes et portés par le bâti 34 et sont reliés au caisson de l'organe d'aspiration 27 par un tuyau flexible 40. Ce tuyau flexible 40 peut déboucher par exemple dans l'une ou les deux parois transversales 36. Le cas échéant, il est prévu, à l'intérieur du caisson, des moyens tels que des déflecteurs aptes à assurer une distribution convenable de l'aspiration sur toute la longueur recherchée de la zone d'aspiration 30.
- Les moyens d'aspiration 29 sont constitués par exemple par une pompe à vide, une turbine d'aspiration ou un dispositif à venturi ou équivalent.
- Dans une variante possible de réalisation, l'aspiration est uniforme par les divers orifices d'aspiration 39. Dans une autre variante, elle est plus forte pour certains orifices d'aspiration 39 et moins forte pour d'autres. En particulier, on peut prévoir d'assurer une aspiration plus importante dans la partie centrale du fond 3 ou couvercle 4, la plus proche des bords libres 9 et la plus éloignée des lignes de pliage 8 et, inversement, une aspiration plus faible à proximité des lignes de pliage 8. A cet effet, le caisson constituant l'organe d'aspiration 27 peut être garni d'organes de réglage du flux d'aspiration, à l'intérieur ou, encore, les orifices d'aspiration 39 peuvent être de surface différente.
- Le cas échéant, il est prévu, autour de la paroi longitudinale frontale 38 ou/et ou autour des orifices d'aspiration 39 un joint d'étanchéité à l'air élastiquement déformable tel qu'un joint en forme de boudin en matière plastique élastique.
- Au lieu d'un caisson unique, l'organe d'aspiration 27 peut être constitué par une multiplicité de ventouses d'aspiration élémentaires alignées longitudinalement.
- Les moyens 24 pour ramener les rabats extérieurs 6 au moins sensiblement dans leur position finale comprennent préférentiellement, ainsi que mentionné, des bras de pliage mobiles chacun entre une position inactive distale (figure 6) et une position active proximale. Préférentiellement, ces bras sont montés pivotants autour d'axes de pivotement 41 longitudinaux. Préférentiellement, les bras de pliage 24 comportent des retours de pressage 42 destinés à être appliqués sur les faces externes 18 lorsqu'elles sont dans leur position finale. Ces retours de pressage 42 définissent -lorsque les bras 24 sont dans leur position active proximale- le plan de référence P. De plus, la face externe des retours de pressage 42 et la zone d'aspiration 30, lorsque les bras de pliage 24 sont en position active proximale et l'organe d'aspiration 27 en position proximale, sont sensiblement coplanaires, dans le plan de référence P ainsi que cela est bien visible sur la figure 7.
- Un bras de pliage 24 a, dans un plan transversal, une forme générale de pseudo L renversé comprenant une partie principale 43 formant entretoise, supportant, à l'une de ses parties extrêmes un retour de pressage 42 dirigé sensiblement perpendiculairement et dont l'autre partie extrême 44 est inclinée sur la partie principale 43 ou incurvée et est montée à pivotement sur le bâti 34 autour des axes 41. De plus, un retour de pressage 42 comporte une partie principale 45 et au moins une aile 46 inclinée sur la partie principale 45 ou incurvée dans la même direction relative que la partie principale 43 du bras 24. De plus, il est prévu préférentiellement deux bras de pliage 24 disposés de façon opposée l'un à l'autre de manière que leurs parties principales 43 soient écartées l'une de l'autre en direction verticale, leurs parties extrêmes 44 dirigées l'une vers l'autre en direction d'un plan horizontal passant par l'axe 31. Les axes de pivotement 41 sont proches l'un de l'autre (cas de figure) voire confondus. Les retours de pressage 42 sont sensiblement dirigés l'un vers l'autre. Avec une telle structure, les deux bras de pliage 24 définissent un espace central libre 47 dans lequel se trouve logé au moins partiellement l'organe d'aspiration 27 ainsi que les moyens 28 de support de d'entraînement. De plus, les retours de pressage 42, notamment leurs ailes 46 sont réciproquement écartés, notamment lorsque les bras 24 sont dans leur position active proximale de pliage, ce qui permet de ménager entre eux un passage 47a faisant partie de l'espace libre 47, passage 47a dans lequel peut être logé et se déplacer à coulissement l'organe d'aspiration 27.
- Selon une caractéristique de l'invention, préférentielle mais optionnelle, la zone d'aspiration 30 de l'organe d'aspiration 27 est réglable en direction longitudinale c'est-à-dire que sa longueur est réglable ce qui permet de constituer, fermer et solidariser des caisses de formats différents notamment de dimensions longitudinales plus ou moins grandes. La réalisation d'un tel organe d'aspiration 27 à zone d'aspiration 30 réglable en direction longitudinale peut faire l'objet de plusieurs variantes de réalisation. On se réfère maintenant aux figures 8 et 9 qui montrent une première variante de réalisation possible. Dans ce cas, l'organe d'aspiration 27 est en deux parties 48a, 48b distinctes l'une de l'autre, portées par des moyens support 28a, 28b distincts. Les deux parties 48a, 48b sont chacune de dimension en direction longitudinale limitée et l'écartement entre elles -soit E- peut varier d'une valeur maximale (figure 8) à une valeur minimale, éventuellement nulle (figure 9) correspondant à des caisses 1 de format maximal et minimal respectivement, en direction longitudinal. Les deux parties 48a, 48b peuvent avoir chacune la structure décrite précédemment et pour cette raison n'ont pas à être décrites davantage. Par exemple, chacune des parties 48a, 48b peut comporter sur sa paroi longitudinale frontale 38 un orifice d'aspiration unique 39. Des moyens de réglage d'écartement non représentés permettent le réglage et le blocage des deux parties 48a, 48b en toute position de manière à régler l'écartement longitudinal entre eux. Par exemple, les deux parties 48a, 48b sont portées par deux bras montés sur un arbre fileté longitudinal agencé pour qu'un même sens de rotation de cet arbre fileté provoque le coulissement des bras dans deux sens opposés l'un à l'autre, un moteur ou moto-réducteur assurant l'entraînement de l'arbre fileté.
- Dans une autre variante, non représentée, l'organe d'aspiration 17 est en au moins deux parties formant un ensemble téléscopique par coulissement, réglage et blocage et toute position grâce à des moyens de réglage d'écartement.
- Dans une autre variante illustrée par les figures 10 et 11, l'organe d'aspiration 27 comporte une pluralité d'orifices d'aspiration s'étendant longitudinalement, placés les uns à la suite des autres, l'organe d'aspiration 27 étant de longueur fixe en direction longitudinale. Et, il est alors prévu des moyens pour activer, de façon sélective, certains ou tous les orifices d'aspiration 39. Dans une première sous-variante de réalisation, les moyens pour activer de façon sélective les orifices d'aspiration 39 comprennent des moyens pour ouvrir ou fermer de façon sélective les orifices 39. Par exemple, il est prévu des volets pouvant être ouverts et fermés et cela respectivement pour chaque orifice 39. Dans une autre sous-variante, les moyens pour activer de façon sélective les orifices 39 sont à fonctionnement pneumatique et non mécanique et assurent sélectivement l'aspiration par les orifices 39 souhaités. Il peut s'agir alors d'une multi-distribution pour chacun des orifices d'aspiration 39 des moyens de sectionnement appropriés permettant d'activer ou au contraire de rendre inactive telle ou telle distribution.
- L'ensemble constitué par l'organe d'aspiration 27, les bras de pliage 24 et les moyens associés est porté par le bâti 34 lequel est tout entier situé d'un même côté du convoyeur constituant les moyens 21 de support et d'entraînement. Le cas échéant et selon le mode de réalisation envisagé, cet ensemble -et donc le bâti 34- est fixe dans son ensemble par rapport au convoyeur 21, en direction transversale. Dans une autre variante de réalisation, plus spécialement destinée à une machine flexible adaptée à des caisses 1 de format variable, le bâti 34 peut être déplacé à coulissement transversal de manière que la position proximale de l'organe d'aspiration 27 soit coplanaire avec le plan de référence P, ainsi qu'il a été mentionné.
- Préférentiellement, le dispositif comporte deux postes distincts successifs le long du convoyeur 21 à savoir un poste amont 49 consistant en les bras de pliage des rabats intérieurs 22 et les moyens d'encollage 23 et un poste aval 50 consistant en les moyens de pliage des rabats extérieurs 24 et les moyens de pression réciproque 25.
