EP0473499A1 - Tube protecteur de jet d'une installation de coulée continue et procédé en comportant application - Google Patents
Tube protecteur de jet d'une installation de coulée continue et procédé en comportant application Download PDFInfo
- Publication number
- EP0473499A1 EP0473499A1 EP91402296A EP91402296A EP0473499A1 EP 0473499 A1 EP0473499 A1 EP 0473499A1 EP 91402296 A EP91402296 A EP 91402296A EP 91402296 A EP91402296 A EP 91402296A EP 0473499 A1 EP0473499 A1 EP 0473499A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tube
- dispenser
- protective tube
- distributor
- jet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000001681 protective effect Effects 0.000 title claims description 23
- 238000009749 continuous casting Methods 0.000 title claims description 13
- 238000000034 method Methods 0.000 title claims description 7
- 238000009434 installation Methods 0.000 title description 11
- 239000002184 metal Substances 0.000 claims abstract description 19
- 229910001338 liquidmetal Inorganic materials 0.000 claims description 15
- 210000002816 gill Anatomy 0.000 claims description 8
- 238000005266 casting Methods 0.000 claims description 3
- 238000004880 explosion Methods 0.000 abstract description 5
- 239000003570 air Substances 0.000 description 15
- 238000007254 oxidation reaction Methods 0.000 description 5
- 230000003647 oxidation Effects 0.000 description 4
- 239000002893 slag Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
Definitions
- the present invention relates to a jet protective tube located between the ladle and the liquid metal distributor of a continuous casting installation and a continuous casting method using such a tube.
- the flow of liquid metal between the ladle and the distributor takes place by passage through a jet protective tube.
- This tube fixed to the end of the ladle taphole, is immersed in the distributor in order to guide the jet, to avoid renitriding of the steel and its oxidation due to its contact with air, and avoid entrainment of dross and slag present on the surface of the liquid metal contained in the distributor either towards the bottom, due to the emulsion generated by the fall of the metal from the ladle towards the distributor, or towards outside the dispenser due to possible splashing due to said fall.
- part of the jet is not protected and is in contact with the ambient air, which causes oxidation of the liquid metal in this unprotected part.
- the subject of the invention is a jet protective tube of a continuous casting installation making it possible to remedy these drawbacks as well as a continuous casting process using such a tube.
- It relates more particularly to a jet protective tube of a continuous casting installation, characterized in particular that the lower end of this tube is provided with at least one air outlet or air outlet.
- a continuous casting installation is made up of a ladle 1 above a distributor or distributor 2. Between the ladle 1 and the distributor 2, the metal is guided by a jet protective tube 3.
- the ladle 1 of known type, is provided at its bottom with a tap hole 4, of vertical axis x-x, circular and arranged in its middle in the embodiment shown.
- the distributor 2 located under the ladle, is filled with a liquid metal bath 8 and is provided at its bottom with a hole connected in a known manner to a continuous casting line 5.
- the jet protective tube 3 is a vertical tube of length L, of axis x-x coincident with the axis of the tap hole 4 of the bag 1.
- the device 6 is a support plate.
- the tube 3 has, in its lower part opposite the end provided with the device 6 at least one lumen or hole 7, of height h .
- the tube has two holes of rectangular shape arranged opposite one another in the same cross section of the tube.
- the tube has four circular holes distributed around the axis x-x and located in the same cross section of the tube 3.
- the tube may have gills of geometrical shapes different from those shown in FIGS. 2 and 3, and arranged differently, for example four holes of triangular shape distributed around the periphery of the tube and located in different sections or at different levels.
- the distance d between the upper end of the hearing, the highest when the tube has several openings arranged on different sections, and the lower end of the jet protective tube 3, is at most equal to the ferrostatic height at the overflow of the distributor used, that is to say substantially the height of the distributor.
- the jet protective tube continues to be lowered into the distributor at a speed V until the openings 7 are completely immersed in the distributor bath (Fig. 5).
- the entire jet is protected at all stages of the process, which prevents metal oxidation phenomena in the jet.
- the desired objective is therefore achieved effectively and by particularly simple and inexpensive means.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Abstract
Description
- La présente invention concerne un tube protecteur de jet situé entre la poche de coulée et le distributeur de métal liquide d'une installation de coulée continue et un procédé de coulée continue mettant en oeuvre un tel tube.
- Dans les installations de coulée continue, l'écoulement du métal liquide entre la poche de coulée et le distributeur s'effectue par passage dans un tube protecteur de jet. Ce tube, fixé à l'extrémité du trou de coulée de la poche, est plongé dans le distributeur afin de guider le jet, d'éviter la renitruration de l'acier et son oxydation du fait de son contact avec l'air, et d'éviter l'entrainement des crasses et du laitier présent à la surface du métal liquide contenu dans le distributeur soit vers le fond, du fait de l'émulsion engendrée par la chute du métal de la poche de coulée vers le distributeur, soit vers l'extérieur du distributeur du fait des éclaboussures éventuelles dues à ladite chute.
- Le problème posé est le suivant :
- soit la partie inférieure du tube protecteur de jet est immergée dans le métal liquide contenu dans le distributeur avant l'ouverture du trou de coulée de la poche. Dans ce cas, lors de l'ouverture dudit trou de coulée, le métal liquide de la poche descend dans le tube en comprimant l'air qui s'y trouvait emprisonné.
Dès que la pression exercée sur l'air par le métal qui descend dans le tube atteint un niveau suffisant, l'air s'échappe violemment à l'intérieur du distributeur créant une véritable mini explosion.
Cette mini explosion entraîne d'une part une oxydation du bain contenu dans le distributeur et d'autre part des éclaboussures de métal liquide ce qui représente un réel danger pour le personnel, voire même dans certains cas le désaccouplement du tube et du trou de coulée ou la rupture du tube protecteur de jet du fait de l'onde de choc importante qui est engendrée, auquel cas il convient de refermer le trou de coulée de la poche et de stopper toute l'installation pour remplacer ledit tube. - soit le trou de coulée de la poche est ouvert alors que l'extrémité du tube protecteur de jet n'est pas en contact avec le métal liquide contenu dans le distributeur, ledit tube étant descendu dans le distributeur dans un second temps après que le métal soit arrivé à son extrémité inférieure.
- Dans ce cas, l'air contenu dans le tube s'échappe au dessus du bain du distributeur et ce n'est que lorsque le métal liquide de la poche apparaît que le tube est plongé dans le bain du distributeur. Cette solution présente toutefois un inconvénient du fait de la densité élevée du métal liquide et de la hauteur importante, près de 2 m, entre la poche de coulée et le distributeur. Le métal liquide du tube arrive en contact avec le bain du distributeur avec une énergie cinétique élevée et l'impact de la chute provoque également des éclaboussures nombreuses et un brassage mécanique du bain, entraînant vers le fond des crasses et du laitier présents à la surface dudit bain.
- De plus, une partie du jet n'est pas protégée et est en contact avec l'air ambiant ce qui entraîne une oxydation du métal liquide dans cette partie non protégée.
- L'invention a pour objet un tube protecteur de jet d'une installation de coulée continue permettant de remédier à ces inconvénients ainsi qu'un procédé de coulée continue mettant en oeuvre un tel tube.
- Elle concerne plus particulièrement un tube protecteur de jet d'une installation de coulée continue, caractérisé notamment en ce que l'extrémité inférieure de ce tube est munie d'au moins une ouïe ou lumière d'échappement de l'air.
- Elle a également pour objet un procédé de coulée mettant en oeuvre un tel tube et caractérisé en ce que :
- on amène la poche de coulée au-dessus du distributeur et l'on descend cette poche jusqu'à ce qu'une portion inférieure du tube située au-dessous de l'ouïe la plus basse, soit immergée dans le métal contenu dans le distributeur;
- on ouvre le trou de coulée, le métal liquide descend dans le tube et l'air contenu dans le tube, poussé par le métal, s'évacue au-dessus du distributeur par les ouïes, pendant que le tube protecteur de jet continue à être descendu dans le distributeur jusqu'à ce que les ouïes soient complètement immergées dans le bain du distributeur;
- on arrête la descente du tube dès que les ouïes sont complètement immergées dans le bain du distributeur, et l'on poursuit la coulée de toute la poche dans ces conditions.
- L'invention va être décrite plus en détail ci-dessous en se référant aux dessins annexés, donnés uniquement à titre d'exemple, et dans lesquels :
- la Fig. 1 est une vue schématique d'une installation de coulée continue;
- la Fig. 2 est une vue en coupe longitudinale d'un tube protecteur de jet selon l'invention;
- la Fig. 3 est une vue en coupe longitudinale d'un autre mode de réalisation de tube protecteur de jet selon l'invention;
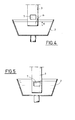
- la Fig. 4 est une vue illustrant la position du tube avant ouverture du trou de coulée de la poche;
- la Fig. 5 est une vue du tube pendant la coulée.
- Une installation de coulée continue est composée d'une poche de coulée 1 au-dessus d'un distributeur ou répartiteur 2. Entre la poche de coulée 1 et le distributeur 2, le métal est guidé par un tube protecteur de jet 3.
- La poche de coulée 1, de type connu, est munie dans son fond d'un trou de coulée 4, d'axe vertical x-x, circulaire et disposé en son milieu dans l'exemple de réalisation représenté.
- Le distributeur 2, situé sous la poche de coulée, est rempli d'un bain de métal liquide 8 et est muni dans son fond d'un trou relié de manière connue à une ligne de coulée continue 5.
- Le tube protecteur de jet 3 est un tube vertical de longueur L, d'axe x-x confondu avec l'axe du trou de coulée 4 de la poche 1.
- Son extrémité supérieure est munie d'un dispositif 6 permettant sa fixation de manière étanche sur la face inférieure du fond de la poche de coulée 1 mettant ainsi le trou de coulée 4 en regard du tube.
- Dans l'exemple de réalisation représenté, le dispositif 6 est une platine d'appui.
- Le tube 3 présente, dans sa partie inférieure opposée à l'extrémité munie du dispositif 6 au moins une lumière ou ouïe 7, de hauteur h.
- Dans l'exemple de réalisation représenté Fig. 2, le tube présente deux ouïes de forme rectangulaire disposées en vis-à-vis dans une même section transversale du tube.
- Dans l'exemple de réalisation représenté Fig. 3, le tube présente quatre ouïes de forme circulaire réparties autour de l'axe x-x et situées dans une même section transversale du tube 3.
- Il est bien évident que le tube peut présenter des ouïes de formes géométriques différentes de celles représentées aux Fig. 2 et 3, et disposées différemment, par exemple quatre ouïes de forme triangulaire réparties sur le pourtour du tube et situées dans des sections différentes ou à des niveaux différents.
- La distance d entre l'extrémité supérieure de l'ouïe, la plus haute lorsque le tube présente plusieurs ouïes disposées sur des sections différentes, et l'extrémité inférieure du tube protecteur de jet 3, est au maximum égale à la hauteur ferrostatique au débordement du distributeur utilisé, c'est-à-dire sensiblement la hauteur du distributeur.
- Le procédé de coulée continue dans une installation munie d'un tube protecteur de jet tel que décrit ci-dessus se déroule de la manière suivante :
- la poche 1 est amenée au-dessus du distributeur 2 jusqu'à ce que la portion a du tube, de hauteur H inférieure à d-h, soit immergée dans le métal contenu dans le distributeur (Fig. 4), soit environ quelques centimètres à partir de l'extrémité inférieure du tube. Les ouïes se trouvent alors au-dessus de la surface du bain 8 contenu dans le distributeur.
- le trou de coulée 4 de la poche 1 est ouvert et le métal liquida descend dans le tube 3. L'air contenu dans le tube, poussé par le métal, s'évacue au-dessus du distributeur par les ouïes 7.
- Pendant la descente du métal, le tube protecteur de jet continue à être descendu dans le distributeur à une vitesse V jusqu'à ce que les ouïes 7 soient complètement immergies dans le bain du distributeur (Fig. 5).
- La vitesse V de descente du tube est fonction de la hauteur du tube, de sa section et de la masse volumique du métal que l'on coule. Elle est choisie de telle sorte que, lorsque la première goutte de métal arrive au niveau des ouïes, ces dernières soient sur le point d'être complètement immergées dans le bain du distributeur.
- dès que les ouïes 7 sont totalement immergées dans le bain du distributeur, la descente du tube s'arrête et la coulée de toute la poche s'effectue dans ces conditions.
- Ainsi l'air contenu dans le tube ne se comprime pas du fait de la poussée du métal et s'échappe par les ouïes 7.
- Lorsque le métal arrive à l'extrémité du tube, celle-ci étant déjà plongée dans le distributeur, aucune éclaboussure ni aucun phénomène de brassage du bain ne se produit.
- Tout le jet est protégé à toutes les phases du processus ce qui évite les phénomènes d'oxydation du métal au niveau du jet.
- L'objectif recherché est donc atteint de façon efficace et par des moyens particulièrement simples et peu onéreux.
Claims (7)
- Tube protecteur de jet (3) situé entre la poche de coulée (1) et le distributeur de métal liquide (2) d'une installation de coulée continue, caractérisé en ce que l'extrémité inférieure du tube (3) est munie d'au moins une lumière ou ouïe (7).
- Tube protecteur de jet selon la revendication 1, caractérisé en ce que la distance d entre l'extrémité supérieure de l'ouïe (7) et l'extrémité inférieure du tube protecteur du jet (3) est au maximum égale à la hauteur ferrostatique au débordement du distributeur (2).
- Tube protecteur de jet selon la revendication 1, caractérisé en ce que l'ouïe ( 7 ) est rectangulaire.
- Tube protecteur de jet selon la revendication 1, caractérisé en ce que l'ouïe ( 7 ) est de forme circulaire.
- Tube protecteur de jet selon la revendication 1, caractérisé en ce qu'il comporte au moins deux ouïes ( 7 ) régulièrement réparties et disposées dans une même section du tube.
- Procédé de coulée continue mettant en oeuvre un tube protecteur de jet selon l'une quelconque des revendications 1 à 5, caractérisé en ce que :- on amène la poche de coulée (1) au-dessus du distributeur (2) et l'on descend cette poche jusqu'à ce qu'une portion inférieure (a) du tube, située au-dessous de l'ouïe (7) la plus basse, soit immergée dans le métal contenu dans le distributeur.- on ouvre le trou de coulée (4), le métal liquide descend dans le tube et l'air contenu dans le tube, poussé par le métal, s'évacue au-dessus du distributeur par les ouïes (7), pendant que le tube protecteur de jet continue à être descendu dans le distributeur jusqu'à ce que les ouïes (7) soient complètement immergées dans le bain du distributeur;- on arrête la descente du tube dès que les ouïes (7) sont complètement immergées dans le bain du distributeur et l'on poursuit la coulée de toute la poche dans ces conditions.
- Procédé selon la revendication 6 caractérisé en ce que la vitesse (V) de descente du tube (3) dans le distributeur est choisie de telle sorte que lorsque le métal arrive au niveau des ouïes (7), ces dernières soient sur le point d'être complètement immergées dans le bain du distributeur.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9010829A FR2666257B1 (fr) | 1990-08-30 | 1990-08-30 | Tube protecteur de jet d'une installation de coulee continue et procede en comportant application. |
| FR9010829 | 1990-08-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0473499A1 true EP0473499A1 (fr) | 1992-03-04 |
| EP0473499B1 EP0473499B1 (fr) | 1994-06-22 |
Family
ID=9399968
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91402296A Revoked EP0473499B1 (fr) | 1990-08-30 | 1991-08-22 | Tube protecteur de jet d'une installation de coulée continue et procédé en comportant application |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5180537A (fr) |
| EP (1) | EP0473499B1 (fr) |
| AT (1) | ATE107553T1 (fr) |
| DE (1) | DE69102601T2 (fr) |
| ES (1) | ES2059081T3 (fr) |
| FR (1) | FR2666257B1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109916348A (zh) * | 2019-03-21 | 2019-06-21 | 广西大学 | 一种基于立式储罐本体泄漏口处液体落地水平距离s计算模型 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3845943A (en) * | 1973-10-26 | 1974-11-05 | J Shapland | Refractory pouring tube |
| EP0211476A2 (fr) * | 1985-07-30 | 1987-02-25 | Allegheny Ludlum Steel Corporation | Busette de coulée submergée utilisée dans la coulée continue de brames |
| EP0264809A1 (fr) * | 1986-10-15 | 1988-04-27 | British Steel plc | Busette de coulée réfractaire |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH445034A (de) * | 1966-10-18 | 1967-10-15 | Metacon Ag | Ausgussvorrichtung |
| US4510191A (en) * | 1982-09-30 | 1985-04-09 | Toshiba Ceramics Co., Ltd. | Casting nozzle |
| US4887748A (en) * | 1986-12-29 | 1989-12-19 | J. W. Hicks, Inc. | Apparatus and method for attachment of submerged nozzle to lower plate of sliding gate valve mechanism for a continuous casting operation |
-
1990
- 1990-08-30 FR FR9010829A patent/FR2666257B1/fr not_active Expired - Lifetime
-
1991
- 1991-08-22 EP EP91402296A patent/EP0473499B1/fr not_active Revoked
- 1991-08-22 DE DE69102601T patent/DE69102601T2/de not_active Expired - Fee Related
- 1991-08-22 AT AT91402296T patent/ATE107553T1/de not_active IP Right Cessation
- 1991-08-22 ES ES91402296T patent/ES2059081T3/es not_active Expired - Lifetime
- 1991-08-29 US US07/751,831 patent/US5180537A/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3845943A (en) * | 1973-10-26 | 1974-11-05 | J Shapland | Refractory pouring tube |
| EP0211476A2 (fr) * | 1985-07-30 | 1987-02-25 | Allegheny Ludlum Steel Corporation | Busette de coulée submergée utilisée dans la coulée continue de brames |
| EP0264809A1 (fr) * | 1986-10-15 | 1988-04-27 | British Steel plc | Busette de coulée réfractaire |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109916348A (zh) * | 2019-03-21 | 2019-06-21 | 广西大学 | 一种基于立式储罐本体泄漏口处液体落地水平距离s计算模型 |
Also Published As
| Publication number | Publication date |
|---|---|
| US5180537A (en) | 1993-01-19 |
| DE69102601T2 (de) | 1994-11-24 |
| DE69102601D1 (de) | 1994-07-28 |
| EP0473499B1 (fr) | 1994-06-22 |
| ES2059081T3 (es) | 1994-11-01 |
| ATE107553T1 (de) | 1994-07-15 |
| FR2666257B1 (fr) | 1992-12-11 |
| FR2666257A1 (fr) | 1992-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2499229A1 (fr) | Dispositif pour boucher le trou de coulee d'un recipient metallurgique | |
| CA1302045C (fr) | Procede de moulage sous pression de pieces metalliques contenant eventuellement des fibres en ceramiques | |
| EP0847821A1 (fr) | Réservoir d'alimentation destiné à retenir un métal fondu et notamment un acier | |
| EP0473499B1 (fr) | Tube protecteur de jet d'une installation de coulée continue et procédé en comportant application | |
| FR2568152A1 (fr) | Perfectionnement apporte aux busettes de coulee continue | |
| EP0446152B1 (fr) | Emballage pour l'introduction de métal léger dans un alliage d'aluminium à l'état liquide | |
| EP0120045B1 (fr) | Mode de controle et d'ouverture des orifices de coulee des recipients conteneurs de metaux liquides et dispositif de mise en o euvre | |
| EP0242347A2 (fr) | Dispositif pour la coulée d'un métal en phase pâteuse | |
| FR2586210A1 (fr) | Dispositif de protection contre l'oxydation et/ou la nitruration d'un jet de metal liquide et son utilisation | |
| EP0498684B1 (fr) | Dispositif d'éjection de support de tube protecteur de jet dans une installation de coulée continue | |
| FR2716819A1 (fr) | Procédé et dispositif de coulée. | |
| CA1119377A (fr) | Procede de coulee continue centrifuge electromagnetique des metaux en fusion | |
| EP0528724B1 (fr) | Installation de décrassage automatique d'un tube protecteur de jet de coulée continue | |
| WO1986003147A1 (fr) | Perfectionnements aux poches de coulee pour metal en fusion | |
| EP0030910B1 (fr) | Busettes plongeantes utilisées en coulée continue électrorotative de métaux | |
| EP0382701A1 (fr) | Dispositif pour empêcher l'entraînement de scorie | |
| BE1000227A6 (fr) | Dispositif permettant de couler un metal en phase pateuse. | |
| CA1206752A (fr) | Procede et dispositif pour vidanger des recipients metallurgiques | |
| FR2669567A1 (fr) | Dispositif d'ouverture et de fermeture d'un recipient contenant un metal a l'etat liquide. | |
| EP0943380A1 (fr) | Installation de coulée en continu d'un produit métallique et procédés de mise en oeuvre d'une telle installation | |
| EP0032347A2 (fr) | Dispositif d'aspersion automatique de l'enceinte de confinement d'un réacteur à eau pressurisée | |
| RU2009002C1 (ru) | Способ разливки стали | |
| BE1005416A6 (fr) | Dispositif pour le nettoyage d'un tube de poche. | |
| BE885913A (fr) | Installation pour la coulee de metaux en vase clos | |
| FR2579496A1 (fr) | Procede pour proteger du contact de l'atmosphere un ecoulement liquide, par exemple de l'acier |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19911125 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19931013 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Effective date: 19940622 |
|
| REF | Corresponds to: |
Ref document number: 107553 Country of ref document: AT Date of ref document: 19940715 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19940714 Year of fee payment: 4 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940622 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19940722 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19940727 Year of fee payment: 4 |
|
| REF | Corresponds to: |
Ref document number: 69102601 Country of ref document: DE Date of ref document: 19940728 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19940731 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19940801 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19940816 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19940829 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19940831 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19940909 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19940923 |
|
| EPTA | Lu: last paid annual fee | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2059081 Country of ref document: ES Kind code of ref document: T3 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 91402296.7 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: DIDIER-WERKE AG Effective date: 19950310 |
|
| 26 | Opposition filed |
Opponent name: VESUVIUS FRANCE S.A. Effective date: 19950320 Opponent name: DIDIER-WERKE AG Effective date: 19950310 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: DIDIER WERKE AG |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: VESUVIUS FRANCE S.A. |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19950822 Ref country code: GB Effective date: 19950822 Ref country code: AT Effective date: 19950822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19950823 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19950823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19950831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19950831 Ref country code: BE Effective date: 19950831 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| BERE | Be: lapsed |
Owner name: SOLLAC Effective date: 19950831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19960301 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19950822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19960430 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19960301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19960501 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 91402296.7 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| RDAH | Patent revoked |
Free format text: ORIGINAL CODE: EPIDOS REVO |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| 27W | Patent revoked |
Effective date: 19960808 |