EP0778203A2 - Dispositif pour charger un nombre prédéterminé d'emballages égaux et remplis dans un récipient d'emballage, et procédé pour commander ce dispositif - Google Patents
Dispositif pour charger un nombre prédéterminé d'emballages égaux et remplis dans un récipient d'emballage, et procédé pour commander ce dispositif Download PDFInfo
- Publication number
- EP0778203A2 EP0778203A2 EP96118452A EP96118452A EP0778203A2 EP 0778203 A2 EP0778203 A2 EP 0778203A2 EP 96118452 A EP96118452 A EP 96118452A EP 96118452 A EP96118452 A EP 96118452A EP 0778203 A2 EP0778203 A2 EP 0778203A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- belt
- packaging
- compartment
- speed
- conveyor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004806 packaging method and process Methods 0.000 title claims description 107
- 238000000034 method Methods 0.000 title claims description 10
- 238000012546 transfer Methods 0.000 claims abstract description 36
- 238000012937 correction Methods 0.000 claims description 9
- 230000001154 acute effect Effects 0.000 claims description 6
- 230000001276 controlling effect Effects 0.000 claims description 4
- 230000001105 regulatory effect Effects 0.000 claims description 3
- 238000005259 measurement Methods 0.000 claims description 2
- 239000000945 filler Substances 0.000 abstract 1
- 238000010276 construction Methods 0.000 description 3
- 230000001360 synchronised effect Effects 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000002372 labelling Methods 0.000 description 2
- 238000004904 shortening Methods 0.000 description 2
- 230000007257 malfunction Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/44—Arranging and feeding articles in groups by endless belts or chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/06—Packaging groups of articles, the groups being treated as single articles
- B65B5/061—Filled bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/10—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles
- B65B5/106—Filling containers or receptacles progressively or in stages by introducing successive articles, or layers of articles by pushers
Definitions
- the invention relates to a device for loading a packaging receptacle with a predetermined number of filled, identical packagings, which are next to one another in the packaging receptacle, with a compartment belt guided in a closed circulation path via guide rollers, with compartments arranged in the transport direction for accommodating the individual packagings and one Feed conveyor which transfers the individual packages to the individual compartments in a transfer station, the conveyor belt being continuously driven and continuously guided through the transfer station, the packages in the compartments being removed in groups in a loading station in the form of a series of packages consisting of several packages.
- the packaging receptacles are, for example, open cartons in which a predetermined number of pouch packs are inserted.
- two servomotors are required to drive the conveyor belt, which moves continuously in accordance with the product flow in the infeed area where the packaging is transferred to the compartments, but at the same time in the loading station a non-continuous movement of the outfeed Specialist chain must perform the appropriate stop-and-go movement.
- the first of the servomotors works continuously in the infeed area, the second in two phases depending on the working principle.
- the second servo motor can be moved continuously in synchronization with the main motor in the first drive phase, as long as no packaging is pushed out of the conveyor belt.
- This servo motor works in the second phase at a standstill to create the rest time required to push the products out of the assembly line or vice versa.
- the period of time required for pushing out, ie the downtime is achieved by the measures described with a so-called memory structure. This is complex and also requires complex acceleration processes, with large masses having to be moved.
- the invention is based on the technical problem of shortening the cycle time for delivering the packaging row in a device of the construction described at the outset, avoiding stop-and-go operation in the loading station.
- the invention teaches that the packaging located in the compartments in the area of the loading station can be moved simultaneously with a movement component running orthogonally to the transport direction of the conveyor belt and in a movement component running parallel to the transport direction of the conveyor belt.
- the loading station has a conveyor for packaging receptacles, the conveyor being carried in parallel and synchronously with the movement component of the packaging running in the transport direction of the conveyor belt during the transfer and the packaging located in the compartments of the conveyor belt to the above Packaging recordings are handed over.
- the conveyor preferably has a perforated base in the packaging receptacles and fixes the packaging aerodynamically in the packaging receptacles.
- a second preferred embodiment of the device according to the invention provides that the loading station has a servo-driven slide which executes a lifting movement at an acute extension angle in the transport direction of the conveyor belt, the lifting speed of the slide being regulated in the extension direction so that its speed component in the transport direction is the current one Conveyor belt speed corresponds.
