EP0497151A1 - Procédé pour la fabrication en continu d'articles de faible épaisseur à partir de matière céramique - Google Patents
Procédé pour la fabrication en continu d'articles de faible épaisseur à partir de matière céramique Download PDFInfo
- Publication number
- EP0497151A1 EP0497151A1 EP19920100649 EP92100649A EP0497151A1 EP 0497151 A1 EP0497151 A1 EP 0497151A1 EP 19920100649 EP19920100649 EP 19920100649 EP 92100649 A EP92100649 A EP 92100649A EP 0497151 A1 EP0497151 A1 EP 0497151A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- rolling
- ceramic mass
- ceramic
- green body
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 31
- 229910010293 ceramic material Inorganic materials 0.000 title abstract description 10
- 238000004519 manufacturing process Methods 0.000 title abstract description 10
- 238000005096 rolling process Methods 0.000 claims abstract description 46
- 238000001035 drying Methods 0.000 claims abstract description 14
- 238000010304 firing Methods 0.000 claims abstract description 12
- 239000002994 raw material Substances 0.000 claims abstract description 10
- 239000000654 additive Substances 0.000 claims abstract description 6
- 239000000919 ceramic Substances 0.000 claims description 63
- 239000000843 powder Substances 0.000 claims description 11
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 6
- 239000004917 carbon fiber Substances 0.000 claims description 5
- 238000010924 continuous production Methods 0.000 claims description 5
- 239000000835 fiber Substances 0.000 claims description 5
- 238000007493 shaping process Methods 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 3
- 239000002184 metal Substances 0.000 claims description 3
- 238000001125 extrusion Methods 0.000 claims description 2
- 150000004767 nitrides Chemical class 0.000 claims 1
- 239000011230 binding agent Substances 0.000 description 16
- 238000005266 casting Methods 0.000 description 9
- 238000000465 moulding Methods 0.000 description 9
- 238000003825 pressing Methods 0.000 description 7
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 6
- 239000004014 plasticizer Substances 0.000 description 6
- 229910052593 corundum Inorganic materials 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- 229910001845 yogo sapphire Inorganic materials 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 229920003086 cellulose ether Polymers 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 238000005452 bending Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 238000005056 compaction Methods 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 238000007569 slipcasting Methods 0.000 description 3
- 229910052786 argon Inorganic materials 0.000 description 2
- 239000004927 clay Substances 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000000265 homogenisation Methods 0.000 description 2
- 238000000462 isostatic pressing Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 238000013001 point bending Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000012223 aqueous fraction Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000005272 metallurgy Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000005445 natural material Substances 0.000 description 1
- 229910052575 non-oxide ceramic Inorganic materials 0.000 description 1
- 239000011225 non-oxide ceramic Substances 0.000 description 1
- 229910052574 oxide ceramic Inorganic materials 0.000 description 1
- 239000011224 oxide ceramic Substances 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000000930 thermomechanical effect Effects 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B3/00—Producing shaped articles from the material by using presses; Presses specially adapted therefor
- B28B3/12—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein one or more rollers exert pressure on the material
- B28B3/126—Producing shaped articles from the material by using presses; Presses specially adapted therefor wherein one or more rollers exert pressure on the material on material passing directly between the co-operating rollers
Definitions
- the invention relates to a process for the continuous production of thin-walled shaped bodies made of ceramic mass, such as plates, strips, pipes or the like, in which the raw materials and additives for the ceramic mass are moistened and mixed, the mixed ceramic mass to form a green body shaped, optionally subdivided, and the green body is solidified to form the shaped body by drying and firing.
- a thin-walled shaped body is understood to mean one with a thickness in the range between approximately 1 to 10 mm. Ceramic raw materials, mostly in powder form, are regarded as raw materials, while plasticizers, plasticizers, binders and the like are among the additives. Like. To be understood.
- the binder and plasticizer After the evaporation of the solvents, the binder and plasticizer give the cast film a certain flexibility, which allows the film to be wound, embossed, punched and, if necessary, laminated in layers on top of one another. By drying and Firing gives the film or the components made from it its final shape.
- the green body thus cast is at least partially dried on the belt following the casting process.
- the ceramic mass has a moisture content of about 20 to 30% by weight during film casting (Ceramic Journal No. 9, 1990, pp. 650 to 652).
- the high moisture content requires special measures when drying the cast film.
- the green body cannot be easily handled in all cases. There is no significant compression of the ceramic mass during film casting.