- L'invention concerne enfin une machine d'encaissage pour caisses américaines comportant un dispositif tel qu'il vient d'être décrit ou permettant la mise en oeuvre du procédé également décrit. Cette machine est notamment du type de celle décrite dans le document US-4 807 428. Pour cette raison, cette machine n'est pas décrite ici en détail. Au lieu d'avoir, comme dans le document US 4 807 428, des moyens de pression réciproque comprenant une plaque extérieure et des plaquettes élémentaires formant contrepartie montées à l'extrémité de tiges de vérins de manière à venir se placer à l'intérieur de la caisse 1 dans son volume interne 14, la machine selon l'invention comporte le dispositif qui vient d'être décrit. Une telle machine comprend un bâti 51, les moyens 21 de support et d'entraînement des caisses tels qu'un convoyeur à taquets, un magasin 52 de flancs de caisses pliés à plat et empilés, situé à la partie extrême amont du convoyeur à taquets 21, des moyens 53 de transfert d'un flanc du magasin 52 sur le convoyeur 21 et ensuite, d'amont en aval, les deux postes 49 et 50. A cette machine, peuvent être associés un dispositif de préparation et de transfert d'un contenu devant être placé dans la caisse 1 ouverte et dont le fond 3 est réalisé et solidarisé ainsi qu'un dispositif pour constituer, fermer et solidariser le couvercle 4. Un tel dispositif peut être du type précédemment mentionné, bien que cela ne soit pas toujours indispensable étant donné que le contenu se trouvant dans la caisse 1 peut, par lui-même constituer la contrepartie nécessaire à l'application des rabats extérieurs sur les rabats intérieurs.
- Ainsi que cela est décrit dans le document US-4 807 428, les différents éléments constitutifs de la machine peuvent être montés de manière coulissante mais blocable de manière à permettre la mise en oeuvre de la machine pour des caisses 1 de formats différents.
- Dans la variante de machine décrite dans le document US-4 807 428, le plan vertical longitudinal médian de la machine constitue en permanence le plan vertical longitudinal de symétrie des caisses 1. Dans ce cas, on comprend que le bâti 34 est monté à coulissement transversal par rapport au bâti 51 de manière à être adapté au format de la caisse 1 en sens transversal. Par contre, le bâti 34 pourrait rester fixe par rapport au bâti 51 si le plan vertical et longitudinal de référence des caisses 1 était le plan de référence P.
Claims (41)
1. Procédé pour constituer, fermer et solidariser réciproquement les rabats d'une caisse telle qu'une caisse américaine en carton ou demi-caisse américaine ou caisse hollandaise ou équivalent, cette caisse comprenant des rabats intérieurs (5) situés du côté du volume intérieur de la caisse et des rabats extérieurs (6) qui viennent recouvrir les rabats intérieurs (5) comprenant les étapes dans lesquelles on amène les rabats intérieurs (5) au moins sensiblement dans leur position finale, on dépose de la colle (19) sur des zones de solidarisation des rabats (5, 6) ; on amène les rabats extérieurs (6) au moins sensiblement dans leur position finale ; lorsque les zones de solidarisation encollées sont en contact réciproque, on exerce temporairement sur les deux paires de rabats (5, 6), une force convenable pour les solliciter l'une vers l'autre et maintenir le contact fixe des zones de solidarisation réciproque pendant la durée nécessaire à une prise convenable de la colle, caractérisé par le fait que pour exercer temporairement sur les deux paires de rabats (5, 6) une force convenable pour les solliciter l'une vers l'autre, on bloque à pivotement la paire de rabats extérieurs (6) dans leur position finale pour les empêcher de tendre à revenir vers leur position initiale ; et on sollicite la paire de rabate intérieurs (5), par aspiration, depuis l'extérieur de la caisse (1), à travers le passage (20) en forme de fente limité par les deux bords libres (11) en regard de la paire de rabats extérieurs (6), ce qui a pour effet de plaquer et bloquer les rabats intérieurs (5) contre les rabats extérieurs (6).
2. Procédé selon la revendication 1, caractérisé par le fait qu'on met en oeuvre un organe d'aspiration (27) ; lorsque les rabats extérieurs (6) sont au moins sensiblement dans leur position finale, l'organe d'aspiration (27) est appliqué sur les faces externes (18) des rabats extérieurs (6), au moins à cheval sur le passage (20) et en regard des rabats intérieurs (5) lorqu'ils sont dans leur position finale ; et, dans cette situation, l'organe d'aspiration (27) est actif de manière à créer une dépression du côté des faces externes (16) des rabats intérieurs (5).
3. Procédé selon l'une quelconque des revendications 1 et 2, caractérisé par le fait qu'on met en oeuvre un organe d'aspiration (27) ayant une zone d'aspiration (30) réglable en direction longitudinale le long du passage (20) de manière à constituer, fermer et solidariser des caisses (1) de format variable.
4. Procédé selon l'une quelconque des revendications 1 à 3, caractérisé par le fait qu'on met en oeuvre un organe d'aspiration (27) déplaçable entre une position distale où il est écarté du fond (3) ou couvercle (4) respectivement de manière à ne pas interférer avec les rabats (5, 6) quelle que soit leur position et une position proximale où sa zone d'aspiration (30) est sensiblement coplanaire avec un plan de référence P défini par les faces externes (18) des rabats extérieurs (6) lorsqu'ils sont en position finale.