- the invention teaches that the slide has plungers arranged in the ejection angle, which can be moved back and forth on both sides of the conveyor belt, and that grippers are connected to the plunger, which are aligned parallel to the direction of transport of the conveyor belt and side surfaces in the open Compartments of the packaging lying on the packaging.
- the packaging receptacles to be filled are positioned at the reversal point of the slider on the ejection side, outside the running area of the conveyor belt, and the packaging rows are inserted directly into the provided packaging receptacles by means of the slider.
- a solution that is preferred in terms of system engineering provides that the reversing point of the slider on the ejection side, outside the running area of the conveyor belt a transfer device is arranged, which detects the row of packaging pushed out and held by the slide.
- the transfer device has a pair of pliers connected to a swivel device, which grasps the packaging row and, after a swiveling movement, inserts it into a provided packaging receptacle or delivers it to a device which forms larger groups of several identical packaging rows that can be used intermittently in packaging receptacles. It is possible to fall back on conventional transport devices for the transport of the packaging receptacles to and from them.
- the device according to the invention has considerable advantages. On the one hand, this is the shortening of the cycle time explained in the introduction.
- a main motor of the conveyor belt drives the conveyor belt continuously, as in the known embodiment.
- a second servo motor no longer describes a movement perpendicular to the compartment belt, but rather, according to the component movement described, an oblique movement with an operationally adjustable or fixedly specified extension angle.
- the resulting movement components can be adapted to the specific problem.
- the memory structure is omitted.
- the kinematics of the device as a whole is simplified. The moving mass and the tensile forces to be absorbed by the conveyor belt can be considerably reduced.
- a toothed belt with interchangeably fastened, fan-forming drivers can be used as a conveyor belt.
- the compartment size can be varied without having to change the assembly line as a whole in terms of assembly technology.
- the drivers can be fastened in a structurally simple manner in that the drivers have clamping jaws fastened to the edges of the toothed belt, into which spring plates are inserted.
- the invention also relates to a method for controlling a device of the construction described.
- the control process presupposes that the device has a specialist belt guided in a closed circulation path via guide rollers with compartments arranged in the direction of transport for receiving the individual packagings and a feed conveyor, that the specialist belt is continuously guided by a servo-motorized belt drive through a transfer station and there on the packaging conveyed to the feed conveyor and that the packaging located in the compartments is removed from the conveyor belt in groups in a loading station in the form of a packaging series consisting of several packaging.
- the feeding of the packaging and the movement of the conveyor belt have to be synchronized very precisely. Synchronization measures are necessary because the distances between the packagings are not even.
- Another way to ensure the necessary synchronization between the feed movement of the packaging and the transport movement of the conveyor belt is to measure the distances between the packages brought up on the feed conveyor and to adapt the conveyor belt speed to the delivery of the packages and to regulate so that this the filling compartment and the packaging to be placed in the compartment reach the transfer point at the same time. In trials that are not part of the prior art, however, such a regulation has proven to be unstable. If the distances between the packs brought up on the feed conveyor are shorter or longer in any sequence and have a predetermined target length, the drive of the conveyor belt can often no longer cope with the opposite speed corrections.
- the technical problem consists in specifying a method for controlling a device for loading a packaging receptacle with a predetermined number of filled, identical packages, which quickly and stably regulates faults in the feeding of the packages to the conveyor belt.
- malfunctions mean different distances between the packages brought up on the feed conveyor, changes in the feed speeds due to uneven running of the feed conveyor, gaps between the packages due to operational disturbances in previous filling and packaging stations and the like.
- the invention teaches that the transfer station has an infeed belt equipped with a servo-motor drive and a measuring device which measures the distance between the packs, the infeed belt taking over the packs brought in, passing them to a control point and feeding them to the compartments of the specialist belt at a transfer point that the current speed of this packaging and the current speed of the compartment to be filled are determined when the control point is passed, and that the speed corrections are made both on the infeed belt and on the compartment belt in such a way that the compartment belt is filled without gaps.
- the time required for the transport of the packaging to the transfer point and results from the instantaneous speeds the time required for the movement of the subject to be filled also to the transfer point.
- the time difference resulting from a comparison is a measure of the speed corrections to be made.
- speed corrections are made both on the infeed belt and on the conveyor belt so that their effects add up. If, for example, it is found that the packaging passing the control point is ahead of the assigned compartment of the compartment belt to be filled, the speed of the infeed belt is corrected and the compartment belt speed is corrected.
- the loading station has a servo-driven slide which executes a lifting movement at an acute extension angle in the transport direction.
- the invention teaches in a further embodiment that the position of the conveyor belt and the current conveyor belt speed are measured continuously and that the extension movement of the slide is started before the last compartment belonging to a row of packages to be pushed out has reached the engagement area of the slide , the slide being accelerated to an end stroke speed during the extension movement, the speed component of which in the transport direction Compartment belt corresponds to the current compartment belt speed, and the end stroke speed is reached when the packaging row to be pushed out is completely in the engagement area of the slide.
- the method according to the invention for controlling the described device is preferably operated with an automatic control, which is based on the following control architecture.
- the distance measured value for the distance between two incoming packagings, the position values of the specialist belt, the instantaneous speed of the specialist belt and the instantaneous speed of the packagings passing through the checkpoint - or input values derived from the instantaneous speeds for synchronization of the specialist belt and the incoming packaging - are fed to a higher-level master computer.
- the master computer feeds the servo drives of the infeed conveyor and the conveyor belt with data for the transport speeds to be set and with speed profiles for the speed corrections.
- the master computer also starts the extension movement of the slide, specifies the speed profile for synchronizing the slide movement and controls the fast return of the slide.
- the master computer can optionally additional devices, such as labeling and.
- Control which are arranged along the circulation path of the conveyor belt in front of the loading station.
- the device 1 shown in FIG. 1 is used to load a packaging receptacle 2 protruding in a loading station, for example an open carton a predetermined number of filled, identical packs 3. It may be a bag pack that must be next to one another after being transferred to the pack holder 2.
- the basic structure of the device includes a compartment belt 5 guided in a closed circulation path via guide rollers 4 with compartments 6 arranged in the transport direction for receiving the individual packages 3, a feed conveyor 7 which transfers the individual packages 3 to the individual compartments 6 in a transfer station 8, and a conveyor 9 for the packaging receptacles 2, which introduces the empty packaging receptacles 2 into a loading station 10 and discharges the filled packaging receptacles 2.
- the arrangement is such that the compartment belt 5 is continuously driven and continuously guided through the transfer station 8, the packages 3 located in the compartments 6 being transferable to the above-mentioned packaging receptacle 2 in the loading station 10.
- the arrows show that the packaging 3 located in the compartments 6 in the area of the loading station 10 for the purpose of transfer into a packaging receptacle 2 simultaneously with a movement component 11 running orthogonally to the transport direction of the compartment belt 5 and with a movement component 12 running in the direction of transport of the compartment belt 5 are movable.
- the drawn arrow 13 made it clear that the conveyor 9 for the packaging 2 is carried in parallel and synchronously with the movement component 12 of the packaging 3 running in the transport direction of the compartment belt 5 during the transfer. This can easily be achieved in a structural relationship.
- the conveyor 9 has a perforated bottom in the packaging receptacles 2.
- the perforations were not drawn.
- the perforated bottom allows the packaging 3 to be held in the packaging receptacles 2 aerodynamically, either by negative pressure or by flow effects.
- the loading station 10 has a servo-driven slide 14 which executes a lifting movement at an acute extension angle ⁇ in the transport direction of the compartment belt 5.
- the stroke speed V H of the slide 14 in the direction of extension is regulated so that its speed component 12 in the direction of transport corresponds to the current belt speed V B.
- the slide 14 has plungers 15 which are arranged in the extension angle and can be moved forwards and backwards on both sides of the compartment belt 5.
- Grippers 16 are connected to the plunger 15, which are aligned parallel to the transport direction of the compartment belt and capture side surfaces of the packaging 3 lying in the open compartments of the compartment belt 5.
- the packaging forming a packaging row 1 is inserted directly into a packaging receptacle 2, which is at the reversal point of the slide 14 on the ejection side has been positioned.
- a transfer device 17 is interposed. It is arranged on the extension-side reversal point of the slide 14 located outside the running area of the conveyor belt 5 and detects the row of packaging 1 pushed out and held by the grippers 16.
- the transfer device 17 in the exemplary embodiment has pliers 19 connected to a pivoting device 18 which detects the packaging row 1 and, after a swiveling movement, inserts it into a provided packaging receptacle 2 or delivers it to a further device 20 which forms larger groups 21, which can be used intermittently in a packaging receptacle, from several identical packaging rows 1 (FIG. 3).
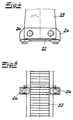
- the shed 5 consists of a toothed belt 22 and interchangeably fastened, fan-forming drivers 23.
- the drivers 23 have clamping jaws 24 fastened to the edges of the toothed belt 22, into which spring plates are inserted.
- the conveyor belt drive is equipped with an S1 servo motor.
- the transfer station 8 also has an infeed belt 25 equipped with a servo motor drive S2 and a measuring device 26 which measures the distance a between the packages 3.
- the measuring device 26 is the feed conveyor 7 assigned, which is driven at a constant speed V F.
- the infeed belt 25 takes over the packs 3 that are brought up, leads them past a control point 27 and finally leads them to the compartments 6 of the compartment belt 5 at a transfer point 28.
- the instantaneous speed V 3 of the relevant packaging 3 'and also the instantaneous speed V B of the shed are determined.
- the position of the belt 5 and the current belt speed V B are continuously measured, for example, by a high-resolution resolver.
- the pushing-out movement of the slide 14 is started before the last compartment 6 ′′ belonging to a packaging row 1 to be pushed out has reached the engagement area of the slide 14.
- the servo drive S3 can be started, for example, if the compartment belt 5 still has a distance to cover, which is approximately the length of one half subject 6 corresponds.
- the slide 14 is accelerated to an end stroke speed V H during the extension movement, the speed component 12 of which corresponds to the current belt speed V B in the transport direction of the belt 5.
- the acceleration is carried out in such a way that the final stroke speed V H is reached when the packaging row 1 to be pushed out is completely in the engagement area of the slide 14.
- the master computer 29 feeds the servo drives S2 of the infeed belt and the compartment belt S1 with data for the transport speeds V 3 , V B to be set and with speed profiles for the speed corrections.
- the master computer 29 also starts the extension movement of the slide 14, specifies the speed profile for synchronizing the slide movement and controls the fast return of the slide 14.
- the master computer also controls any additional devices that run along the circulation path of the conveyor belt are arranged in front of the loading station. A labeling device, for example, can be considered as an additional device.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Container Filling Or Packaging Operations (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Basic Packing Technique (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/761,158 US5768856A (en) | 1995-12-07 | 1996-12-06 | Loading a plurality of packages into a box |
| CA002192375A CA2192375A1 (fr) | 1995-12-07 | 1996-12-06 | Mise en boite de paquets multiples |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE29519365U | 1995-12-07 | ||
| DE29519365U DE29519365U1 (de) | 1995-12-07 | 1995-12-07 | Vorrichtung zum Beschicken einer in einer Beschickstation vorstehenden Verpackungsaufnahme mit einer vorgegebenen Anzahl von gefüllten, gleichen Verpackungen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0778203A2 true EP0778203A2 (fr) | 1997-06-11 |
| EP0778203A3 EP0778203A3 (fr) | 1997-08-06 |
| EP0778203B1 EP0778203B1 (fr) | 2003-01-29 |
Family
ID=8016369
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP96118452A Expired - Lifetime EP0778203B1 (fr) | 1995-12-07 | 1996-11-18 | Dispositif pour charger un nombre prédéterminé d'emballages égaux et remplis dans un récipient d'emballage, et procédé pour commander ce dispositif |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0778203B1 (fr) |
| AT (1) | ATE231806T1 (fr) |
| DE (2) | DE29519365U1 (fr) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0941950A1 (fr) * | 1998-03-12 | 1999-09-15 | CAVANNA S.p.A. | Procédé de commande du fonctionnement d'une machine pour le traitement d'articles, par exemple pour l'emballage de produits alimentaires, et machine à cet effet |
| DE19851801A1 (de) * | 1998-11-11 | 2000-05-18 | Odeko Verpackungsmat Gmbh | Vorrichtung zum Beschicken von Verpackungsaufnahmen |
| WO2007107845A1 (fr) * | 2006-03-22 | 2007-09-27 | Ica Spa | Procede technologique pour empiler un nombre d'objets predefini |
| DE102007021146A1 (de) * | 2007-05-03 | 2008-11-06 | Focke & Co.(Gmbh & Co. Kg) | Vorrichtung und Verfahren zum Handhaben von flachen Gegenständen, insbesondere Windeln |
| WO2011143313A3 (fr) * | 2010-05-11 | 2012-02-23 | The Procter & Gamble Company | Appareil de préparation d'emballages à faible nombre d'articles absorbants |
| WO2011143319A3 (fr) * | 2010-05-11 | 2012-02-23 | The Procter & Gamble Company | Procédé d'emballage de paquets d'articles absorbants à faible contenu |
| ITBO20120054A1 (it) * | 2012-02-06 | 2013-08-07 | Tecnomeccanica Srl | Dispositivo di compattazione e di trasferimento di gruppi di buste filtro di contenimento di sostanze da infusione. |
| EP3266721A1 (fr) * | 2016-07-04 | 2018-01-10 | MULTIVAC Marking & Inspection GmbH & Co. KG | Étiqueteuse et procédé de fabrication d'emballages groupés |
| CN108100737A (zh) * | 2018-01-31 | 2018-06-01 | 上海德辉物流有限公司 | 一种全自动面膜生产线 |
| DE202019102602U1 (de) | 2019-05-09 | 2019-07-03 | emkon Systemtechnik, Projektmanagement GmbH | Vorrichtung zum Gruppieren von Verpackungen, die insbesondere mit Keks gefüllt sind |
| EP4090595B1 (fr) * | 2020-01-15 | 2024-12-18 | Philip Morris Products S.A. | Procédé de formation de paires de paquets |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29519365U1 (de) * | 1995-12-07 | 1996-02-15 | Ostma Maschinenbau GmbH, 53909 Zülpich | Vorrichtung zum Beschicken einer in einer Beschickstation vorstehenden Verpackungsaufnahme mit einer vorgegebenen Anzahl von gefüllten, gleichen Verpackungen |
| DE10150496A1 (de) * | 2001-10-16 | 2003-04-24 | Winkler & Duennebier Ag | Verfahren und Vorrichtung zum definierten Ablegen von Produkten aus einer Fächerkette |
| DE102017116743A1 (de) | 2017-07-25 | 2019-01-31 | Multivac Marking & Inspection Gmbh & Co. Kg | Etikettiervorrichtung für Beutel |
| CN113816003B (zh) * | 2021-10-10 | 2023-06-06 | 西安邮电大学 | 一种机电设备智能辅助安装装置 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0551613A1 (fr) | 1992-01-17 | 1993-07-21 | OSTMA Maschinenbau GmbH | Machine pour remplir un récipient d'emballage, par exemple un carton ouvert |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2128956A (en) * | 1982-10-19 | 1984-05-10 | Metal Box Plc | Packaging machines |
| DE3926261C1 (fr) * | 1989-08-09 | 1990-05-10 | Ostma Maschinenbau Gmbh, 5352 Zuelpich, De | |
| DE29519365U1 (de) * | 1995-12-07 | 1996-02-15 | Ostma Maschinenbau GmbH, 53909 Zülpich | Vorrichtung zum Beschicken einer in einer Beschickstation vorstehenden Verpackungsaufnahme mit einer vorgegebenen Anzahl von gefüllten, gleichen Verpackungen |
-
1995
- 1995-12-07 DE DE29519365U patent/DE29519365U1/de not_active Expired - Lifetime
-
1996
- 1996-11-18 DE DE59610092T patent/DE59610092D1/de not_active Expired - Fee Related
- 1996-11-18 AT AT96118452T patent/ATE231806T1/de not_active IP Right Cessation
- 1996-11-18 EP EP96118452A patent/EP0778203B1/fr not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0551613A1 (fr) | 1992-01-17 | 1993-07-21 | OSTMA Maschinenbau GmbH | Machine pour remplir un récipient d'emballage, par exemple un carton ouvert |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6237741B1 (en) | 1998-03-12 | 2001-05-29 | Cavanna S.P.A. | Process for controlling the operation of machines for processing articles, for example for packaging food products, and the machine thereof |
| EP0941950A1 (fr) * | 1998-03-12 | 1999-09-15 | CAVANNA S.p.A. | Procédé de commande du fonctionnement d'une machine pour le traitement d'articles, par exemple pour l'emballage de produits alimentaires, et machine à cet effet |
| DE19851801A1 (de) * | 1998-11-11 | 2000-05-18 | Odeko Verpackungsmat Gmbh | Vorrichtung zum Beschicken von Verpackungsaufnahmen |
| EP1000862A3 (fr) * | 1998-11-11 | 2001-08-29 | Nor-Reg As | Dispositif pour charger des emballages |
| US6408601B1 (en) | 1998-11-11 | 2002-06-25 | Nor-Reg As | Apparatus for filling packaging containers |
| WO2007107845A1 (fr) * | 2006-03-22 | 2007-09-27 | Ica Spa | Procede technologique pour empiler un nombre d'objets predefini |
| DE102007021146A1 (de) * | 2007-05-03 | 2008-11-06 | Focke & Co.(Gmbh & Co. Kg) | Vorrichtung und Verfahren zum Handhaben von flachen Gegenständen, insbesondere Windeln |
| US8583279B2 (en) | 2007-05-03 | 2013-11-12 | Focke & Co. (Gmbh & Co. Kg) | Device and method for handling flat objects, in particular nappies |
| US8713900B2 (en) | 2010-05-11 | 2014-05-06 | The Procter & Gamble Company | Apparatus for packaging low count packages of absorbent articles |
| WO2011143313A3 (fr) * | 2010-05-11 | 2012-02-23 | The Procter & Gamble Company | Appareil de préparation d'emballages à faible nombre d'articles absorbants |
| WO2011143319A3 (fr) * | 2010-05-11 | 2012-02-23 | The Procter & Gamble Company | Procédé d'emballage de paquets d'articles absorbants à faible contenu |
| US8713901B2 (en) | 2010-05-11 | 2014-05-06 | The Procter & Gamble Company | Method for packaging low count packages of absorbent articles |
| WO2013117310A1 (fr) * | 2012-02-06 | 2013-08-15 | Tecnomeccanica S.R.L. | Dispositif de compactage et de transfert de groupes de sacs filtrants contenant des substances d'infusion |
| ITBO20120054A1 (it) * | 2012-02-06 | 2013-08-07 | Tecnomeccanica Srl | Dispositivo di compattazione e di trasferimento di gruppi di buste filtro di contenimento di sostanze da infusione. |
| EP3266721A1 (fr) * | 2016-07-04 | 2018-01-10 | MULTIVAC Marking & Inspection GmbH & Co. KG | Étiqueteuse et procédé de fabrication d'emballages groupés |
| CN107572027A (zh) * | 2016-07-04 | 2018-01-12 | 玛蒂威克标记及检验有限公司 | 贴标机和生产合装包的方法 |
| CN108100737A (zh) * | 2018-01-31 | 2018-06-01 | 上海德辉物流有限公司 | 一种全自动面膜生产线 |
| CN108100737B (zh) * | 2018-01-31 | 2024-04-12 | 上海德辉物流有限公司 | 一种全自动面膜生产线 |
| DE202019102602U1 (de) | 2019-05-09 | 2019-07-03 | emkon Systemtechnik, Projektmanagement GmbH | Vorrichtung zum Gruppieren von Verpackungen, die insbesondere mit Keks gefüllt sind |
| EP4090595B1 (fr) * | 2020-01-15 | 2024-12-18 | Philip Morris Products S.A. | Procédé de formation de paires de paquets |
| US12583642B2 (en) | 2020-01-15 | 2026-03-24 | Philip Morris Products S.A. | Method for forming pairs of packs |
Also Published As
| Publication number | Publication date |
|---|---|
| DE59610092D1 (de) | 2003-03-06 |
| EP0778203A3 (fr) | 1997-08-06 |
| DE29519365U1 (de) | 1996-02-15 |
| EP0778203B1 (fr) | 2003-01-29 |
| ATE231806T1 (de) | 2003-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0311830B1 (fr) | Procédé et dispositif pour l'emballage de groupes de paquets solitaires | |
| EP0778203B1 (fr) | Dispositif pour charger un nombre prédéterminé d'emballages égaux et remplis dans un récipient d'emballage, et procédé pour commander ce dispositif | |
| EP1522508B2 (fr) | Dispositif de séparation, de synchronisation et d'accumulation | |
| DE68928111T2 (de) | Vorrichtung zum Aufbringen von Verpackungshülsen | |
| DE1561993A1 (de) | Vorrichtung zur Stapelung und Verpackung von stabfoermigen Werkstuecken | |
| DE69701563T2 (de) | Verfahren und vorrichtung zum übernehmen und stapeln von gegenständen in mehreren reihen und zum fördern der so erhältlichen stapel von gegenständen zu einer verpackungslinie | |
| EP3414194B1 (fr) | Procédé et dispositif de regroupement d'ébauches de produits | |
| DE3744458A1 (de) | Verfahren und vorrichtung zum herstellen und zum verpacken von blisterpackungen | |
| WO2009103559A1 (fr) | Dispositif pour introduire des produits dans des contenants d'emballage | |
| EP1389166A2 (fr) | Dispositif pour inserer un produit a emballer dans un materiau d'emballage | |
| DE2438780B2 (de) | Vorrichtung zum Ausrichten und Überführen in gleiche Abstände von in unregelmäßigen Reihen aus einer Herstellungsmaschine kommenden Gegenständen | |
| DE2150954C3 (de) | Vorrichtung an einer Verpackungsmaschine zur gleichförmigen taktgerechten Belieferung eines schnellaufenden Abführförderers | |
| DE2533780B2 (de) | Vorrichtung zum Füllen von Einsätzen für Verkaufsschachteln mit Gegenständen, insbesondere Pralinen | |
| DE1025783B (de) | Verfahren und Vorrichtung zum Zubringen bzw. Foerdern von Einzelpackgutstuecken | |
| EP1238910A1 (fr) | Procédé et dispositif pour emballer des objets allongés | |
| EP0167580B1 (fr) | Installation d'alimentation de marchandises dans une machine d'emballage | |
| EP4526215A1 (fr) | Procédé et dispositif de manutention de sachets pour produits (d?hygiène) | |
| DE2643600C2 (de) | Vorrichtung zur vollautomatischen Herstellung von Sammelpackungen, sogenannten Stangenpackungen, aus einzeln verpackten Süßwarenteilen | |
| EP2354010B1 (fr) | Procédé et dispositif pour emballer des produits | |
| DE202015104636U1 (de) | Handhabungsvorrichtung für Stückgut | |
| EP0775632A1 (fr) | Procédé pour rassembler et emballer des objets, spécialement des produits de boulangerie dans un récipient et installation pour la mise en oeuvre du procédé | |
| DE3814482C2 (de) | Vorrichtung zum Füllen und/oder Verschließen von Verpackungsbehältern | |
| DE1956400C3 (de) | Vorrichtung zum Beschicken des Hubstempels einer Verpackungsmaschine mit Süßwarenstücken | |
| DE69010673T2 (de) | Verfahren und gerät zur verpackung flacher säcke, tüten und dergleichen. | |
| DE4210749C2 (de) | Vorrichtung zum Einbringen von Beutelpackungen in einen Sammelbehälter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK FR GB IT LI NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19970621 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SIG PACK SYSTEMS AG |
|
| 17Q | First examination report despatched |
Effective date: 19991214 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE DK FR GB IT LI NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20030129 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030129 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030129 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: KELLER & PARTNER PATENTANWAELTE AG |
|
| REF | Corresponds to: |
Ref document number: 59610092 Country of ref document: DE Date of ref document: 20030306 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030429 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030429 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20030129 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20031016 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031118 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20031126 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031130 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| EN | Fr: translation not filed | ||
| 26N | No opposition filed |
Effective date: 20031030 |
|
| BERE | Be: lapsed |
Owner name: *SIG PACK SYSTEMS A.G. Effective date: 20031130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041130 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20050118 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050601 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20050601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060601 |