EP0482151B1 - Flüssigkeits-auftragsanlage - Google Patents
Flüssigkeits-auftragsanlage Download PDFInfo
- Publication number
- EP0482151B1 EP0482151B1 EP91908234A EP91908234A EP0482151B1 EP 0482151 B1 EP0482151 B1 EP 0482151B1 EP 91908234 A EP91908234 A EP 91908234A EP 91908234 A EP91908234 A EP 91908234A EP 0482151 B1 EP0482151 B1 EP 0482151B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- liquid
- viscosity
- paint
- collector
- flow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000007788 liquid Substances 0.000 title claims abstract description 52
- 238000005259 measurement Methods 0.000 claims abstract description 17
- 238000000034 method Methods 0.000 claims abstract description 8
- 239000003085 diluting agent Substances 0.000 claims abstract description 6
- 238000002156 mixing Methods 0.000 claims description 30
- 238000005086 pumping Methods 0.000 claims description 4
- 238000009529 body temperature measurement Methods 0.000 claims 1
- 239000003973 paint Substances 0.000 abstract description 51
- 239000004922 lacquer Substances 0.000 abstract description 29
- 239000003292 glue Substances 0.000 abstract description 11
- 230000001105 regulatory effect Effects 0.000 abstract description 2
- 239000011248 coating agent Substances 0.000 description 18
- 238000000576 coating method Methods 0.000 description 18
- 238000010422 painting Methods 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 239000012141 concentrate Substances 0.000 description 4
- 238000013461 design Methods 0.000 description 3
- 238000001704 evaporation Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000004026 adhesive bonding Methods 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 230000008020 evaporation Effects 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 239000002966 varnish Substances 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000002427 irreversible effect Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 210000002023 somite Anatomy 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F23/00—Devices for treating the surfaces of sheets, webs, or other articles in connection with printing
- B41F23/08—Print finishing devices, e.g. for glossing prints
Definitions
- the invention relates to a liquid application system for a printing press, according to the preamble of claim 1.
- a liquid application system for a printing press can be a coating unit, for example.
- An arranged coating unit or a coating unit integrated in a printing unit makes it possible to refine the printing material inline by giving the printing further optical properties that cannot be achieved in single color printing or overprinting.
- the lacquered lacquer layer provides abrasion resistance, prevents blocking in the stack and immediate further processing possibility.
- the coating unit demands reliability and processing quality at least at the level of the other process steps of the printing press. This requirement means uniform processing properties for the paint used.
- the rheological sizes of the lacquer must be constant and adjusted to the specific application.
- the paint has different evaporating proportions. Accordingly, it is necessary to control and intervene in the flow properties of the paint if the viscosity changes due to e.g. Drying changes disturbing. As a result, the film transfer of the lacquer with the aid of the application roller can deteriorate, the conveying behavior of the lacquer also changes, so that the equipment of the coating unit can be impaired.
- the supply system of the lacquer is to be regarded as open from the side of the lacquer supply to the lacquer box in which the scoop roller rotates.
- viscosity-changing contaminants can also get into the paint system.
- a coating unit according to DE 36 41 213 A1
- the paint circulating to the paint box is located in a thermostatted boiler which is provided with a viscometer, which acts on a valve regulating the thinner supply. If thickened consistency of the lacquer is found, dilution liquid flows in, which is in the tank with the ready paint is mixed. The viscosity-adjusted paint is then pumped into the paint tray. A return line from the paint tray and a planned, excess paint returning the boiler back into the boiler.
- the viscometer is shown as a single measuring device immersed in the boiler from above. Accordingly, it obviously works according to a measuring principle that is customary in laboratory devices, such as in the case of a falling ball viscometer or a rotary viscometer.
- the disadvantage here is that the measurement of the viscosity of the lacquer relates only to the lacquer located at a certain boiler point. If defective viscosity is reported from this point, which is not in a homogeneous connection to other points comprising paint, the viscosity setting will fail.
- the task therefore is to arrange a viscometer on the apparatus that receives the lacquer, which is insensitive and representative of the total amount of lacquer used.
- the viscosity measuring part can be both permanently integrated and can also be adapted as an additional part, because it can be connected both actively in the line or conveyor system in series and as a passive component.
- a passive component it functions like a sampling device, from which sufficient small quantities can also be returned or removed for measurement purposes.
- the viscosity of the paint is usually based on empirical values that come from the practical use of the measuring cup.
- the run-down time is determined and conclusions are drawn as to whether it should be thinned or thickened.
- the measured values coming from the viscometric measuring device in the coating unit are related to the measuring cup run-down times, so that orientation is made easier for the operating personnel.
- the measurement and display values are therefore not absolute values with regard to the dynamic or kinematic viscosity, but consist of relative values that enable the viscosity control.
- the measured variable exists as a reference or substitute variable for the viscosity.
- the viscosity is adjusted via predetermined supply quantities of lacquer as a high-viscosity component and of thinner as a low-viscosity component.
- the respective supply quantity results from the volume or the filling quantity of the metering pumps used, on the one hand lacquer pump and on the other hand thinner pump.
- the dosing volume is preferably uniform from feed step to feed step, but it can just as well refer to amounts that change from time to time.
- the dosing volumes are matched to the total amount of paint in the coating unit system, so that there is enough scope to regulate the viscosity. The most favorable design results from the fact that metering quantities that are too small make the setting process long, whereas excessively large metering quantities can immediately lead to an irreversible incorrect setting.
- the viscometric measuring device consists of a measuring pump with which the coating liquid to be checked is pumped into or through a defined flow element.
- a measuring pump with which the coating liquid to be checked is pumped into or through a defined flow element.
- the piston of a piston pump which is acted upon by a constant or variable force, moves in a certain distance-time relationship while the paint is being pushed as a measuring liquid through the pump outlet.
- the pump outlet can be represented as a capillary tube.
- the piston of the piston pump can be seen here as a forced delivery element.
- the forced delivery element can also be the blade of one or the blade of a rotary pump or the membrane of a diaphragm pump.
- the measuring pump can run both continuously with the acquisition of continuous measurement values and discontinuously with the acquisition of measurement values obtained individually at time intervals.
- the measuring pump works in a secondary branch, switched into a line in the line system, the measuring pump works directly in the flow, which is set up between the inlet to the lacquer pan and the outlet from the lacquer pan is.
- the desired viscosity can also be achieved via a reusable valve, the amounts of paint or thinner supplied being determined by the angular position of the reusable mixer.
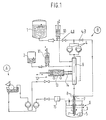
- the liquid application system according to FIG. 1, which can be a coating unit, consists of a liquid application device A with its fluidic devices for applying liquid to a printing material that is coated or printed by the liquid, and a supply part B for providing it the liquid to be processed, e.g. paint.
- the liquid, eg paint is stored in a boiler 1.
- the paint liquid to be used is in the mixing container 3.
- Phase 1 relates to filling the mixing container 3.
- paint is conveyed from the coating tank 1 into the mixing container 3 by means of a pump 4.
- a valve 41 is open and a valve 43 is closed.
- a stirrer 5 is arranged which rotates inside the mixing container 3 due to the recoil when the paint flows in.
- a level control 6 is arranged on the mixing container 3. The lower level is activated during the phase of filling the mixing container 3. As a result, there is still reserve for later quantity supply, which serves to adjust the viscosity.
- phase 2 follows for the purpose of mixing the paint liquid in the mixing tank 3 which presses the circulated amount of paint liquid back into the mixing container 3 via an inlet connection 8.
- valve 41 is closed and valve 43 is open.
- the inlet connection 8, which is also used for filling, is arranged coaxially to the axis of the mixing container 3, as is the suction connection 7.
- Stirrer 5, suction nozzle 7 and inlet nozzle 8 have an axis in a compact design.
- Phase 3 relates to the operating state in which paint liquid can be supplied from supply part B to application device A. This operating condition requires the correct setting of the viscosity or the flow behavior of the coating liquid.
- the correct viscosity is created depending on whether thinner is supplied from thinner container 2 or, if the paint liquid is already too thin, by adding paint from the paint tank 1.
- Piston pumps are provided for the thinner or paint, see the one from a line from lacquer tank 1 to a collector 9 feeding lacquer pump 10 and from the thinner container 2 to the collector 9 feeding thinner pump 11.
- the supply of thinner or lacquer is decided on the basis of the viscosity measurement carried out with the measuring device 12.
- the measuring pump 13 draws up paint liquid from the collector 9 and presses it back into the collector 9 through a capillary part 14.
- the measurement signal is formed with the help of the time interval that the piston needs to cover a distance between two way marks.
- This time interval represents the reference value for a certain viscosity. If the coating liquid is thinner, the ejection process is shortened and thus the time interval; if the paint liquid is thicker, the time interval is extended accordingly.
- the piston movement is generated, for example, by a servo motor subjected to constant pressure.
- the path and time system can be freely adapted to the accuracy requirements.
- the internal pressure in the measuring pump 13 can also be measured and evaluated if a constant speed is forced on the piston of the measuring pump 13.
- the stirrer 5 is operated fluidically as described, which eliminates explosion protection.
- the pump 4 is designed as a two-chamber diaphragm pump.
- the mixing container 3 is provided with a lid, which is additionally provided with a collar to form a good labyrinth seal. So there is only a very thin annular gap between the lid and the wall of the mixing container 3.
- the supply of the paint liquid from the supply part B to the application device A takes place on the pressure side, that is to say after the pump 4, by branching from the collector 9 or branching directly on the pressure side of the pump 4 (see dashed line).
- Inlet and return from application device A to supply part B can each be closed by valves which are preferably designed as ball valves.
- application device A is assigned its own pumping station. This is preferably designed as a double-stage diaphragm pump with one stage for the supply and one stage for the removal of the lacquer from the lacquer pan.
- a filter 15 is located in the return from the application device A to the supply part B.
- the diaphragm pumps, on the coating unit side, and pump 4 are pneumatically operated, for which purpose a compressed air connection with oil and water separator is installed.
- Paint, thinner, measuring pump 10, 11, 12 are of course valve-controlled.
- the clocking of the pumps 10, 11, 12 required for control is carried out by a processor, which also has the other control functions such as the level control 6 are activated.
- Corresponding switching, display and control elements are attached to a console for operation and control.
- a display conveys, as a guide value for the viscosity control which can be carried out with the Viskomat, the run-down time related to the known measuring cup.
- the applicator A is for liquid, e.g. Lacquer or glue, with their fluidic equipment assigned a supply part B to provide the liquid that is used for coating or printing on the printing material.
- liquid e.g. Lacquer or glue
- the thinner is stored in a level-controlled container 16 in the supply part B.
- This thinner container 16 can also be arranged outside (thinner is not water; if water is used, a water connection is sufficient).
- the correct viscosity is obtained depending on whether thinner is supplied from the thinner container 2 or, if the paint liquid is already too thin, by adding paint from the paint tank 1.
- Pumps are provided to supply the thinner or paint; the lacquer pump 10 feeding from a line from lacquer tank 1 to a collector 9 and the thinner pump 11 feeding from the diluent container 2 to the collector 9.
- the supply of thinner or paint is decided on the basis of the viscosity measurement carried out with the measuring device 12 and the predetermined viscosity value (target / actual comparison).
- the measurement signal is formed with the aid of the time interval which a conveying member of the measurement pump 13 needs with constant supply to cover a distance between two waymarks.
- This time interval represents the reference value for a certain viscosity. If the coating liquid is thinner, the ejection process is shortened and thus the time interval. If the paint liquid is thicker, the time interval increases accordingly.
- the movement of the conveying member e.g. piston or membrane
- the path and time system can be freely adapted to the accuracy requirements.
- the internal pressure in the measuring pump 13 is measured and evaluated when a constant speed is forced on the piston of the measuring pump 13.
- the mixing container 3 is to be provided with a lid.
- the pump can be designed as a two-chamber diaphragm pump.
- the diaphragm pump is pneumatically operated, for which a compressed air connection with an oil and water separator is used.
- Paint pump 10, thinner pump 11 and measuring pump 13 are of course valve-controlled.
- the clocking of the pumps 10, 11, 13 required for control is carried out by a processor which also carries out the other control functions, such as, for. B. the level control 6 are activated.
- Corresponding switching, display and control elements are attached to a console for operation and control.
- a measurement value, not shown, as a guide value for those with the Varnish control that can be carried out in the coating unit is converted to the known measuring cup-related run-down time.
- V1, V2, V3 and V4 are connections for hydraulic lines.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Coating Apparatus (AREA)
- Connector Housings Or Holding Contact Members (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Description
- Die Erfindung betrifft eine Flüssigkeits-Auftragsanlage für eine Druckmaschine, nach dem Oberbegriff von Anspruch 1.
- Eine solche Flüssigkeits-Auftragsanlage ist aus der US-A-2 590 538 bekannt.
- Eine Flüssigkeits-Auftragsanlage für eine Druckmaschine kann beispielsweise ein Lackierwerk sein. Ein angeordnetes Lackierwerk oder ein in ein Druckwerk integriertes Lackierwerk ermöglicht es, den Bedruckstoff inline zu veredeln, indem der Bedruckung weitere, im Einzelfarbendruck oder Übereinanderdruck nicht erzielbare optische Eigenschaften verliehen werden. Zusätzlich bewirkt die lackierte Lackschicht Scheuerfestigkeit, Verhindern des Verblockens im Stapel und sofortige Weiterverarbeitungsmöglichkeit.
- Als Teil der hohe Druckqualität liefernden Druckmaschine wird vom Lackierwerk Zuverlässigkeit und Verarbeitungsgüte zumindest auf der Stufe der anderen Prozeßschritte der Druckmaschine verlangt. Für den eingesetzten Lack bedeutet diese Forderung gleichmäßige Verarbeitungseigenschaften. Die rheologischen Größen des Lacks müssen konstant und auf den bestimmten Verarbeitungsfall eingestellt sein.
- Als Gemisch bestimmter Komponenten weist der Lack unterschiedlich verdampfende Anteile auf. Demnach ist es erforderlich, die Fließeigenschaften des Lacks zu kontrollieren und einzugreifen, wenn sich die Viskosität durch z.B. Eintrocknen störend verändert. Dadurch kann sich die Filmübertragung des Lacks mit Hilfe der Auftragswalze verschlechtern, weiterhin verändert sich dabei das Förderverhalten des Lacks, so daß die apparativen Einrichtungen des Lackierwerks beeinträchtigt werden können.
- Das Versorgungssystem des Lacks ist schon von der Seite der Lackzufuhr zum Lackkasten, in dem die Schöpfwalze umläuft, als offen zu betrachten. Neben dem Eintrocknen durch die Begleiterscheinung des Verdampfens bzw. Verdunstens können auch viskositätsverändernde Verschmutzungen in das Lacksystem gelangen.
- Bei einem Lackierwerk nach der DE 36 41 213 A1 befindet sich der zum Lackkasten zirkulierende Lack in einem thermostatisierten Kessel, der mit einem Viskosimeter versehen ist, das auf ein Verdünnerzufuhr regelndes Ventil wirkt. Im Falle des Feststellens eingedickter Konsistenz des Lacks fließt Verdünnungsflüssigkeit zu, die im Kessel mit dem bereitstehenden Lack vermischt wird. Daraufhin wird der in der Viskosität eingestellte Lack über eine Pumpe in die Lackwanne gefördert. Ein Rücklauf aus der Lackwanne und ein vorgesehener, überschüssigen Lack zum Kessel zurückbefördernder Kreislauf münden im Kessel.
- Das Viskosimeter ist als einzelnes, in den Kessel von oben eintauchendes Meßgerät dargestellt. Demnach arbeitet es offensichtlich nach einem bei Laborgeräten üblichem Meßprinzip, wie beim Kugelfallviskosimeter oder Rotationsviskosimeter verwirklicht.
- Nachteilig ist dabei, daß sich die Messung der Viskosität des Lacks nur auf den an einer bestimmten Kesselstelle befindlichen Lack bezieht. Falls von dieser Stelle, die nicht in homogener Verbindung zu anderen, Lack umfassenden Stellen steht, mangelhafte Viskosität gemeldet wird, wird die Viskositätseinstellung fehllaufen. Als Aufgabe stellt sich deshalb, an der den Lack aufnehmenden Apparatur ein Viskosimeter anzuordnen, das unempfindlich und repräsentativ für die gesamte Einsatzmenge an Lack arbeitet.
- Diese Aufgabe wird durch Anwendung der im Schutzanspruch 1 angegebenen Maßnahmen gelöst.
- Mit der Lösung wird die Viskositätsmessung im geschlossenen System verwirklicht, so daß freie Lackoberflächen vermieden sind und davon ausgehende Meßfehler nicht auftreten können. Das geschlossene System bietet aufgrund der kompakten Bauweise günstige Temperaturverteilung, weil durch Luftströmung und Luftwärmeübertragung verursachte Temperaturgefälle wegfallen. Apparativ gesehen ist das Viskositätsmeßteil sowohl fest integrierbar, als auch als zusätzliches Teil adaptierbar, weil es sowohl aktiv in das Leitungs- oder Fördersystem in Reihe als auch als passives Bauteil geschaltet werden kann. Als passives Bauteil fungiert es wie eine Probennahmeapparatur, von der auch für Meßzwecke ausreichende kleine Mengen zurückgeführt oder abgeführt werden können.