5. Procédé selon la revendication 4, caractérisé par le fait qu'on met en oeuvre l'organe d'aspiration (27) bloqué dans sa position proximale pour au moins contribuer à assurer le blocage à pivotement de la paire de rabats extérieurs (6).
6. Procédé selon la revendication 4, caractérisé par le fait qu'entre ses positions distale et proximale, on déplace l'organe d'aspiration (27) à coulissement le long d'un axe transversal (31).
7. Procédé selon l'une quelconque des revendications 1 à 6, caractérisé par le fait qu'on met en oeuvre un organe d'aspiration (27) pouvant se trouver soit dans un état actif où l'aspiration est effective, soit dans un état inactif où l'aspiration n'intervient pas.
8. Procédé selon l'une quelconque des revendications 4 et 7, caractérisé par le fait que l'organe d'aspiration (27) est à l'état actif dans et seulement dans sa position proximale.
9. Procédé selon l'une quelconque des revendications 1 à 8, caractérisé par le fait que successivement on amène une caisse (1) dont les rabats (5, 6) sont sensiblement dans le prolongement des parois latérales (2) ; on amène la paire de rabats intérieurs (5), par pliage vers l'intérieur, au moins sensiblement dans leur position finale ; on dépose de la colle (19) sur les faces externes (16) des rabats intérieurs (5) ; on amène la paire de rabats extérieurs (6), par pliage vers l'intérieur, au moins sensiblement dans leur position finale, l'organe d'aspiration (27) étant alors dans sa position distale ; on amène l'organe d'aspiration (27) dans sa position proximale ; dans sa position proximale l'organe d'aspiration (27) est à l'état actif ; une fois une prise convenable de la colle (29), on amène l'organe d'aspiration (27) dans sa position distale ; et, ensuite, on évacue la caisse (1) dont le fond (3) ou couvercle (4) respectivement est constitué, fermé et solidarisé.
10. Procédé selon la revendication 9, caractérisé par le fait que pour amener la paire de rabats extérieurs (6) sensiblement dans leur position finale, on met en oeuvre des bras de pliage (21) de ces rabats (6), mobiles, déplacés chacun d'une position inactive distale à une position active proximale.
11. Procédé selon la revendication 10, caractérisé par le fait qu'on met en oeuvre les bras de pliage (21), dans leur position active proximale, pour au moins contribuer à assurer le blocage à pivotement de la paire de rabats extérieurs (6).
12. Procédé selon la revendication 10, caractérisé par le fait qu'on amène l'organe d'aspiration (27) de sa position proximale à sa position distale et les bras de pliage (21) de leur position active proximale à leur position inactive distale au moins sensiblement simultanément.
13. Dispositif pour constituer, fermer et solidariser réciproquement les rabats d'une caisse américaine, ce dispositif comprenant des moyens (21) de support et d'entraînement de caisse ; des moyens (22) pour amener les rabats intérieurs (5) au moins sensiblement dans leur position finale, tels que des bras ; des moyens (23) d'encollage des deux zones de solidarisation ; des moyens (24) pour amener les rabats extérieurs (6) au moins sensiblement dans leur position finale tels que des bras mobiles ; et des moyens (25) pour exercer temporairement sur les deux paires de rabats (5, 6) une force convenable pour les solliciter l'une vers l'autre et maintenir le contact fixe des zones de solidarisation réciproque pendant la durée nécessaire à une prise convenable de la colle (19), caractérisé par le fait que les moyens (25) comprennent d'une part un organe d'aspiration (27), déplaçable entre une position distale et une position proximale, susceptible de se trouver, dans la position proximale, à l'état actif, situé au voisinage des moyens (24) donc à l'extérieur de la caisse (1) et, d'autre part, associés à l'organe d'aspiration (27) des moyens (28) de support et d'entraînement, des moyens (29) de création d'une dépression communiquant avec l'organe d'aspiration (27) et des moyens de commande.
14. Dispositif selon la revendication 13, caractérisé par le fait que l'organe d'aspiration (27), supporté et entraîné par les moyens (28) de support et d'entraînement est monté à coulissement le long d'un axe transversal (31).
15. Dispositif selon la revendication 14, caractérisé par le fait que les moyens (28) de support et d'entraînement comportent un vérin porté par un bâti (34) du dispositif.
16. Dispositif selon la revendication (13), caractérisé par le fait que l'organe d'aspiration (27) peut se trouver soit dans un état actif, soit dans un état inactif.
17. Dispositif selon la revendication 16, caractérisé par le fait que les moyens de commande commandent l'organe d'aspiration (27) de manière que ce dernier soit à l'état actif dans et seulement dans sa position proximale.
18. Dispositif selon l'une quelconque des revendications 13 à 17, caractérisé par le fait que l'organe d'aspiration (27) se présente sous le forme d'un caisson creux ayant une paroi longitudinale frontale (38) percée d'orifices d'aspiration (39) définissant une zone d'aspiration (30).
19. Dispositif selon la revendication 18, caractérisé par le fait que les moyens d'aspiration (29) sont portés par le bâti (34) et reliés au caisson de l'organe d'aspiration (27) par un tuyau flexible (40).
20. Dispositif selon l'une quelconque des revendications 13 à 19, caractérisé par le fait que les moyens d'aspiration (29) sont constitués par une pompe à vide, une turbine d'aspiration, un dispositif à venturi ou équivalent.
21. Dispositif selon l'une quelconque des revendications 13 à 20, caractérisé par le fait que les moyens (24) pour amener les rabats extérieurs (6) au moins sensiblement dans leur position finale comprennent des bras de pliage mobiles chacun entre une position inactive distale et une position active proximale.
22. Dispositif selon la revendication 21, caractérisé par le fait que les bras de pliage (24) sont montés pivotant autour d'axes de pivotement longitudinaux (41).
23. Dispositif selon la revendication 21, caractérisé par le fait que les bras de pliage (24) comportent des retours de pressage (42) destinés à être appliqués sur les faces externes (18) des rabats extérieurs (6) lorsqu'ils sont dans leur position finale, ces retours de pressage (42) définissant, en position active proximale des bras de pliage (24), le plan de référence P.
24. Dispositif selon la revendication 23, caractérisé par le fait que la face externe des retours de pressage (42) des bras de pliage (24) en position active proximale et la zone d'aspiration (30) de l'organe d'aspiration (29) en position proximale sont sensiblement coplanaires.
25. Dispositif selon l'une quelconque des revendications 21 à 24, caractérisé par le fait qu'un bras de pliage (24) a une forme générale de pseudo L comprenant une partie principale (43) formant entretoise, supportant à l'une de ses parties extrêmes un retour de pressage (42) et dont l'autre partie extrême (44) est inclinée sur la partie principale (43) ou incurvée et montée à pivotement sur le bâti (34).
26. Dispositif selon la revendication 25, caractérisé par le fait que le retour de pressage (42) comporte une partie principale (45) et au moins une aile (46) inclinée sur celle-ci ou incurvée dans la même direction relative que la partie principale (43) du bras de pliage (24).
27. Dispositif selon l'une quelconque des revendications 25 et 26, caractérisé par le fait qu'il comporte deux bras de pliage (24) disposés de façon opposée l'une à l'autre de manière que leurs parties principales (43) soient écartées l'une de l'autre, leurs parties extrêmes inclinées ou incurvées (44) dirigées l'une vers l'autre, leurs axes de pivotement (41) communs ou proches, leurs retours de pressage (42) sensiblement dirigés l'un vers l'autre, les deux bras de pliage (24) définissant l'espace central (47) dans lequel se trouvent logés au moins partiellement l'organe d'aspiration (27) ainsi que ses moyens (28) de support et d'entraînement.
28. Dispositif selon la revendication 27, caractérisé par le fait que les retours de pressage (42), notamment leurs ailes (46), sont réciproquement écartés, notamment en position active proximale des bras de pliage (24), de manière à ménager entre eux un passage (47a) faisant partie de l'espace (47) et dans lequel peut logé et être déplacé l'organe d'aspiration (27).
29. Dispositif selon l'une quelconque des revendications 13 à 28, caractérisé par le fait que la zone d'aspiration (30) de l'organe d'aspiration (27) est réglable en direction longitudinale de manière à constituer, fermer et solidariser des caisses 1 de format différent en direction longitudinale.
30. Dispositif selon la revendication 29, caractérisé par le fait que l'organe d'aspiration (27) est en au moins deux parties (48a, 48b) distinctes l'une de l'autre, portées par des moyens (28a, 28b) de support distincts, montés à écartement longitudinal réciproque réglable et blocable en toute position grâce à des moyens de réglage d'écartement.
31. Dispositif selon la revendication 30, caractérisé par le fait que les deux parties (48a, 48b) sont portées par deux bras montés sur un arbre fileté agencé pour qu'un même sens de rotation de l'arbre provoque le coulissement des bras dans deux sens opposés l'un à l'autre, un moteur ou moto-réducteur assurant l'entraînement de l'arbre fileté.
32. Dispositif selon la revendication 29, caractérisé par le fait que l'organe d'aspiration (27) est en au moins deux parties formant un ensemble téléscopique par coulissement, réglable et blocable dans toute position grâce à des moyens de réglage d'écartement.
33. Dispositif selon la revendication 29, caractérisé par le fait que l'organe d'aspiration (27) comporte une pluralité d'orifices d'aspiration (39) s'étendant longitudinalement, placés les uns à la suite des autres en direction longitudinale et des moyens pour activer, de façon sélective, certains ou tous les orifices (39).
34. Dispositif selon la revendication 33, caractérisé par le fait que les moyens pour activer de façon sélective les orifices (39) comprennent des moyens pour ouvrir ou fermer de façon sélective les orifices (39).
35. Dispositif selon la revendication 33, caractérisé par le fait que les moyens pour activer de façon sélective les orifices (39) comprennent des moyens pour assurer sélectivement l'aspiration par les orifices (39).
36. Dispositif selon l'une quelconque des revendications 13 à 35, caractérisé par le fait que les moyens (21) sont constitués par un convoyeur à taquets (26) disposé sensiblement horizontalement et longitudinalement.
37. Dispositif selon la revendication 36, caractérisé par le fait que l'ensemble constitué par l'organe d'aspiration (27), les bras de pliage (24) et les moyens associés est porté par un bâti (34) et est situé tout entier d'un même côté du convoyeur (21).
38. Dispositif selon la revendication 37, caractérisé par le fait que l'ensemble (24, 27) est, dans son ensemble, fixe par rapport au convoyeur (21) en direction transversale.
39. Dispositif selon la revendication 37, caractérisé par le fait que l'ensemble (24, 27) est, dans son ensemble, monté à coulissement par rapport au convoyeur (21) en direction transversale.
40. Dispositif selon l'une quelconque des revendications 13 à 39, caractérisé par le fait qu'il comporte deux postes distincts successifs le long du convoyeur (21) à savoir un poste amont (49) consistant en les moyens (22) et les moyens d'encollage (23) et un poste aval (50) consistant en les moyens (24) et les moyens de pression réciproque (25).
41. Machine d'encaissage comportant un bâti (51), un magasin (52) pour des flancs de caisses à plat empilés ; des moyens de transfert (53) d'un flanc sur un convoyeur à taquets (21) ; des dispositifs pour constituer, fermer et solidariser réciproquement les rabats du fond et du couvercle de la caisse ; des moyens pour placer un contenu dans la caisse, caractérisée par le fait que les dispositifs pour constituer, fermer et solidariser réciproquement les rabats du fond et du couvercle de la caisse sont ceux selon l'une quelconque des revendications 13 à 40.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8912835 | 1989-10-02 | ||
| FR8912835A FR2652561B1 (fr) | 1989-10-02 | 1989-10-02 | Procede et dispositif pour constituer, fermer et solidariser reciproquement les rabats d'une caisse telle qu'une caisse americaine en carton. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0421850A1 true EP0421850A1 (fr) | 1991-04-10 |
Family
ID=9385992
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90402699A Withdrawn EP0421850A1 (fr) | 1989-10-02 | 1990-09-28 | Procédé et dispositif pour constituer fermer et solidariser réciproquement les rabats d'une caisse telle qu'une caisse américaine en carton |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5063726A (fr) |
| EP (1) | EP0421850A1 (fr) |
| JP (1) | JPH03207641A (fr) |
| CA (1) | CA2026650A1 (fr) |
| FR (1) | FR2652561B1 (fr) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4325181C2 (de) * | 1993-07-27 | 1997-04-10 | Schrutt Gmbh | Vorrichtung zum Falten und Verschließen der Stirnwände von Faltkartons |
| US5588279A (en) * | 1994-09-26 | 1996-12-31 | Tetra Laval Holdings & Finance S.A. | Apparatus and method for transporting a container between processing stations of a packaging machine |
| US6070396A (en) * | 1996-11-27 | 2000-06-06 | Specialty Machinery, Inc. | Carton folding apparatus |
| US6226965B1 (en) * | 1999-12-08 | 2001-05-08 | Belcor Industries Inc | Inline case sealing system |
| US7886503B2 (en) * | 2003-12-16 | 2011-02-15 | R.A. Pearson Company | Packaging case closing and tape sealing machine and processes |
