EP0607577A2 - Anordnung und Verfahren zur Montage von Saugbändern in Bogenanlegern - Google Patents
Anordnung und Verfahren zur Montage von Saugbändern in Bogenanlegern Download PDFInfo
- Publication number
- EP0607577A2 EP0607577A2 EP93120242A EP93120242A EP0607577A2 EP 0607577 A2 EP0607577 A2 EP 0607577A2 EP 93120242 A EP93120242 A EP 93120242A EP 93120242 A EP93120242 A EP 93120242A EP 0607577 A2 EP0607577 A2 EP 0607577A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- suction
- machine
- frame
- sheet
- belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 10
- 238000007639 printing Methods 0.000 claims description 45
- 238000007789 sealing Methods 0.000 claims description 16
- 230000008878 coupling Effects 0.000 claims description 4
- 238000010168 coupling process Methods 0.000 claims description 4
- 238000005859 coupling reaction Methods 0.000 claims description 4
- 230000008569 process Effects 0.000 claims description 3
- 239000004744 fabric Substances 0.000 claims 1
- 238000012545 processing Methods 0.000 abstract description 6
- 238000013461 design Methods 0.000 description 10
- 210000000078 claw Anatomy 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 238000004026 adhesive bonding Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000007645 offset printing Methods 0.000 description 2
- 238000012549 training Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000003032 molecular docking Methods 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H11/00—Feed tables
- B65H11/002—Feed tables incorporating transport belts
- B65H11/005—Suction belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2402/00—Constructional details of the handling apparatus
- B65H2402/10—Modular constructions, e.g. using preformed elements or profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2402/00—Constructional details of the handling apparatus
- B65H2402/60—Coupling, adapter or locking means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/32—Suction belts
- B65H2406/321—Suction belts integral in feed table
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/30—Suction means
- B65H2406/32—Suction belts
- B65H2406/322—Suction distributing means
- B65H2406/3223—Suction distributing means details of the openings in the belt, e.g. shape, distribution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2601/00—Problem to be solved or advantage achieved
- B65H2601/30—Facilitating or easing
- B65H2601/32—Facilitating or easing entities relating to handling machine
- B65H2601/324—Removability or inter-changeability of machine parts, e.g. for maintenance
Definitions
- the invention relates to a feed table of a sheet-fed printing machine with conveyor belts for conveying paper sheets from the lay-up stack over an area for lateral alignment to subsequent printing units, and to a method for fastening suction belts in printing machines.
- deflection rollers which are individually rotatably mounted on the machine.
- the deflection rollers are rotatably supported in different machine-fixed parts due to the larger distances between the deflection rollers due to the length of the conveying path and the devices located between them, which in turn are used at least in part, for example, as receiving bodies for the drawing mark or for similar external functional parts.
- the individual deflection rollers are each aligned with the body in which they are mounted in relation to the machine.
- a special precise alignment of the deflection rollers to one another only takes place to a limited extent.
- the storage in external functional parts for example in the body of a drawing mark, first requires the correct alignment of the body with respect to the machine for the functionality of the drawing mark.
- a precise alignment of the different deflection rollers relative to one another which is necessary for the belt run and thus for the sheet conveyance, is inevitably often neglected. If it is carried out conditionally, this requires high adjustment effort for the individual deflection rollers already installed in the machine. Because of the machine's inaccessibility, for example due to the spatial narrowness, alignment is additionally difficult.
- the belts are threaded at one end with deflection rollers already installed in the printing machine, threaded through a guide area around the deflection rollers and then finally glued or welded to the other end of the conveyor belt.
- the welding or gluing point must be completely revised to ensure precise sheet guidance. Neither bulges nor thickening nor other disturbances for the guidance of the belt and thus for the conveyance of the paper sheets may originate from the connection point. Particularly when changing the ribbon during printing in printing plants, this requires a lot of time and precise processing from the operators of the printing press.
- the invention is based on the problem of creating a functionally reliable conveyor line for conveying paper sheets over the feed table of a sheet-fed printing machine with conveyor belts for conveying paper sheets from the feed stack over an area for lateral alignment to subsequent printing units.
- the problem is solved according to the invention by the formation of a belt conveyor table of an investor of a paper sheet processing machine according to the features of claim 1 and by the method for fastening suction belts in printing machines according to the features of claim 12.
- the modular design enables the guide rollers to be pre-assembled in a frame outside the paper processing machine.
- the deflection rollers can thus be precisely aligned with each other independently of the machine within the frame outside the machine. Outside the machine, the conveyor belt can be pulled out over the deflection rollers. The entire frame is then fastened in the machine in the working position of the tape with the tape being pulled up.
- the frame only has to be attached to the machine in a pre-set position or after alignment. Maintenance or adjustment work on the machine does not affect the mounting of the pulleys in the frame and thus the position of the pulleys relative to one another. Additional adjustment work can be omitted. Secure tape guidance and secure sheet guidance is guaranteed. Such a belt can also be easily changed during operation in print shops.
- the frame only has to be detached from the machine, the entire module consisting of a frame with deflection rollers mounted therein and the belt which is guided around it is then removed from the working position in the machine. Outside the machine, the tape can be easily pulled off the pulleys.
- a belt conveyor table also enables the use of special belts. For example, training according to the features of claim 10 of such a tape is possible.
- Such a design of the tape facilitates the error-free assembly of the tape. Gluing or welding work by operators of the machine, for example printers, at the location of the assembly line on the pulleys in print shops is not necessary. The risks associated with a final connection can be avoided.
- the device according to the invention enables the use of tapes made of non-end-connectable material.
- the embodiment according to the feature of claim 11 is advantageous, in which, in particular in the case of suction belts, bulging of the belt transversely to the belt direction can be avoided due to the notch effects of openings which have been punched or otherwise introduced into the belt material.
- the design according to the features of claim 2 enables the drive of such a conveyor belt with a machine-fixed drive.
- the design according to the features of claims 3 represents a simple design of the couplable drive connection.
- the design according to the features according to the features of claim 4 represents an easy-to-use and easily exchangeable design of a conveyor table with suction belts. Especially with suction belts, the exact alignment of the bearings is essential individual pulleys are particularly desirable. The minimization of the position tolerances enables the suction belt to be guided securely on the suction belt guide level. Incorrect air occurring between the suction belt and the suction belt guide level can be reliably avoided.
- the design according to feature 5 enables the advantageous module arrangement of a suction belt while simultaneously using the advantages of suction air sources arranged in a machine-fixed manner.
- suction air coupling according to the features of claim 6 is particularly advantageous.
- the method according to the features of claim 13 improves the ease of installation of suction belts, in particular when replacing suction belts in printing plants.
- the training according to the features of claim 1 and the method according to the features of claim 12 also enables the simple insertion of the cheapest ribbon according to the respective print job.
- conveyor belts for example, it is conceivable to adapt the roughness of the conveyor belts to the corresponding conveying requirements easily and quickly by exchanging the belt.
- suction belts it is also easy to convert the suction belts of different types of holes. Thin sheets of paper can be transported with small holes, heavy cartons with large holes. The shape of the holes, the number and density of the holes can also be individually adjusted from print job to print job. The change can be carried out easily, quickly and safely on site in print shops.
- Fig. 1 shows schematically a feed table of a sheet-fed offset printing press, in which paper sheets are conveyed in a known manner from a feed stack 1 onto the feed table.
- a suction belt conveyor 6 is provided in the feed table, which holds the paper sheet in a known manner by sucking the underside of the sheet onto the suction belts and by moving the suction belts on side marks 3, on which the paper sheets are aligned along their side edge, up to front marks 4, on which the paper sheets are conveyed aligned along their leading edge.
- the aligned paper sheets are transferred to subsequent cylinders 5 of a printing unit.
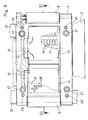
- FIGS. 2 to 4 show an embodiment of such a suction belt conveyor 6, in which 7 deflection rollers 8 and 9 are rotatably mounted parallel to each other in a frame.
- frame 7 two suction boxes 12 and 13 are attached.
- the suction boxes 12 and 13 each consist of a box 14 and 15 open at the top and are covered on their upper side by a cover plate 16 and 17 fastened thereon. Holes 18 are regularly distributed in the cover plates 16 and 17.
- a suction belt 10 is guided continuously, which rests with its upper run on the flat machined cover plates 16 and 17.
- opening channels 19 and 20 are guided continuously to the outside on both sides of the suction box 12 and 13, respectively, transversely to the sheet conveying direction.
- a sealing connection connection is created between opening channels 19 and 20 in the frame which run transversely to the sheet conveying direction and corresponding suction channels 22 provided in brackets 31, 32 for the table tops 11 laterally leading away from the frame
- the sealing effect is achieved by seals 30 around the opening area of the suction channel 22.
- the suction channels 22 lead below the cross members 25 into a common suction channel 29 to the suction air source, not shown.
- the already completely pre-assembled suction box module in this way consisting of frame 7 deflecting rollers 8, 9 suction boxes 12, 13 and suction belt 10 can be made ready for use exactly outside the table area unaffected by adjustment processes in the table.
- the complete suction box module can be made operational in a very short time by simply inserting the suction box module into the table niche provided and by fastening the frame 7 with the screws 27. From the suction air source, not shown, the suction boxes 13 and 14 via the suction channel 29, the suction channels 22 and 21 and the opening channels 19 and 20 are subjected to negative pressure. Through the openings 18 in the cover plates 16 and 17 and through the holes 26 of the suction belt, paper sheets lying on the suction belt can be conveyed exactly by moving the suction belt.
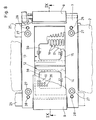
- FIGS. 5 to 7 show a further embodiment of such a suction belt conveyor.
- the opening channels 19 and 20 leading laterally out of the suction box are deflected downwards in the frame 7.
- the frame 7 is fastened on the longitudinal cross member 24, its outlet openings come out of the frame 7 in sealing contact with corresponding suction ducts 36 pointing upwards.
- These in turn open into a common suction duct 29, as shown in the exemplary embodiment in FIGS a suction air source, not shown, opens out.
- the corresponding openings of the suction channels 34, 36 or 33 and 35 which run perpendicular to the direction of insertion of the frame, namely perpendicularly downward towards the longitudinal cross member, enable the suction air connection between frame 7 and suction air source to be sealed in a particularly simple manner.
- the suction box module is sealed in the niche provided in the table by simply tightening the screws 27 on the longitudinal cross member 24.
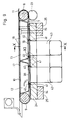
- a suction belt conveying direction in which the suction air is supplied from a suction air source, not shown, via a suction channel 29 and suction channels 42, 43 connected to it, which pass through from below through the longitudinal cross member 24.
- the suction air passes from the suction channels 42, 43 via the lower run of the suction belt 10 and openings 38 and 39 in the bottom of the boxes 14 and 15 of the suction boxes 12 and 13 into the interior of the suction box.
- Seals 40 and 41 extending transversely to the belt conveying direction are provided for sealing, as shown in FIGS. 9 and 11.
- a seal 40 is fastened on both sides in front of and behind the opening 45 or in front of and behind the opening 39 below the boxes 15 and 14 above the lower run of the suction belt in the frame 7.
- a seal 41 extending transversely to the belt conveying direction is fastened in front of and behind the opening of the suction channel 42 and the suction channel 43 in the belt conveying direction.
- the seals 40 and 41 are provided with two V-shaped sealing lips 44 and 45 which are spread apart upwards or downwards.
- the sealing lips are of a known type and can be provided, for example, from the material PTFE.
- the sealing lips are arranged in such a way that when the suction box module is attached to the longitudinal crossmember between the suction boxes and the suction belt, a sealing effect is created with the aid of the seals 40, and a sealing effect also arises between the suction belt and the longitudinal crossbar 24.
- a sealing lip 44 and a sealing lip 45 are arranged one above the other. The sealing lips are oriented in the direction of the strand movement direction.
- the deflection roller 8 mounted in the frame 7 for driving the suction belt with a gearwheel 46 which, when the suction belt module is introduced from above into the niche provided in the The contact table comes into meshing contact with a gearwheel 23 which is fastened to a drive shaft connected to the machine drive and mounted, for example, in the position 31 of the table or in the machine side frames.
- a driving claw 47 is fastened on the shaft of the deflection roller 8.
- the claw 47 comes into drive connection with a corresponding drive claw 48 of a drive shaft mounted in the machine side frame or in a holder 31 of the table top.
- the deflection roller 49 acting on the inside of the suction belt and the deflection roller 50 acting on the suction belt from the outside form a tensioning device, so that the web tension required for belt conveyance is only introduced into the intended position in the table niche when the suction belt module is introduced is produced.
- the assembly or disassembly of the suction belt can be simplified by such a device.
- Both described suction belt modules it is also possible to move an end-connectable suction belt in a known manner, but simply outside the feed table around the deflection rollers and to glue or weld its ends and then to connect and rework the joints at the best processing location .
- suction belts that are already manufactured.
- ribbons knitted all around in the application area of a sheet-fed offset printing press it is also conceivable for such a device to directly clamp and revise previously connected suction belts.
Landscapes
- Delivering By Means Of Belts And Rollers (AREA)
- Manual Feeding Of Sheets (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Making Paper Articles (AREA)
Abstract
Description
- Die Erfindung betrifft einen Anlegetisch einer Bogendruckmaschine mit Transportbändern zur Förderung von Papierbogen vom Anlegestapel über einen Bereich zur seitlichen Ausrichtung hinweg zu nachfolgenden Druckwerken, sowie ein Verfahren zum Befestigen von Saugbändern in Druckmaschinen.
- Es ist bekannt, Saugbänder von Saugbandfördertischen zur Förderung von Papierbogen vom Anlegestapel über einen Bereich zur seitlichen Ausrichtung hinweg zu nachfolgenden Druckwerken bei Anlegern in Bogendruckmaschinen um einzeln maschinenfest drehbar gelagerte Umlenkrollen umlaufend zu führen. Üblicherweise werden die Umlenkrollen aufgrund der durch die Länge der Förderstrecke sowie durch die zwischen ihnen befindlichen Einrichtungen bedingten größeren Abstände zwischen den Umlenkrollen dabei in unterschiedlichen maschinenfesten Teilen drehbar gelagert, die zumindest teilweise ihrerseits beispielsweise als Aufnahmekörper für die Ziehmarke oder für ähnliche Fremdfunktionsteile Verwendung finden. Die einzelnen Umlenkrollen sind dabei jeweils mit dem Körper, in dem sie gelagert sind, gegenüber der Maschine ausgerichtet. Eine spezielle genaue Ausrichtung der Umlenkrollen zueinander findet nur bedingt statt. Insbesondere die Lagerung in Fremdfunktionsteilen, beispielsweise im Körper einer Ziehmarke, erfordert dabei zunächst die korrekte Ausrichtung des Körpers gegenüber der Maschine für die Funktionsfähigkeit der Ziehmarke. Ein exaktes für den Bandlauf und somit für die Bogenförderung erforderliche Ausrichten der verschiedenen Umlenkrollen zueinander wird dabei zwangsläufig häufig vernachlässigt. Wenn sie doch bedingt durchgeführt wird, erfordert dies hohen Justieraufwand der bereits eingebauten einzelnen Umlenkrollen in der Maschine. Aufgrund von Unwegbarkeiten in der Maschine, beispielsweise aufgrund der räumlichen Enge, ist das Ausrichten zusätzlich erschwert. Bei Umstell- oder Verstelltätigkeiten beispielsweise der Seitenmarken- oder der Fremdfunkrionsteilbefestigung oder bei sonstigen Wartungsarbeiten außerhalb des eigentlichen Funktionsbereichs des Sands sind Verstellungen von Umlenkrollen leicht möglich. Somit müßte bei verschiedensten Wartungsarbeiten einer zuvor mit viel Aufwand einigermaßen korrekt zueinander eingestellte Lagerung der Umlenkrollen zueinander jeweils eine genaue überprüfung und notfalls eine neue Einstellung mit oben genanntem Aufwand folgen.
- Nicht genau aufeinander abgestimmte Lagerungen der Umlenkrollen haben zur folge, daß ein um sie geführtes Transportband nicht in der vorgesehenen Förderebeneplan liegt und eben bewegt wird. Es kann teilweise die gewünschte Förderebene nach oben oder nach unten geringfügig verlassen. Eine exakte gleichmäßige Lage und Förderung des Transportbandes und somit eine exakte gleichmäßige Bogenförderung kann bei einem solchen Transportband nicht garantiert werden. Bei Saugbändern kann dies zudem zur Folge haben, daß das Saugband seine Förderebene, beispielsweise die Tischplatte oder die Saugkastendeckebene verläßt, wodurch Fehlluft zwischen Saugband und Saugbandführungsebene angesaugt wird. Die seitlich des Bandes austretende Fehlluft kann zu Fehlverhalten in der Bogenführung führen.
- Bei den bekannten Bandfördertischen von Anlegern von Druckmaschinen, werden die Bänder mit ihrem einen Ende bei in die Druckmaschine bereits montierten Umlenkrollen eingefädelt, durch einen Führungsbereich um die Umlenkrollen herum hindurchgefädelt und dann mit dem anderen Ende des Förderbandes letztendlich verklebt oder verschweißt. Zur exakten sicheren Bogenführung muß die Schweiß- oder Klebestelle dabei absolut eben überarbeitet sein. Weder Aufwölbungen noch Verdickungen noch sonstige Störungen für die Führung des Bandes und somit für die Förderung der Papierbogen dürfen von der Verbindungsstelle ausgehen. Insbesondere bei Bandwechsel während des Druckbetriebes in Druckereien erfordert dies von den Bedienern der Druckmaschine hohen zeitlichen Aufwand und genaueste Bearbeitung. Zur Bearbeitung ist üblicherweise bei solchen Bandfördertischen im Bandlauf ein aufwendiger Bandspeicher mit großem Speicherraum vorgesehen, so daß die beiden zu verbindenden Enden des Bandes weit genug aus ihrem Führungsbereich herausgezogen und dort an der Druckmaschine verbunden werden können. Hierzu muß hoher räumlicher- und materieller Aufwand betrieben werden.
- Es ist außerdem bekannt, Bogenbremseinrichtungen am Ausleger, bei denen ein kurzes Saugband um mehrere eng beieinander gelagerte Umlenkrollen und einen kurzen Saugbereich geführt ist, gemeinsam mit den Umlenkrollen aus ihrer Arbeitsposition zu entfernen. Aus der DE-PS 41 26 546 ist es bekannt, ein solch kurzes lediglich über einen kleinen Saugkanal zwischen den eng beieinander gelagerten Umlenkrollen geführtes Saugband unmittelbar vor der Vordermarke zum Abbremsen der Bogen vor Anlage der Bogen an den Vordermarken einzusetzen. Der kurze Abbremsvorgang ermöglicht dabei die kurze Bauform. Die Probleme, die eine Lange Bauform von Transportbändern zur Förderung der Papierbögen vom Anlegestapel über den Anlegetisch mit dem Bereich zur seitlichen Ausrichtung hinweg mit sich bringen, treten bei den kurz gebauten Bremsbändern nicht auf.
- Der Erfindung liegt nun das Problem zugrunde eine mit geringem Aufwand funktionssicher einrichtbare Förderstrecke zur Förderung von Papierbogen über den Anlegetisch einer Bogendruckmaschine mit Transportbändern zur Förderung von Papierbogen vom Anlegestapel über einen Bereich zur seitlichen Ausrichtung hinweg zu nachfolgenden Druckwerken zu schaffen.
- Erfindungsgemäß gelöst wird das Problem durch die Ausbildung eines Bandfördertischs eines Anlegers einer papierbogenverarbeitenden Maschine gemäß den Merkmalen von Anspruch 1 sowie durch das Verfahren zum Befestigen von Saugbändern in Druckmaschinen gemäß den Merkmalen von Anspruch 12.
- Die Modulbauweise ermöglicht die Vormontage der Umlenkrollen in einem Rahmen außerhalb der papierverarbeitenden Maschine. Die Umlenkrollen können so innerhalb des Rahmens außerhalb der Maschine exakt zueinander unabhängig von der Maschine ausgerichtet werden. Außerhalb der Maschine kann das Transportband über die Umlenkrollen ausgezogen werden. Anschließend wird der gesamte Rahmen mit aufgezogenem Band in der Arbeitsposition des Bandes in der Maschine befestigt. Der Rahmen muß lediglich gegenüber der Maschine in vorab eingestellter Position oder auch nach Ausrichtung befestigt werden. Wartungs- oder Einstellarbeiten an der Maschine beeinflussen die Lagerung der Umlenkrollen im Rahmen und damit die Lage der Umlenkrollen zueinander nicht. Zusätzliche Justagearbeiten können entfallen. Sichere Bandführung und sichere Bogenführung ist gewährleistet. Ein solches Band kann auch im Betrieb in Druckereien einfach gewechselt werden. Der Rahmen muß lediglich von der Maschine gelöst werden, das gesamte Modul bestehend aus Rahmen mit darin gelagerten Umlenkrollen und um diese umlaufend geführtem Band wird dann aus der Arbeitsposition in der Maschine entfernt. Außerhalb der Maschine kann das Band einfach von den Umlenkrollen abgezogen werden. Ein solcher Bandfördertisch ermöglicht darüber hinaus auch den Einsatz von Spezialbändern. Beispielsweise ist eine Ausbildung gemäß den Merkmalen von Anspruch 10 eines solchen Bandes möglich. Eine solche Ausbildung des Bandes erleichtert dabei die fehlerfreie Bandmontage. Klebe- oder Schweißarbeiten von Bedienern der Maschine, beispielsweise von Druckern, am Ort der Bandmontage auf den Umlenkrollen in Druckereien ist nicht notwendig. Die durch ein Endverbinden bedingten Gefahren können vermieden werden. Die erfindungsgemäße Vorrichtung ermöglicht den Einsatz von Bändern aus nicht endverbindbarem Material.
- Vorteilhaft ist die Ausbildung gemäß dem Merkmal von Anspruch 11, bei dem insbesondere bei Saugbändern ein quer zur Bandrichtung bedingtes Auswölben des Bandes, aufgrund der Kerbwirkungen von eingestanzten oder sonst wie nachträglich ins Bandmaterial eingebrachten öffnungen vermeidbar ist.
- Die Ausbildung gemäß den Merkmalen von Anspruch 2 ermöglicht den Antrieb eines solchen Transportbandes mit einem maschinenfesten Antrieb. Die Ausbildung gemäß den Merkmalen der Ansprüche 3 stellt eine einfache Ausbildungen der kuppelbaren Antriebsverbindung dar. Die erfindungsgemäße Ausbildung gemäß den Merkmalen von Anspruch 4 stellt eine einfach handhabbare und leicht wechselbare Ausbildung eines Fördertischs mit Saugbändern dar. Gerade bei Saugbändern ist die exakte zueinander ausgerichtete Lagerung der einzelnen Umlenkrollen besonders wünschenswert. Das Minimieren der Lagetoleranzen ermöglicht dabei eine sichere Führung des Saugbandes auf der Saugbandführungsebene. Zwischen Saugband und Saugbandführungsebene auftretende Fehlluft kann sicher vermieden werden.
- Die Ausbildung gemäß Merkmal 5 ermöglicht die vorteilhafte Modulanordnung eines Saugbandes bei gleichzeitiger Nutzung der Vorteile von maschinenfest angeordneten Saugluftquellen.
- Besonders vorteilhaft ist die Ausbildung der Saugluftkopplung gemäß den Merkmalen von Anspruch 6.
- Die Merkmale der Ansprüche 7, 8 und 9 stellen vorteilhafte Ausführungsformen der Saugluftkopplung dar.
- Das zugrundeliegende Problem wird auch durch das Verfahren gemäß den Merkmalen von Anspruch 12 gelöst. Die vollständige Montage des Saugbandes außerhalb der Druckmaschine ermöglicht die oben bereits genannten Vorteile.
- Das Verfahren gemäß den Merkmalen von Anspruch 13 verbessert, wie oben bereits beschrieben, die Montagefreundlichkeit von Saugbändern insbesondere beim Austausch von Saugbändern in Druckereien.
- Die Ausbildung gemäß den Merkmalen von Anspruch 1 und das Verfahren gemäß den Merkmalen von Anspruch 12 ermöglicht darüberhinaus das einfache Einsetzen des dem jeweiligen Druckauftrag entsprechend günstigsten Bandes. Bei Transportbändern ist es beispielsweise denkbar, die Rauhigkeit der Transportbänder den entsprechenden Förderanforderungen leicht und schnell durch Austausch des Bandes individuell anzupassen. Bei Saugbändern ist darüberhinaus ein Umrüsten der Saugbänder unterschiedlich gearteter Löcher leicht durchführbar. Dünne Papierbogen können mit kleinen Löchern, schwere Kartons mit großen Löchern transportiert werden. Auch die Form der Löcher, die Zahl und Dichte der Löcher Kann von Druckauftrag zu Druckauftrag individuell angepaßt werden. Der Wechsel kann einfach, schnell und sicher vor Ort in Druckereien durchgeführt werden.
- Die Erfindung wird im Folgenden anhand von in den Fig. 1 bis 14 dargestellten Ausführungsbeispielen näher erläutert.
- Hierin zeigen:
- Fig. 1
- schematische übersichtsdarstellung einer Saugbandfördereinrichtung im Anleger einer Bogenrotationsdruckmaschine,
- Fig. 2
- einen erfindungsgemäßen Saugbandzuführtisch in Draufsicht,
- Fig. 3
- die Ausführungsform von Fig. 2 in Schnittdarstellung gemäß Schnitt II-II von Fig. 2,
- Fig. 4
- das Ausführungsbeispiel von Fig. 2 gemäß dem Schnitt IV-IV von Fig. 3
- Fig. 5
- ein weiteres Ausführungsbeispiel in Draufsicht,
- Fig. 6
- das Ausführungsbeispiel von Fig. 5 in Schnittdarstellung gemäß VI-VI von Fig. 5,
- Fig. 7
- Ausführungsbeispiel von Fig. 5 gemäß der Schnittdarstellung VII-VII von Fig. 6,
- Fig. 8
- weiteres Ausführungsbeispiel in Draufsicht,
- Fig. 9
- Seitenansicht gemäß Schnitt IX-IX von Fig. 8,
- Fig. 10
- Ausführungsbeispiel von Fig. 8 gemäß Schnitt X-X von Fig. 9,
- Fig. 11
- Detaildarstellung der Dichtung des Ausführungsbeispiels von Fig. 9 in vergrößertem Maßstab,
- Fig. 12
- Ausführungsbeispiel einer Antriebsverbindung in
- Fig. 13
- weiteres Ausführungsbeispiel einer Antriebsverbindung,
- Fig. 14
- zwei schematisch dargestellte Beispiele zur möglichen Bandspannung.
- Fig. 1 zeigt schematisch einen Anlegetisch einer Bogenoffsetrotationsdruckmaschine, bei der Papierbogen in bekannter Weise von einem Anlegestapel 1 auf den Anlegetisch gefördert werden. Im Anlegetisch ist eine Saugbandfördereinrichtung 6 vorgesehen, die den Papierbogen in bekannter Weise durch Ansaugen der Bogenunterseite an die Saugbänder hält und durch Bewegen der Saugbänder an Seitenmarken 3, an welchen der Papierbogen entlang ihrer Seitenkante ausgerichtet werden bis zu Vordermarken 4 fördert, an welchen die Papierbogen entlang ihrer Bogenvorderkante ausgerichtet werden. In bekannter nicht dargestellter Weise werden die ausgerichteten Papierbogen an nachfolgende Zylinder 5 eines Druckwerks übergeben.
- Die Fig. 2 bis 4 zeigen ein Ausführungsbeispiel einer solchen Saugbandfördereinrichtung 6, bei der in einem Rahmen 7 Umlenkrollen 8 und 9 parallel zueinander drehbar gelagert sind. Im Rahmen 7 sind zwei Saugkästen 12 und 13 befestigt. Die Saugkästen 12 und 13 bestehen jeweils aus einem nach oben hin offenen Kasten 14 und 15 und werden an ihrer oberen Seite von einem darauf befestigten Abdeckblech 16 bzw. 17 abgedeckt. In den Abdeckblechen 16 und 17 sind Bohrungen 18 regelmäßig verteilt. Um die Umlenkrollen 8 und 9 ist ein Saugband 10 um laufend geführt, das mit seinem oberen Trum auf den plan bearbeiteten Abdeckblechen 16 und 17 gleitend aufliegt. In den Seitenwänden des Rahmens sind jeweils quer zur Bogenförderrichtung Öffnungskanäle 19 und 20 beidseitig vom Saugkasten 12 bzw. 13 durchgehend nach außen geführt.
- Der Rahmen mit Saugkästen 12, 13 und Umlenkrollen 8, 9 wird komplett vormontiert, das Saugband außerhalb der Druckmaschine bereits aufgezogen. Danach wird der Rahmen 7 auf einer unterhalb der Bogenförderebene auf einer auf quer zur Bogenförderrichtung verlaufenden Ouertraversen 25, die im Maschinenseitengestell befestigt sind, in Bogenförderrichtung verlaufend befestigten Längstraverse 24 mit Hilfe von Schrauben 27 befestigt. Beim Absenken des Rahmens 7 vor Befestigung in die hierfür vorgesehene Nische im Anlegetisch entsteht eine dichtende Anschlußverbindung zwischen quer zur Bogenförderrichtung verlaufenden Öffnungskanälen 19 und 20 im Rahmen und dazu korrespondierenden in Halterungen 31, 32 für die Tischplatten 11 vorgesehenen seitlich vom Rahmen wegführenden Saugkanälen 22. Die Dichtwirkung wird dabei durch Dichtungen 30 um den Öffnungsbereich des Saugkanals 22 erzielt. Die Saugkanäle 22 führen unterhalb der Quertraversen 25 in einen gemeinsamen Saugkanal 29 zur nicht dargestellten Saugluftquelle.
- Das auf diese Weise außerhalb des Tisches bereits komplett vormontierte Saugkastenmodul, bestehend aus Rahmen 7 Umlenkwalzen 8, 9 Saugkästen 12, 13 und Saugband 10 kann auf diese Weise exakt außerhalb des Tischbereichs unbeeinflußt von Einstellvorgängen im Tisch einsatzbereit gemacht werden. Das komplette Saugkastenmodul kann durch einfaches Einsetzten des Saugkastenmoduls in die vorgesehene Tischnische und durch Befestigung des Rahmens 7 mit Hilfe der Schrauben 27 in kürzester Zeit einsatzfähig gemacht werden. Von der nicht dargestellten Saugluftquelle werden die Saugkästen 13 und 14 über den Saugkanal 29, sowie die Saugkanäle 22 und 21 und die Öffnungskanäle 19 und 20 mit Unterdruck beaufschlagt. Durch die Öffnungen 18 in den Deckblechen 16 und 17 sowie durch die Löcher 26 des Saugbands können auf dem Saugband aufliegende Papierbogen durch Bewegen des Saugbandes exakt gefördert werden. Zum Wechsel des Saugbands oder für den Einsatz eines anderen Saugkastens mit anderen Öffnungen je nach individuell gewünschtem Ansaug- und Förderverhalten in Abhängigkeit von dem jeweiligen Druckauftrag ist es möglich, durch einfaches, schnelles Lösen der Schrauben 27 den Rahmen 7 und somit das komplette Saugkastenmodul aus der Position im Tisch zu lösen und zu entfernen, außerhalb des Tisches gegen ein komplett neues Modul, beispielsweise mit anderen Deckblechen 17 oder gegen ein anders geartetes Band auszutauschen. Auch kann am gleichen Modul mit einfachen Mitteln außerhalb des Tisches das verwendete Saugband 10 schnell ausgetauscht werden.
- Zum Entfernen oder aber auch zum erleichterten Einsetzen des Moduls in die gewünschte Position im Tisch ist es möglich im Rahmen 7 zusätzlich Abziehgewinde 28 vorzusehen. Durch einfaches Einschrauben von Schraubhaken in die Abziehgewinde 28 vor Entfernen des Saugmoduls aus dessen Arbeitsposition im Tisch wird somit das komplette Saugmodul einfach handhabbar. Nach Einsetzen eines Saugmoduls werden diese vor Beginn der Bogenförderung ausgeschraubt und entfernt.
- Die Figuren 5 bis 7 zeigen ein weiteres Ausführungsbeispiel einer solchen Saugbandfördereinrichtung. Von den Saugkästen 12 und 13 im Rahmen 7 sind die seitlich aus dem Saugkasten führenden Öffnungskanäle 19 und 20 im Rahmen 7 nach unten umgelenkt. Bei Befestigung des Rahmens 7 auf der Längstraverse 24 treten ihre Austrittsöffnungen aus dem Rahmen 7 dabei in dichtenden Kontakt zu nach oben weisenden korrespondierende Saugkanälen 36. Diese münden ihrerseits in einen gemeinsamen Saugkanal 29, wie im Ausführungsbeispiel der Fig. 2 bis 4 dargestellt, der in einer nicht dargestellten Saugluftquelle mündet. Die senkrecht zur Einführrichtung des Rahmens, nämlich senkrecht nach unten auf die Längstraverse zu, verlaufenden korrespondierenden öffnungen der Saugkanäle 34, 36 bzw. 33 und 35 ermöglichen in besonders einfacher Weise ein sicheres Abdichten der Saugluftverbindung zwischen Rahmen 7 und Saugluftquelle. Hierzu genügt es im Verbindungsbereich einfache Dichtscheiben 37 oder O-Ringe zwischen Saugluftkanal 36 und öffnungskanal 34 bzw. Saugluftkanal 35 und öffnungskanal 33 zu befestigen. Das Saugkastenmodul wird in der vorgesehene Nische im Tisch durch einfaches Festziehen der Schrauben 27 auf der Längstraverse 24 auf diese Weise dichtend befestigt.
- Im Ausführungsbeispiel der Fig. 8 bis 11 ist eine Saugbandförderrichtung dargestellt, bei der die Saugluftzufuhr von einer nicht dargestellten Saugluftquelle über einen Saugkanal 29 und daran angeschlossene Saugkanäle 42, 43, die von unten durch die Längstraverse 24 durchreichen, erfolgt. Die Saugluft gelangt von den Saugkanälen 42, 43 über das untere Trum des Saugbandes 10 und Öffnungen 38 bzw. 39 im Boden der Kästen 14 und 15 der Saugkästen 12 und 13 in den Saugkasteninnenraum. Zur Abdichtung sind dabei, wie in den Fig. 9 und 11 dargestellt ist, quer zur Bandförderrichtung sich erstreckende Dichtungen 40 und 41 vorgesehen. Eine Dichtung 40 ist jeweils vor und hinter der öffnung 45 bzw. vor und hinter der Öffnung 39 unterhalb der Kästen 15 bzw. 14 oberhalb des unteren Trums des Saugbandes im Rahmen 7 beidseitig befestigt. Auf der Längstraverse 24 ist in Bandförderrichtung jeweils vor und hinter der Öffnung des Saugkanals 42 bzw. des Saugkanals 43 eine quer zur Bandförderrichtung verlaufende Dichtung 41 befestigt. Die Dichtungen 40 und 41 sind mit zwei V-förmig nach oben bzw. nach unten weggespreizten Dichtlippen 44 und 45 versehen. Die Dichtlippen sind bekannter Bauart und können beispielsweise aus dem Material PTFE vorgesehen werden. Die Dichtlippen sind dabei so angeordnet, daß bei Befestigung des Saugkastenmoduls auf der Längstraverse zwischen Saugkästen und Saugband mit Hilfe der Dichtungen 40 eine dichtende Wirkung entsteht und zwischen Saugband und Längstraverse 24 ebenfalls eine dichtende Wirkung entsteht. Jeweils eine Dichtlippe 44 und eine Dichtlippe 45 sind dabei übereinander angeordnet. Die Dichtlippen sind in Richtung der Trumbewegungsrichtung orientiert.
- Wie in Fig. 12 dargestellt ist, ist es möglich, zum Antrieb des Saugbandes die im Rahmen 7 gelagerte Umlenkwalze 8 mit einem Zahnrad 46 zu versehen, das bei Einbringen des Saugbandmoduls von oben in die vorgesehene Nische im Anlegetisch in kämmenden Kontakt zu einem Zahnrad 23 gelangt, das auf einer beispielsweise in der Haltung 31 des Tisches oder in den Maschinenseitengestellen gelagerten mit dem Maschinenantrieb verbundenen Antriebswelle befestigt ist.
- Ebenso ist es denkbar, anstelle dieser Zahnradverbindung eine Klauenkupplung gemäß der Ausführung von Fig. 13 vorzusehen. Dabei ist eine Mitnahmeklaue 47 auf der Welle der Umlenkrolle 8 befestigt. Bei Anordnen des Saugkastenmoduls in der vorgesehenen Nische im Anlegetisch kommt die Klaue 47 mit einer korrespondierenden Antriebsklaue 48 einer in dem Maschinenseitengestell oder in einer Halterung 31 der Tischplatte gelagerten Antriebswelle in Antriebsverbindung.
- Bei den genannten Ausführungsbeispielen, ist es möglich, außerhalb des Anlegetischs ein Saugband 10 in einfacher Weise zu wechseln. Es ist auch möglich ein elastisches Saugband 10 nach Dehnung entgegen seiner elastischen Kräfte von den Umlenkrollen 8 und 9 abzuheben und in gleicher Weise durch ein neues elastisches Band zu ersetzen. Die elastische Spannkraft des Bandes erzeugt dabei die Haltespannung auf den Umlenkrollen 8 und 9. Zur Montage und zur Demontage wird das Band entgegen den Spannkräften etwas auseinander gezogen. Es ist auch denkbar, wie in Fig. 14b beispielsweise dargestellt ist, zur Reduzierung der vom Montierenden aufzubringenden Spannkraft im Rahmen 7 eine Umlenkrolle 49 drehbar zu lagern. In der Längstraverse 24 kann eine weitere Umlenkrolle 50 drehbar gelagert werden. Durch Einbringen des Saugbandmoduls in die vorgesehene Tischnische bilden die von innen auf das Saugband einwirkende Umlenkrolle 49 sowie die von außen auf das Saugband einwirkende Umlenkrolle 50 eine Spanneinrichtung, so daß die zur Bandförderung benötigte Bahnspannung erst bei Einbringen des Saugbandmoduls in die vorgesehene Position in der Tischnische erzeugt wird. Die Montage bzw. die Demontage des Saugbandes kann durch eine solche Vorrichtung noch vereinfacht werden. Bei den beschriebenen Saugbandmodulen, ist es auch möglich, ein endverbindbares Saugband in bekannter Weise, jedoch außerhalb des Anlegetischs einfach um die Umlenkrollen umzuführen und mit seinen Enden zu verkleben oder zu verschweißen und die Stoßstellen dann am Ort der besten Bearbeitung innerhalb einer Druckerei zu verbinden und zu überarbeiten. Es ist aber auch denkbar, bei einer solchen Vorrichtung bereits vorab umlaufend verbundene und überarbeitete Saugbänder direkt aufzuspannen. Außerdem ist es denkbar, bereits um laufend gefertigte Saugbänder zu verwenden. Insbesondere ist es beispielsweise denkbar, umlaufend gestrickte Bänder im Anlegebereich einer Bogenoffsetrotationsdruckmaschine einzusetzen.
-
- 1
- Anlegestapel
- 2
- Zuführtisch
- 3
- Seitenmarke
- 4
- Vordermarke
- 5
- Zylinder
- 6
- Saugbandförderrichtung
- 7
- Rahmen
- 8
- Umlenkrolle
- 9
- Umlenkrolle
- 10
- Saugband
- 11
- Tischplatte
- 12
- Saugkasten
- 13
- Saugkasten
- 14
- Kasten
- 15
- Kasten
- 16
- 17
- Deckblech
- 18
- Loch
- 19
- Öffnungskanal
- 20
- Öffnungskanal
- 21
- Saugkanal
- 22
- Saugkanal
- 23
- Zahnrad
- 24
- Längstraverse
- 25
- Quertraverse
- 26
- Loch
- 27
- Schraube
- 28
- Abziehgewinde
- 29
- Saugkanal
- 30
- Dichtung
- 31
- Halterung
- 32
- Halterung
- 33
- Öffnungskanal
- 34
- Öffnungskanal
- 35
- Saugkanal
- 36
- Saugkanal
- 37
- Dichtung
- 38
- Öffnung
- 39
- Öffnung
- 40
- Dichtung
- 41
- Dichtung
- 42
- Saugkanal
- 43
- Saugkanal
- 44
- Dichtlippe
- 45
- Dichtlippe
- 46
- Zahnrad
- 47
- Klaue
- 48
- Klaue
- 49
- Umlenkrolle
- 50
- Umlenkrolle
Claims (13)
- Anlegetisch einer Bogendruckmaschine mit Transportbändern zur Förderung von Papierbogen vom Anlegestapel über einen Bereich zur seitlichen Ausrichtung hinweg zu nachfolgenden Druckwerken,- mit wenigstens einer Durchgangsöffnung in der Bogenförderebene, die über den seitlichen Ausrichtebereich in Förderrichtung reicht, zur Aufnahme eines steifen Rahmens (7),- mit einem oder mehreren um laufend um im Rahmen (7) drehbar gelagerte Umlenkrollen (8, 9) geführten Transportband (10) zur Förderung der Papierbogen vom Beginn des Zuführtischs bis über den seitlichen Ausrichtebereich hinaus und und- mit Mitteln (27) zur Befestigung des Rahmens (7) an einer maschinenfesten Halterung, so daß die Position des zur Förderung vorgesehenen Trums des Transportbands (10) die Förderposition ist.
- Anlegetisch einer Bogendruckmaschine mit Transportbändern zur Förderung von Papierbogen vom Anlegestapel über einen Bereich zur seitlichen Ausrichtung hinweg zu nachfolgenden Druckwerken gemäß den Merkmalen von Anspruch 1,- bei dem für eine im Rahmen (7) gelagerte Umlenkrolle eines Transportbandes (10) eine kuppelbare Antriebsverbindung von einer angetriebenen in den Maschinenseitengestellen gelagerten Welle besteht.
- Anlegetisch einer Bogendruckmaschine mit Transportbändern zur Förderung von Papierbogen vom Anlegestapel über einen Bereich zur seitlichen Ausrichtung hinweg zu nachfolgenden Druckwerken gemäß den Merkmalen von Anspruch 2,- mit Mitteln zum selbständigen Einkuppeln bei Befestigung des Rahmens (7) an der maschinenfesten Halterung und- mit Mitteln zum selbständigen Entkuppeln bei Entfernen des Rahmens (7) von der maschinenfesten Halterung.
- Anlegetisch einer Bogendruckmaschine mit Transportbändern zur Förderung von Papierbogen vom Anlegestapel über einen Bereich zur seitlichen Ausrichtung hinweg zu nachfolgenden Druckwerken gemäß den Merkmalen von Anspruch 1,- bei dem das Transportband (10) mit gleichmäßig verteilten Durchgangsöffnungen (26) versehen ist,- bei dem im Rahmen (7) mindestens ein Saugkasten (12, 13) zwischen oberen und unterem Trum des Transportbands (10) befestigt ist und- bei dem im Saugkasten (12, 13) in Richtung des zur Förderung vorgesehenen Trums Durchgangsöffnungen (18) vorhanden sind.
- Anlegetisch einer Bogendruckmaschine mit Transportbändern zur Förderung von Papierbogen vom Anlegestapel über einen Bereich zur seitlichen Ausrichtung hinweg zu nachfolgenden Druckwerken gemäß den Merkmalen von Anspruch 4,
mit einer kuppelbaren Saugluftverbindung zu einer maschinenfesten Saugluftquelle. - Anlegetisch einer Bogendruckmaschine mit Transportbändern zur Förderung von Papierbogen vom Anlegestapel über einen Bereich zur seitlichen Ausrichtung hinweg zu nachfolgenden Druckwerken gemäß den Merkmalen von Anspruch 5,- mit einer dichtenden Saugluftkupplung, die bei Anordnen des Rahmens (7) an der maschinenfesten Halterung einkuppelt und bei Entfernen des Rahmens (7) von der maschinenfesten Halterung entkuppelt.
- Anlegetisch einer Bogendruckmaschine mit Transportbändern zur Förderung von Papierbogen vom Anlegestapel über einen Bereich zur seitlichen Ausrichtung hinweg zu nachfolgenden Druckwerken gemäß den Merkmalen von Anspruch 6,- mit einer Saugluftanschlußöffnung im Rahmen (7) und einer korrespondierenden Saugluftanschlußöffnung an einer maschinenfesten Halterung (31, 32), wobei die Öffnungsebenen der korrespondierenden Öffnungen parallel zueinander und zumindest nahezu parallel zur Einbringbewegungsrichtung des Rahmens (7) in dessen Arbeitsposition stehen.
- Anlegetisch einer Bogendruckmaschine mit Transportbändern zur Förderung von Papierbogen vom Anlegestapel über einen Bereich zur seitlichen Ausrichtung hinweg zu nachfolgenden Druckwerken gemäß den Merkmalen von Anspruch 6,- mit einer Sauglauftanschlußöffnung im Rahmen (7) und einer korrespondierenden Saugluftanschlußöffnung an einer maschinenfesten Halterung (24), wobei die Öffnungsebenen der korrespondierenden Öffnungen parallel zueinander und zumindest nahezu senkrecht zur Einbringbewegungsrichtung des Rahmens (7) in dessen Arbeitsposition stehen.
- Anlegetisch einer Bogendruckmaschine mit Transportbändern zur Förderung von Papierbogen vom Anlegestapel über einen Bereich zur seitlichen Ausrichtung hinweg zu nachfolgenden Druckwerken gemäß den Merkmalen von Anspruch 6,- mit einer rahmenfesten Saugluftverbindung (39) vom Saugkasten (12, 13) zur Innenseite des nicht fördernden Trums und- mit einer korrespondierenden maschinenfesten Saugluftverbindung (43) zur Außenseite des nicht fördernden Trums.
- Anlegetisch einer Bogendruckmaschine mit Transportbändern zur Förderung von Papierbogen vom Anlegestapel über einen Bereich zur seitlichen Ausrichtung hinweg zu nachfolgenden Druckwerken gemäß den Merkmalen von Anspruch 1,
bei dem das Transportband (10) ein umlaufend vorgefertigtes elastisches Band ist. - Anlegetisch einer Bogendruckmaschine mit Transportbändern zur Förderung von Papierbogen vom Anlegestapel über einen Bereich zur seitlichen Ausrichtung hinweg zu nachfolgenden Druckwerken gemäß den Merkmalen von Anspruch 10,
bei dem das Band aus elastischem durchgehend gestricktem Gewebe besteht. - Verfahren zum Befestigen von umlaufenden Saugförderbändern in Druckmaschinen,
bei dem das Saugband (10) zunächst auf ein Saugkastenmodul mit darin gelagerten Umlenkrollen (8, 9) außerhalb dessen Arbeitsposition in der Druckmaschine montiert wird und das Saugkastenmodul dann zusammen mit dem darauf montierten Saugband in die vorgesehene Arbeitsposition in der Druckmaschine gebracht und dort befestigt wird. - Verfahren zum Befestigen von Saugförderbändern in Druckmaschinen gemäß den Merkmalen von Anspruch 12,- bei dem ein elastisches umlaufend gefertigtes Saugband (10) auf das Saugkastenmodul montiert wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4243486 | 1992-12-22 | ||
| DE4243486A DE4243486C1 (de) | 1992-12-22 | 1992-12-22 | Anlegetisch einer Bogendruckmaschine |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0607577A2 true EP0607577A2 (de) | 1994-07-27 |
| EP0607577A3 EP0607577A3 (de) | 1994-08-10 |
| EP0607577B1 EP0607577B1 (de) | 1998-05-13 |
Family
ID=6476123
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93120242A Expired - Lifetime EP0607577B1 (de) | 1992-12-22 | 1993-12-16 | Anordnung zur Montage von Saugbändern in Bogenanlegern |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US5423255A (de) |
| EP (1) | EP0607577B1 (de) |
| JP (1) | JP2981388B2 (de) |
| DE (2) | DE4243486C1 (de) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4414441A1 (de) * | 1994-04-26 | 1995-11-02 | Heidelberger Druckmasch Ag | Anleger einer Maschine zur Bogenbearbeitung, insbesondere einer Bogendruckmaschine |
| JPH08127117A (ja) * | 1994-11-02 | 1996-05-21 | Komori Corp | エアシャッタ装置 |
| US5584246A (en) * | 1995-06-09 | 1996-12-17 | Werner Kammann Maschinenfabrik Gmbh | Process and apparatus for printing on flat individual articles |
| DE19623563C1 (de) * | 1996-06-13 | 1997-10-09 | Heidelberger Druckmasch Ag | Druckmaschine mit einem Bogentransportband |
| US6305285B1 (en) * | 1996-09-25 | 2001-10-23 | Crabtree Of Gateshead Ltd. | Sheet settling system |
| DE19701230C1 (de) * | 1997-01-16 | 1998-02-19 | Roland Man Druckmasch | Pneumatische Bogenleiteinrichtung in einer Druckmaschine |
| IT1305392B1 (it) * | 1998-09-11 | 2001-05-04 | Polielettronica S P A | Apparecchiatura per la riproduzione di una immagine su una carta ofoglio di materiale fotosensibile |
| JP3434252B2 (ja) * | 1999-11-08 | 2003-08-04 | シャープ株式会社 | 記録媒体搬送装置 |
| DE102005029532A1 (de) | 2005-06-25 | 2006-12-28 | Man Roland Druckmaschinen Ag | Bändertisch |
| JP2009161342A (ja) * | 2008-01-10 | 2009-07-23 | Seiko I Infotech Inc | 搬送体及び搬送装置 |
| US7988150B2 (en) * | 2009-02-24 | 2011-08-02 | Xerox Corporation | Media transport device with vacuum-controlled positioning |
| US8863939B2 (en) * | 2009-12-14 | 2014-10-21 | Xerox Corporation | Surface roughness for improved vacuum pressure for efficient media hold-down performance |
| US8695783B2 (en) * | 2009-12-14 | 2014-04-15 | Xerox Corporation | Vacuum transport belts |
| US8708135B2 (en) * | 2009-12-14 | 2014-04-29 | Xerox Corporation | Vacuum transport belts |
| EP2844459A1 (de) * | 2012-05-03 | 2015-03-11 | Bobst Mex Sa | Maschine zur verarbeitung von elementen in blattform, mit einer zuführungsplatte mit fördermittel |
| DE202013103361U1 (de) * | 2013-07-25 | 2014-10-27 | Kilian Tableting Gmbh | Vorrichtung zum Zuführen von Einlegern |
| CN105858285B (zh) * | 2016-06-08 | 2017-06-30 | 三江学院 | 一种纸币铺平整理装置 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2313100A (en) * | 1940-08-26 | 1943-03-09 | Miehle Printing Press & Mfg | Sheet feeding mechanism |
| GB938500A (en) * | 1961-09-23 | 1963-10-02 | Deritend Eng Co | Improved suction feed mechanism for cardboard and like blanks |
| US3648605A (en) * | 1971-03-29 | 1972-03-14 | William J Hottendorf | Box making machine |
| US3861669A (en) * | 1972-06-15 | 1975-01-21 | Tokyo Shibaura Electric Co | Apparatus for feeding sheet-like articles from a stack of articles |
| US3861259A (en) * | 1973-06-04 | 1975-01-21 | Harris Intertype Corp | Sheet delivery system |
| DE2452050C2 (de) * | 1974-11-22 | 1984-05-03 | M.A.N. Maschinenfabrik Augsburg-Nürnberg AG, 8900 Augsburg | Vorrichtung zum passergerechten Anlegen von Bogen in Bogenrotationsdruckmaschinen |
| US4512562A (en) * | 1980-04-09 | 1985-04-23 | Moll Richard J | Feeder table with photo-scan controlled belt motor |
| DE3138481C2 (de) * | 1981-09-28 | 1984-05-10 | M.A.N.- Roland Druckmaschinen AG, 6050 Offenbach | Vorrichtung zum Fördern eines geschuppten Stroms von Papierbogen |
| JPS58112742A (ja) * | 1981-12-25 | 1983-07-05 | Akiyama Insatsuki Seizo Kk | 枚葉印刷機の排紙機構に於ける印刷紙吸引装置 |
| JPS58158880A (ja) * | 1982-03-17 | 1983-09-21 | 阿部 和博 | 回転式同軸接栓 |
| DE3331662A1 (de) * | 1983-09-02 | 1985-03-28 | M.A.N.- Roland Druckmaschinen AG, 6050 Offenbach | Verfahren und vorrichtung zum passgenauen bogentransport in eine druckmaschine |
| JPS60171952A (ja) * | 1984-02-13 | 1985-09-05 | Fuji Xerox Co Ltd | 用紙搬送装置 |
| US4702471A (en) * | 1985-12-23 | 1987-10-27 | The Dow Chemical Company | Article transport arrangement |
| JPS62215447A (ja) * | 1987-03-04 | 1987-09-22 | Toshiba Corp | 用紙搬送装置 |
| JP2767290B2 (ja) * | 1989-07-05 | 1998-06-18 | 株式会社日立製作所 | 紙葉類反転装置 |
| US5098982A (en) * | 1989-10-10 | 1992-03-24 | The B. F. Goodrich Company | Radiation curable thermoplastic polyurethanes |
| US5197812A (en) * | 1989-11-09 | 1993-03-30 | Dataproducts Corporation | High accuracy vacuum belt and pinch roller media transport mechanism |
| DE4004351C2 (de) * | 1990-02-13 | 1996-05-23 | Heidelberger Druckmasch Ag | Anlegetisch einer Bogendruckmaschine |
| DE4012948A1 (de) * | 1990-04-24 | 1991-10-31 | Roland Man Druckmasch | Vorrichtung zum foerdern von druckbogen |
| DE4013302A1 (de) * | 1990-04-26 | 1991-10-31 | Koenig & Bauer Ag | Vorrichtung zum foerdern eines insbesondere geschuppten stroms von bogen |
| US5026038A (en) * | 1990-05-17 | 1991-06-25 | Mccain Manufacturing Corporation | Signature feeder operable with either flat or standing stacks |
| US5199608A (en) * | 1990-10-09 | 1993-04-06 | Different Dimensions, Inc. | Garment hanger with irremovable information tabs |
| DE4126546C1 (de) * | 1991-08-10 | 1992-10-01 | Man Roland Druckmaschinen Ag, 6050 Offenbach, De |
-
1992
- 1992-12-22 DE DE4243486A patent/DE4243486C1/de not_active Expired - Fee Related
-
1993
- 1993-12-16 DE DE59308545T patent/DE59308545D1/de not_active Expired - Lifetime
- 1993-12-16 EP EP93120242A patent/EP0607577B1/de not_active Expired - Lifetime
- 1993-12-21 JP JP5322114A patent/JP2981388B2/ja not_active Expired - Lifetime
- 1993-12-22 US US08/173,629 patent/US5423255A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US5423255A (en) | 1995-06-13 |
| EP0607577B1 (de) | 1998-05-13 |
| JP2981388B2 (ja) | 1999-11-22 |
| JPH06219606A (ja) | 1994-08-09 |
| DE59308545D1 (de) | 1998-06-18 |
| DE4243486C1 (de) | 1994-04-07 |
| EP0607577A3 (de) | 1994-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE4243486C1 (de) | Anlegetisch einer Bogendruckmaschine | |
| DE19914178B4 (de) | Bogenleiteinrichtung in einer Bogendruckmaschine | |
| EP3150521B1 (de) | Vorrichtung zum gruppieren von stückgut und verfahren zum formatwechsel einer solchen vorrichtung | |
| EP0740608B1 (de) | Vorrichtung zur montage, demontage und transport von leicht biegbaren, bogenförmigen gegenständen mit einhängeabkantungen | |
| EP0470362B1 (de) | Bogen verarbeitende Maschine und damit zusammenarbeitende Transporteinrichtung für Bogenstapel | |
| DE10047395A1 (de) | Bogentransportsystem für eine Rotationsdruckmaschine | |
| DE4424931C2 (de) | Vorrichtung zur Montage, Demontage und Transport von leicht biegbaren, bogenförmigen Gegenständen mit Einhängeabkantungen | |
| EP0740607B1 (de) | Vorrichtung zur montage, demontage und transport von leicht biegbaren, bogenförmigen gegenständen mit einhängeabkantungen | |
| DE102011107799A1 (de) | Transportvorrichtung | |
| DE102004030277A1 (de) | Verfahren zur Förderung von Bogen durch eine drucktechnische Maschine und Vorrichtung zur Durchführung des Verfahrens | |
| EP0749831A1 (de) | Einrichtung zum Wechseln von Druckformen an Druckwerken von Druckmaschinen | |
| EP1775115B1 (de) | Vorrichtung zur Herstellung von Wellpappe | |
| DE19856372B4 (de) | Bogentransportband | |
| DE102010002500A1 (de) | Vorrichtung zum Handhaben, nämlich zum Führen und/oder Bremsen, von Bogen in einer bogenverarbeitenden Maschine | |
| DE102006013955B3 (de) | Einrichtungen zum Zuführen einer Materialbahn zu einer Druckeinheit | |
| DE19502240C3 (de) | Verfahren und Vorrichtung zum Einziehen einer Bedruckstoffbahn im Rollenrotationsdruck | |
| DE102011118905B4 (de) | Bearbeitungsstation für eine Stanzmaschine | |
| EP2141101B1 (de) | Blechtafel-Saugvorrichtung sowie Vorrichtung zum Transport von Blechtafeln in eine Blechdruckmaschine oder Blechlackiermaschine | |
| DE102011109085A1 (de) | Bogenstanz- und/oder - prägestation mit druckluftbetätigtem Schließrahmen | |
| DE102012013757A1 (de) | Werkzeugaufnahmevorrichtung | |
| DE10246297B4 (de) | Niederhaltereinrichtung in der Bogenanlage | |
| EP0623533A1 (de) | Verfahren und Fördereinrichtung zum Transportieren von Werkstückträgern | |
| DE102004053099B4 (de) | Verfahren zur Glättung eines Bogens aus Bedruckstoff | |
| DE102006051278B4 (de) | Vorrichtung und Verfahren zur veredelnden Bearbeitung von bogenförmigen Substraten in einer Bogendruckmaschine | |
| DE202019101925U1 (de) | Vorrichtung zum Fördern einer Materialbahn |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| 17P | Request for examination filed |
Effective date: 19931216 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB LI |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB LI |
|
| GBC | Gb: translation of claims filed (gb section 78(7)/1977) | ||
| 17Q | First examination report despatched |
Effective date: 19970418 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59308545 Country of ref document: DE Date of ref document: 19980618 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19980702 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20021125 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031216 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20031216 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20061212 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20061215 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071231 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20081020 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071231 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20110125 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59308545 Country of ref document: DE Effective date: 20120703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120703 |