- the invention has for its object a method for the continuous production of thin-walled shaped articles made of ceramic materials, in particular fine ceramic materials, the z. B. are clay-free to show.
- the ceramic mass is adjusted to a moisture content of 2 to 15% by weight and in that the green body is shaped by rolling.
- the ceramic mass z. B. is passed through a nip formed by two opposing rollers and thereby compacted, so that a belt is formed as a green body, which can be divided or further processed if necessary.
- the Green bodies already have a relatively high strength, which is in any case higher than in film casting, so that there are no problems in handling the green body during its further processing.
- the rolling process can influence the formation of the structure in the ceramic mass.
- the structure is adjustable and textures in the ceramic mass can be achieved by the typical rolling movement, which have a positive effect on the mechanical and / or thermal and / or electrical properties of the molded articles to be produced.
- Rolling has the further advantage over film casting that molded articles with a comparatively lower porosity can be achieved even without venting the ceramic mass.
- the moisture content can be set in the range between about 2 to 15% by weight, the properties of the thin-walled moldings being able to be controlled to a certain extent via the moisture content.
- the components of the ceramic mass are compacted by the pressure during rolling.
- the use of the new process results in particularly low "molding costs" because the rollers used thereby Changes in the roll gap are usually adjustable against each other in order to achieve the desired cross section.
- the new method also allows a multi-stage operation in such a way that several rolling processes or stages are connected in series and in this way the degree of compaction is increased even further. Coarse-grained fractions or parts within the ceramic mass can also be processed with the new process.
- the ceramics were used, at least preferably, in the coarse grain area.
- the particular moisture content used in rolling deviates completely from the other moisture contents of slip casting on the one hand and dry pressing, in particular isostatic pressing on the other.
- Preferred moisture ranges within the specified large range are in the order of 5 to 10% by weight and thus also set off against moisture contents, such as those e.g. B. are known in tile manufacture.
- ceramic materials can advantageously be rolled if such moisture contents are maintained.
- the resulting textures and structural influences can certainly be seen as an advantage and not, as previously, as a disadvantage.
- the new process also opens up thickness ranges that were previously difficult or impossible to control.
- the ceramic mass When rolling, the ceramic mass can advantageously be adjusted to a moisture content of 5 to 10% by weight. Low moisture contents are used for fine powders, while high moisture contents are advantageous for larger grain sizes and raw materials and additives that are difficult to plasticize.
- the ceramic mass can be evacuated before rolling. A negative pressure is applied here in order to reduce the porosity of the green body and the shaped body and ultimately also to increase the strength.
- the ceramic mass can be heated before or during the rolling. This improves the workability. This applies in particular to raw materials and aggregates containing pitch and tar.
- the one provided by the extruder Shaping is used to convey the ceramic mass to the roll gap in an orderly and distributed manner.
- Rolling can be done by profiling the green body.
- not only cylindrical roller bodies, but also profiled rollers can be used, for example to form grooves, shoulders or the like into the green body during rolling.
- Such shapes are particularly useful when the shaped bodies are further processed into firing aids.
- a meander-shaped sheet or plate can e.g. B. can also be an intermediate layer in a composite material, similar to what is known in the manufacture of corrugated cardboard in the pulp field.
- carbidic, nitridic or metallic powders can also advantageously be rolled in, in order in this way to set and favor the electrical and / or thermal properties of the shaped body.
- Ceramic fibers, carbon fibers, metal fibers or the like can also be rolled in. These then represent a thermo-mechanical reinforcement. The rolling process must of course be adapted to the type of fibers.
- the green body can also be easily wound up into several layers, on the one hand to increase the thickness, and on the other hand to produce layered bodies with deliberate layer formation. Composite bodies can also be produced in this way. Even winding thin strips into tubes and similar shaped bodies is easily possible.
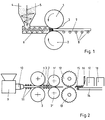
- a rolling mill is indicated schematically by the rollers 1 and 2.
- the roller 2 can be fixed in place, while the roller 1 can be adjusted hydraulically with the roller 2 to form a nip 3 in order to exert a required pressing pressure on the ceramic mass.
- the ceramic mass is prepared in its offset consisting of the raw materials and aggregates and, after appropriate mixing and moistening, is placed in a filling funnel 4 in which an agitator 5 is arranged. With the help of the agitator 5, the ceramic mass reaches the effective range of a screw conveyor 6, which conveys the ceramic mass to the roll gap 3, in such a way that the desired set thickness of the ceramic strip to be rolled is produced.
- a rolled strip 7 is formed in the roll gap 3 and is guided away on a roller strip 8. It can be here connect the subdivision into individual green bodies, which is no longer shown.
- the ceramic mass can be vented in the area of the agitator 5 or the screw conveyor 6.
- FIG. 1 A somewhat modified device is shown in FIG.
- the ceramic mass of raw materials and additives in mixed form is fed to a ceramic press 9 and expelled through a mouthpiece 10, so that a certain pre-compression of the ceramic mass takes place here.
- the ceramic mass is fed to a first pair of rollers, consisting of rollers 1 and 2, via a conveying device 11 and further compressed in the roll gap 3, so that the belt 7 is formed here.
- the belt 7 then runs into a second roller device with the rollers 1 'and 2' and finally finally passes into a pair of shaping rollers 12 and 13, by means of which the belt 7 is brought into a wave shape.
- a conveyor 14 receives the corrugated belt 15, which is divided into sections in a punch 16. The sections then pass into a drying device 17 and a kiln 18.
- finished shaped bodies are produced at the end of the kiln in wave form, as can be used, for example, as a firing aid.
- the compression takes place here in three stages, namely in the first stage in the ceramic press, in the second stage between rollers 1 and 2 and in the third stage between rollers 1 'and 2'.
- the cross section of the band can be gradually reduced, and finally it can have a wall thickness of 5 mm as a corrugated band 15.
- a fine-grained Al2O3 powder in a grain size smaller than 1 ⁇ m was mixed with different binder proportions.
- Cellulose ether was used as a binder as a 1% solution in water. In addition, no moisture was introduced.
- the ceramic mass formed in this way was rolled in a single-stage installation, for example as shown in FIG. 1, a ceramic strip having a width of 75 mm and a thickness of 2 mm being produced.
- the contact pressure of the rollers 1, 2 was 50 bar.
- the resulting rolled Al2O3 band was divided into sheets of 100 mm in length.
- the plates were dried in a drying oven at 110 ° C for 24 hours. This was followed by firing in a kiln at 1650 ° C for two hours.
- the bending strength was determined in the 3-point bending test. In the manner described, plates were produced which, for. B. appear suitable as kiln furniture. It can be seen from the table given that as the moisture content increases, the bulk density decreases, the porosity increases and the bending strength decreases.
- the ceramic mass was made of fine Al2O3 powder with a fraction smaller than 1 ⁇ m together with 10% by weight of a powdered binder in the form of a cellulose derivative and with varying amounts of moisture. It happened Rolling into thin plates with a thickness of about 2 mm under a pressure of 50 bar. After drying similar to that of the exemplary embodiment in FIG. 1, the fire was carried out at 1650 ° C. for 2 hours.
- This table confirms that moisture contents in a range from 5 to 10% by weight in the ceramic mass are advantageous for the flexural strength of the shaped body.
- the ceramic mass was made from fine aluminum oxide with a grain fraction smaller than 1 ⁇ m and with the addition of 5% by weight of liquid binder of a 1% solution of cellulose ether in water. A pressure of 50 bar was applied during rolling. In a downstream punch press, small plates measuring 20 x 20 x 2 mm were punched out of the continuous band. These were dried at 100 ° C in 8 hours and fired tightly in an electric furnace at 1650 ° C for 4 hours, so that a porosity of 0% is present. Such moldings are suitable for use as carrier plates in the electrical industry.
- Carbon fibers were cut into a length of up to 5 mm and mixed dry with Al2O3 powder. Subsequently, a powdery binder with 5% by weight was added and 10% by weight of water was added. After another mixing and Homogenization process in a compulsory mixer, a continuous band of 75 mm wide and 2 mm thick was rolled, with a contact pressure of 60 bar. The carbon fibers had been added to the alumina powder at about 2% by weight. The continuous strip was cut into 100 x 75 x 2 mm plates and the sections were fired in an inert gas atmosphere under argon at 1500 ° C. for 4 hours. The porosity of the plates was 30.3%. The flexural strength was 45.4 N / mm Colour A molded body is formed here, in which carbon fibers are embedded in the ceramic mass. This material is less brittle and therefore more sensitive to impact. It is not necessarily aimed at a high flexural strength, but rather improves the fracture mechanical properties (fracture toughness).
- a zirconium oxide with a grain fraction of less than 0.1 mm was mixed with 5% by weight of liquid binder from cellulose ether as a 1% solution in water and with 5% by weight of graphite with a grain fraction of less than 0.1 mm.
- the mixed ceramic mass was rolled with a contact pressure of 80 bar and then divided. Carbon-containing plates with a homogeneous structure and a porosity of 12.3% were produced. The thickness was 8 mm.
- the further processing of this material to a composite appears z.
- An SiC batch was mixed with a binder containing 5% by weight of 1% cellulose ether solution in water and rolled to a thickness of 5 mm.
- a carbon net was placed on the belt and under a pressure rolled again of 40 bar, so that the carbon fabric was pressed into the ceramic band.
- the fire was carried out in an argon protective gas atmosphere at 1500 ° C for 4 hours.
- the porosity of the material was 28.5%.
- the rolling system is followed by a winding system in order to roll up the rolled ceramic strip in an inclined spiral and in this way to form a tube.
- the offset was chosen similarly to Example 3.
- the wound tube had an inner diameter of 150 mm and an outer diameter of 170 mm.
- the tube solidified and the edges sintered after drying in a fire of 1650 ° C for 10 hours.
- Profile rolls with a wavy cross section were used in the rolling mill.
- Aluminum oxide with 10% by weight of liquid binder was used as the offset.
- the continuously rolled, corrugated strip was divided into 100 x 75 mm sections and baked at 1650 ° C for 4 hours.
- the moisture content was 15% by weight. 7% by weight of solid binder was used.
- the strip pre-compacted in this way by being expelled from the mouthpiece was fed to a roll gap of a rolling mill and from 15 mm thick worked down to 10 mm.
- rollers were used which had a groove profile, so that this was simultaneously molded into the surface of the belt. After drying at 110 ° C for 24 hours, firing was carried out at 1700 ° C for 8 hours.
- Such a profiled firing aid is particularly suitable for firing tubes and other small molded parts made of high-purity aluminum oxide.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Manufacturing Of Tubular Articles Or Embedded Moulded Articles (AREA)
- Producing Shaped Articles From Materials (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4102469 | 1991-01-28 | ||
| DE4102469A DE4102469A1 (de) | 1991-01-28 | 1991-01-28 | Verfahren zur kontinuierlichen herstellung duennwandiger formkoerper aus keramischer masse |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0497151A1 true EP0497151A1 (fr) | 1992-08-05 |
| EP0497151B1 EP0497151B1 (fr) | 1996-03-27 |
| EP0497151B2 EP0497151B2 (fr) | 1999-08-25 |
Family
ID=6423860
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92100649A Expired - Lifetime EP0497151B2 (fr) | 1991-01-28 | 1992-01-16 | Procédé pour la fabrication en continu d'articles de faible épaisseur à partir de matière céramique |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0497151B2 (fr) |
| AT (1) | ATE135950T1 (fr) |
| DE (2) | DE4102469A1 (fr) |
| ES (1) | ES2086558T5 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0667523A3 (fr) * | 1994-02-15 | 1996-09-11 | Gen Motors Corp | Capteur de gaz d'échappement comprenant un élément capteur formé d'une tuile composite et procédés de fabrication de celui-ci. |
| EP1020266A3 (fr) * | 1999-01-16 | 2002-07-31 | Villeroy & Boch Ag | Dispositif pour la fabrication d'articles en céramique |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8679302B2 (en) | 2005-11-14 | 2014-03-25 | Guardian Industries Corp. | Silicon titanium oxide coating, coated article including silicon titanium oxide coating, and method of making the same |
| DE102006036624B4 (de) * | 2006-08-03 | 2009-08-20 | Schunk Kohlenstofftechnik Gmbh | Werkstückträger sowie Verfahren zur Herstellung eines solchen |
| DE102011120547B4 (de) | 2011-12-02 | 2018-10-18 | Technische Universität Dresden | Brennhilfsmittel, als Träger für Bauteile bei einer Wärmebehandlung |
| ES2636930T3 (es) * | 2012-10-22 | 2017-10-10 | Imerys Ceramics France | Proceso para elaborar una lámina inorgánica |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1271493A (fr) * | 1959-11-30 | 1961-09-15 | Gladding | Procédé de fabrication continue d'objets céramiques très minces |
| US3007222A (en) * | 1953-01-02 | 1961-11-07 | Gladding Mcbean & Co | Method for continuous manufacture of ceramic sheets |
| CH394013A (de) * | 1960-04-16 | 1965-06-15 | Aton Planungs & Baugesellschaft Fuer Die Keramische Industrie Mbh | Verfahren zur kontinuierlichen Herstellung von grossflächigen Verkleidungsplatten aus keramischem Werkstoff |
| EP0205704A2 (fr) * | 1985-06-18 | 1986-12-30 | Isolite Babcock Refractories Company Limited | Procédé de traitement d'une couverture en fibres céramiques |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1205435B (de) * | 1961-05-10 | 1965-11-18 | Gottfried Cremer Dr | Verfahren zum kontinuierlichen Herstellen von duennwandigen Wandverkleidungsplatten aus keramischem Werkstoff und Tunnelofen zur Durchfuehrung des Verfahrens |
| GB982128A (en) * | 1962-12-20 | 1965-02-03 | Fetok Gmbh | Process for producing thin sheets of plastic ceramic materials |
| DD285041A5 (de) * | 1989-06-23 | 1990-12-05 | Veb Chemieanlagenbaukombinat Leipzig-Grimma Stammbetrieb,Dd | Vorrichtung zur kontinuierlichen herstellung von 3-dimensional profilierten, duennwandigen formlingen aus plastischen baendern oder platten keramischen grundmaterials, deren neutrale faser der profilstruktur entspricht |
-
1991
- 1991-01-28 DE DE4102469A patent/DE4102469A1/de not_active Withdrawn
-
1992
- 1992-01-16 ES ES92100649T patent/ES2086558T5/es not_active Expired - Lifetime
- 1992-01-16 AT AT92100649T patent/ATE135950T1/de not_active IP Right Cessation
- 1992-01-16 EP EP92100649A patent/EP0497151B2/fr not_active Expired - Lifetime
- 1992-01-16 DE DE59205793T patent/DE59205793D1/de not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3007222A (en) * | 1953-01-02 | 1961-11-07 | Gladding Mcbean & Co | Method for continuous manufacture of ceramic sheets |
| FR1271493A (fr) * | 1959-11-30 | 1961-09-15 | Gladding | Procédé de fabrication continue d'objets céramiques très minces |
| CH394013A (de) * | 1960-04-16 | 1965-06-15 | Aton Planungs & Baugesellschaft Fuer Die Keramische Industrie Mbh | Verfahren zur kontinuierlichen Herstellung von grossflächigen Verkleidungsplatten aus keramischem Werkstoff |
| EP0205704A2 (fr) * | 1985-06-18 | 1986-12-30 | Isolite Babcock Refractories Company Limited | Procédé de traitement d'une couverture en fibres céramiques |
Non-Patent Citations (4)
| Title |
|---|
| DERWENT JAPANESE PATENT REPORT , accession nØ 84-092295 Ä 15 ] , DERWENT PUBLICATIONS LTD. , LONDON , GB , & JP-A-59 039761 ( TORAY IND. INC. ) * |
| DERWENT JAPANESE PATENT REPORT , accession nØ 91-213134 Ä 29 ] , DERWENT PUBLICATIONS LTD. , LONDON , GB , & JP-A-03 137071 ( NIPPON STEEL CHEM KK ) * |
| SOVIET INVENTIONS ILLUSTRATED , accession nØ 88-097701 Ä 14 ] , DERWENT PUBLICATIONS LTD. , LONDON , GB , & SU-A-1335470 ( A. V. BAINOV ) * |
| SOVIET INVENTIONS ILLUSTRATED , accession nØ 90-073745 Ä 10 ] , DERWENT PUBLICATIONS LTD. , LONDON , GB , & SU-A-1504100 ( I. A. MYSLYVETS ) * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0667523A3 (fr) * | 1994-02-15 | 1996-09-11 | Gen Motors Corp | Capteur de gaz d'échappement comprenant un élément capteur formé d'une tuile composite et procédés de fabrication de celui-ci. |
| EP1020266A3 (fr) * | 1999-01-16 | 2002-07-31 | Villeroy & Boch Ag | Dispositif pour la fabrication d'articles en céramique |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2086558T3 (es) | 1996-07-01 |
| ES2086558T5 (es) | 1999-12-01 |
| EP0497151B1 (fr) | 1996-03-27 |
| DE59205793D1 (de) | 1996-05-02 |
| ATE135950T1 (de) | 1996-04-15 |
| EP0497151B2 (fr) | 1999-08-25 |
| DE4102469A1 (de) | 1992-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69226335T2 (de) | Verbessertes Extrusionsverfahren und Vorrichtung zum Herstellen von Gegenständen aus pulverigem Material | |
| DE3413646C2 (fr) | ||
| DE2147530A1 (de) | Schleifmittel und dessen Her stellung | |
| DE19512146A1 (de) | Verfahren zur Herstellung von schwindungsangepaßten Keramik-Verbundwerkstoffen | |
| DE2752752C2 (de) | Verfahren zur Herstellung von Körpern mit Bienenwabenstruktur aus Keramikstoffen der Bariumtitanatgruppe mit positiven Temperatur-Widerstands-Koeffizienten des elektrischen Widerstandes | |
| DE3205877A1 (de) | Sinterkoerper aus hochdichtem borcarbid und verfahren zu deren herstellung | |
| DE2946374A1 (de) | Verfahren zur herstellung von verpressbarem polyimidgranulat | |
| EP0497151B1 (fr) | Procédé pour la fabrication en continu d'articles de faible épaisseur à partir de matière céramique | |
| DE3942666C2 (fr) | ||
| DE3105593A1 (de) | Verfahren zur herstellung von plastischen massen zur weiterverarbeitung zu feuerbestaendigen oder feuerfesten materialien, nach dem verfahren hergestellte massen und ihre verwendung | |
| DE3808348C1 (fr) | ||
| EP0536584B1 (fr) | Procédé de préparation d'un matériau composite comprenant au moins deux couches | |
| CH495300A (de) | Verfahren zur Herstellung von keramischen Materialien und nach diesem Verfahren hergestellter keramischer Formkörper | |
| DE19526849C2 (de) | Verfahren zur Herstellung von grobkeramischen Tonprodukten und durch das Verfahren hergestellte Produkte | |
| DE3149796C2 (fr) | ||
| DE1483720B1 (de) | Presskoerper erhoehter Dichte und Festigkeit aus Wolframpulver | |
| CA1107485A (fr) | Methode de production plaques en ceramique frittees de fortes dimensions a faible epaisseur de paroi | |
| DE2205119C3 (de) | Asbestfaserplatte | |
| EP3480180B1 (fr) | Mélange de matières premières pour la fabrication d'un carreau en grès cérame | |
| DE3923655A1 (de) | Traeger zum brennen von keramik und verfahren zu deren herstellung | |
| DE1212725B (de) | Verfahren zur Herstellung von ungesinterten Folien und Baendern aus Polytetrafluoraethylen | |
| DE969788C (de) | Verfahren zur Herstellung von duennen keramischen Scheiben | |
| DE1903344B1 (de) | Verfahren zur Herstellung verdichteter Graphitgegenstaende | |
| DE4326615A1 (de) | Verfahren zum Herstellen von temperaturbeständigen Leichtsteinen | |
| DE2328815C3 (de) | Verfahren zur Herstellung eines Keramikkörpers mit mindestens zwei Schichten unterschiedlicher Porosität |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19920606 |
|
| 17Q | First examination report despatched |
Effective date: 19931004 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: GOERENZ, EDMUND, DIPL.-MINERALOGE Inventor name: RYMON-LIPINSKI, TADEUSZ, DR. |
|
| ITF | It: translation for a ep patent filed | ||
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 135950 Country of ref document: AT Date of ref document: 19960415 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: DR. CONRAD A. RIEDERER PATENTANWALT |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19960328 |
|
| REF | Corresponds to: |
Ref document number: 59205793 Country of ref document: DE Date of ref document: 19960502 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2086558 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| 26 | Opposition filed |
Opponent name: SAVOIE-REFRACTAIRES Effective date: 19961221 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: SAVOIE-REFRACTAIRES |
|
| PLBF | Reply of patent proprietor to notice(s) of opposition |
Free format text: ORIGINAL CODE: EPIDOS OBSO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19990825 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| GBTA | Gb: translation of amended ep patent filed (gb section 77(6)(b)/1977) | ||
| ITF | It: translation for a ep patent filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: DC2A Kind code of ref document: T5 Effective date: 19991015 |
|
| NLR3 | Nl: receipt of modified translations in the netherlands language after an opposition procedure | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060131 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20070104 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20070124 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20070125 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20070126 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20070129 Year of fee payment: 16 Ref country code: SE Payment date: 20070129 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070228 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20070301 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070117 Year of fee payment: 16 |
|
| BERE | Be: lapsed |
Owner name: *DYKO INDUSTRIEKERAMIK G.M.B.H. Effective date: 20080131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20080116 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20080801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080801 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080131 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080801 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080116 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20081029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080131 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20080117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070116 |