EP0511076A1 - Dispositif de formation de dépôt par projection d'un matériau d'apport sur un substrat - Google Patents
Dispositif de formation de dépôt par projection d'un matériau d'apport sur un substrat Download PDFInfo
- Publication number
- EP0511076A1 EP0511076A1 EP92401113A EP92401113A EP0511076A1 EP 0511076 A1 EP0511076 A1 EP 0511076A1 EP 92401113 A EP92401113 A EP 92401113A EP 92401113 A EP92401113 A EP 92401113A EP 0511076 A1 EP0511076 A1 EP 0511076A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- nozzle
- central
- carrier gas
- series
- filler material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
Definitions
- Thermal flame projection brings together a whole set of processes with a view to modifying the surface properties of a substrate by the constitution, on this surface, of a deposit of a filler material, generally metallic.
- the filler material Under the action of the combustion of the oxycombustible mixture, the filler material is brought gradually to its melting temperature and the carrier gas sprays the molten material into fine particles animated by a strong kinetic energy.
- the particles in the liquid or pasty state strike the substrate initially prepared for this operation.
- thermodynamic properties of the carrier gas play an important role in the value of the yield.
- the vaporization temperature of the filler material can be quickly reached for particles of small diameter if the carrier gas has a high thermal conductivity.
- the formation of oxides on the particles during their journey between the melting zone and the substrate to be coated is exothermic and can therefore lead to excessive evaporation of the material to be sprayed.
- the first object of the present invention is to propose a method of the above-mentioned type, of easy and flexible implementation, allowing a significant improvement in the projection efficiency and capable of being implemented with reduced operating costs.
- the carrier gas comprises between 1 and 10% of oxygen, typically between 2 and 8%, the rest being nitrogen, this carrier gas being typically supplied by a unit for separation of air at adsorption or permeation.
- the carrier gas can be produced at low cost and, although a small amount of oxygen remains present, the increase in yield can reach, for the projection of zinc, 13%.
- a carrier gas with a high proportion of inert gas in fact makes it possible to reduce the reactivity of the medium on the path of the particles thanks to the reduction of the oxidation zone and therefore allows a reduction in the volume of filler material entered into combustion and a decrease in the quantity of oxidized particles having a state unfit for good adhesion to the substrate.
- the reduction in the volume of heat by the reduction in the volume of oxidized particles makes it possible to reduce the distance between the projection nozzle and the substrate without altering the quality of the deposit, and therefore to better concentrate the shot.
- the combustible gas is essentially propane and sometimes acetylene.
- propane the oxycombustible mixture has a specific power and a low deflagration speed, the flame obtained forming long darts and being generally too powerful.
- acetylene has a high specific power and a high explosion speed, resulting in short darts and a locally too strong flame. Reducing the oxygen rate or the overall flow rate of the oxy-fuel mixture results in a significant drop in the deposition rate.
- the oxy-fuel mixture is ejected, towards the filler material according to at least two series of ejection passages offset radially relative to the latter.
- the present invention also aims to provide an improved projection device and reduced manufacturing costs particularly suitable for the implementation of the methods defined above, comprising a projection nozzle having a main axis and having a central passage d feed material opening through an orifice at one end of the nozzle, a plurality of oxy-fuel mixing conduits opening at the end of the nozzle through openings angularly distributed around the central orifice, and an annular passage of carrier gas surrounding the end of the nozzle, characterized in that the openings of the oxy-fuel mixture conduits are distributed in at least two series offset from each other relative to the main axis.
- the known flame projection nozzles are in one piece and the mixing conduits consist of tubular passages drilled in the nozzle and ending in calibrated orifices of the same diameter distributed in a circle around the central orifice, in a delicate arrangement to make and allow only a very small number of adaptations.
- the nozzle comprises a central part defining the central passage and fitted into a tubular peripheral part, the mixing conduits being formed at the interface between the central and peripheral parts and opening out through openings distributed in at minus a first and a second series, the distance between the main axis and the openings of the first series being greater than the distance between the openings of the second series and the main axis.
- the mixing conduits are advantageously formed by longitudinal grooves milled in the periphery of the central part, which makes it possible to easily modulate the depth, shape and number of these mixing conduits, and reduce manufacturing costs.