- Die Viskosität des Lackes richtet sich in der Regel nach Erfahrungswerten, die vom praktischen Einsatz des Meßbechers stammen. Bei der manuellen Methode mit Meßbecher wird die Auslaufzeit festgestellt und daraus Rückschlüsse gezogen, ob zu verdünnen oder zu verdicken ist. In Anlehnung an die praxiseingeführte Methode mit Meßbecher werden die von der viskosimetrischen Meßeinrichtung im Lackierwerk kommenden Meßwerte zu den Meßbecher-Auslaufzeiten in Relation gesetzt, damit dem Bedienungspersonal die Orientierung erleichtert wird. Die Meß- und Anzeigewerte sind folglich keine Absolutwerte bezüglich der dynamischen oder kinematischen Viskosität, sondern bestehen aus die Viskositätskontrolle ermöglichenden Relativwerten. Die Meßgröße besteht als Bezugs- oder Ersatzgröße für die Viskosität.
- Die Viskositätseinstellung erfolgt über vorbestimmte Zufuhrmengen an Lack als hochviskoser Komponente und an Verdünner als niedrigviskoser Komponente. Die jeweilige Zufuhrmenge resultiert vom Volumen bzw. der Füllmenge der eingesetzten Dosierpumpen, einerseits Lackpumpe, andererseits Verdünnerpumpe.
- Das Dosiervolumen ist bevorzugt einheitlich von Zuführschritt zu Zuführschritt, es kann sich jedoch genauso gut auf von Mal zu Mal veränderliche Mengen beziehen. Die Dosiervolumina sind abgestimmt auf die Gesamtmenge an Lack im Lackierwerksystem, damit genügend Spielraum zum Ausregeln der Viskosität besteht. Die günstigste Auslegung ergibt sich daraus, daß zu kleine Zudosiermengen den Einstellvorgang lang gestalten, wohingegen zu hohe Zudosiermengen sofort zu einer nicht rückgängig zu machenden Fehleinstellung führen können.
- Die viskosimetrische Meßeinrichtung besteht aus einer Meßpumpe, mit der die zu kontrollierende Lackflüssigkeit in ein bzw. durch ein definiertes Strömungselement gepumpt wird. Beispielsweise verschiebt sich dar mit einer konstanten oder veränderlichen Kraft beaufschlagte Kolben einer Kolbenpumpe in bestimmter Weg-Zeit-Beziehung, während der Lack als Meßflüssigkeit durch den Pumpenaustritt geschoben wird. Der Pumpenaustritt ist als Kapillarrohr darstellbar. Der Kolben der Kolbenpumpe ist hierbei als Zwangsförderglied zu sehen. Das Zwangsförderglied kann ebenso die Schaufel einer oder das Blatt einer Rotationspumpe oder die Membran einer Membranpumpe sein.
- Die Meßpumpe kann sowohl kontinuierlich mit Gewinnung fortlaufender Meßwerte als auch diskontinuierlich mit Gewinnung mit in Zeitintervallen einzeln gewonnenen Meßwerten laufen. Im Bypass-System arbeitet die Meßpumpe in einem Nebenzweig, eingeschaltet in eine Leitung des Leitungssystems arbeitet die Meßpumpe direkt in der Strömung, die zwischen Zulauf zur Lackwanne und Ablauf von der Lackwanne eingerichtet ist.
- Das Zustandekommen der gewünschten Viskosität ist auch über ein Mehrwegventil erzielbar, wobei die zugeführten Mengen an Lack oder Verdünner durch die Winkelstellung des Mehrwegmischers bestimmt sind.
- Die Erfindung wird im folgenden anhand von zwei bevorzugten Ausführungsformen als Beispiele beschrieben. In den Zeichnungen zeigen
- Fig. 1
- schematisch eine Flüssigkeits-Auftragsanlage, z.B. ein Lackierwerk, nach der Erfindung und
- Fig. 2
- schematisch eine weitere Ausführungsform der Flüssigkeits-Auftragsanlage nach der Erfindung.
- Die Flüssigkeits-Auftragsanlage nach Fig. 1, die ein Lackierwerk sein kann, besteht aus einer Flüssigkeits-Auftragsvorrichtung A mit seinen strömungstechnischen Einrichtungen zum Auftragen von Flüssigkeit auf einen Bedruckstoff, der durch die Flüssigkeit beschichtet oder bedruckt wird, und aus einem Versorgungsteil B zur Bereitstellung der zu verarbeitenden Flüssigkeit, z.B. Lack. Die Flüssigkeit, z.B. Lack, befindet sich bevorratet in einem Kessel 1. Daneben besteht ein Verdünnerbehältnis 2. Die zu verbrauchende Lackflüssigkeit befindet sich im Mischbehälter 3.
- Entsprechend dem Betrieb der Druckmaschine mit Lackierbeginn und Lackierende beim Auflagendruck ist ein bestimmter Funktionsablauf beim Versorgungsteil B eingerichtet, der sich in drei Phasen gliedert. Die Phase 1 betrifft das Füllen des Mischbehalters 3. Hierzu wird Lack aus dem Lackkessel 1 mittels einer Pumpe 4 in den Mischbehälter 3 gefördert. Während der Phase 1 ist ein Ventil 41 offen und ein Ventil 43 geschlossen. Nachdem im Mischbehälter 3 bestmöglich gemischt werden soll, ist ein Rührer 5 angeordnet, der sich aufgrund des Rückstosses beim Einströmen des Lacks im Innern des Mischbehälters 3 dreht. Am Mischbehälter 3 ist eine Niveauregelung 6 angeordnet. Bei der Phase des Füllens des Mischbehalters 3 wird das untere Niveau angesteuert. Dadurch besteht für spätere Mengenzufuhr, die der Einstellung der Viskosität dient, noch Reserve.
- Nach der Phase 1 des Zulaufs von Lack aus dem Lackkessel 1 in den Mischbehälter 3 folgt die Phase 2 zum Zwecke der Mischung der Lackflüssigkeit im Mischbehälter 3. Hierzu strömt die Lackflüssigkeit über einen koaxial zur Achse des Mischbehälters 3 angeordneten Saugstutzen 7 zur Saugseite der Pumpe 4, die die umgewälzte Menge an Lackflüssigkeit über einen Zulaufstutzen 8 zurück in den Mischbehälter 3 drückt. Während der Phase 2 ist das Ventil 41 geschlossen und das Ventil 43 offen. Der auch zum Füllen benutzte Zulaufstutzen 8 ist ebenso wie der Saugstutzen 7 koaxial zur Achse des Mischbehälters 3 angeordnet. Rührer 5, Saugstutzen 7 und Zulaufstutzen 8 besitzen in kompakter Bauweise eine Achse.
- Die Phase 3 betrifft denjenigen Betriebszustand, mit dem Lackflüssigkeit aus dem Versorgungsteil B an die Auftragsvorrichtung A zuleitbar ist. Dieser Betriebszustand bedingt die richtige Einstellung der Viskosität bzw. des Fließverhaltens der Lackflüssigkeit.
- Die richtige Viskosität entsteht je nachdem durch Zufuhr von Verdünner aus den Verdünnerbehältnis 2 oder, wenn die Lackflüssigkeit schon zu dünn ist, durch Zufuhr von Lack aus den Lackkessel 1. Für die Zufuhr von Verdünner oder Lack sind jeweils Kolbenpumpen vorgesehen, siehe die aus einer Leitung von Lackkessel 1 auf einen Sammler 9 speisende Lackpumpe 10 und die aus dem Verdünnerbehältnis 2 auf den Sammler 9 speisende Verdünnerpumpe 11.
- Die Zufuhr von Verdünner oder Lack entscheidet sich anhand der mit der Meßeinrichtung 12 vorgenommenen Viskositätsmessung.
- Hierbei wird mit der Meßpumpe 13 Lackflüssigkeit aus dem Sammler 9 aufgezogen und durch ein Kapillarteil 14 wieder in den Sammler 9 zurückgedrückt.
Das Meßsignal wird gebildet mit Hilfe des Zeitintervalls, daß der Kolben zum Zurücklegen eines Wegs zwischen zwei Wegmarken braucht. Dieses Zeitintervall stellt den Bezugswert für eine bestimmte Viskosität dar. Ist die Lackflüssigkeit dünner, verkürzt sich der Ausstoßvorgang und damit das Zeitintervall; ist die Lackflüssigkeit dicker, verlängert sich entsprechend das Zeitintervall. Die Kolbenbewegung wird beispielsweise durch einen mit Konstantdruck beaufschlagten Servomotor erzeugt. Die Weg- und Zeit-Systematik ist beliebig auf die Genauigkeitsansprüche anpassbar. - In analoger Weise kann auch z.B. der Innendruck in der Meßpumpe 13 gemessen und ausgewertet werden, wenn dem Kolben der Meßpumpe 13 eine Konstantgeschwindigkeit aufgezwungen wird.
Der Rührer 5 wird wie beschrieben fluidisch betrieben, womit Explosionsschutz entfällt. Die Pumpe 4 ist als zweikammerige Membranpumpe ausgelegt. Zur Vermeidung von mit der Luft in Berührung stehenden Oberflächen ist der Mischbehälter 3 mit einem Deckel versehen, der zur Bildung einer guten Labyrinthdichtung zusätzlich mit einem Bund versehen ist. So ist nur ein ganz dünner Ringspalt zwischen Deckel und Wandung des Mischbehälters 3 vorhanden. - Die Zuleitung der Lackflüssigkeit vom Versorgungsteil B zur Auftragsvorrichtung A erfolgt druckseitig, also nach der Pumpe 4 mittels Verzweigung aus dem Sammler 9 oder Verzweigung unmittelbar an der Druckseite der Pumpe 4 (siehe gestrichelte Linie).
- Zulauf und Rücklauf von der Auftragsvorrichtung A zum Versorgungsteil B sind jeweils durch vorzugsweise als Kugelhahne ausgebildete Ventile verschließbar. Zur Überwindung von Strömungswiderständen ist der Auftragsvorrichtung A eine eigene Pumpstation zugeordnet. Diese ist vorzugsweise als doppelstufige Membranpumpe mit einer Stufe für die Zufuhr und einer Stufe für die Wegförderung des Lacks aus der Lackwanne ausgelegt. Im Rücklauf von der Auftragsvorrichtung A zum Versorgungsteil B befindet sich ein Filter 15.
- Die Membranpumpen, lackierwerkseitig, und Pumpe 4, sind pneumatisch betrieben, wozu ein Druckluftanschluß mit Öl- und Wasserabscheider verlegt ist.
- Lack-, Verdünner-, Meßpumpe 10, 11, 12 sind selbstverständlich ventilgesteuert. Das zum Regeln nötige Takten der Pumpen 10, 11, 12, übernimmt ein Prozessor, dem auch die anderen Steuerfunktionen wie z.B. die Niveauregelung 6 aufgeschaltet sind. Zur Bedienung und Kontrolle sind an einer Konsole entsprechende Schalt-, Anzeige- und Kontrollelemente angebracht.
- Eine nicht gezeigte Anzeige vermittelt als Führungswert für die mit dem Viskomat durchführbare Viskositätsregelung die auf den bekannten Meßbecher bezogene Auslaufzeit.
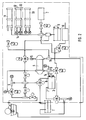
- Bei Fig. 2 ist der Auftragsvorrichtung A für Flüssigkeit, z.B. Lack oder Leim, mit ihren strömungstechnischen Einrichtungen ein Versorgungsteil B zur Bereitstellung der Flüssigkeit zugeordnet, die zum Beschichten oder Bedrucken des Bedruckstoffes dient.
- Es kann
- a) der Lack bzw. Leim in fertiger Konsistenz dem Versorgungsteil B vorgegeben werden. Es wird dabei während des Druckes die Konsistenz-Viskosität gemessen und eingestellt;
oder es kann - b) der Lack bzw. der Leim als Konzentrat 1 bereitgestellt werden. Es wird dabei aus Konzentrat 1 und Verdünner 2 der Lack bzw. Leim in richtiger Konsistenz in einem Mischbehälter 3 zusammengemischt.
- Der Verdünner wird in einem niveaugesteuerten Behälter 16 im Versorgungsteil B bevorratet. Dieser Verdünnerbehälter 16 kann auch außerhalb angeordnet sein (Verdünner ist nicht Wasser; falls Wasser benutzt wird, genügt ein Wasseranschluß).
- Entsprechend dem Betrieb der Druckmaschine mit Lackierbeginn, Lackieren und Lackierende beim Auflagendruck ist ein bestimmter Funktionsablauf im Versorgungsteil B eingerichtet, der sich in vier Phasen gliedert:
- Phase 1 + 2:
- das Mischen im sogenannten Mischbehälter 3 bzw. das Anmischen des Lackes aus Konzentrat
- Phase 3:
- das Lackieren bzw. Leimen beim Auflagendruck
- Phase 4:
- das Entleeren und Reinigen der Auftragsvorrichtung A und des Versorgungsteils B nach dem Lackieren.
- Phase 1:
- dabei wird der vorhandene Lack oder Leim im Mischbehälter 3 durch einfaches Umpumpen gemischt, um eine gute Durchmischung des Lackes bzw. Leimes vor dem Druckbeginn zu erreichen.
- bei a) Phase 2 der Behälter 3, z.B. ein Kanister mit dem fertigen Lack vorgelegt werden, der vor dem Druckbeginn auch zu durchmischen ist.
- bei b) Phase 1 beim Arbeiten mit dem Konzentrat muß im Mischbehälter 3 erst noch der druckfertige Lack angemischt werden.
- Nach dem Ablauf der einstellbaren Mischzeit und Erreichen der eingestellten Viskosität schaltet der Versorgungsteil B automatisch und/oder gesteuert auf die Lack-bzw. Leimversorgung des Lack- bzw. Leimwerkes um.
- Phase 3:
- Beim Lackieren bzw. Leimen wird Lack bzw. Leim zur Auftragsvorrichtung A gefördert. Von der Auftragsvorrichtung A wird das Medium abgesaugt und zum Mischbehälter 3 zurückgefördert. In der Leitung vom Mischbehälter 3 wird das Medium von einer Meßpumpe 13 angesaugt und anschließend über eine Zwangsströmungsstrecke 14 an derselben Stelle wieder ausgestoßen. Die Meßpumpe 13 fördert die Flüssigkeit und erzeugt ein Signal, dessen Wert ein Maß für die Viskosität der Flüssigkeit ist. Durch das permanente Umpumpen wird somit immer die aktuelle Viskosität des Lackes bzw. Leimes festgestellt, die zur Auftragsvorrichtung A gefördert wird. Die Verdünnung des Lackes erfolgt dosiert im Rücklauf 9 von der Auftragsvorrichtung A, um eine homogene Einmischung in der Leitung zu erreichen. Der Verdünner wird aus dem Spülbehälter 16 angesaugt. Damit wird die Spül-/Verdünnerflüssigkeit wieder verwendet. Die Niveaus im Mischbehälter 3 und Spülbehälter 16 werden durch einen Niveauregler 6 geregelt.
- Phase 4:
- Nach dem Ende des Lackierens werden die Auftragsvorrichtung A und der Versorgungsteil B entleert und anschließend mit Verdünnerflüssigkeit gespült. Darauf wird auch die Verdünnerflüssigkeit zum Spülbehälter 16 zurückgepumpt, so daß beim nächsten Lackieren der Versorgungsteil B und die Auftragsvorrichtung A wieder betriebsbereit sind.
- Die richtige Viskosität entsteht je nachdem durch Zufuhr von Verdünner aus dem Verdünnerbehältnis 2 oder, wenn die Lackflüssigkeit schon zu dünn ist, durch Zufuhr von Lack aus dem Lackkessel 1. Für die Zufuhr von Verdünner oder Lack sind jeweils Pumpen vorgesehen; die aus einer Leitung von Lackkessel 1 auf einen Sammler 9 speisende Lackpumpe 10 und die aus dem Verdünnerbehältnis 2 auf den Sammler 9 speisende Verdünnerpumpe 11.
- Die Zufuhr von Verdünner oder Lack entscheidet sich anhand der mit der Meßeinrichtung 12 vorgenommenen Viskositätsmessung und dem vorgegebenen Viskositätswert (Soll-Ist-Vergleich).
- Das Meßsignal wird gebildet mit Hilfe des Zeitintervalls, welches ein Förderglied der Meßpumpe 13 bei konstanter Versorgung zum Zurücklegen eines Wegs zwischen zwei Wegmarken braucht. Dieses Zeitintervall stellt den Bezugswert für eine bestimmte Viskosität dar. Ist die Lackflüssigkeit dünner, verkürzt sich der Ausstoßvorgang und damit das Zeitintervall. Ist die Lackflüssigkeit dicker, verlängert sich entsprechend das Zeitintervall. Die Bewegung des Fördergliedes (z.B. Kolben oder Membran) wird beispielsweise durch einen mit Konstantdruck beaufschlagten Servomotor erzeugt. Die Weg- und Zeit-Systematik ist beliebig auf die Genauigkeitsansprüche anpaßbar.
- In analoger Weise kann auch z.B. der Innendruck in der Meßpumpe 13 gemessen und ausgewertet werden, wenn dem Kolben der Meßpumpe 13 eine Konstantgeschwindigkeit aufgezwungen wird.
- Zur Vermeidung von mit der Luft in Berührung stehenden Oberflächen ist der Mischbehälter 3 mit einem Deckel zu versehen. Die Pumpe kann als zweikammerige Membranpumpe ausgelegt sein. Die Membranpumpe is pneumatisch betrieben, wozu ein Druckluftanschluß mit Öl- und Wasserabscheider verwendet wird.
- Lackpumpe 10, Verdünnerpumpe 11 und Meßpumpe 13 sind selbstverständlich ventilgesteuert. Das zum Regeln nötige Takten der Pumpen 10, 11, 13 übernimmt ein Prozessor, dem auch die anderen Steuerfunktionen, wie z. B. die Niveauregelung 6 aufgeschaltet sind. Zur Bedienung und Kontrolle sind an einer Konsole entsprechende Schalt-, Anzeige- und Kontrollelemente angebracht. Ein nicht gezeigter Meßwert als Führungswert für die mit dem Lackierwerk durchführbare Viskositätsregelung wird auf den bekannten Meßbecher bezogene Auslaufzeit umgerechnet.
- V1, V2, V3 und V4 sind Anschlüsse für Hydraulikleitungen.
Claims (4)
- Flüssigkeitsauftragsanlage für eine Druckmaschine, mit einer Auftragsvorrichtung (A) zum Auftragen von Flüssigkeit aus einem Versorgungsteil (B), der eine Einrichtung zur Einstellung der Viskosität mit einem Meßteil und mit einem Zuführteil für Verdünner aufweist, wobei der Meßteil (12, 13, 14) durch eine, in ein Behälter-, Leitungs- und Fördersystem (1, 2, 3, 4) des Versorgungsteils (B) integrierte, Zwangsströmungsstrecke (13, 14) gebildet ist, durch die jeweils eine zur Prozeß-Gesamtflüssigkeitsmenge gehörende, aus Zu-, Ab- oder Umlauf kommende Teilmenge zwangsförderbar ist, wobei eine auf die Zwangsförderung innerhalb der Zwangsströmungsstrecke zurückgehende Größe direkt oder übertragen meß- und auswertbar ist, und mit einem Mischbehälter (3), der zur Füllung mit der Flüssigkeit aus einem Kessel (1) und zur Umwälzung der Flüssigkeit über einen Saugstutzen (7) und Zulaufstutzen (8) mittels einer Pumpe (4) betreibbar ist,
dadurch gekennzeichnet,
daß ein Strömungszweig zwischen Saugstutzen (7) und Zulaufstutzen (8) einen Sammler (9) aufweist, daß eine Meßpumpe (13) vorgesehen ist, mittels welcher eine durch einen Saughub zum Zwecke der Messung aufgenommene Teilmenge der Flüssigkeit bei einem anschließenden Förderhub der Meßpumpe (13) durch einen Kapillarteil (14) oder eine Strömungsblende wieder ausschiebbar ist, wobei die Teilmenge in den Sammler (9) zurückleitbar oder innerhalb des sich zwischen Saugstutzen (7) und Zulaufstutzen (8) erstreckenden Strömungszweiges weiter förderbar ist. - Flüssigkeits auftragsanlage nach Anspruch 1,
dadurch gekennzeichnet,
daß dem Sammler (9) der Verdünner aus einem Verdünnerbehältnis (2) sowie die Flüssigkeit aus dem Kessel (1) zuführbar ist und daß dem Strömungszweig oder dem Sammler (9) die Meßeinrichtung (12) mit Meßpumpe (13) zur Messung der Viskosität der Flüssigkeit zuordenbar ist. - Flüssigkeits-Auftragsanlage nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
daß mit der Messung der Viskosität eine Temperaturmessung verbunden ist und daß der Mischbehälter (3) und/oder der Sammler (9) thermostatisierbar sind. - Flüssigkeits-Auftragsanlage nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet,
daß automatisch gestartet oder durch manuelles Starten die Vorgänge "Durchmischen der Flüssigkeit" vor dem Auftragen, das "Pumpen der Flüssigkeit" mit der zu regelnden Viskosität und das "Entleeren und Spülen" der Auftragsvorrichtung (A) und des Versorgungsteils (B) automatisch ausgeführt werden.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE9004745U | 1990-04-26 | ||
| DE9004745U DE9004745U1 (de) | 1990-04-26 | 1990-04-26 | Lackierwerk für eine Druckmaschine |
| PCT/EP1991/000806 WO1991016204A1 (de) | 1990-04-26 | 1991-04-26 | Flüssigkeits-auftragsanlage |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0482151A1 EP0482151A1 (de) | 1992-04-29 |
| EP0482151B1 true EP0482151B1 (de) | 1994-12-07 |
Family
ID=6853243
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91908234A Expired - Lifetime EP0482151B1 (de) | 1990-04-26 | 1991-04-26 | Flüssigkeits-auftragsanlage |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0482151B1 (de) |
| JP (1) | JP3186058B2 (de) |
| DE (2) | DE9004745U1 (de) |
| ES (1) | ES2065027T3 (de) |
| WO (1) | WO1991016204A1 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4136263C2 (de) * | 1991-11-04 | 1995-12-21 | Baldwin Gegenheimer Gmbh | Vorrichtung zur Aufbereitung von Feuchtmittel |
| DE4136265C2 (de) * | 1991-11-04 | 1996-01-11 | Baldwin Gegenheimer Gmbh | Vorrichtung zur Aufbereitung von Feuchtmittel |
| DE10061870B4 (de) * | 2000-12-12 | 2011-06-09 | Platsch Gmbh & Co.Kg | Verfahren und Vorrichtung zur Filtration von Feuchtmittel |
| CN104245321B (zh) * | 2012-04-27 | 2016-09-14 | 丹麦得利速股份公司 | 用于调节和测量流量的系统和方法 |
| DE102016006592A1 (de) * | 2016-05-30 | 2017-11-30 | Technotrans Ag | Verfahren zur Veränderung der Viskosität einer Druckfarbe |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2590538A (en) * | 1945-05-30 | 1952-03-25 | Hoe & Co R | Inking mechanism for printing machines |
| US3832886A (en) * | 1972-06-05 | 1974-09-03 | Uniroyal Inc | Die swell testing |
| DE2444148C3 (de) * | 1974-09-16 | 1981-09-17 | Dr. Karl Thomae Gmbh, 7950 Biberach | Kapillar-Viskosimeter |
| CH653618A5 (fr) * | 1983-06-21 | 1986-01-15 | Bobst Sa | Procede et dispositif pour maintenir constante la densite d'une couleur imprimee. |
| IT1214887B (it) * | 1985-12-04 | 1990-01-18 | Ghisalberti Luigi | Unita' stampante reversibile per macchine off-set conglobante dispositivi per la bagnatura e verniciatura. |
| DE3602309A1 (de) * | 1986-01-27 | 1987-07-30 | Schmidt Gebr Druckfarben | Geraet mit viskositaets-istwert- und einstellbarer -sollwert-anzeige zur bestimmung der verduennbarkeit von viskosen zubereitungen |
-
1990
- 1990-04-26 DE DE9004745U patent/DE9004745U1/de not_active Expired - Lifetime
-
1991
- 1991-04-26 EP EP91908234A patent/EP0482151B1/de not_active Expired - Lifetime
- 1991-04-26 JP JP50816391A patent/JP3186058B2/ja not_active Expired - Fee Related
- 1991-04-26 ES ES91908234T patent/ES2065027T3/es not_active Expired - Lifetime
- 1991-04-26 WO PCT/EP1991/000806 patent/WO1991016204A1/de not_active Ceased
- 1991-04-26 DE DE59103797T patent/DE59103797D1/de not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| WO1991016204A1 (de) | 1991-10-31 |
| JPH05502826A (ja) | 1993-05-20 |
| JP3186058B2 (ja) | 2001-07-11 |
| ES2065027T3 (es) | 1995-02-01 |
| DE9004745U1 (de) | 1990-06-28 |
| DE59103797D1 (de) | 1995-01-19 |
| EP0482151A1 (de) | 1992-04-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69622407T2 (de) | Lackierroboter mit system zum lackzufuhr | |
| EP1250956B1 (de) | Verfahren zum kontrollierten Dosieren von Flüssigkeiten unter Verdrängung eines Gaspolsters | |
| DE102014216744B4 (de) | Austragkopf für einen Dosierspender und Dosierspender | |
| DE3942496A1 (de) | Verfahren zum dosierten auftragen eines fluessigen bindemittels, insbesondere von bitumen, auf eine oberflaeche | |
| EP0482151B1 (de) | Flüssigkeits-auftragsanlage | |
| CH666881A5 (de) | Verfahren und vorrichtung zum dosieren und einspritzen kleiner fluessigkeitsmengen in die spleissluft einer druckgas-fadenspleissvorrichtung. | |
| DE10246946A1 (de) | Einrichtung zum Beschichten von Bedruckstoffen in einer Druckmaschine und Verfahren zum Betreiben der Einrichtung | |
| DD270665A5 (de) | Verfahren und anlage zum elektrostatischen beschichten im leitfaehigem material | |
| DE69724431T2 (de) | Befüllvorrichtung | |
| EP0854035A1 (de) | Verfahren zum Regeln der Zusammensetzung und der Viskosität von Druckfarbe | |
| DE69928026T2 (de) | Vorrichtung und verfahren zur dosierung von fluiden | |
| EP3619428A1 (de) | Pumpenanordnung zum fördern viskoser medien, vorrichtung mit selbiger und verfahren zur herstellung von oberflächenbeschichtungsmitteln, sowie verwendung einer pumpenanordnung | |
| CH679377A5 (de) | ||
| DE102017121426A1 (de) | Verfahren zur Füllstandsermittlung | |
| DE102014019314A1 (de) | Verfahren und Vorrichtung zum Aufbringen einer Lackschicht auf eine Oberfläche | |
| EP0756559B1 (de) | Verfahren zum justieren eines füllstrahles | |
| EP2801462A1 (de) | Verfahren und Vorrichtung zur gesteuerten Entnahme von flüssigen Materialien aus mehreren Vorlagebehältern | |
| DE19519432C2 (de) | Verfahren und Vorrichtung zum Versprühen einer Flüssigkeit | |
| DE1008480B (de) | Anlage zur Regelung der Zugabe von Fluessigkeitsmengen, insbesondere Bindemittelmengen, zu einem Materialstrom, insbesondere Holzspanstrang od. dgl. | |
| EP0026874A1 (de) | Einrichtung zur Vergleichsmessung und Aussteuerung der Komponentenströme bei Mischvorrichtungen für Mehrkomponenten-Kunststoffe | |
| EP1475161A2 (de) | Verfahren und Versorgungssystem zur dosierten Materialversorgung einer Beschichtungsvorrichtung | |
| DE3010747C2 (de) | Tintenzuführsystem | |
| EP0205056A1 (de) | Vorrichtung zur Regelung der Durchflussmenge | |
| EP0210282A1 (de) | Vorrichtung zum dosierten Zuteilen verschiedener Komponenten und/oder dosierten Aufteilen bzw. Ausbringen flüssiger oder pastöser Stoffe | |
| DE3708712C1 (en) | Process and device for metering the components of multicomponent plastics, in particular polyurethane |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19911126 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE ES FR GB IT SE |
|
| 17Q | First examination report despatched |
Effective date: 19931006 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR GB IT SE |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 59103797 Country of ref document: DE Date of ref document: 19950119 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 91908234.7 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2065027 Country of ref document: ES Kind code of ref document: T3 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950110 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19950427 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19950427 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EUG | Se: european patent has lapsed |
Ref document number: 91908234.7 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19990405 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020402 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20020416 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20020419 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031101 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031231 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050426 |