EP0718096A2 - Méthode et appareil de fabrication d'un récipient pour boissons - Google Patents
Méthode et appareil de fabrication d'un récipient pour boissons Download PDFInfo
- Publication number
- EP0718096A2 EP0718096A2 EP95119393A EP95119393A EP0718096A2 EP 0718096 A2 EP0718096 A2 EP 0718096A2 EP 95119393 A EP95119393 A EP 95119393A EP 95119393 A EP95119393 A EP 95119393A EP 0718096 A2 EP0718096 A2 EP 0718096A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- film web
- film
- sealing
- web
- webs
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 235000013361 beverage Nutrition 0.000 title claims abstract description 49
- 238000000034 method Methods 0.000 title claims abstract description 11
- 238000007789 sealing Methods 0.000 claims abstract description 61
- 239000011888 foil Substances 0.000 claims description 22
- 238000004519 manufacturing process Methods 0.000 claims description 14
- 238000003466 welding Methods 0.000 claims description 13
- 238000005520 cutting process Methods 0.000 claims description 7
- 238000012360 testing method Methods 0.000 claims description 5
- 230000035622 drinking Effects 0.000 abstract description 4
- 239000010902 straw Substances 0.000 abstract description 4
- 238000001816 cooling Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 2
- 238000010924 continuous production Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000009530 blood pressure measurement Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/60—Uniting opposed surfaces or edges; Taping
- B31B70/64—Uniting opposed surfaces or edges; Taping by applying heat or pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B50/812—Applying tabs, patches, strips or strings on blanks or webs
- B31B50/8125—Applying strips or strings, e.g. tear strips or strings
- B31B50/8126—Applying strips or strings, e.g. tear strips or strings parallel to the direction of movement of the webs or the blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B50/812—Applying tabs, patches, strips or strings on blanks or webs
- B31B50/8125—Applying strips or strings, e.g. tear strips or strings
- B31B50/8129—Applying strips or strings, e.g. tear strips or strings the webs or blanks moving during application of the strips or strings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S493/00—Manufacturing container or tube from paper; or other manufacturing from a sheet or web
- Y10S493/916—Pliable container
- Y10S493/936—Square bottom
Definitions
- the invention relates to a method and a device for producing a beverage container.
- a beverage container in which these disadvantages do not occur has already been proposed in DE-OS 4240540.8.
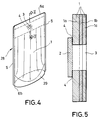
- the puncture hole 3 is punched through all layers of a mono- or composite material 1a, b, c of the front-side film 1.
- a sealing film strip 2 is welded to the inside of the front film at a first welding point 4 around the puncture opening, so that a tight seal is produced.
- the sealing strip is also held at a second welding point between the front and rear film on the side seams 5 of the beverage container.
- the beverage container shown in FIG. 4 also has a base film part which is welded between the front and rear side films.
- the present invention is therefore based on the object of providing a method and a device for carrying out the method, which allow a continuous, economical and reliable manufacture of such beverage containers.
- this object is achieved by a method in which a puncture opening is produced in a front-side film web guided in the transport direction, whereupon a sealing film web is guided in the transport direction to the front-side film web, and then is welded around the puncture opening to the inside of the front-side film web and a back-side film web in the transport direction is fed in such a way that the inside of the front film sheet welded to the moving sealing film sheet faces the inside of the back film sheet, and then the front film sheet and the back film sheet are at least partially welded together along the side edges of the beverage container to be produced, including the sealing film sheet.
- a device for carrying out the method which has the following: a conveying device for a front-side film web, a conveying device for a rear-side film web, a device for creating a puncture opening through the front-side film web, a conveying device for a sealing film web, a first sealing device around the Closure film web on the inside of the front film web to seal the puncture opening, and a second sealing device to seal the front film web and the back film web at least partially along the side edges of the beverage container to be produced, including the film web.
- the concept according to the invention permits continuous production of the beverage containers, it being possible for a closure film web to be fed continuously intermittently.
- the flowing production process is not specifically interrupted by the attachment of the sealing film, since the sealing film web is guided in the direction of transport and is welded to the front film web and carried along with it. It is also advantageous that the sealing film web is also held by welding the side edges of the beverage bag, so that no additional side welding of the sealing film web is required.
- the sealing film web does not have to be aligned in the transport direction to the front film web, as is e.g. when applying already cut sealing film strips would be the case.
- the fact that the front, back and also closure film web are guided separately from one another makes it possible for these films to be optimized separately from one another.
- the rigidity and flexibility of each individual film can be optimally adjusted.
- the technology according to the invention offers the advantage that, for example, printing on the backside film can be dispensed with, and thus a very cost-intensive operation is completely saved in the film production. The production is so precise that there is no need to trim the bags.
- a bottom film web is guided in the transport direction between the front and rear film web and is partially welded to the front and rear film web in the bottom region of the beverage container to be produced.
- a stand-up pouch can be produced, for example, by welding in a base part. Because the bottom film web is also guided in the transport direction, the flowing production process does not have to be interrupted are used to seal the bottom film sheet. Since the bottom foil is also guided separately from the other foils, the bottom foil can also be optimized independently of the other foils.
- a certain number of beverage bags to be produced can be provided next to one another, in a direction perpendicular to the transport direction, on the front and back film webs, and this number of puncture openings corresponding to this number can be produced next to one another in the front film web, and a corresponding number of sealing film webs can be fed in and around the respective puncture openings are welded.
- a large number of base film webs can also be fed in according to the number and welded between the front and rear film webs. This means that several bags can be produced in one machine cycle.
- the foil webs welded together are then cut into individual beverage containers.
- a device for carrying out the method advantageously, as already mentioned, has a further conveyor device for a bottom film web, which is arranged such that the bottom film web is transported in the conveying direction between the rear and front side film web, and further a third welding device for at least partially welding the front - And backside film web with the bottom film web in the bottom area of the beverage container to be produced.
- a cross cutter can be provided for cutting the foil webs welded together into individual bags.
- a certain number of beverage bags can be placed next to each other on the front and back film webs, be arranged in a direction perpendicular to the direction of transport, the number of correspondingly many conveying devices for the closure and bottom film webs, as well as as many devices for producing puncture openings and as many first and third sealing devices. This results in a device with multiple benefits, which in turn increases the productivity of the device.
- the device can have a longitudinal cutting device for cutting the beverage containers to be produced which are arranged next to one another on the film webs.
- the device also has a test device after the first sealing device, for differential pressure measurement, in order to check the welding point around the puncture opening.
- the test device monitors the function of the first sealing device during production, so that the production of bags in which the puncture hole has not been properly sealed again is excluded.
- Fig. 1 shows a schematic representation of a device for producing a beverage container as shown for example in Figs. 4 and 5.
- the films required for the production of the beverage container are wound on the front film supply roll 14, the closure film supply roll 13, the bottom film supply roll 27 and on the rear film supply roll 15.
- transport rollers 30 With the help of transport rollers 30, the individual film webs are each pulled in the transport direction T from the respective supply rolls. So that the individual film webs can be guided taut, tensor rolls 16a, 16b and 16c are arranged behind the supply roll for the front film 14, the supply roll for the sealing film 13 and the supply roll for the back film 15.
- a tensor roller system (not shown) can also be provided for the base film.
- a length compensation 17 is provided for the front and rear side film webs 1, 12.
- a device 8 is provided for creating a puncture opening 3 in the front film web 1. The device 8 completely punches the puncture opening 3 (FIG. 5) through the front side film web 1.
- the closing film web 2 is transported to the front side film web 1 via deflection rollers (not shown) and guided parallel to it.
- a first sealing device 9 is arranged around the front side and sealing film web running parallel to one another, in order to weld the sealing film web 2 around the puncture opening 3, for example in a circular manner, to the inside of the front side film web 1.
- a test device 10 is after the first Sealing device 9 is arranged and monitors the function of the sealing device during ongoing production, so that the production of bags in which the puncture hole has not been properly sealed again is excluded.
- Deflection rollers (not shown) can also be arranged, which feed the rear foil web in the transport direction so that the inside of the front foil web 1 welded to the moving foil web 2 faces the inside of the rear foil web 2, and that the bottom foil web 29 between the front foil and rear foil web 1, 12 is performed.
- a bottom cooling 20 is provided which cools the sealing points.
- a sealing device 21 for the side edges 5 of the beverage container to be produced is provided behind the floor cooling device 20.
- the front-side film web and the rear-side film web are welded together along the side edges of the beverage container to be produced, including the closure film web 2.
- side edge cooling 22 to cool the sealing seams.
- a device for die-cutting 23 is provided, which for example stamps round corners of the beverage container out of the foils welded to one another.
- the film webs welded together are cut into strips of bags which are connected at their side edges 5.
- a cross cutter 31 separates the side edges 5 of the individual Bags from each other.
- the transport device 30 is located between the longitudinal and cross cutter 24, 31. Downstream of the device is a bag packer 26, which packs the empty bags fully automatically into stackable containers and transfers them to a conveyor, where they can then be filled and closed.
- bags can also be produced in which the front and back side films are simply welded together along the bottom edge 6b of the bag.
- a sealing device is then provided for welding the front and back film webs to the bottom edge of the bag instead of the sealing device for the bottom film web.
- the individual film webs are transported intermittently, i.e. that the transport device 30 always moves the respective film webs by a certain distance, which preferably corresponds to a bag width.
- an additional transport device not shown, is provided for the sealing film web 2, which runs synchronously with the first transport device 30. This additional transport device prevents excessive tension on the sealing film web 2.
- the individual stations 8, 9, 10, 19, 20, 21, 22, 23, 24, 31 are arranged with respect to one another in such a way that a bag to be produced comes to lie in each station when the respective film webs are transported by a cycle length, for example a bag width . So there is a continuous Production process that is not disturbed by the attachment of the sealing film web.
- a plurality of beverage containers to be produced individually can also be provided next to one another, perpendicular to the direction of transport T, on the front or rear side film 1.12.
- 4 beverage containers to be produced are arranged next to one another, each of which adjoins one another with their upper and lower edge 6a, b of the bag.
- the bag packaging is therefore produced on a machine with four uses, i.e. four beverage containers are manufactured simultaneously in one machine cycle.
- the front-side film web 1 is guided intermittently via the deflection roller 7 to the device for producing the puncture opening 8.
- puncture openings 3 are simultaneously created in the front-side film web 1.
- the four sealing film webs are guided over the deflection rollers 32 in the transport direction to the front film web 1, so that the sealing film web 2 and the front film web 1 run parallel to one another.
- the four sealing film webs 2 and the front film web 1 are then transported to the sealing device 9, wherein each sealing film web 2 on the inside of the front film web 1 is welded, for example in a circle, around the respective puncture openings 3, thereby creating a film arrangement as shown in FIG. 2 .
- the front-side film 1, to which the four sealing film strips 2 are welded around the puncture opening 3, are then transported to the testing device 10 so that the welding points can be tested.
- the front-side film 1 provided with the closure films 2 is then directed over a deflection roller 11 and a rear-side film web 12 is also in the transport direction T. steered via a deflection roller 11, so that the inside of the front film web 1 faces the inside of the back film web 12. If it is a matter of producing beverage containers with a separate bottom part, four bottom foil webs can be transported along the arrow P between the front and rear side foil web in the bottom region of each individual bag to be manufactured in the transport direction and, as already described, welded.
- the four beverage containers 28 to be produced arranged next to one another are welded to one another along their side edges 5, as has already been explained in connection with FIG. 1.
- the sealing film web 2 is not only held by the weld 4 around the puncture hole 3, but is simultaneously held by the welds on the side edges 5 of the beverage container.
- the welded film webs are then cut into the individual beverage containers with the aid of rip and cross cutters 24, 31.
- the sealing film web 2 does not have to be welded around the puncture opening 3 in a ring-shaped, angular manner, but can also be welded to the front film web 1 over the entire surface.
- the individual bags are then passed on to a bag packer in order to finally be filled and closed completely.
Landscapes
- Containers And Plastic Fillers For Packaging (AREA)
- Making Paper Articles (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Packages (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI9530238T SI0718096T1 (en) | 1994-12-22 | 1995-12-08 | Method and apparatus for making a beverage container |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4446104 | 1994-12-22 | ||
| DE4446104A DE4446104C2 (de) | 1994-12-22 | 1994-12-22 | Verfahren und Vorrichtung zum Herstellen eines Getränkebehälters |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0718096A2 true EP0718096A2 (fr) | 1996-06-26 |
| EP0718096A3 EP0718096A3 (fr) | 1996-12-11 |
| EP0718096B1 EP0718096B1 (fr) | 1999-03-17 |
Family
ID=6536791
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95119393A Expired - Lifetime EP0718096B1 (fr) | 1994-12-22 | 1995-12-08 | Méthode et appareil de fabrication d'un récipient pour boissons |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US5868658A (fr) |
| EP (1) | EP0718096B1 (fr) |
| JP (1) | JP2971797B2 (fr) |
| CN (1) | CN1076278C (fr) |
| AR (1) | AR000531A1 (fr) |
| AT (1) | ATE177681T1 (fr) |
| BR (1) | BR9505994A (fr) |
| DE (2) | DE4446104C2 (fr) |
| DK (1) | DK0718096T3 (fr) |
| ES (1) | ES2131749T3 (fr) |
| GR (1) | GR3030214T3 (fr) |
| SA (1) | SA96160562B1 (fr) |
| SI (1) | SI0718096T1 (fr) |
| ZA (1) | ZA9510906B (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CZ299289B6 (cs) * | 1998-06-03 | 2008-06-04 | Indag Gmbh & Co. Betriebs-Kg | Zpusob výroby fóliových sácku a zarízení k provádení zpusobu |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6027438A (en) * | 1998-03-13 | 2000-02-22 | The Coca-Cola Company | Method and apparatus for manufacturing a fluid pouch |
| DE19824798A1 (de) | 1998-06-03 | 1999-12-09 | Indag Gmbh & Co Betriebs Kg | Vorrichtung und Verfahren zum Zuführen von Folien |
| DE19825080B4 (de) | 1998-06-04 | 2004-03-11 | Indag Gesellschaft für Industriebedarf mbH & Co. Betriebs KG | Verfahren und Vorrichtung zur Herstellung von Folienbeuteln |
| DE19825065A1 (de) * | 1998-06-04 | 1999-12-16 | Indag Gmbh & Co Betriebs Kg | Vorrichtung und Verfahren zum Herstellen und Verpacken von Folienbeuteln |
| US6244747B1 (en) * | 1999-09-30 | 2001-06-12 | Cryovac, Inc. | Contoured pouch with pourable spout, and apparatus and process for producing same |
| US6935996B2 (en) | 2000-04-12 | 2005-08-30 | C.L.P. Industries Ltd. | Drink pouches and methods for producing them |
| US7022057B2 (en) * | 2000-12-20 | 2006-04-04 | Water-Line Sa | Device for manufacturing packing bags |
| US20030196411A1 (en) * | 2002-04-19 | 2003-10-23 | Schroeder Alfred A. | Flexible packaging |
| ES1051806Y (es) * | 2002-04-23 | 2003-02-01 | Sepulveda Manuel Puig | Envase para bebidas alcoholicas. |
| US20040057637A1 (en) * | 2002-09-25 | 2004-03-25 | Akira Nishibe | Pouch with a straw hole and method of manufacturing the same |
| US6921359B2 (en) * | 2003-08-21 | 2005-07-26 | Illinois Tool Works Inc. | Apparatus for feeding zipper with sliders to packaging machine |
| US20060056744A1 (en) * | 2004-09-10 | 2006-03-16 | Berman Ronald H | Sealed beverage container |
| US7594372B2 (en) * | 2006-03-14 | 2009-09-29 | Scholle Corporation | Flexible container forming apparatus having integrated web surface deformation |
| CN101058239B (zh) * | 2007-05-26 | 2012-01-25 | 上海斯开龙包装有限公司 | 一种饮料包装盒成型前包材纵向密封条加工装置 |
| US20110265429A1 (en) * | 2010-04-28 | 2011-11-03 | Marietta Corporation | System and Method for Assembly of Packettes Having Closures |
| JP6025338B2 (ja) * | 2012-02-08 | 2016-11-16 | 株式会社フジシールインターナショナル | 製袋機 |
| CN103737984A (zh) * | 2013-12-28 | 2014-04-23 | 宁波瑞成包装材料有限公司 | 一种用于薄膜纵向自动加嘴的装置 |
| CN103737983B (zh) * | 2013-12-28 | 2016-05-18 | 宁波瑞成包装材料有限公司 | 薄膜加嘴装置 |
| CN103737978B (zh) * | 2013-12-28 | 2016-05-18 | 宁波瑞成包装材料有限公司 | 一种用于薄膜的自动加嘴装置 |
| CN103737977A (zh) * | 2013-12-28 | 2014-04-23 | 宁波瑞成包装材料有限公司 | 一种薄膜自动加嘴装置 |
| CN103737979B (zh) * | 2013-12-28 | 2016-05-18 | 宁波瑞成包装材料有限公司 | 自动加嘴装置 |
| CN103737985A (zh) * | 2013-12-28 | 2014-04-23 | 宁波瑞成包装材料有限公司 | 薄膜自动加嘴装置 |
| CN103737982A (zh) * | 2013-12-28 | 2014-04-23 | 宁波瑞成包装材料有限公司 | 用于薄膜纵向自动加嘴的装置 |
| US9856064B2 (en) | 2014-09-29 | 2018-01-02 | Bemis Company, Inc. | Packaging container for liquids with frangible flap |
| DE102015109499A1 (de) * | 2015-06-15 | 2016-12-15 | Plümat Plate & Lübeck GmbH & Co. | Vorrichtung und Verfahren zur Herstellung von Kunststoffbeuteln |
| CN105128992A (zh) * | 2015-09-25 | 2015-12-09 | 力帆实业(集团)股份有限公司 | 发动机固定组件、下护板以及摩托车 |
| US20200017268A1 (en) * | 2018-07-12 | 2020-01-16 | Lu-Wen Chang | Soft package with strengthened hot pressing traces and manufacturing method thereof |
| CN109808237A (zh) * | 2019-03-22 | 2019-05-28 | 中山市新宏业自动化工业有限公司 | 一种软包装袋在线加导流条装置 |
| CN112339346B (zh) * | 2020-09-28 | 2022-06-24 | 徐州阿尔法自动化科技有限公司 | 集装箱缓冲充气袋自动化生产设备 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE639342A (fr) * | 1962-11-14 | 1900-01-01 | ||
| GB1002932A (en) * | 1963-06-04 | 1965-09-02 | Tetra Pak Ab | A device for applying covering wafers, labels or the like to a continuously or intermittently advanced web of material |
| DE1436818A1 (de) * | 1964-04-17 | 1969-01-30 | Bertoglio S A Off | Trinkbeutel und Verfahren zu seiner Herstellung |
| DE1262762B (de) * | 1965-04-23 | 1968-03-07 | Zindler Lumoprint Kg | Steuereinrichtung fuer eine Vorrichtung zum Herstellen von Kopien |
| DE2815483A1 (de) * | 1978-04-10 | 1979-10-18 | Hoechst Ag | Beutel aus folienlaminat mit leicht einstechbarer, fluessigkeitsdicht verschlossener entnahmeoeffnung in der beutelwand |
| US4360355A (en) * | 1978-06-06 | 1982-11-23 | Suominen Heikki S | Adhesive envelope for a shipping label or the like |
| DE2931850A1 (de) * | 1979-08-06 | 1981-02-19 | Zweckform Werk | Vorrichtung zur entlastung des innenraums eines mit geroestetem kaffee o.dgl. gefuellten kunststoffbeutels von unzulaessigem ueberdruck |
| US4402453A (en) * | 1981-06-25 | 1983-09-06 | Arvey Corporation | Pouch with closure seal strip and method for making same |
| EP0106648B1 (fr) * | 1982-10-16 | 1988-05-18 | Johnsen & Jorgensen Jaypak Limited | Dispositif pour la fabrication des sacs |
| JPS60134761U (ja) * | 1984-02-17 | 1985-09-07 | 東洋製罐株式会社 | ストロ−タブ付包装容器 |
| IT1182046B (it) * | 1985-07-09 | 1987-09-30 | Baggage Pack Italia Spa | Macchina per l'imballaggio protettivo automatico di oggetti di dimensioni differenti |
| NL8502366A (nl) * | 1985-08-28 | 1987-03-16 | Leer Koninklijke Emballage | Verpakking voor drank en werkwijze voor het vervaardigen van de verpakking. |
| US4885897A (en) * | 1987-01-16 | 1989-12-12 | Toyo Seikan Kaisha, Limited | Method of making hermetically sealed container |
| JP2719705B2 (ja) * | 1988-11-07 | 1998-02-25 | 日本テトラパック株式会社 | 注出口を穿設した包装用ウエブにストリップテープを貼着する方法及び装置 |
| US5269123A (en) * | 1989-12-29 | 1993-12-14 | Massimo Marchesini | Device for sealing a film onto a blister band, particularly a polypropylene band |
| US5147272A (en) * | 1990-04-27 | 1992-09-15 | Kapak Corporation | Method of making a vented pouch |
| US5254073A (en) * | 1990-04-27 | 1993-10-19 | Kapak Corporation | Method of making a vented pouch |
| DE4124288A1 (de) * | 1991-06-24 | 1993-01-07 | Windmoeller & Hoelscher | Verfahren zum herstellen von beutelblocks |
| GB9201096D0 (en) * | 1992-01-20 | 1992-03-11 | Unilever Plc | Tube-forming apparatus |
| DE4244843C2 (de) * | 1992-12-02 | 1999-07-15 | Sisi Werke Gmbh | Standbeutel mit verbesserter Einstichöffnung |
| US5465549A (en) * | 1993-09-30 | 1995-11-14 | Lummus Investment Corporation | Apparatus for applying twist ties |
| US5536356A (en) * | 1994-04-12 | 1996-07-16 | Clean Room Products, Inc. | Apparatus and method for fabricating breather bags |
-
1994
- 1994-12-22 DE DE4446104A patent/DE4446104C2/de not_active Expired - Fee Related
-
1995
- 1995-12-08 ES ES95119393T patent/ES2131749T3/es not_active Expired - Lifetime
- 1995-12-08 DK DK95119393T patent/DK0718096T3/da active
- 1995-12-08 EP EP95119393A patent/EP0718096B1/fr not_active Expired - Lifetime
- 1995-12-08 SI SI9530238T patent/SI0718096T1/xx unknown
- 1995-12-08 AT AT95119393T patent/ATE177681T1/de active
- 1995-12-08 DE DE59505374T patent/DE59505374D1/de not_active Expired - Lifetime
- 1995-12-18 US US08/574,264 patent/US5868658A/en not_active Expired - Lifetime
- 1995-12-21 CN CN95113132A patent/CN1076278C/zh not_active Expired - Lifetime
- 1995-12-21 ZA ZA9510906A patent/ZA9510906B/xx unknown
- 1995-12-21 BR BR9505994A patent/BR9505994A/pt not_active IP Right Cessation
- 1995-12-22 JP JP7335442A patent/JP2971797B2/ja not_active Expired - Lifetime
- 1995-12-22 AR AR33478395A patent/AR000531A1/es unknown
-
1996
- 1996-01-30 SA SA96160562A patent/SA96160562B1/ar unknown
-
1999
- 1999-05-13 GR GR990401300T patent/GR3030214T3/el unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CZ299289B6 (cs) * | 1998-06-03 | 2008-06-04 | Indag Gmbh & Co. Betriebs-Kg | Zpusob výroby fóliových sácku a zarízení k provádení zpusobu |
Also Published As
| Publication number | Publication date |
|---|---|
| DK0718096T3 (da) | 1999-10-11 |
| SA96160562B1 (ar) | 2004-08-31 |
| DE4446104A1 (de) | 1996-07-04 |
| CN1134352A (zh) | 1996-10-30 |
| CN1076278C (zh) | 2001-12-19 |
| ZA9510906B (en) | 1996-06-24 |
| EP0718096A3 (fr) | 1996-12-11 |
| US5868658A (en) | 1999-02-09 |
| SI0718096T1 (en) | 1999-06-30 |
| ES2131749T3 (es) | 1999-08-01 |
| AR000531A1 (es) | 1997-07-10 |
| DE59505374D1 (de) | 1999-04-22 |
| GR3030214T3 (en) | 1999-08-31 |
| ATE177681T1 (de) | 1999-04-15 |
| JP2971797B2 (ja) | 1999-11-08 |
| JPH09117975A (ja) | 1997-05-06 |
| BR9505994A (pt) | 1997-12-23 |
| EP0718096B1 (fr) | 1999-03-17 |
| DE4446104C2 (de) | 1997-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0718096B1 (fr) | Méthode et appareil de fabrication d'un récipient pour boissons | |
| EP0103244B1 (fr) | Procédé et dispositif pour fabriquer un avant-produit tubulaire pour sacs pouvant fermer | |
| DE69819684T2 (de) | Leicht zu öffnender beutel und vorrichtung zur herstellung desselben | |
| DE19824797B4 (de) | Beutelherstellungsvorrichtung und Verfahren zum Herstellen von Folienbeutel | |
| DE3138221A1 (de) | Verfahren zur herstellung thermoplastischer beutel | |
| DE3408722A1 (de) | Abreissbeutel aus thermoplastischer kunststoffolie | |
| EP2532513A2 (fr) | Sachet pour tabac ainsi que procédé et dispositif de fabrication | |
| DE3226879C2 (fr) | ||
| EP3515827B1 (fr) | Dispositif et procédé pour l'obtention de lots de produits pourvus de poignées de transport | |
| EP2209613B1 (fr) | Dispositif et procédé de fabrication d'un sac en papier | |
| DE3821905C1 (fr) | ||
| DE69502121T2 (de) | Vorrichtung und Verfahren zum Verpacken von Produkten in hermetischen, wiederverschliessbaren Verpackungen | |
| DE60304789T2 (de) | Verfahren und Vorrichtung zum Herstellen von Beutelpackungen | |
| DE2536266C3 (de) | Verfahren zum Herstellen mehrschichtiger Materialbahnen | |
| DE3427168A1 (de) | Vorrichtung zur herstellung sowie befuellung von beuteln | |
| EP0974526B1 (fr) | Blocs de sachets en film de matière thermoplastique et procédé pour leur fabrication | |
| DE9217023U1 (de) | Verpackungsbeutel aus Papier oder Kunststoff | |
| EP0967155B1 (fr) | Sachet conique, notamment pour des plantes, réalisé à partir de feuille thermoplastique et procédé et dispositif pour sa fabrication | |
| DE3624311C2 (de) | Verfahren zum Herstellen von Beuteln, Säcken oder dergleichen Gegenstände aus einer thermoplastischen Kunststoffolienbahn | |
| DE68907475T2 (de) | Anlage zur kontinuierlichen Verfertigung von Beuteln aus Polypropylen, Polyethen, PVC oder ähnlichen plastischen Materialien. | |
| DE19501370C2 (de) | Vorrichtung zur Herstellung von Beuteln mit einer Kontur | |
| EP3663080B1 (fr) | Procédé et dispositif de fabrication de sachets en feuille | |
| DE19822269A1 (de) | Beutel aus thermoplastischer Kunststoffolie sowie Verfahren und Vorrichtung zum Herstellen eines solchen Beutels | |
| DE3242510A1 (de) | Abreissbeutel aus kunststoffolie | |
| DE2908117A1 (de) | Flexibler beutelbehaelter, verfahren zu seiner herstellung und anlage zur durchfuehrung des verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: LT PAYMENT 951208;LV PAYMENT 951208;SI PAYMENT 951208 |
|
| RAX | Requested extension states of the european patent have changed |
Free format text: LT PAYMENT 951208;LV PAYMENT 951208;SI PAYMENT 951208 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: LT PAYMENT 951208;LV PAYMENT 951208;SI PAYMENT 951208 |
|
| 17P | Request for examination filed |
Effective date: 19970121 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 19980210 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: LT PAYMENT 951208;LV PAYMENT 951208;SI PAYMENT 951208 |
|
| REF | Corresponds to: |
Ref document number: 177681 Country of ref document: AT Date of ref document: 19990415 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19990319 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 59505374 Country of ref document: DE Date of ref document: 19990422 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENTANWAELTE |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2131749 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 19990616 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: IF |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: DEUTSCHE SISI-WERKE GMBH & CO. BETRIEBS KG Free format text: DEUTSCHE SISI-WERKE GMBH & CO. BETRIEBS KG#RUDOLF-WILD-STRASSE 4-6#69214 EPPELHEIM/HEIDELBERG (DE) -TRANSFER TO- DEUTSCHE SISI-WERKE GMBH & CO. BETRIEBS KG#RUDOLF-WILD-STRASSE 4-6#69214 EPPELHEIM/HEIDELBERG (DE) |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59505374 Country of ref document: DE Representative=s name: GRUENECKER, KINKELDEY, STOCKMAIR & SCHWANHAEUS, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59505374 Country of ref document: DE Representative=s name: GRUENECKER PATENT- UND RECHTSANWAELTE PARTG MB, DE Effective date: 20120104 Ref country code: DE Ref legal event code: R082 Ref document number: 59505374 Country of ref document: DE Representative=s name: GRUENECKER, KINKELDEY, STOCKMAIR & SCHWANHAEUS, DE Effective date: 20120104 Ref country code: DE Ref legal event code: R081 Ref document number: 59505374 Country of ref document: DE Owner name: DEUTSCHE SISI-WERKE BETRIEBS GMBH, DE Free format text: FORMER OWNER: DEUTSCHE SISI-WERKE GMBH & CO. BETRIEBS KG, 69214 EPPELHEIM, DE Effective date: 20120104 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: DEUTSCHE SISI-WERKE BETRIEBS GMBH Free format text: DEUTSCHE SISI-WERKE GMBH & CO. BETRIEBS KG#RUDOLF-WILD-STRASSE 4-6#69214 EPPELHEIM/HEIDELBERG (DE) -TRANSFER TO- DEUTSCHE SISI-WERKE BETRIEBS GMBH#RUDOLF-WILD-STR. 107-115#69214 EPPELHEIM (DE) |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CJ Effective date: 20120228 Ref country code: FR Ref legal event code: CD Owner name: DEUTSCHE SISI-WERKE GMBH Effective date: 20120228 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: SD Effective date: 20120723 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: DEUTSCHE SISI-WERKE BETRIEBS GMBH Effective date: 20120806 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 177681 Country of ref document: AT Kind code of ref document: T Owner name: DEUTSCHE SISI-WERKE BETRIEBS GMBH, DE Effective date: 20121005 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20141218 Year of fee payment: 20 Ref country code: GB Payment date: 20141218 Year of fee payment: 20 Ref country code: GR Payment date: 20141224 Year of fee payment: 20 Ref country code: CH Payment date: 20141218 Year of fee payment: 20 Ref country code: LU Payment date: 20141218 Year of fee payment: 20 Ref country code: SE Payment date: 20141218 Year of fee payment: 20 Ref country code: MC Payment date: 20141223 Year of fee payment: 20 Ref country code: DK Payment date: 20141218 Year of fee payment: 20 Ref country code: ES Payment date: 20141203 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20141222 Year of fee payment: 20 Ref country code: NL Payment date: 20141218 Year of fee payment: 20 Ref country code: FR Payment date: 20141218 Year of fee payment: 20 Ref country code: PT Payment date: 20141125 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20141218 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20141223 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20141218 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59505374 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MK Effective date: 20151207 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EUP Effective date: 20151208 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: MAXIMUM VALIDITY LIMIT REACHED Effective date: 20151208 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20151207 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK07 Ref document number: 177681 Country of ref document: AT Kind code of ref document: T Effective date: 20151208 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MK9A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20151207 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20151216 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20160329 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20151209 Ref country code: IE Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20151208 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: MA Ref document number: 990401300 Country of ref document: GR Effective date: 20151209 |