- Such a spraying device also proves to be more efficient and flexible to use than the devices known with conventional gases, namely air as carrier gas and acetylene or propane as combustible gas.
- the ribs between the grooves 9 a , 9 b comprise a rear part of enlarged diameter 10 received in the annular chamber 7, abutting against the radial shoulder 6 but not extending over the entire axial extension of the annular chamber 7.
- the central part 1 has a rear end 11 of reduced diameter while the peripheral part 2 has a rear end 12 of enlarged diameter, these rear ends being received in a stepped front housing 13 of the support 3 itself traversed by a central passage 14 through which the material filler, in the form of a homogeneous or compacted wire 15, coupled to drive means (not shown), advances in the central passage 8 of the central part 1 to exit, at the front end of the nozzle, by a central orifice 15 around which the conduits 9A, 9B open (FIG. 2).
- the passage 8 advantageously comprises, in the vicinity of the central orifice 16, a tubular liner 17 made of more wear-resistant material, for example stainless steel.
- the central nozzle part 1 and peripheral nozzle part 2 assembly is mounted and held against an internal shoulder of the housing 13 by a nut 24 screwed onto the front end of the support 3.
- a nut 24 screwed onto the front end of the support 3.
- an end sleeve 25 surrounding the peripheral part 2 and defining an internal housing ending, at the front, by a converging conical part 26 surrounding the front end of the peripheral part 2 by providing, around the latter, a passage annular 27.
- the sleeve 25 is held and locked in position in the nut 24 by a peripheral cover 28 screwed onto the front end of the body 4, thus forming an annular chamber 29 around the nut 24 and the rear part of the sleeve 25.
- the front end of the body 4 comprises an annular chamber 30 communicating, via an internal passage 31, with a source of carrier gas 32.
- the sleeve 24 comprises radial passages 33 establishing the communication between the chamber 29 in the cover 28 and the annular space between the sleeve 25 and the peripheral nozzle part 2.
- the carrier gas coming from the source 32 is distributed uniformly in the annular chamber 30, then passes into the annular chamber 29 by cooling the nut 24 and the rear part of the sleeve 25, then from there, through the passages 33, in the annular chamber between the sleeve 25 and the part peripheral 2 towards the outlet passage 26, by cooling the peripheral nozzle part 2.
- the nozzle design according to the invention allows obtaining a stepped heater, alternately mixing conduits 9 a, 9 b to differently distribute the combustion darts 34a , 34b around the material to be melted 15.
- the conduits 9b at a closer distance from the axis of the nozzle give a strong heating 34b of the material to be melted a short distance from the front face of the nozzle and cause a rapid rise in temperature. of the material 15.
- the other conduits 9a provide heating 34a further from the end of the nozzle and contribute to a gradual rise in temperature of the material to be melted 15.
- the design of the nozzle in two parts allows the execution of conduits of very different shapes, for example, as shown from left to right in Figure 2, grooves with rectangular, triangular or trapezoidal section.
- the ease of machining also makes it possible to increase the number of conduits and their angular distribution, and thus to improve the distribution of the heating on the material to be melted. It is thus also possible, as shown on the right in FIG. 2, to produce the conduits by a combination of drilled holes 9b and more or less deep grooves 9a, 9a ′.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Nozzles (AREA)
- Coating By Spraying Or Casting (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
Abstract
Description
- La présente invention concerne un procédé de formation de dépôt par projection d'un matériau d'apport sur un substrat comprenant les étapes de fondre, par combustion d'un mélange oxycombustible, le matériau d'apport solide et de pulvériser et projeter le matériau d'apport fondu par un flux de gaz vecteur contenant au moins 90 % d'au moins un gaz inerte.
- La projection thermique à la flamme regroupe tout un ensemble de procédés en vue de la modification de propriétés de surface d'un substrat par la constitution, sur cette surface, d'un dépôt d'un matériau d'apport, généralement métallique. Sous l'action de la combustion du mélange oxycombustible, le matériau d'apport est amené progressivement à sa température de fusion et le gaz vecteur pulvérise le matériau fondu en fines particules animées d'une forte énergie cinétique. Les particules à l'état liquide ou pâteux viennent frapper le substrat initialement préparé pour cette opération. Le gaz vecteur actuellement employé est l'air comprimé et les rendements (rapport entre le poids de matériau d'apport réellement déposé sur le substrat et le poids de matériau d'apport effectivement consommé) typiquement obtenus sont de l'ordre de 55 à 57 % pour la projection de zinc qui est le métal le plus couramment utilisé pour la réalisation de dépôts anti-corrosion, notamment sur des tubulures métalliques.
- La Demanderesse a constaté que les propriétés thermodynamiques du gaz vecteur jouent un rôle important sur la valeur du rendement. Ainsi, la température de vaporisation du matériau d'apport peut être rapidement atteinte pour les particules de faible diamètre si le gaz vecteur présente une forte conductivité thermique. Par ailleurs, la formation d'oxydes sur les particules lors de leur parcours entre la zone de fusion et le substrat à revêtir est exothermique et peut donc conduire à une évaporation excessive du matériau à projeter.
- La présente invention a pour premier objet de proposer un procédé du type sus-mentionné, de mise en oeuvre aisée et souple, permettant une amélioration notable du rendement de projection et susceptible d'être mis en oeuvre avec des coûts de fonctionnement réduits.
- Pour ce faire, selon une caractéristique plus particulière de l'invention, le gaz vecteur comprend entre 1 et 10 % d'oxygène, typiquement entre 2 et 8 %, le reste étant l'azote, ce gaz vecteur étant typiquement fourni par une unité de séparation de l'air à adsorption ou perméation.
- Selon cet aspect de l'invention, le gaz vecteur peut être produit à faibles coûts et, bien qu'une faible quantité d'oxygène demeure présente, l'augmentation du rendement peut atteindre, pour la projection de zinc, 13 % . Un tel gaz vecteur à forte proportion de gaz inerte permet en effet de diminuer la réactivité du milieu sur le chemin des particules grâce à la réduction de la zone d'oxydation et donc permet une réduction du volume de matériau d'apport entré en combustion et une diminution de la quantité de particules oxydées présentant un état impropre à un bon accrochage sur le substrat. De plus, la réduction du volume de chaleur par la diminution du volume de particules oxydées permet de réduire la distance entre la buse de projection et le substrat sans altérer la qualité du dépôt, et donc de mieux concentrer le tir.
- Dans les procédés connus, le gaz combustible est essentiellement le propane et parfois l'acétylène. Dans le cas du propane, le mélange oxycombustible présente une puissance spécifique et une vitesse de déflagration faibles, la flamme obtenue formant des dards longs et étant globalement trop puissante. L'accroissement du volume d'oxygène, pour élever la puissance spécifique, ou l'augmentation du débit global de mélange oxycombustible n'a pour effet que de réduire le rendement de projection. Par ailleurs, l'acétylène présente une puissance spécifique et une vitesse de déflagration élevées, se traduisant par des dards courts et une flamme localement trop puissante. La réduction du taux d'oxygène ou du débit global de mélange oxycombustible entraîne une baisse notable du taux de dépôt.
- La présente invention a pour autre objet de proposer un procédé encore amélioré par l'emploi de gaz performants mieux adaptés et par une optimisation de la répartition de la chauffe du matériau d'apport à fondre.
- Selon un aspect de l'invention, le mélange oxycombustible est réalisé par apport d'oxygène et d'un composé de propylène et de méthylacétylène ou d'un composé d'éthylène et d'acétylène.
- Ces composés, disponibles commercialement, ont une puissance spécifique, une vitesse de déflagration et une longueur de dard intermédiaires entre ceux du propane et de l'acétylène. La flamme obtenue résulte en une meilleure répartition de la puissance calorifique autour du fil de matériau d'apport.
- Selon une autre caractéristique de l'invention, le mélange oxycombustible est éjecté, vers le matériau d'apport suivant au moins deux séries de passages d'éjection décalées radialement par rapport à ce dernier.
- La présente invention a encore pour objet de proposer un dispositif de projection perfectionné et de coûts de fabrications réduits convenant tout particulièrement pour la mise en oeuvre des procédés définis ci-dessus, comprenant une buse de projection ayant un axe principal et comportant un passage central d'amenée du matériau d'apport débouchant par un orifice à une extrémité de la buse, une pluralité de conduits de mélange oxycombustible débouchant à l'extrémité de la buse par des ouvertures angulairement réparties autour de l'orifice central, et un passage annulaire de gaz vecteur entourant l'extrémité de la buse, caractérisé en ce que les ouvertures des conduits de mélange oxycombustible sont réparties suivant au moins deux séries décalées l'une de l'autre par rapport à l'axe principal.
- Les buses de projection à la flamme connues sont monobloc et les conduits de mélanges sont constitués de passages tubulaires forés dans la buse et se terminant par des orifices calibrés de même diamètre répartis sur un cercle autour de l'orifice central, dans un agencement délicat à réaliser et ne permettant qu'un nombre très réduit d'adaptations.
- Selon un aspect de l'invention, la buse comprend une partie centrale définissant le passage central et emmanchée dans une partie périphérique tubulaire, les conduits de mélange étant formés à l'interface entre les parties centrale et périphérique et débouchant par des ouvertures réparties en au moins une première et une deuxième séries, la distance entre l'axe principal et les ouvertures de la première série étant supérieure à la distance entre les ouvertures de la deuxième série et l'axe principal. Les conduits de mélange sont avantageusement formés par des rainures longitudinales fraisées dans la périphérie de la partie centrale, ce qui permet de moduler aisément la profondeur, la forme et le nombre de ces conduits de mélange, et de réduire les coûts de fabrication. Un tel dispositif de projection se révèle également plus efficace et souple d'emploi que les dispositifs connus avec des gaz classiques, à savoir l'air comme gaz vecteur et l'acétylène ou le propane comme gaz combustible.
- D'autres caractéristiques et avantages de la présente invention ressortiront de la description suivante de modes de réalisation, donnés à titre illustratif mais nullement limitatif, faite en relation avec les dessins annexés, sur lesquels :
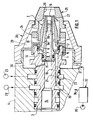
- la figure 1 est une vue schématique en coupe longitudinale d'un dispositif de projection selon l'invention ;
- la figure 2, représente, en vue en bout de la buse de projection, diverses variantes des conduits de mélange oxycombustible; et
- la figure 3 est une vue schématique de l'extrémité de la buse montrant l'étagement des flammes de chauffe du matériau d'apport.
- On reconnaît sur la figure 1 une buse de projection constituée d'un ensemble coaxial d'une partie centrale tubulaire 1 montée dans une partie périphérique tubulaire 2, cet ensemble étant monté coaxialement dans une extrémité d'un support cylindrique 3 lui-même monté dans un corps 4 de pistolet de projection. Dans le mode de réalisation représenté sur la figure 1, la partie périphérique 2 comporte un évidement central traversant tronconique 5 se raccordant, à l'arrière, par un épaulement radial 6, à une chambre annulaire 7 de diamètre élargi. La partie centrale 1 comporte un passage central traversant 8 et comporte, à sa périphérie, deux séries de rainures longitudinales 9a, 9b, de profondeurs différentes, angulairement réparties et alternées. Le profil extérieur de la portion nervurée de la partie centrale 1 correspond sensiblement au profil intérieur 5 de la partie périphérique 2. En particulier, les nervures entre les rainures 9a, 9b comportent une partie arrière de diamètre élargi 10 reçue dans la chambre annulaire 7, en butée contre l'épaulement radial 6 mais ne s'étendant pas sur la totalité de l'extension axiale de la chambre annulaire 7. La partie centrale 1 comporte une extrémité arrière 11 de diamètre réduit alors que la partie périphérique 2 comporte une extrémité arrière 12 de diamètre élargi, ces extrémités arrière étant reçues dans un logement avant étagé 13 du support 3 lui-même traversé par un passage central 14 par lequel le matériau d'apport, en forme de fil homogène ou compacté 15, couplé à des moyens d'entraînement (non représentés), s'avance dans le passage central 8 de la pièce centrale 1 pour sortir, à l'extrémité avant de la buse, par un orifice central 15 autour duquel débouchent les conduits 9A, 9B (figure 2). Le passage 8 comporte avantageusement, au voisinage de l'orifice central 16, un chemisage tubulaire 17 en matériau plus résistant à l'usure, par exemple en acier inoxydable.
- Le support tubulaire 3 comporte une pluralité de passages étagés longitudinaux 18 débouchant, en aval, dans l'extrémité aval de diamètre élargi du logement étagé 13 et, en amont, dans une chambre annulaire 19 communiquant, via des passages dans le corps 4, avec une source de gaz combustible 20, typiquement un composé de propylène et de méthylacétylène commercialisé sous l'appellation "TETRENE" ou d'un composé d'éthylène et d'acétylène commercialisé sous l'appellation "CRYLENE". La portion médiane de diamètre intermédiaire de chaque passage 18 communique, par un passage radial 21, avec une chambre annulaire 22 communiquant elle-même, via des passages internes dans le corps 4, avec une source d'oxygène 23. Le mélange oxycombustible se forme dans les passages 18 et se répartit de façon homogène dans les chambres annulaires 13 et 7 pour alimenter, de façon également homogène, les conduits 9a, 9b.
- L'ensemble partie centrale de buse 1 et partie périphérique de buse 2 est monté et maintenu contre un épaulement interne du logement 13 par un écrou 24 vissé sur l'extrémité antérieure du support 3. Dans la partie avant de l'écrou 24 est rapporté un manchon d'extrémité 25 entourant la partie périphérique 2 et définissant un logement interne se terminant, à l'avant, par une partie conique convergente 26 entourant l'extrémité avant de la partie périphérique 2 en ménageant, autour de cette dernière, un passage annulaire 27. Le manchon 25 est maintenu et bloqué en position dans l'écrou 24 par un capot périphérique 28 vissé sur l'extrémité avant du corps 4 en formant ainsi une chambre annulaire 29 autour de l'écrou 24 et de la partie arrière du manchon 25. L'extrémité avant du corps 4 comporte une chambre annulaire 30 communiquant, par un passage intérieur 31, avec une source de gaz vecteur 32. Le manchon 24 comporte des passages radiaux 33 établissant la communication entre la chambre 29 dans le capot 28 et l'espace annulaire entre le manchon 25 et la partie périphérique de buse 2. Le gaz vecteur en provenance de la source 32 se répartit uniformément dans la chambre annulaire 30, puis passe dans la chambre annulaire 29 en refroidissant l'écrou 24 et la partie arrière du manchon 25, puis de là, par les passages 33, dans la chambre annulaire entre le manchon 25 et la partie périphérique 2 vers le passage de sortie 26, en refroidissant la partie de buse périphérique 2.
- Comme on le voit mieux sur la figure 3, la conception de la buse selon l'invention autorise l'obtention d'une chauffe étagée, l'alternance des conduits de mélange 9a, 9b permettant de répartir différemment les dards de combustion 34a, 34b autour du matériau à fondre 15. Les conduits 9b à plus faible distance de l'axe de la buse donnent une chauffe forte 34b du matériau à fondre à une courte distance de la face avant de la buse et provoquent une montée rapide en température du matériau 15. Les autres conduits 9a assurent une chauffe 34a plus éloignée de l'extrémité de la buse et concourent à une montée en température progressive du matériau à fondre 15.
- La conception de la buse en deux parties autorise l'exécution de conduits de formes très diverses, par exemple, comme représenté de gauche à droite sur la figure 2, des rainures à section rectangulaire, triangulaire ou trapézoidale. La facilité d'usinage permet également d'accroître le nombre de conduits et leur répartition angulaire, et d'améliorer ainsi la répartition de la chauffe sur le matériau à fondre. Il est ainsi également possible, comme représenté à droite sur la figure 2, de réaliser les conduits par une combinaison de trous forés 9b et de rainures plus ou moins profondes 9a, 9a′.
- Comme sus-mentionné, la source de gaz vecteur 32 peut être un réservoir d'azote ou d'argon ou d'un mélange des deux. Avantageusement, selon l'invention, cette source de gaz vecteur 32 est constituée par une unité de séparation de gaz de l'air à adsorption ou perméation alimentée en air atmosphérique par un compresseur 35, le perméat, constitué d'air enrichi en oxygène, étant évacué en 36.
- A titre d'exemple, pour la formation de dépôt anti-corrosion par projection de zinc, avec un gaz vecteur constitué de 97 % d'azote et de 3 % d'oxygène et une projection de métal à débit massique d'environ 20 kg/heure, les paramètres sont les suivants :

- Dans ces conditions, le rendement de projection de zinc est amélioré d'environ 9 % par rapport à l'utilisation de propane et d'air comprimé.
- Quoique la présente invention ait été décrite en relation avec des modes de réalisation particuliers, elle ne s'en trouve pas limitée, mais est au contraire susceptible de modifications et de variantes qui apparaîtront à l'homme de l'art.
Claims (12)
- Procédé de formation de dépôt par projection d'un matériau d'apport sur un substrat, comprenant les étapes de fondre, par combustion d'un mélange oxycombustible, le matériau d'apport solide et de pulvériser et projeter le matériau d'apport fondu par un flux de gaz vecteur contenant au moins 90 % d'au moins un gaz inerte, caractérisé en ce que le gaz vecteur comprend entre 1 et 10 % d'oxygène, le reste étant l'azote.
- Procédé selon la revendication 1, caractérisé en ce que le gaz vecteur est fourni par une unité de séparation de l'air à adsorption ou perméation.
- Procédé selon l'une des revendications 1 et 2, caractérisé en ce que le mélange oxycombustible est réalisé par apport d'oxygène et d'un composé de propylène et de méthyl-acétylène.
- Procédé selon l'une des revendications 1 et 2, caractérisé en ce que le mélange oxycombustible est réalisé par apport d'oxygène et d'un composé d'éthylène et d'acétylène.
- Procédé selon l'une des revendications 1 à 4, caractérisé en ce que le mélange oxycombustible est éjecté, vers le matériau d'apport, suivant au moins deux séries de passages d'éjection décalées radialement.
- Dispositif de projection pour la mise en oeuvre du procédé selon l'une des revendications 1 à 5, comprenant une buse (1, 2) ayant un axe principal et comportant un passage central (8) d'amenée du matériau d'apport (15) débouchant par un orifice central (16) à une extrémité de la buse, une pluralité de conduits de mélange oxycombustible (9a, 9b) débouchant à l'extrémité de la buse par des ouvertures angulairement réparties autour de l'orifice central (16), et un passage annulaire (27) de gaz vecteur entourant l'extrémité de la buse (1, 2), caractérisé en ce que les ouvertures des conduits de mélange (9a, 9b) sont réparties suivant au moins deux séries décalées radialement l'une de l'autre par rapport à l'axe principal.
- Dispositif selon la revendication 6, caractérisé en ce que les ouvertures des conduits de mélange d'une série (9a) sont décalées angulairement de celles (9b) de l'autre série.
- Dispositif selon la revendication 6 ou la revendication 7, caractérisé en ce que la buse comprend une partie centrale (1) définissant le passage central (8) et emmanchée dans une partie périphérique tubulaire (2), les conduits de mélange (9a, 9b) étant formés à l'interface entre les parties centrale (1) et périphérique (2) et débouchant par des ouvertures réparties en au moins une première et une deuxième séries, la distance entre l'axe principal et les ouvertures de la première série étant supérieure à la distance entre l'axe principal et les ouvertures de la deuxième série.
- Dispositif selon la revendication 8, caractérisé en ce que les conduits de mélange (9a, 9b) sont formés par des rainures longitudinales fraisées dans la périphérie de la partie centrale (1).
- Dispositif selon la revendication 9, caractérisé en ce que la partie périphérique (2) comprend un évidement tronconique (5) dont le profil intérieur correspond sensiblement au profil extérieur de la partie centrale (1).
- Dispositif selon l'une des revendications 9 et 10, caractérisé en ce que les rainures (9a, 9b) ont un profil transversal diminuant de l'extérieur vers l'intérieur.
- Dispositif selon l'une des revendications 8 à 11, caractérisé en ce que l'ensemble de la partie centrale (1) et de la partie périphérique (2) est monté dans un logement étagé (13) d'un support cylindrique (3) et maintenu par un manchon d'extrémité (25) formant le passage de gaz vecteur (27).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9105081 | 1991-04-25 | ||
| FR9105081A FR2675819B1 (fr) | 1991-04-25 | 1991-04-25 | Procede et dispositif de formation de depot par projection d'un materiau d'apport sur substrat. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0511076A1 true EP0511076A1 (fr) | 1992-10-28 |
| EP0511076B1 EP0511076B1 (fr) | 1994-12-07 |
Family
ID=9412223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92401113A Expired - Lifetime EP0511076B1 (fr) | 1991-04-25 | 1992-04-21 | Dispositif de formation de dépôt par projection d'un matériau d'apport sur un substrat |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5269462A (fr) |
| EP (1) | EP0511076B1 (fr) |
| CA (1) | CA2066902A1 (fr) |
| DE (1) | DE69200802T2 (fr) |
| ES (1) | ES2066575T3 (fr) |
| FR (1) | FR2675819B1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AR028415A1 (es) * | 2000-05-24 | 2003-05-07 | Fosbel Intellectual Ag | Procedimiento para formar una capa vetrea sobre una superficie refractaria |
| US20110209392A1 (en) * | 2010-02-26 | 2011-09-01 | Sharps Compliance, Inc. | Coated particulate and shaped fuels and methods for making and using same |
| US11919026B1 (en) * | 2018-05-31 | 2024-03-05 | Flame-Spray Industries, Inc. | System, apparatus, and method for deflected thermal spraying |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0017944A1 (fr) * | 1979-04-16 | 1980-10-29 | Union Carbide Corporation | Procédé de pulvérisation thermique pour la production de surfaces d'ébullition poreuses en aluminium |
| EP0323185A2 (fr) * | 1987-12-28 | 1989-07-05 | Amoco Corporation | Appareil et procédé pour produire un revêtement de haute densité par pulvérisation thermique |
| EP0361710A1 (fr) * | 1988-09-20 | 1990-04-04 | Plasma Technik Ag | Dispositif pour la pulvérisation thermique à grande vitesse |
| EP0379119A1 (fr) * | 1989-01-17 | 1990-07-25 | The Perkin-Elmer Corporation | Pulvérisateur thermique à écran et méthode |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2340903A (en) * | 1940-07-31 | 1944-02-08 | Metallizing Engineering Compan | Metal spray gun |
| CH250665A (de) * | 1944-04-20 | 1947-09-15 | Staeubli Willy | Metallspritzpistole. |
| US2832640A (en) * | 1954-12-09 | 1958-04-29 | Metallizing Engineering Co Inc | Heat fusible material spray gun |
| US3526366A (en) * | 1968-05-07 | 1970-09-01 | Bethlehem Steel Corp | Oxygen-jet cutting tip |
| US5186620A (en) * | 1991-04-01 | 1993-02-16 | Beckett Gas, Inc. | Gas burner nozzle |
-
1991
- 1991-04-25 FR FR9105081A patent/FR2675819B1/fr not_active Expired - Fee Related
-
1992
- 1992-04-21 ES ES92401113T patent/ES2066575T3/es not_active Expired - Lifetime
- 1992-04-21 DE DE69200802T patent/DE69200802T2/de not_active Expired - Fee Related
- 1992-04-21 EP EP92401113A patent/EP0511076B1/fr not_active Expired - Lifetime
- 1992-04-22 US US07/872,012 patent/US5269462A/en not_active Expired - Fee Related
- 1992-04-23 CA CA002066902A patent/CA2066902A1/fr not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0017944A1 (fr) * | 1979-04-16 | 1980-10-29 | Union Carbide Corporation | Procédé de pulvérisation thermique pour la production de surfaces d'ébullition poreuses en aluminium |
| EP0323185A2 (fr) * | 1987-12-28 | 1989-07-05 | Amoco Corporation | Appareil et procédé pour produire un revêtement de haute densité par pulvérisation thermique |
| EP0361710A1 (fr) * | 1988-09-20 | 1990-04-04 | Plasma Technik Ag | Dispositif pour la pulvérisation thermique à grande vitesse |
| EP0379119A1 (fr) * | 1989-01-17 | 1990-07-25 | The Perkin-Elmer Corporation | Pulvérisateur thermique à écran et méthode |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0511076B1 (fr) | 1994-12-07 |
| US5269462A (en) | 1993-12-14 |
| DE69200802D1 (de) | 1995-01-19 |
| FR2675819B1 (fr) | 1994-04-08 |
| ES2066575T3 (es) | 1995-03-01 |
| DE69200802T2 (de) | 1995-04-13 |
| CA2066902A1 (fr) | 1992-10-26 |
| FR2675819A1 (fr) | 1992-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0574580B1 (fr) | Buse coaxiale de traitement superficiel sous irradiation laser, avec apport de materiaux sous forme de poudre | |
| EP0480828B1 (fr) | Dispositif d'apport de poudre pour revêtements par traitement au faisceau laser | |
| FR2648068A1 (fr) | Procede et appareil de soudage laser | |
| CH694221A5 (fr) | Procédé de pulvérisation thermique, appareil de pulvérisation thermique et appareil de passage de poudre. | |
| FR2551377A1 (fr) | Procede de soudage a l'arc avec apport de metal sous gaz protecteur | |
| FR2852541A1 (fr) | Procede de coupage plasma avec double flux de gaz | |
| FR2737138A1 (fr) | Procede et dispositif de pulverisation d'un produit liquide | |
| FR2662182A1 (fr) | Depot par projection de plasma a radiofrequence. | |
| FR2703557A1 (fr) | Torche plasma et procédé de mise en Óoeuvre pour le gougeage de pièces. | |
| FR2587920A1 (fr) | Procede et dispositif pour former une masse refractaire sur une surface | |
| EP0022385B1 (fr) | Dispositif et procédé de production de noir de carbone par combustion aéroacétylénique incomplète | |
| EP0818261B1 (fr) | Couteau d'écorçage, et procédé pour sa réalisation | |
| EP1350861A1 (fr) | Procédé de fabrication et de recharge de cibles pour pulverisation cathodique | |
| FR2600923A1 (fr) | Procede de soudage en recouvrement d'aciers revetus au moyen d'un faisceau d'energie | |
| FR2658748A1 (fr) | Procede et dispositif de coupe par jet de liquide. | |
| EP0511076A1 (fr) | Dispositif de formation de dépôt par projection d'un matériau d'apport sur un substrat | |
| FR2630752A1 (fr) | Procede de pulverisation a la flamme de materiaux en poudre et appareil de pulverisation a la flamme pour la mise en oeuvre de ce procede | |
| EP0634887B1 (fr) | Torche à plasma d'arc transféré | |
| FR2854086A1 (fr) | Procede de revetement par flamme et dispositif correspondant | |
| FR2772887A1 (fr) | Bruleur a faible emission d'oxyde d'azote avec circuit de gaz recycle | |
| FR2681538A1 (fr) | Procede et dispositif de formation d'un depot par projection d'un materiau d'apport sur un substrat. | |
| LU86174A1 (fr) | Procede de formation d'une masse refractaire et lance de projection de particules refractaires et de particules oxydables exothermiquement | |
| FR2692185A1 (fr) | Procédé de fabrication d'une pièce métallique par oxycoupage, dispositif d'oxycoupage et pièce métallique obtenue. | |
| FR2866901A1 (fr) | Dispositif de projection de particules metalliques par arc electrique entre deux fils | |
| EP2371994B1 (fr) | Procédé pour réaliser un revêtement d'acier inoxydable sur une matrice en cuivre |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19920425 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE CH DE ES FR IT LI SE |
|
| 17Q | First examination report despatched |
Effective date: 19930623 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE ES FR IT LI SE |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 69200802 Country of ref document: DE Date of ref document: 19950119 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2066575 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19950307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19950430 Ref country code: CH Effective date: 19950430 Ref country code: BE Effective date: 19950430 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| BERE | Be: lapsed |
Owner name: LA SOUDURE AUTOGENE FRANCAISE Effective date: 19950430 Owner name: S.A. L' AIR LIQUIDE POUR L'ETUDE ET L'EXPLOITATION Effective date: 19950430 |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19980312 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19980325 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19980415 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19990422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991231 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000201 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20010601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050421 |