| US20060126275A1 (en) * | 2004-12-14 | 2006-06-15 | Tetra Laval Holdings & Finance, S.A. | Bottom folder for carton with folded-in gusset tips |
| JP5270212B2 (ja) * | 2008-04-07 | 2013-08-21 | 株式会社オーエム製作所 | 包装装置 |
| JP5296561B2 (ja) * | 2009-01-15 | 2013-09-25 | 株式会社オーエム製作所 | 包装機 |
| DE102010015865A1 (de) | 2010-03-09 | 2011-09-15 | Krones Ag | Vorrichtung und Verfahren zum Verpacken von Artikeln |
| JP5351946B2 (ja) * | 2011-08-10 | 2013-11-27 | 株式会社安川電機 | 梱包装置 |
| US10343364B1 (en) | 2013-03-15 | 2019-07-09 | Ellis W. Davis | Box gluing machine |
| DE102015110235A1 (de) * | 2015-06-25 | 2016-12-29 | Sig Technology Ag | Vorrichtung, Verfahren und System zur schonenden Vorfaltung von Packungsmänteln |
| US10597179B2 (en) | 2016-02-29 | 2020-03-24 | Signode Industrial Group Llc | Automatic random box sealer and method of sealing boxes of different sizes |
| US11358744B2 (en) | 2018-03-19 | 2022-06-14 | Signode Industrial Group Llc | Random case sealer |
| USD900423S1 (en) * | 2018-07-17 | 2020-10-27 | Christopher E. Boyea | Extender for a receptacle |
| USD911652S1 (en) * | 2018-07-17 | 2021-02-23 | Christopher E. Boyea | Transformative extender |
| US11273939B2 (en) | 2018-08-03 | 2022-03-15 | Signode Industrial Group Llc | Case former with case-squaring assembly |
| JP7384373B2 (ja) * | 2019-02-13 | 2023-11-21 | 株式会社イシダ | ダンボール箱組立装置 |
| US11492163B2 (en) | 2019-07-12 | 2022-11-08 | Signode Industrial Group Llc | Random case sealer |
| US11952159B2 (en) | 2020-03-25 | 2024-04-09 | Signode Industrial Group Llc | Random case sealer |
| US12545001B2 (en) * | 2024-06-21 | 2026-02-10 | Robert M. Herrin | Apparatus and method for optimized container construction |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3465490A (en) * | 1967-07-06 | 1969-09-09 | Kliklok Corp | Method and device for bonding the sealing flap of a hinge-cover folding box |
| EP0248700A1 (fr) * | 1986-05-16 | 1987-12-09 | Vega Automation | Machine d'encaissage pour caisses américaines |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2280773A (en) * | 1940-08-03 | 1942-04-28 | Jl Ferguson Co | Carton opening, folding, and positioning machine |
| US2496336A (en) * | 1944-09-01 | 1950-02-07 | Waldorf Paper Products Co | Carton and method of sealing the flaps thereof |
| US2435878A (en) * | 1945-01-04 | 1948-02-10 | Waldorf Paper Prod Co | Method and apparatus for sealing cartons by suction |
| US2419991A (en) * | 1945-01-04 | 1947-05-06 | Waldorf Paper Prod Co | Method and apparatus for sealing cartons by suction |
| US2485040A (en) * | 1945-05-05 | 1949-10-18 | Waldorf Paper Products Co | Carton handling apparatus |
| US2714792A (en) * | 1953-05-29 | 1955-08-09 | Ernest W Wright | Carton closing machine |
| US3253389A (en) * | 1963-06-04 | 1966-05-31 | Gen Corrugated Machinery Co In | Apparatus for automatically sealing cases whose inner flaps are unsupported by the product |
| US3411695A (en) * | 1967-07-17 | 1968-11-19 | William J. Cupo | Box closure with flexible insert |
| FR2029300A5 (fr) * | 1969-01-24 | 1970-10-16 | Savoye | |
| US3665674A (en) * | 1970-02-09 | 1972-05-30 | Bivans Corp | Automatic cartoning machine for glue end carton |
| US3747482A (en) * | 1970-09-08 | 1973-07-24 | J Berney | Handling apparatus for foldable cartons |
| FR2272900A1 (en) * | 1974-05-30 | 1975-12-26 | Allard Sarl | Machine erecting cardboard box blanks - has vertically movable carriage holding blanks and operating folding levers |
| US4163414A (en) * | 1977-02-23 | 1979-08-07 | Wayne Automation Corp. | Method of erecting flat folded cases |
| FR2405873A1 (fr) * | 1977-10-14 | 1979-05-11 | Kodak Pathe | Dispositif de pliage des rabats inferieurs de boites en carton |
| US4160406A (en) * | 1978-06-21 | 1979-07-10 | International Paper Company | Method and apparatus for erecting a carton |
| ES519288A0 (es) * | 1982-03-16 | 1984-02-16 | Marchetti Augusto | Perfeccionamientos en las maquinas encintadoras para cajas de carton de dimensiones variables. |
| DE58905873D1 (de) * | 1988-04-16 | 1993-11-18 | Focke & Co | Verpackungsmaschine für Kartons sowie Verfahren zum Verpacken von Gegenständen in Kartons. |
-
1989
- 1989-10-02 FR FR8912835A patent/FR2652561B1/fr not_active Expired - Lifetime
-
1990
- 1990-09-28 EP EP90402699A patent/EP0421850A1/fr not_active Withdrawn
- 1990-10-01 CA CA002026650A patent/CA2026650A1/fr not_active Abandoned
- 1990-10-02 JP JP2263216A patent/JPH03207641A/ja active Pending
- 1990-10-02 US US07/591,873 patent/US5063726A/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3465490A (en) * | 1967-07-06 | 1969-09-09 | Kliklok Corp | Method and device for bonding the sealing flap of a hinge-cover folding box |
| EP0248700A1 (fr) * | 1986-05-16 | 1987-12-09 | Vega Automation | Machine d'encaissage pour caisses américaines |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH03207641A (ja) | 1991-09-10 |
| FR2652561A1 (fr) | 1991-04-05 |
| US5063726A (en) | 1991-11-12 |
| FR2652561B1 (fr) | 1992-04-10 |
| CA2026650A1 (fr) | 1991-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0421850A1 (fr) | Procédé et dispositif pour constituer fermer et solidariser réciproquement les rabats d'une caisse telle qu'une caisse américaine en carton | |
| EP0334707B1 (fr) | Procédé et machine pour la réalisation de caisses à section polygonale en une matière en feuille et caisses ainsi obtenues | |
| FR2473985A1 (fr) | Machine d'emballage d'une charge dans un troncon de gaine en un materiau souple | |
| FR2762586A1 (fr) | Emballage, ensemble de flans, procede et dispositif pour le conditionnement d'un article ou d'un lot d'articles de volume indetermine | |
| EP0351289B1 (fr) | Machine de conditionnement en continu de produits en particulier alimentaires ou pharmaceutiques, dans des récipients en matière plastique | |
| EP0202998A1 (fr) | Procédé et machine pour la mise en forme et la fermeture partielle de caisses ou boîtes en carton | |
| EP3526025B1 (fr) | Dispositif et procédé d'extraction d'une boite formée d'un mandrin | |
| EP3939898B1 (fr) | Machine d'encaissage de produits dans une caisse à rabats de type caisse américaine | |
| EP0488899B1 (fr) | Machine de formage et d'encollage de caisses en carton | |
| FR2478576A1 (fr) | Machine automatique destinee au conditionnement de produits en continu | |
| EP3526024B1 (fr) | Procédé et dispositif de mise en forme d'un flan autour d'un mandrin | |
| FR2731382A1 (fr) | Procede de fabrication d'un conditionnement en carton ondule comportant des renforts suivant ses aretes verticales, et flan predecoupe et refoule adapte a ce procede | |
| EP0867370B1 (fr) | Dispositif de déplacement d'articles tels que des pots en plastique et machine de conditionnement comprenant ce dispositif | |
| EP1511614B1 (fr) | Installation pour fabriquer des recipients par thermoformage avec mise en place de banderoles de decor sur ces recipients | |
| BE1009146A3 (fr) | Dispositif servant a coller des renforts lamellaires au fond des caisses en carton. | |
| FR2638136A1 (fr) | Machine pour mouiller un couvercle a fixer sur une base remplie, par exemple, d'un produit pharmaceutique | |
| EP4338604B1 (fr) | Dispositif de roulage d'une feuille | |
| EP0245181B1 (fr) | Dispositif pour le montage de plateaux en carton | |
| FR3043662A1 (fr) | Procede de realisation d'une caisse-outre. | |
| FR2657585A1 (fr) | Procede d'emballage de produits empiles sur un support et systeme pour la mise en óoeuvre de ce procede. | |
| FR2601654A1 (fr) | Emballage de regroupement pour produits diversifies et son procede de fabrication | |
| BE468636A (fr) | ||
| FR3101858A1 (fr) | Dispositif et procédé de formage de conteneur par pliage | |
| EP0045261A1 (fr) | Procédé et machine pour constituer un contenant de forme générale parallélépipédique tel qu'un étui ou une caisse américaine, à partir d'une forme aplatie | |
| FR2507536A1 (fr) | Dispositif pour la mise en volume d'emballages de forme complexe a partir d'un flan plan de carton ou similaire et application a la realisation d'emballages du type des plateaux a fruits |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE DK ES GB GR IT LU NL |
|
| 17P | Request for examination filed |
Effective date: 19910926 |
|
| 17Q | First examination report despatched |
Effective date: 19920717 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19921128 |