EP0443418A1 - Machine textile - Google Patents
Machine textile Download PDFInfo
- Publication number
- EP0443418A1 EP0443418A1 EP91101966A EP91101966A EP0443418A1 EP 0443418 A1 EP0443418 A1 EP 0443418A1 EP 91101966 A EP91101966 A EP 91101966A EP 91101966 A EP91101966 A EP 91101966A EP 0443418 A1 EP0443418 A1 EP 0443418A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- textile
- machine according
- control unit
- control
- textile machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H9/00—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine
- D01H9/18—Arrangements for replacing or removing bobbins, cores, receptacles, or completed packages at paying-out or take-up stations ; Combination of spinning-winding machine for supplying bobbins, cores, receptacles, or completed packages to, or transporting from, paying-out or take-up stations ; Arrangements to prevent unwinding of roving from roving bobbins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/04—Arrangements for removing completed take-up packages and or replacing by cores, formers, or empty receptacles at winding or depositing stations; Transferring material between adjacent full and empty take-up elements
- B65H67/0428—Arrangements for removing completed take-up packages and or replacing by cores, formers, or empty receptacles at winding or depositing stations; Transferring material between adjacent full and empty take-up elements for cans, boxes and other receptacles
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G21/00—Combinations of machines, apparatus, or processes, e.g. for continuous processing
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01H—SPINNING OR TWISTING
- D01H5/00—Drafting machines or arrangements ; Threading of roving into drafting machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the invention relates to a textile machine according to the preamble of claim 1.
- the feed and discharge unit in terms of control and drive, are fully integrated into the drive and control unit of the textile processing machine.
- Today's drive technology in particular the individual drive via electric motors, enables a very finely tuned and controllable drive, whereby the communication of individual drive groups can also be carried out without problems and with almost no losses.
- a textile processing machine which delivers the textile material, in this case a sliver, to a can press provided with its own drive. Differences in the delivery speed of the sliver between the textile processing machine and the subsequent can press are detected by a sensor device and the drive of the can press is regulated according to the values determined in the process.
- the can press and the textile processing machine are controlled by a central control computer.
- this system is not readily transferable to the supply of textile material by means of a supply unit to the textile processing machine.
- a feed unit can also be started independently of the subsequent textile processing machine. This is particularly necessary if a new batch of textile material has to be set up and positioned accordingly for transfer to the textile processing machine. This is particularly the case when part of the textile material is held on hold as a reserve material.
- the invention is based on the object of designing the drive and control concept for a feed unit for a textile processing machine in order to be able to meet the special requirements for such a feed unit from the point of view of automation.
- Automation can be understood on the one hand as the automatic tracking of textile material without stopping the textile processing machine and on the other hand the connection to an automatic transport system for the textile material.
- the feed device is at least partially provided with an independent control and drive unit.
- the control unit of the textile processing machine For communication between the control unit of the textile processing machine and the control unit of the feed device, it is further proposed to connect these two control units via a connection path.
- a sensor device for monitoring the storage space and / or for monitoring the memory content is assigned to the textile material stores assigned to the feed device and / or the delivery device, the respective sensor device being connected to the respective control unit.
- the control unit of the feed device have an operating and / or display unit and a control and / or regulating electronics for controlling at least one motor for driving conveying elements for conveying textile material drawn off from the respective textile material store and with a sensor system for monitoring the feed device, in particular for monitoring the textile material transport.
- stepper motors results in an exact determination of the position during the entire transport process of the sliver, e.g. a beginning of a sliver, seen in the direction of transport.
- electronically commutated brushless motors e.g. DC motors have the advantage that the drive of the conveyor belt can also work in the overload range for a short time and without problems.
- the guide signals transmitted thereby ensure the synchronism of the feed device with the processing device, for example a drafting system, of the textile processing machine.
- the processing speed of the textile processing machine changes depending on how big it is Mass of the supplied textile material is.
- the mass obtained is determined, for example, by an inlet measuring element in front of the drafting system and a corresponding signal is sent to a control system.
- the teaching claimed by the invention provides a good possibility of regulating the entire system through direct control.
- the independent drive shortens the drive paths and thus the losses are smaller.
- the drives can be designed specifically for the individual purpose. The proposed control, regulation and drive-related separation enables better allocation and communication to an assigned automatic transport system for the textile material.
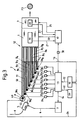
- Figure 1 shows a textile processing machine, e.g. a route 1, which is provided with a drafting system, not shown.
- a feed table 2 is provided as the feed unit, and a belt storage 3 is provided as the delivery unit.
- Cans A, R for removing slivers are set up along the feed table 2.
- the space which the cans A, R occupy is generally also referred to as a can rack 4.
- empty spaces can also be provided for receiving cans by the transport unit. This can improve the logistics of the transport system and thus its effectiveness.
- the directional arrow p shows the feed and the direction of passage of the textile material before it reaches the tape storage 3.
- a transport system T 1 is assigned to a driverless transport vehicle 5 guided via a guideline 6.
- the transport vehicle 5 is controlled by a control computer 7. This means that the transport vehicle receives the drive command or the drive order from the control computer 7 via a connection 8.
- the connection 8 can be wireless, via a connection cable or via a communication station.
- the drive 9 of the feed table 2 and the sensor system 10 is shown schematically.
- the drive 9 is connected to a control unit 13 via a path 11 and the sensor system 10 via a path 12.
- the control unit 13 communicates via the line 14 with the host computer 7 of the transport system T 1.
- the paths 15 and 16 form a communication option between the control unit 17 of the drive unit 18 of the route 1.
- the schematically illustrated sensor system 19 of the route 1 is connected to the control unit 17 via the path 21.
- the two connections 22 and 23 enable communication between the control unit 17 and the control unit 24 of the tape storage unit 3.
- the control unit 24 is connected via the paths 25 to a schematically shown drive 26 and via the path 27 to a sensor system 28 of the tape storage unit 3.
- the control computer 30 communicates via a connection 32 with a transport vehicle 31 which is guided via a guide 33.
- F2 in the filling station, while an empty can F1 is ready for tracking.
- F3 denotes a filled can, which was ejected from the band storage 3 after the filling process and is ready to be picked up by the transport vehicle 31.
- the guideline 33 is provided with a reversing loop 34.
- FIG. 2 shows a more detailed breakdown of the drive and control mechanism for the feed table 2.
- a motor electronics 35 which acts on a motor 36.
- a connection 37 between the engine electronics 35 and the Control unit 17 for the route is a connection 37, in which an attenuator 38 is switched on.
- the motor electronics 35 or the motor 36 receives a command signal via this connection 37 in order to ensure the synchronization with respect to the feed speed of the textile material and the processing speed.
- the motor electronics are controlled by the control unit 13 via the path 11.
- the lines 40 and 41 represent a connection between the control unit 13 and a display and operating unit 39.
- a voltage supply unit 42 supplies the display and operating unit via line 44, the control unit 13 via line 43, and the line 47 Sensor 10 and motor electronics 35 via line 46 with current.
- the power supply 42 is switched on by the control unit 17 of the line 1 via the line 45. In the specific case, this means that the voltage supply 42 is only effective when the control unit 17 or. route 1 is switched on.
- the connection 48 between the sensor system 10 and the motor electronics 35 makes it possible to intervene directly in the motor electronics for motor control. In certain cases, this allows the reaction time to change the engine speed to be shortened since the computer unit of the control unit 13 is bypassed.
- the feed table 2 is composed of a total of eight individual conveyor belts B1 to B8.
- Each conveyor belt B1 to B8 is equipped with a separate drive motor 361 to 368.
- the drive motors 361 to 368 are each above a draw-off point above a can, only one can A being shown because of the better overview.
- the other seven cans are assigned accordingly.
- In circumferential belts B1 to B 29w swiveling pressure rollers 49 are assigned to each of the withdrawal points. During operation, these rollers 49 move in the direction of the respective conveyor belt B1 to B8 and thereby enable the respective sliver to be pulled off by the clamping between the conveyor belt and the pressure roller 49.
- sliver 50 is transferred to the transfer point 52 on route 1 submitted.
- the slivers 50 released in the process are combined at this transfer point 52 (not shown) to form a sliver fleece before it is fed to the drafting system of the line 1.
- the other slivers also called reserve belts 51 in this operating state, are in the start position below a sensor row S and are switched on in accordance with the failure of a sliver 50, that is, one of the conveyor belts B 1 to B 4 must be started up and switched on via the respective motor 36.
- the monitoring of the slivers or the sliver break can also take place directly in the area of the withdrawal points.
- the transport vehicle 5 with the guideline 6 is only indicated schematically here.
- the line 1 and the tape storage 3 are connected to form a unit, which are controlled by a control unit 17.
- the sensor system 19 of the route 1 and the sensor system 28 of the tape storage 3 are connected to the control unit 17 via the paths 21 and 27.
- the special indication of the respective drive unit has been omitted.
- the transmission of a guide signal from the route 1 takes place via the control unit 17 and the control unit 13 to the individual electronic control units 351 to 358 of the motors 361 to 368.
- An attenuator 38 is installed in the path 16 provided for this purpose to damp short-wave signals.
- Each can parking space is assigned a can sensor 53, which is connected to the control unit 13 via a line 54 and the sensor system 10 and the path 12. For reasons of clarity, only one sensor 53 was shown in the example in FIG. 3.
- the sensors 53 can also on the one hand to check whether a jug is present, or on the other hand to check the jug contents. These signals received by the sensors 53 are relevant for the provision of the transport system and for the preparation of the tracking of a reserve belt.
- the further insertion of the fiber slivers 50 into the subsequent drafting device or the fiber tape subsequently exiting from the drafting device into the sliver storage can be done manually or automatically.
- the engine speed of the motors 36 1 to 36 8 is adjusted according to the control dynamics of the drafting system of line 1 via path 16.
- a sliver breaks down as a result of a sliver break or an empty can, after notification via the sensor system 10, the corresponding conveyor belt B is switched on with the reserve belt 51 in such a way that the end of the sliver running out coincides with the start of the switched-on reserve belt 51 covered. This requires an exact sensor system and an exact start of the corresponding conveyor belt.
- the notification of a failed sliver or an empty can is transmitted by the control unit 13 via line 14 to the control computer 7 of the transport system T1. With this transmission, the position of the position of the empty can is also transmitted, whereby the control computer can transmit a clear driving order to the transport vehicle 5 for picking up and replacing the corresponding can with a new filled can.
- a further transport system T2 was omitted in Fig. 3. However, it could be done similarly, as shown in the example of FIG. 1.
- the example according to FIG. 1 differs essentially from that in FIG. 3 in that the section 1 and the can rack 3 each have their own control and drive unit, which communicate with one another via the respective control unit 17 or 24. Otherwise, the example according to FIG.
- the additional transport system T2 in the example of FIG. 1 has the task of conveying empty cans F1 to the tape deposit and to transport the full cans F3 ejected in this tape deposit 3.
- the control unit 30 of this transport system T2 is connected to the control unit 24 of the tape storage 3.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Spinning Or Twisting Of Yarns (AREA)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH557/90A CH681632A5 (fr) | 1990-02-21 | 1990-02-21 | |
| CH55790 | 1990-02-21 | ||
| CH557/90 | 1990-02-21 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0443418A1 true EP0443418A1 (fr) | 1991-08-28 |
| EP0443418B1 EP0443418B1 (fr) | 1996-10-23 |
| EP0443418B2 EP0443418B2 (fr) | 2001-11-21 |
Family
ID=4189767
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91101966A Expired - Lifetime EP0443418B2 (fr) | 1990-02-21 | 1991-02-13 | Machine textile |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5226212A (fr) |
| EP (1) | EP0443418B2 (fr) |
| JP (1) | JPH06316819A (fr) |
| CH (1) | CH681632A5 (fr) |
| CS (1) | CS38391A2 (fr) |
| DE (1) | DE59108289D1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0877107A3 (fr) * | 1997-05-10 | 1999-04-14 | Rieter Ingolstadt Spinnereimaschinenbau AG | Procédé et appareil pour le transport d'un groupe de pots |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19809875B4 (de) * | 1998-03-07 | 2014-01-02 | Trützschler GmbH & Co Kommanditgesellschaft | Vorrichtung zum Zuführen von Faserbändern an Streckwerken von Spinnereimaschinen, insbesondere von Strecken |
| CN111910302B (zh) * | 2019-05-09 | 2024-07-02 | 北自所(北京)科技发展股份有限公司 | 预并至条并卷的条筒自动输送暂存系统及方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3698041A (en) * | 1962-02-09 | 1972-10-17 | Spinnereimaschinenbau Ingolsta | Can changing in strand material handling |
| FR2143229A1 (en) * | 1971-06-22 | 1973-02-02 | Montecchi Federico | Sliver feed - with reverse bins and feed rollers to back up sliver failure automatically |
| FR2534600A1 (fr) * | 1982-10-13 | 1984-04-20 | Truetzschler & Co | Procede et dispositif de commande et/ou regulation d'une installation de preparation a la filature |
| FR2587042A1 (fr) * | 1985-09-10 | 1987-03-13 | Truetzschler & Co | Dispositif de transport automatique d'un pot au moins entre une machine de filature delivrant des rubans de fibres et une machine de filature alimentee par des rubans de fibres |
| EP0318144A1 (fr) * | 1987-10-22 | 1989-05-31 | Walker Magnetics Group, Inc. | Dispositif pour la production de fil guipé |
| DE3926036A1 (de) * | 1988-08-05 | 1990-02-08 | Rieter Ag Maschf | Textilmaschine mit streckwerk |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5022626B2 (fr) * | 1972-10-19 | 1975-08-01 | ||
| US4179773A (en) * | 1978-04-27 | 1979-12-25 | Platt Saco Lowell Limited | Means for severing and compacting coiled sliver |
| IN161184B (fr) * | 1983-06-21 | 1987-10-17 | Rieter Ag Maschf | |
| DE3324461C1 (de) * | 1983-07-07 | 1984-10-25 | Trützschler GmbH & Co KG, 4050 Mönchengladbach | Vorrichtung zum Trennen eines Faserbandes beim Kannenwechsel an Spinnereivorbereitungsmaschinen |
| US4735040A (en) * | 1985-04-30 | 1988-04-05 | Buro Patent Ag | Method of and apparatus for the automatic feeding of filled cans and the automatic removal of empty cans from the spinning units of a spinning machine |
| DE3733632C2 (de) * | 1987-10-05 | 1998-04-23 | Truetzschler Gmbh & Co Kg | Vorrichtung bei einer Karde oder Krempel zur Vergleichmäßigung des Faserbandes oder -vlieses |
| DE3821238A1 (de) * | 1988-06-23 | 1989-12-28 | Rieter Ag Maschf | Verfahren und vorrichtung zur herstellung eines gleichmaessigen faserbandes |
| PT91966B (pt) * | 1988-11-03 | 1995-08-09 | Rieter Ag Maschf | Mesa de entrada dupla |
| PT91964B (pt) * | 1988-11-03 | 1995-09-12 | Rieter Ag Maschf | Mesa de entrada de uma estiradeira |
| CH677782A5 (fr) * | 1988-11-28 | 1991-06-28 | Rieter Ag Maschf | |
| US5067202A (en) * | 1989-07-26 | 1991-11-26 | Maschinenfabrik Rieter Ag | Method of maintaining a predetermined quantity of sliver in a card and/or drawframe |
-
1990
- 1990-02-21 CH CH557/90A patent/CH681632A5/de not_active IP Right Cessation
-
1991
- 1991-02-12 US US07/655,294 patent/US5226212A/en not_active Expired - Lifetime
- 1991-02-13 DE DE59108289T patent/DE59108289D1/de not_active Expired - Fee Related
- 1991-02-13 EP EP91101966A patent/EP0443418B2/fr not_active Expired - Lifetime
- 1991-02-14 CS CS91383A patent/CS38391A2/cs unknown
- 1991-02-19 JP JP3024554A patent/JPH06316819A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3698041A (en) * | 1962-02-09 | 1972-10-17 | Spinnereimaschinenbau Ingolsta | Can changing in strand material handling |
| FR2143229A1 (en) * | 1971-06-22 | 1973-02-02 | Montecchi Federico | Sliver feed - with reverse bins and feed rollers to back up sliver failure automatically |
| FR2534600A1 (fr) * | 1982-10-13 | 1984-04-20 | Truetzschler & Co | Procede et dispositif de commande et/ou regulation d'une installation de preparation a la filature |
| FR2587042A1 (fr) * | 1985-09-10 | 1987-03-13 | Truetzschler & Co | Dispositif de transport automatique d'un pot au moins entre une machine de filature delivrant des rubans de fibres et une machine de filature alimentee par des rubans de fibres |
| EP0318144A1 (fr) * | 1987-10-22 | 1989-05-31 | Walker Magnetics Group, Inc. | Dispositif pour la production de fil guipé |
| DE3926036A1 (de) * | 1988-08-05 | 1990-02-08 | Rieter Ag Maschf | Textilmaschine mit streckwerk |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0877107A3 (fr) * | 1997-05-10 | 1999-04-14 | Rieter Ingolstadt Spinnereimaschinenbau AG | Procédé et appareil pour le transport d'un groupe de pots |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0443418B2 (fr) | 2001-11-21 |
| JPH06316819A (ja) | 1994-11-15 |
| US5226212A (en) | 1993-07-13 |
| CS38391A2 (en) | 1991-09-15 |
| EP0443418B1 (fr) | 1996-10-23 |
| CH681632A5 (fr) | 1993-04-30 |
| DE59108289D1 (de) | 1996-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2028298B1 (fr) | Machine textile | |
| EP0296547B1 (fr) | Procédé et dispositif pour la jonction automatique d'un ruban de fibres discontinues | |
| EP0311831B1 (fr) | Régulation des étapes d'ouverture de fibres d'une installation de préparation à la filature | |
| EP0799916A2 (fr) | Machine de peignage avec un banc d'étirage contrÔlé | |
| EP0360054B1 (fr) | Procédé et dispositif pour alimenter des postes de filage d'un automate de filage avec des mèches | |
| WO2008128596A1 (fr) | Machine de filature à fibres libérées | |
| DE2230644C3 (de) | Vorrichtung zum automatischen Zuführen von Textilfaserbändern aus Behältern zu Verarbeitungsmaschinen | |
| EP1817448B1 (fr) | Procede pour optimiser le rendement de la production d'un metier a filer | |
| EP3617108B1 (fr) | Machine textile et procédé de commande d'une machine textile | |
| DE19905856B4 (de) | Hülsenliefereinrichtung für eine Kreuzspulen herstellende Textilmaschine | |
| DE102007038871B4 (de) | Verfahren zum Anspinnen an Textilmaschinen mit einer Mehrzahl von Spinnstellen | |
| EP0443418B1 (fr) | Machine textile | |
| DE102009050582A1 (de) | Verfahren zum Anspinnen einer Offenend-Rotorspinnvorrichtung | |
| DE19634748A1 (de) | Maschine zum Aufwickeln von Wattebändern zu Wattewickeln | |
| DE4404503A1 (de) | Rotorspinnmaschine | |
| DE4233819C2 (de) | Verfahren zum Betreiben einer automatischen Spulmaschine bei Partiewechsel | |
| EP0569772B1 (fr) | Procédé et dispositif pour la fabrication d'un nombre donné de bobines pleines croisées sur une machine de bobinage à spires croisées | |
| DE102018132459A1 (de) | Kreuzspulen herstellende Textilmaschine mit einer Kreuzspulentransporteinrichtung | |
| EP4021835B1 (fr) | Dispositif d'alimentation en tubes destiné à une machine textile qui produit des bobines croisées | |
| CH715911A1 (de) | Vorrichtung zur Speisung von Karden. | |
| EP0093235A1 (fr) | Procédé pour ouvrir des balles de fibres | |
| DE4020291C2 (fr) | ||
| DE3622004C2 (fr) | ||
| EP1476594B1 (fr) | Machine a texturer | |
| DE4210815C2 (de) | Zuführeinrichtung für aufrechtstehende auf Spulentransportteller aufgesteckte Kopse zu den Spulstellen einer Spulmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR GB IT LI |
|
| 17P | Request for examination filed |
Effective date: 19910917 |
|
| 17Q | First examination report despatched |
Effective date: 19940126 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19961023 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 59108289 Country of ref document: DE Date of ref document: 19961128 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19970114 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19970131 Year of fee payment: 7 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19961023 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: TRUETZSCHLER GMBH & CO. KG Effective date: 19970616 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: TRUETZSCHLER GMBH & CO. KG Effective date: 19970616 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980228 Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19980228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PLBO | Opposition rejected |
Free format text: ORIGINAL CODE: EPIDOS REJO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAE | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOS REFNO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20011121 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): CH DE FR GB IT LI |
|
| EN | Fr: translation not filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20040126 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050901 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |