EP0725009A1 - Verfahren zum Herstellen einer metallischen Verpackung mit allgemeiner prismatischer Form und mit diesem Verfahren hergestellte Verpackung - Google Patents
Verfahren zum Herstellen einer metallischen Verpackung mit allgemeiner prismatischer Form und mit diesem Verfahren hergestellte Verpackung Download PDFInfo
- Publication number
- EP0725009A1 EP0725009A1 EP96400221A EP96400221A EP0725009A1 EP 0725009 A1 EP0725009 A1 EP 0725009A1 EP 96400221 A EP96400221 A EP 96400221A EP 96400221 A EP96400221 A EP 96400221A EP 0725009 A1 EP0725009 A1 EP 0725009A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- beads
- package
- packaging
- metallic
- crimped
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 9
- 239000002184 metal Substances 0.000 claims abstract description 30
- 238000004806 packaging method and process Methods 0.000 claims abstract description 19
- 239000011324 bead Substances 0.000 claims description 27
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 238000007493 shaping process Methods 0.000 abstract 1
- 208000031968 Cadaver Diseases 0.000 description 15
- 230000006735 deficit Effects 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 230000007547 defect Effects 0.000 description 3
- 238000002788 crimping Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 241000219504 Caryophyllales Species 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D7/00—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal
- B65D7/02—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal characterised by shape
- B65D7/06—Containers having bodies formed by interconnecting or uniting two or more rigid, or substantially rigid, components made wholly or mainly of metal characterised by shape of polygonal cross-section, e.g. tins, boxes
Definitions
- the present invention relates on the one hand to a method of manufacturing a metallic package of generally prismatic shape and on the other hand to a metallic package obtained by this method.
- the rounded parts of the fallen edge thus formed have a metal deficit compared to the straight parts of the fallen edge.
- a dropped edge formed on a neck formed on the end of a tubular body of substantially polygonal cross section has a very irregular contour unsuitable for crimping a face attached to the fallen edge.
- the object of the invention is to remedy the defects which arise during the formation of an edge which has fallen onto a constriction formed on a tubular body of substantially polygonal cross section.
- a subject of the invention is also a metallic packaging of generally prismatic shape, of the type comprising a tubular metallic body of substantially polygonal cross section delimiting lateral faces of the packaging connected together by rounded corners, and a face forming a top or bottom of the packaging crimped onto one end of the body, characterized in that the surface forming the top or bottom is crimped onto a neck formed at the corresponding end of the body.
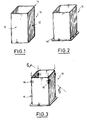
- a tubular metallic body 10 as first shown in FIG. 1 is manufactured.
- the body 10 has a substantially rectangular cross section and is intended to delimit lateral faces 12 of the metal packaging.
- the lateral faces 12 are interconnected by rounded corners 14.
- the tubular body 10 is manufactured in a manner known per se from a sheet of metal sheet, which is rolled, then welded so as to form a ferrule and finally expanded so as to obtain a substantially rectangular cross section.
- the lower end of the body 10 is closed by forming a lower fallen edge 16 on this lower end, then by crimping on this edge 16 an attached metal face (not shown in the figures) forming the bottom of the packaging. .
- the bottom is crimped on the lower dropped edge either immediately after this fallen edge is formed or later.
- FIGS. 3 to 5 there is formed, near the upper end of the body 10 and on each of the corners 14 of this body, a bead 18 projecting radially outward from the body, with respect to the longitudinal direction of this body.
- the beads 18 may extend radially inward of the body.
- the beads 18 are all substantially the same distance from the upper end of the body and have the diametrical planes of the body 10 as their plane of symmetry.
- the beads 18 are formed using known means so as to extend parallel to a transverse plane of the body 10 substantially along the same angular sector as the corresponding rounded corners.
- a constriction 20 and an upper fallen edge 22 extending this constriction are formed on the upper end of the body 10, using known means, as shown in FIG. 6.
- the neck 20 is connected to the rest of the body 10 by an inclined connecting part 20L.
- This part 20L is spaced axially from the beads 18 by a distance D preferably between 0 and 3 mm.
- the distance D is non-zero, while in the variant shown in FIG. 7, the distance D is zero so that the inclined connecting part 20L directly extends the beads 18.
- the axial depressions E create metal deficits making it possible to subsequently compensate for the excess of metal appearing at the rounded corners of the body 10 when the constriction 20 is formed before forming the upper fallen edge 22.
- the dimension of the beads can be easily determined according to the excess metal to be compensated during the formation of the necking followed by the upper fallen edge.
- the contour of the fallen edge 22 thus obtained is regular, that is to say that its dimension in a radial direction relative to the body 10 is substantially identical both in the rounded parts and in the straight parts of the fallen edge.
- the contour of the upper dropped edge 22 is regular, the top to be crimped can be easily positioned on the fallen edge and the setting obtained thereafter is of very good quality.
- the metal packages obtained according to the method of the invention described above are easily stackable on top of each other. Indeed, the lower end of a package is nestable on the narrowed upper end of another similar package.
- the invention is not limited to the exemplary embodiments described above.
- tubular body can have any substantially polygonal cross section, other than rectangular.
- constriction can be formed either on the upper or lower end of the packaging.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
- Packages (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9501292A FR2730213B1 (fr) | 1995-02-03 | 1995-02-03 | Procede de fabrication d'un emballage metallique de forme generale prismatique et emballage obtenu par ce procede |
| FR9501292 | 1995-02-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0725009A1 true EP0725009A1 (de) | 1996-08-07 |
| EP0725009B1 EP0725009B1 (de) | 1999-05-06 |
Family
ID=9475828
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96400221A Expired - Lifetime EP0725009B1 (de) | 1995-02-03 | 1996-01-31 | Verfahren zum Herstellen einer metallischen Verpackung mit allgemeiner prismatischer Form und mit diesem Verfahren hergestellte Verpackung |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5813565A (de) |
| EP (1) | EP0725009B1 (de) |
| DE (1) | DE69602287T2 (de) |
| ES (1) | ES2132848T3 (de) |
| FR (1) | FR2730213B1 (de) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6293692B1 (en) * | 1999-11-05 | 2001-09-25 | M. William Bowsher | Multipurpose container structure |
| EP1453621B1 (de) * | 2001-10-17 | 2007-10-10 | Corus Staal BV | Verfahren zum herstellen eines behälters für ein unter druck stehendes fluid, und solcher behälter |
| US20090206096A1 (en) * | 2005-05-17 | 2009-08-20 | Toyo Seikan Kaisha, Ltd. | Three-piece square can and method of manufacturing the same |
| USD572976S1 (en) * | 2007-03-27 | 2008-07-15 | Mansfield Bryan D | Drinking vessel |
| BRPI0804305A2 (pt) * | 2008-10-09 | 2010-07-13 | Brasilata Embalagens Metalicas | recipiente em folha metálica |
| USD663163S1 (en) * | 2011-09-09 | 2012-07-10 | Cool Products & Hot Ideas, Inc. | Shot glass |
| WO2025151432A1 (en) * | 2024-01-08 | 2025-07-17 | Novelis Inc. | Battery enclosure and associated means of manufacture |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2114137A (en) * | 1934-10-16 | 1938-04-12 | Wheeling Steel Corp | Container and manufacture thereof |
| US3953994A (en) * | 1969-12-11 | 1976-05-04 | Dale E. Summer | Can bodies and method and apparatus for manufacture thereof |
| AT393240B (de) * | 1990-01-08 | 1991-09-10 | Vogel & Noot Ag | Verfahren und vorrichtung zum nachbehandeln vorzugsweise runder, duennwandiger metallruempfe von zwei- oder dreiteiligen dosen |
| EP0448436A1 (de) * | 1990-03-14 | 1991-09-25 | Ferembal | Verfahren zum Herstellen hohler Gegenstände und metallischer pyramidenstumpförmiger Behältern und hohle Gegenstände und metallische Behältern pyramidstumpförmiger Form |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1316237A (en) * | 1919-09-16 | American Can Co | Construction of cans. | |
| US1645971A (en) * | 1922-08-25 | 1927-10-18 | Clarence H Riegel | Method of making sheet-metal barrels |
| US2071602A (en) * | 1934-09-12 | 1937-02-23 | Rheem Mfg Co | Noncorrosive lined container |
| US2153365A (en) * | 1934-12-18 | 1939-04-04 | Wheeling Steel Corp | Manufacture of containers |
| US2596043A (en) * | 1946-12-26 | 1952-05-06 | Hamilton Metal Products Compan | Metal box |
| US3157308A (en) * | 1961-09-05 | 1964-11-17 | Clark Mfg Co J L | Canister type container and method of making the same |
| US4113095A (en) * | 1976-11-26 | 1978-09-12 | Van Dorn Company | Tray-type processed food containers |
-
1995
- 1995-02-03 FR FR9501292A patent/FR2730213B1/fr not_active Expired - Fee Related
-
1996
- 1996-01-31 DE DE69602287T patent/DE69602287T2/de not_active Expired - Fee Related
- 1996-01-31 ES ES96400221T patent/ES2132848T3/es not_active Expired - Lifetime
- 1996-01-31 EP EP96400221A patent/EP0725009B1/de not_active Expired - Lifetime
- 1996-02-05 US US08/596,659 patent/US5813565A/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2114137A (en) * | 1934-10-16 | 1938-04-12 | Wheeling Steel Corp | Container and manufacture thereof |
| US3953994A (en) * | 1969-12-11 | 1976-05-04 | Dale E. Summer | Can bodies and method and apparatus for manufacture thereof |
| AT393240B (de) * | 1990-01-08 | 1991-09-10 | Vogel & Noot Ag | Verfahren und vorrichtung zum nachbehandeln vorzugsweise runder, duennwandiger metallruempfe von zwei- oder dreiteiligen dosen |
| EP0448436A1 (de) * | 1990-03-14 | 1991-09-25 | Ferembal | Verfahren zum Herstellen hohler Gegenstände und metallischer pyramidenstumpförmiger Behältern und hohle Gegenstände und metallische Behältern pyramidstumpförmiger Form |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2132848T3 (es) | 1999-08-16 |
| DE69602287D1 (de) | 1999-06-10 |
| FR2730213A1 (fr) | 1996-08-09 |
| FR2730213B1 (fr) | 1997-04-30 |
| DE69602287T2 (de) | 1999-11-04 |
| EP0725009B1 (de) | 1999-05-06 |
| US5813565A (en) | 1998-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2749648A1 (fr) | Tube plat a entretoise mediane pour echangeur de chaleur | |
| EP1378402A1 (de) | Strukturbauteil für Kraftfahrzeug und sein Chassis | |
| FR2742531A1 (fr) | Plaque collectrice d'echangeur de chaleur, procede pour sa fabrication et echangeur de chaleur comprenant une telle plaque collectrice | |
| FR2570969A1 (fr) | Procede d'obturation avec sertissage et retreint d'une extremite d'une virole par un fond serti et mandrin de sertissage adapte a sa mise en oeuvre. | |
| FR2728816A1 (fr) | Procede pour former un element d'arbre et de fourchette monobloc a partir d'un flan de tubage ayant une section transversale generalement circulaire | |
| EP0725009B1 (de) | Verfahren zum Herstellen einer metallischen Verpackung mit allgemeiner prismatischer Form und mit diesem Verfahren hergestellte Verpackung | |
| EP0852974B1 (de) | Verfahren zum Herstellen von einem metallischen Formbehälter und nach diesem Verfahren hergestellte Getränkedose | |
| EP1540229B1 (de) | Klemmring | |
| EP0737624B1 (de) | Verfahren zum Herstellen eines leicht zu öffnenden Deckels mit einer Kerbe in einem schrägen Bereich | |
| CA2276718A1 (fr) | Procede pour l'emmanchement en croix d'une piece cylindrique dans une piece tubulaire, outillage propre a sa mise en oeuvre, et ensemble de deux pieces correspondant | |
| EP1299251B1 (de) | Fahrzeugrad mit montage unter dem felgensitz | |
| FR2728667A1 (fr) | Echangeur de chaleur, tube pour echangeur de chaleur et procedes pour leur fabrication | |
| EP0622150B1 (de) | Verfahren zum Laserschweissen von tiefgezogene Werkstücke umlaufenden Blechflansche | |
| EP1167076A1 (de) | Radscheibe, leicht und mit viel Raum für Bremse | |
| FR2802255A1 (fr) | Procede de fabrication d'un arbre cannele et arbre obtenu par ledit procede | |
| EP0743123A1 (de) | Verfahren zum Schliessen der rohrförmigen Wandung einem Wärmetauscherflüssigkeitskasten | |
| FR2532622A1 (fr) | Caisse en carton pour le conditionnement de plusieurs bouteilles sur une meme rangee | |
| EP2138246B1 (de) | Rohr hergestellt aus einem planen Rohling und Verfahren zur Herstellung eines solchen Rohres | |
| EP1057736B1 (de) | Verbesserte Verpackung mit Handgriff und Verfahren zur Herstellung davon | |
| FR3046734A1 (fr) | Procede de mise a forme par double tombage de bords d’un embouti en une passe d’emboutissage | |
| EP0577503B1 (de) | Verfahren zum Herstellen einer Dose bestehend aus einem Metallischen Körper und Deckel und nach diesen Verfahren hergestellte Dose | |
| EP1192016A1 (de) | Verbindungsverfahren von minimal zwei metallischen bauteilen zur herstellung einer struktur | |
| EP0669177B1 (de) | Metalldose für stürzbaren Inhalt bestehend aus einer Zarge und einem nach Öffnung wiederverschliessbaren Deckel, und Herstellungsverfahren einer solchen Dose | |
| FR2697181A1 (fr) | Procédé de fabrication d'un corps de boîte pourvu d'une zone de moulurage de raidissement radial et emballage métallique obtenu par un tel procédé. | |
| EP1057737B1 (de) | Verbesserte Verpackung mit Handgriff und Verfahren zur Herstellung davon |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE ES FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19960709 |
|
| 17Q | First examination report despatched |
Effective date: 19970530 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE ES FR GB IT NL |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19990518 |
|
| REF | Corresponds to: |
Ref document number: 69602287 Country of ref document: DE Date of ref document: 19990610 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2132848 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20021217 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20021231 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030108 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20030124 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20030213 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20031215 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040202 |
|
| BERE | Be: lapsed |
Owner name: *SAFET EMBAMET Effective date: 20040131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040803 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20040131 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20040801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050131 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20040202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |