EP0432434A1 - Verfahren zur Herstellung von Verbindungselementen aus einem vollaustenitischen Cr-Mn-Stahl. - Google Patents
Verfahren zur Herstellung von Verbindungselementen aus einem vollaustenitischen Cr-Mn-Stahl. Download PDFInfo
- Publication number
- EP0432434A1 EP0432434A1 EP90120990A EP90120990A EP0432434A1 EP 0432434 A1 EP0432434 A1 EP 0432434A1 EP 90120990 A EP90120990 A EP 90120990A EP 90120990 A EP90120990 A EP 90120990A EP 0432434 A1 EP0432434 A1 EP 0432434A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- steel
- cold
- diameter
- product
- production
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 31
- 239000010959 steel Substances 0.000 title claims abstract description 31
- 238000000034 method Methods 0.000 title claims abstract description 16
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 10
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims abstract description 19
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 10
- 239000007795 chemical reaction product Substances 0.000 claims abstract description 9
- 239000000463 material Substances 0.000 claims abstract description 6
- 238000002844 melting Methods 0.000 claims abstract description 3
- 230000008018 melting Effects 0.000 claims abstract description 3
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 claims abstract description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims abstract 6
- 239000012535 impurity Substances 0.000 claims abstract 3
- 229910052742 iron Inorganic materials 0.000 claims abstract 3
- 238000003723 Smelting Methods 0.000 claims abstract 2
- 239000000047 product Substances 0.000 claims description 10
- 239000000843 powder Substances 0.000 claims description 5
- 230000007423 decrease Effects 0.000 claims description 4
- 229910052751 metal Inorganic materials 0.000 claims description 4
- 239000002184 metal Substances 0.000 claims description 4
- 229910000617 Mangalloy Inorganic materials 0.000 claims description 2
- 238000000137 annealing Methods 0.000 claims description 2
- 238000001513 hot isostatic pressing Methods 0.000 claims description 2
- 238000009956 embroidering Methods 0.000 claims 1
- 239000007790 solid phase Substances 0.000 claims 1
- 230000007797 corrosion Effects 0.000 abstract description 3
- 238000005260 corrosion Methods 0.000 abstract description 3
- 239000013067 intermediate product Substances 0.000 abstract 2
- 230000032683 aging Effects 0.000 description 5
- 229910052804 chromium Inorganic materials 0.000 description 4
- 239000011651 chromium Substances 0.000 description 4
- 229910052748 manganese Inorganic materials 0.000 description 4
- 239000011572 manganese Substances 0.000 description 4
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 3
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 3
- 229910000734 martensite Inorganic materials 0.000 description 2
- 238000012946 outsourcing Methods 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 1
- 229910001566 austenite Inorganic materials 0.000 description 1
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- XCNJCXWPYFLAGR-UHFFFAOYSA-N chromium manganese Chemical compound [Cr].[Mn].[Mn].[Mn] XCNJCXWPYFLAGR-UHFFFAOYSA-N 0.000 description 1
- 238000010622 cold drawing Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 230000009931 harmful effect Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 238000004663 powder metallurgy Methods 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 230000008707 rearrangement Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000002893 slag Substances 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
Definitions
- the invention relates to a method for producing products from a fully austenitic chromium-manganese steel and its use for connecting elements, in particular bolts, screws, nails, and for wire ropes.
- AT-PS 337 235 relates to an austenitic stainless steel consisting of This steel is particularly suitable for highly stressed brackets, in motor-generator construction, for submarine cables and for the manufacture of pump housings. In the fully austenitic state, the steel can reach yield strength values of up to 1600 N / mm2 if it is reduced by 50%.
- the steel has a chromium content of 15 to 27% and a manganese content of 21 to 30% according to a formula specified in the AT-PS. Since the steel is melted at atmospheric pressure, the high levels of chromium and manganese are necessary in order to increase the solubility limit of nitrogen in the steel accordingly when nitrogen carriers are added.
- the austenitic nitrogen-containing steel melted according to the AT-PS is characterized by a low porosity. It has been shown, however, that such a steel cannot be brought to yield strengths above 1600 N / mm 2 by cold reduction with degrees of deformation above 50%. Experiments have shown that at higher degrees of cold reduction, for example when drawing primary material into thin wire cross sections, the material breaks. Porosity in the micro range was also observed. Apart from these metallurgical difficulties, such a steel is very expensive for large-scale use due to its high chromium and manganese content.
- austenitic steels with 0.02 to 0.55% C, up to 2% Si, up to 20% Mn, 0 to 30% Cr, 0 to 25% Ni, 0 to 5 % Mo and / or V and more than 0.5%, preferably at least 1.4% nitrogen, which were melted under pressure in a nitrogen atmosphere, for the production of agitated, in particular to use machine parts subject to vibrations.
- the object of the invention is to produce high-strength, corrosion-resistant objects.
- the steels of the type according to the invention should be able to be cold worked almost indefinitely. For this purpose, they should be able to be machined from relatively high initial cross sections to the thinnest dimensions without the risk of breakage.
- the required yield strength values of greater than 1800 N / mm2 can be achieved with certainty, in particular through the outsourcing of the end product preformed with the highest cross-sectional decreases at temperatures of 300 to 500 ° C. for a time of 20 minutes to 5, adapted to the cross section Hours.
- This aging treatment results in a rearrangement of the dislocations within the steel formed during the previous cold forming processes, and without changing the so-called dislocation density, which is ultimately responsible for the high strength of these steels.
- the steels produced according to the invention as connecting elements, such as bolts, screws, nails or as wire ropes, require the inner structure of the steels thus created that very high internal stresses have to be used for further deformation. However, this means that the steels can withstand the highest loads when they are used later.
- An independent variant for solving the problem according to the invention consists in the use of powder instead of a cast product as the starting material according to claim 2.
- the metal powder is shaped by hot isostatic pressing to form a billet, which is then forged and / or rolled out to a precursor of 5 to 150 mm in diameter is, the preliminary product is then cold-formed with a cross-sectional decrease of at least 60% to an end product with a diameter of 0.5 to 90 mm and then the end product is aged at temperatures of 300 to 500 ° C. for a period of 20 minutes to 5 hours.
- Connection elements in particular bolts, screws, nails and wire ropes, are preferably produced by the method according to the invention.
- the steel block solidified in the pressure electroslag remelting furnace with the above overall analysis was then brought to a cross section of 7 mm in diameter by forging and rolling.
- the diameter was cold drawn from 7 mm to 3 mm in 8 passes. This corresponds to a total deformation of 82% (approx. 10% cold deformation per train).
- the wire was further cold drawn from a diameter of 3 mm to 1.8 mm.
- the total deformation was 64% in 6 moves (approx. 10% deformation per move).
- the wire drawn to a diameter of 1.8 mm was then aged at a temperature of 400 ° C. for 4 hours.
- the corresponding values before the aging treatment were 2100 N / mm2 for the yield strength, 2220 N / mm2 for the tensile strength, 6% for the elongation and 46% for the fracture constriction.
- the aging treatment according to the invention is of high importance. With this aging treatment it is possible to set yield strengths and tensile strength values that were previously unknown. It is particularly surprising that the values for the toughness, expressed here by the elongation and the constriction of the fracture, remain constant.
- the steels remain non-magnetic even at the highest degrees of deformation. It also reduces susceptibility to stress corrosion cracking in dilute aqueous solutions up to 80 ° C.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Forging (AREA)
- Heat Treatment Of Articles (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung von Erzeugnissen aus einem vollaustenitischen Chrom-Mangan-Stahl und seine Verwendung für Verbindungselemente, insbesondere Bolzen, Schrauben, Nägel, und für Drahtseile.
- Die AT-PS 337 235 betrifft einen austenitischen rostfreien Stahl, bestehend aus
- Voraussetzung für das Erreichen solch hoher Streckgrenzenwerte ist jedoch, daß der Stahl nach einer in der AT-PS festgelegten Formel Chromgehalte von 15 bis 27 % sowie Mangangehalte von 21 bis 30 % aufweist. Da der Stahl bei Atmosphärendruck erschmolzen wird, sind die hohen Gehalte an Chrom und Mangan erforderlich, um die Löslichkeitsgrenze des Stickstoffs im Stahl bei Zugabe von Stickstoffträgern entsprechend zu erhöhen. Der nach der AT-PS erschmolzene austenitische stickstoffhaltige Stahl zeichnet sich zwar durch eine geringe Porosität aus. Es hat sich jedoch gezeigt, daß ein solcher Stahl nicht durch Kaltreduzieren mit Verformungsgraden oberhalb 50 % auf über 1600 N/mm² liegende Streckgrenzenwerte gebracht werden kann. Versuche haben ergeben, daß bei höheren Kaltreduktionsgraden, beispielsweise beim Ziehen von Vormaterial zu dünnen Drahtquerschnitten, das Material bricht. Außerdem wurde Porosität im Mikrobereich beobachtet. Abgesehen von diesen metallurgischen Schwierigkeiten ist ein solcher Stahl für den großtechnischen Einsatz infolge seiner hohen Chrom- und Mangangehalte sehr teuer.
- Wie in der AT-PS weiterhin ausgeführt, ist es zwar möglich, die nachteilige Porosität durch ein Erschmelzen der hier in Rede stehenden Chrom-Mangan-Stickstoff-Stähle unter erhöhtem Druck weitgehend zu verhindern. Bei diesen bekannten Verfahren können jedoch nur Maximalstickstoffgehalte von 0,8 Gew.-% erzielt werden. Diese Stickstoffgehalte reichen jedoch nicht aus, um Festigkeitswerte größer 1600 N/mm² zu erzielen.
- Weiterhin ist es aus der AT-PS 266 900 bekannt, austenitische Stähle mit 0,02 bis 0,55 % C, bis 2 % Si, bis 20 % Mn, 0 bis 30 % Cr, 0 bis 25 % Ni, 0 bis 5 % Mo und/oder V und mehr als 0,5 %, vorzugsweise mindestens 1,4 % Stickstoff, die in Stickstoffatmosphäre unter Druck erschmolzen wurden, zur Herstellung von bewegten, insbesondere schwingend beanspruchten Maschinenteilen zu verwenden.
- Diese bekannten Stähle sollen im abgeschreckten Zustand Dauerfestigkeiten bis 100 Kp/mm² erreichen.
- Aufgabe der Erfindung ist die Erzeugung hochfester korrosionsbeständiger Gegenstände. Dabei sollen sich die Stähle der erfindungsgemäßen Art nahezu unbegrenzt kaltverformen lassen. Sie sollen dazu von relativ hohen Ausgangsquerschnitten bis zu dünnsten Abmessungen ohne Bruchgefahr heruntergearbeitet werden können.
- Es hat sich gezeigt, daß die Analyseneinstellung im beanspruchten Bereich in Verbindung mit dem an sich bekannten Druckelektroschlackeumschmelzverfahren und der nach dem Kaltumformen erfolgenden Auslagerung zu höchsten Streckgrenzenwerten über 1800 N/mm² führt. Dabei ist der Stahl gleichzeitig auch porenfrei. Verformungsgrade (=Ausgangsquerschnitt-Endquerschnitt:Ausgangsquerschnittx100 %) bis 90 % sind möglich, weil die hohen Streckgrenzenwerte erst nach dem abschließenden Auslagern erzielt werden.
- Mit dem erfindungsgemäßen Verfahren lassen sich die geforderten Streckgrenzenwerte von größer 1800 N/mm² mit Sicherheit erreichen, insbesondere durch das erfindungsgemäß vorgesehene Auslagern des mit höchsten Querschnittsabnahmen vorverformten Endprodukts bei Temperaturen von 300 bis 500 °C für eine dem Querschnitt angepaßte Zeit von 20 Minuten bis 5 Stunden. Diese Auslagerungsbehandlung bedingt eine Umordnung der bei den vorherigen Kaltverformungsvorgängen gebildeten Versetzungen innerhalb des Stahls, und zwar ohne Änderung der sog. Versetzungsdichte, die letztendlich für die hohe Festigkeit dieser Stähle verantwortlich ist. Beim späteren Einsatz der erfindungsgemäß hergestellten Stähle als Verbindungselemente, wie Bolzen, Schrauben, Nägel oder als Drahtseile, bedingt die so geschaffene innere Struktur der Stähle, daß zur weiteren Verformung sehr hohe innere Spannungen aufgewendet werden müssen. Das bedeutet aber, daß die Stähle bei ihrem späteren Einsatz höchsten Belastungen gewachsen sind.
- Eine eigenständige Variante zur Lösung des erfindungsgemäßen Problems besteht in dem Einsatz von Pulver anstelle eines Gußprodukts als Ausgangsmaterial gemäß Anspruch 2. Das Metallpulver wird durch heißisostatisches Verpressen zu einem Vorblock geformt, der dann zu einem Vorprodukt von 5 bis 150 mm Durchmesser umgeschmiedet und/oder ausgewalzt wird, das Vorprodukt dann mit einer Querschnittsabnahme von mindestens 60 % zu einem Endprodukt mit 0,5 bis 90 mm Durchmesser kaltverformt wird und anschließend das Endprodukt bei Temperaturen von 300 bis 500 °C für eine Zeit von 20 Minuten bis 5 Stunden ausgelagert wird.
- Die Herstellung des Stahls auf pulvermetallurgischem Wege bietet eine ausgezeichnete Garantie für einen hervorragenden Reinheitsgrad und das Nichtvorliegen von Porosität.
- Bevorzugt werden nach dem erfindungsgemäßen Verfahren Verbindungselemente, insbesondere Bolzen, Schrauben, Nägel, sowie Drahtseile, erzeugt.
- Anhand der folgenden Beispiele wird die Erfindung erläutert.
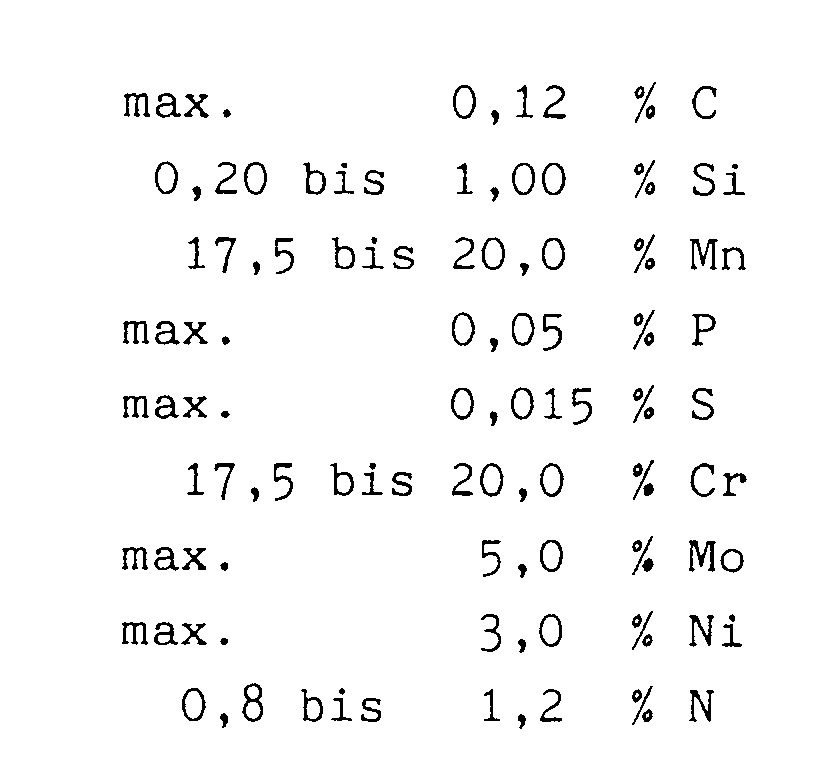
- In einem Druckelektroschlackeumschmelzofen wurde eine Elektrode der folgenden Zusammensetzung (in Masse-%)

- Der im Druckelektroschlackeumschmelzofen erstarrte Stahlblock mit der obigen Gesamtanalyse wurde dann durch Schmieden und Walzen auf einen Querschnitt von 7 mm Durchmesser gebracht. In 8 Zügen wurde der Durchmesser von 7 mm auf 3 mm kaltgezogen. Dies entspricht einer Gesamtverformung von 82 % (ca. 10 % Kaltverformung pro Zug).
- Nach einer Zwischenglühung bei 1080 °C wurde der Draht weiter kaltgezogen vom Durchmesser 3 mm auf 1,8 mm. Die Gesamtumformung betrug dabei 64 % in 6 Zügen (ca. 10 % Verformung pro Zug). Anschließend wurde der auf 1,8 mm Durchmesser gezogene Draht bei einer Temperatur von 400 °C für 4 Stunden ausgelagert.
- Danach wurde eine Streckgrenze von Rp = 2400 N/mm² , eine Zugfestigkeit Rm von 2550 N/mm² , ein Dehnung A = 6,1 % und eine Brucheinschnürung Z von 48,3 % im Rahmen des üblichen Zugversuches ermittelt.
- Die entsprechenden Werte vor der Auslagerungsbehandlung betrugen für die Streckgrenze 2100 N/mm² , für die Zugfestigkeit 2220 N/mm² , für die Dehnung 6 % und für die Brucheinschnürung 46 %.
- Daraus erhellt, daß in bezug auf die gewünschte Steigerung der Festigkeitswerte der erfindungsgemäßen Auslagerungsbehandlung ein hoher Stellenwert beizumessen ist. Gelingt es doch mit dieser Auslagerungsbehandlung, Streckgrenzen- und Zugfestigkeitswerte einzustellen, wie sie bisher noch nicht bekannt waren. Dabei ist insbesondere überraschend, daß die Werte für die Zähigkeit, hier ausgedrückt durch die Dehnung und die Brucheinschnürung, konstant bleiben.
- Es hat sich weiterhin bei den Versuchen gezeigt, daß auch bei sehr hohen Kaltverformungsgraden das austenitische Gefüge durch den hohen Stickstoffgehalt und den hohen Reinheitsgrad so stabilisiert ist, daß ein Umklappen des Austenits in Martensit nicht auftrat. Damit können die bisher bei austenitischen Stählen beobachteten schädlichen Wirkungen des sog. Verformungs-Martensits vermieden werden, insbesondere ein Abfall der Zähigkeit, was ein Ende der Kaltziehfähigkeit bedeutet.
- Ferner bleiben die Stähle auch bei höchsten Verformungsgraden unmagnetisch. Außerdem wird die Anfälligkeit gegen Spannungsrißkorrosion in verdünnten wässrigen Lösungen bis 80 °C verringert.
Claims (8)
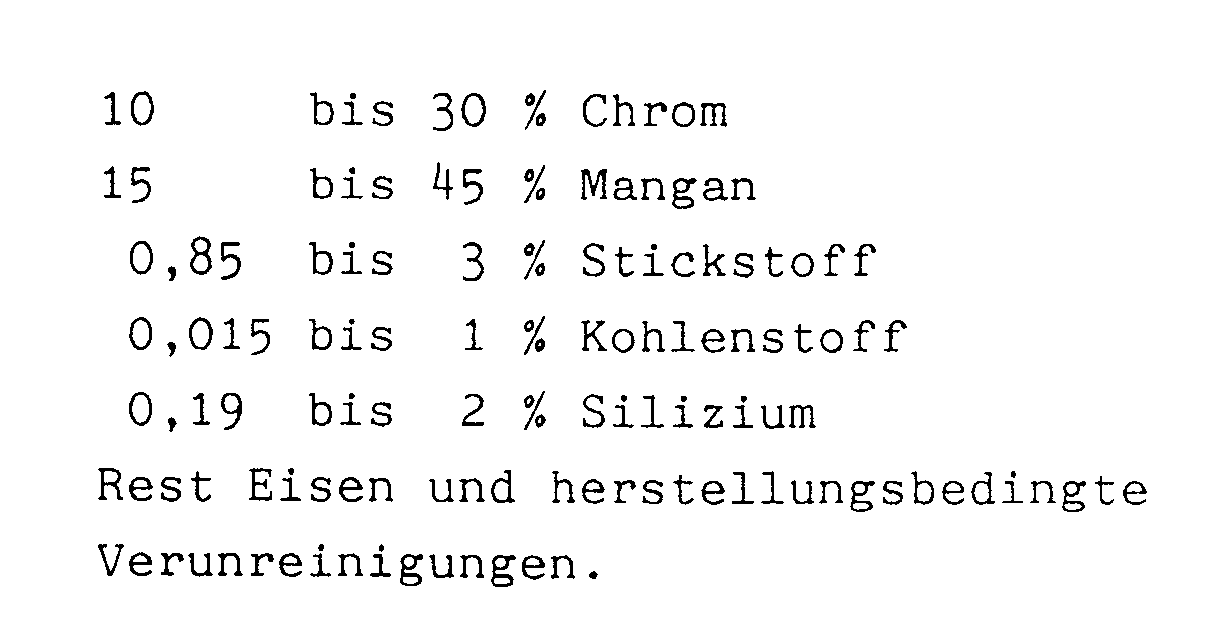
- Verfahren zur Herstellung von Erzeugnissen aus einem vollaustenitischen Chrom-Mangan-Stahl mit (in Masse-%):Rest Eisen und übliche erschmelzungsbedingte Verunreinigungen, bei dem eine Elektrode für das Elektroschlackeumschmelzen erzeugt wird, der Stickstoffgehalt des Stahls in einem Druckelektroschlacke umschmelzverfahren beim Abschmelzen dieser Elektrode durch Zugabe von stickstoffhaltigen Materialien eingestellt wird, der unter Druck erstarrte Stahlblock dann zu einem Vorprodukt von 5 bis 150 mm Durchmesser ausgeschmiedet und/oder ausgewalzt wird, das Vorprodukt anschließend mit einer Gesamtquerschnittsabnahme von mindestens 60 % zu einem Endprodukt mit 0,5 bis 90 mm Durchmesser kaltverformt wird, worauf das Endprodukt bei Temperaturen von 300 bis 500 °C für 20 Minuten bis 5 Stunden ausgelagert wird.
- Verfahren zur Herstellung von Erzeugnissen aus einem vollaustenitischen Stahl mit (in Masse-%):Rest Eisen und übliche erschmelzungsbedingte Verunreinigungen, bei dem ein Metallpulver erzeugt wird, der Stickstoffstoffgehalt durch Aufsticken des Metallpulvers in fester Phase eingestellt wird, das Metallpulver durch heißisostatisches Pressen zu einem Vorblock geformt wird, dieser Vorblock dann zu einem Vorprodukt von 5 bis 150 mm Durchmesser ausgeschmiedet und/oder ausgewalzt wird, das Vorprodukt dann mit einer Gesamtquerschnittsabnahme von mindestens 60 % zu einem Endprodukt mit 0,5 bis 90 mm Durchmesser kaltverformt wird, und anschließend das Endprodukt bei Temperaturen von 300 bis 500 °C für eine Zeit von 20 Minuten bis 5 Stunden ausgelagert wird.

- Verfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet, daß das Vorprodukt durch Recken kalt verformt wird. - Verfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet, daß das Vorprodukt durch Ziehen kalt verformt wird. - Verfahren nach Anspruch 4,
dadurch gekennzeichnet, daß das Ziehen in mehreren Teilschritten erfolgt. - Verfahren nach den Ansprüchen 4 oder 5,
dadurch gekennzeichnet, daß nach dem ersten Ziehschritt ein Zwischenglühen bei Temperaturen von 1000 bis 1150 °C vorgenommen wird. - Verwendung eines nach einem der Ansprüche 1 bis 6 hergestellten Stahls als Werkstoff zur Herstellung von Verbindungselementen, insbesondere Bolzen, Schrauben, Nägel, mit einer Mindeststreckgrenze von 1800 N/mm².
- Verwendung eines nach einem der Ansprüche 1 bis 6 hergestellten Stahls als Werkstoff zur Herstellung von Drahtseilen mit einer Mindeststreckgrenze von 1800 N/mm².
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3940438 | 1989-12-07 | ||
| DE3940438A DE3940438C1 (de) | 1989-12-07 | 1989-12-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0432434A1 true EP0432434A1 (de) | 1991-06-19 |
| EP0432434B1 EP0432434B1 (de) | 1994-09-21 |
Family
ID=6394974
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90120990A Expired - Lifetime EP0432434B1 (de) | 1989-12-07 | 1990-11-02 | Verfahren zur Herstellung von Verbindungselementen aus einem vollaustenitischen Cr-Mn-Stahl. |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0432434B1 (de) |
| JP (1) | JPH0688160A (de) |
| AT (1) | ATE111968T1 (de) |
| DE (2) | DE3940438C1 (de) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1998048070A1 (de) * | 1997-04-22 | 1998-10-29 | Krupp Vdm Gmbh | Hochfeste und korrosionsbeständige eisen-mangan-chrom-legierung |
| EP0918099A1 (de) * | 1997-10-27 | 1999-05-26 | Stahlwerk Ergste Westig GmbH | Chrom-Mangan-Stahllegierung |
| WO1999031282A1 (en) * | 1997-12-17 | 1999-06-24 | Haldex Garphyttan Aktiebolag | Cold drawn wire and method for the manufacturing of such wire |
| EP1069202A1 (de) * | 1999-07-15 | 2001-01-17 | Schoeller-Bleckmann Oilfield Technology GmbH & Co KG | Ein paramagnetischer, korrosionsbeständiger, austenitischer Stahl mit hoher Dehngrenze, Festigkeit und Zähigkeit, und Verfahren zu seiner Herstellung |
| US6331772B1 (en) | 1996-11-22 | 2001-12-18 | Daimlerchrysler Ag | Sensor component |
| US6682581B1 (en) | 1999-05-26 | 2004-01-27 | Basf Aktiengesellschaft | Nickel-poor austenitic steel |
| US6682582B1 (en) | 1999-06-24 | 2004-01-27 | Basf Aktiengesellschaft | Nickel-poor austenitic steel |
| EP1538232A1 (de) * | 2003-12-03 | 2005-06-08 | BÖHLER Edelstahl GmbH | Korrosionsbeständige, austenitische Stahlregierung |
| EP1795619A3 (de) * | 2005-12-06 | 2009-04-08 | Teufelberger Seil Gesellschaft m.b.h. | Manganhaltiger Stahldraht für lineares Zugkraftübertragungselement sowie dessen Herstellungsverfahren und Verwendung |
| CN105220067A (zh) * | 2014-06-11 | 2016-01-06 | 丹阳市凯鑫合金材料有限公司 | 射频器的谐振杆用殷钢冷镦丝的生产方法 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19607828C2 (de) * | 1995-04-15 | 2003-06-18 | Vsg En Und Schmiedetechnik Gmb | Verfahren zum Herstellen eines austenitischen Cv-Mn-Stahls |
| US7658883B2 (en) | 2006-12-18 | 2010-02-09 | Schlumberger Technology Corporation | Interstitially strengthened high carbon and high nitrogen austenitic alloys, oilfield apparatus comprising same, and methods of making and using same |
| JP5858424B2 (ja) * | 2011-12-01 | 2016-02-10 | 株式会社日本製鋼所 | 固体高分子型燃料電池セパレータ用ステンレス鋼およびその製造方法 |
| CN102719682B (zh) * | 2012-02-14 | 2014-05-21 | 攀钢集团江油长城特殊钢有限公司 | Gh901合金的冶炼方法 |
| JP6640654B2 (ja) * | 2016-05-30 | 2020-02-05 | 株式会社東芝 | 高Cr鋼部品の製造方法 |
| DE102017116615B3 (de) | 2017-07-24 | 2018-08-30 | Benteler Steel/Tube Gmbh | Kolbenzylindersystem mit mindestens einem Rohrelement |
| CN111500942B (zh) * | 2020-05-11 | 2021-08-10 | 湖南恒基粉末科技有限责任公司 | 一种高氮含量无磁不锈钢粉末及其制备方法 |
| CN112719794B (zh) * | 2020-12-16 | 2022-03-11 | 浙江福尔加机械股份有限公司 | 一种汽车轮毂螺栓的加工方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2745740A (en) * | 1954-09-02 | 1956-05-15 | Ford Motor Co | Process of preparing an iron base melt |
| US2783169A (en) * | 1955-02-15 | 1957-02-26 | Ford Motor Co | Process of producing nitrogen rich wrought austenitic alloys |
| US3936297A (en) * | 1972-05-08 | 1976-02-03 | Allegheny Ludlum Industries, Inc. | Method of producing austenitic stainless steel |
| FR2493344A1 (de) * | 1980-11-05 | 1982-05-07 | Gen Electric | |
| EP0249117A2 (de) * | 1981-03-20 | 1987-12-16 | Kabushiki Kaisha Toshiba | Verfahren zur Herstellung eines nichtmagnetisches Stahles, beständig gegen Rissbildungskorrosion |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT266900B (de) * | 1963-05-24 | 1968-12-10 | Boehler & Co Ag Geb | Austenitische unmagnetisierbare Stähle zur Herstellung von bewegten, insbesondere schwingend beanspruchten Maschinenteilen |
| US3820980A (en) * | 1972-05-08 | 1974-06-28 | Allegheny Ludlum Ind Inc | Austenitic stainless steel |
| US3912503A (en) * | 1973-05-14 | 1975-10-14 | Armco Steel Corp | Galling resistant austenitic stainless steel |
| DE2528588C2 (de) * | 1974-06-27 | 1990-05-10 | Inteco Internationale Technische Beratung GmbH, Bruck an der Mur | Verfahren zur großtechnischen Herstellung von austenitischen Stählen oder Legierungen mit über der maximalen Löslichkeit bei Atmosphärendruck liegenden Stickstoffgehalten |
-
1989
- 1989-12-07 DE DE3940438A patent/DE3940438C1/de not_active Expired - Lifetime
-
1990
- 1990-11-02 EP EP90120990A patent/EP0432434B1/de not_active Expired - Lifetime
- 1990-11-02 AT AT90120990T patent/ATE111968T1/de not_active IP Right Cessation
- 1990-11-02 DE DE59007249T patent/DE59007249D1/de not_active Expired - Lifetime
- 1990-12-07 JP JP2414160A patent/JPH0688160A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2745740A (en) * | 1954-09-02 | 1956-05-15 | Ford Motor Co | Process of preparing an iron base melt |
| US2783169A (en) * | 1955-02-15 | 1957-02-26 | Ford Motor Co | Process of producing nitrogen rich wrought austenitic alloys |
| US3936297A (en) * | 1972-05-08 | 1976-02-03 | Allegheny Ludlum Industries, Inc. | Method of producing austenitic stainless steel |
| FR2493344A1 (de) * | 1980-11-05 | 1982-05-07 | Gen Electric | |
| EP0249117A2 (de) * | 1981-03-20 | 1987-12-16 | Kabushiki Kaisha Toshiba | Verfahren zur Herstellung eines nichtmagnetisches Stahles, beständig gegen Rissbildungskorrosion |
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6331772B1 (en) | 1996-11-22 | 2001-12-18 | Daimlerchrysler Ag | Sensor component |
| WO1998048070A1 (de) * | 1997-04-22 | 1998-10-29 | Krupp Vdm Gmbh | Hochfeste und korrosionsbeständige eisen-mangan-chrom-legierung |
| EP0918099A1 (de) * | 1997-10-27 | 1999-05-26 | Stahlwerk Ergste Westig GmbH | Chrom-Mangan-Stahllegierung |
| WO1999031282A1 (en) * | 1997-12-17 | 1999-06-24 | Haldex Garphyttan Aktiebolag | Cold drawn wire and method for the manufacturing of such wire |
| US6383316B1 (en) | 1997-12-17 | 2002-05-07 | Haldex Garphyttan Aktiebolag | Cold drawn wire and method for the manufacturing of such wire |
| US6682581B1 (en) | 1999-05-26 | 2004-01-27 | Basf Aktiengesellschaft | Nickel-poor austenitic steel |
| US6682582B1 (en) | 1999-06-24 | 2004-01-27 | Basf Aktiengesellschaft | Nickel-poor austenitic steel |
| US6454879B1 (en) | 1999-07-15 | 2002-09-24 | Schoeller-Bleckman Oilfield Technology Gmbh & Co. Kg | Process for producing a paramagnetic, corrosion-resistant material and like materials with high yield strength, strength, and ductility |
| EP1069202A1 (de) * | 1999-07-15 | 2001-01-17 | Schoeller-Bleckmann Oilfield Technology GmbH & Co KG | Ein paramagnetischer, korrosionsbeständiger, austenitischer Stahl mit hoher Dehngrenze, Festigkeit und Zähigkeit, und Verfahren zu seiner Herstellung |
| NO340359B1 (no) * | 2003-12-03 | 2017-04-10 | Boehler Edelstahl | Korrosjonsbestandig, austenittisk stållegering |
| EP1538232A1 (de) * | 2003-12-03 | 2005-06-08 | BÖHLER Edelstahl GmbH | Korrosionsbeständige, austenitische Stahlregierung |
| US7708841B2 (en) | 2003-12-03 | 2010-05-04 | Boehler Edelstahl Gmbh & Co Kg | Component for use in oil field technology made of a material which comprises a corrosion-resistant austenitic steel alloy |
| US7947136B2 (en) | 2003-12-03 | 2011-05-24 | Boehler Edelstahl Gmbh & Co Kg | Process for producing a corrosion-resistant austenitic alloy component |
| US8454765B2 (en) | 2003-12-03 | 2013-06-04 | Boehler Edelstahl Gmbh & Co. Kg | Corrosion-resistant austenitic steel alloy |
| EP1795619A3 (de) * | 2005-12-06 | 2009-04-08 | Teufelberger Seil Gesellschaft m.b.h. | Manganhaltiger Stahldraht für lineares Zugkraftübertragungselement sowie dessen Herstellungsverfahren und Verwendung |
| CN105220067B (zh) * | 2014-06-11 | 2017-03-01 | 丹阳市凯鑫合金材料有限公司 | 射频器的谐振杆用殷钢冷镦丝的生产方法 |
| CN105220067A (zh) * | 2014-06-11 | 2016-01-06 | 丹阳市凯鑫合金材料有限公司 | 射频器的谐振杆用殷钢冷镦丝的生产方法 |
| CN106834950A (zh) * | 2014-06-11 | 2017-06-13 | 丹阳市凯鑫合金材料有限公司 | 一种殷钢冷镦丝的生产方法 |
| CN106834951A (zh) * | 2014-06-11 | 2017-06-13 | 丹阳市凯鑫合金材料有限公司 | 一种射频器的谐振杆用殷钢冷镦丝 |
| CN106893937A (zh) * | 2014-06-11 | 2017-06-27 | 丹阳市凯鑫合金材料有限公司 | 采用真空熔炼和电渣重熔工序的谐振杆用殷钢冷镦丝 |
| CN106893936A (zh) * | 2014-06-11 | 2017-06-27 | 丹阳市凯鑫合金材料有限公司 | 采用真空熔炼和电渣重熔工序的谐振杆用殷钢冷镦丝 |
| CN106893937B (zh) * | 2014-06-11 | 2018-11-27 | 丹阳市凯鑫合金材料有限公司 | 采用真空熔炼和电渣重熔工序的谐振杆用殷钢冷镦丝 |
| CN106893936B (zh) * | 2014-06-11 | 2018-11-30 | 丹阳市凯鑫合金材料有限公司 | 真空熔炼的射频器的谐振杆用殷钢冷镦丝的生产方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE111968T1 (de) | 1994-10-15 |
| DE59007249D1 (de) | 1994-10-27 |
| EP0432434B1 (de) | 1994-09-21 |
| JPH0688160A (ja) | 1994-03-29 |
| DE3940438C1 (de) | 1991-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0432434B1 (de) | Verfahren zur Herstellung von Verbindungselementen aus einem vollaustenitischen Cr-Mn-Stahl. | |
| DE1508416C3 (de) | Verfahren zur Herstellung von Stahlteilen wie Bolzen, Schrauben, Zapfen u.dgl. | |
| DE60016369T2 (de) | Kalt bearbeitbarer stahldraht oder stahlstab und verfahren | |
| DE60019141T2 (de) | Verfahren zum Herstellen von Produkten aus ausscheidungsgehärtetem, martensitischem, nichtrostendem Stahl und Verwendung des Verfahrens | |
| DE3621671A1 (de) | Hochfestes ti-legierungsmaterial mit verbesserter bearbeitbarkeit und verfahren zu dessen herstellung | |
| DE2606632C2 (de) | Verwendung von Kohlenstoff-Stahl als superplastischer Wirkstoff und Verfahren zu dessen Wärmebehandlung | |
| EP1641950B1 (de) | Beta-titanlegierung, verfahren zur herstellung eines warmwalzproduktes aus einer solchen legierung und deren verwendungen | |
| DE69728188T2 (de) | Profile aus warmgewalztem hochfestem stahl | |
| DE69113475T2 (de) | Erzeugnisse aus hochfestem stahl und verfahren zu deren herstellung. | |
| DE69522228T2 (de) | Verfahren zur Herstellung hochfester Baustahlprofile mit mindestens einem Flansch | |
| EP3077556A1 (de) | Verfahren zur bearbeitung einer dispersionsgehärteten platinzusammensetzung | |
| DE69115392T2 (de) | Verfahren zum Herstellen von hoch bruchfesten Produkten aus instabilem austenitischem Stahl und so hergestellte Produkte | |
| DE1290727B (de) | Verfahren zur Herstellung von Nioblegierungen hoher Festigkeit | |
| EP0436910B1 (de) | Verfahren zum Kaltverformen von unlegiertem Titan | |
| DE1558687A1 (de) | Verfahren zur Verbesserung der Festigkeit und Dehnung von Stahl | |
| DE3702634A1 (de) | Stahlstift fuer ein befestigungsmittel und verfahren zu dessen herstellung | |
| DE19652335C1 (de) | Verfahren zur Herstellung von korrosionsbeständigen Flaschen oder Behältern aus Stahl | |
| DE3730379C2 (de) | ||
| EP0013331A1 (de) | Verfahren zum Herstellen von Profilen und die Verwendung eines Feinkornstahles für Profile | |
| EP0367360B1 (de) | Verfahren zur Herstellung nahtloser Druckbehälter | |
| DE3507124A1 (de) | Durch elektro-widerstandsschweissen geschweisstes oelbohrungsrohr und verfahren zu dessen herstellung | |
| DE69214421T2 (de) | Rohfabrikate grosser Länge für Herstellungsverfahren durch Kaltumformen, insbesondere für Kaltstauchen von formgebend bearbeitete Erzeugnisse wie Bolzen, und Verfahren zur Herstellung dieser kaltgeformten Gegenstände | |
| DE2225517B2 (de) | Verfahren zur herstellung eines lagerelementes | |
| DE2355894C3 (de) | Verfahren zum Halbwarmschmieden von Kohlenstoffstahl oder niedriglegiertem Stahl | |
| DE3136722A1 (de) | "verfahren zur herstellung von fertigteilen aus hochlegierten ferritischen werkstoffen" |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19910523 |
|
| 17Q | First examination report despatched |
Effective date: 19930729 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19940921 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19940921 Ref country code: BE Effective date: 19940921 Ref country code: DK Effective date: 19940921 |
|
| REF | Corresponds to: |
Ref document number: 111968 Country of ref document: AT Date of ref document: 19941015 Kind code of ref document: T |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940928 |
|
| REF | Corresponds to: |
Ref document number: 59007249 Country of ref document: DE Date of ref document: 19941027 |
|
| ITF | It: translation for a ep patent filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19941130 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 90120990.8 |
|
| ET | Fr: translation filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20011030 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20011107 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021102 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20021111 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021130 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031103 |
|
| EUG | Se: european patent has lapsed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20091130 Year of fee payment: 20 Ref country code: DE Payment date: 20091124 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20091126 Year of fee payment: 20 Ref country code: FR Payment date: 20091203 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20101102 |