EP0792802A1 - Automatische Vorrichtung zum Formen.Füllen und Verschliessen von Beuteln mit transversalen Verschlussprofilen - Google Patents
Automatische Vorrichtung zum Formen.Füllen und Verschliessen von Beuteln mit transversalen Verschlussprofilen Download PDFInfo
- Publication number
- EP0792802A1 EP0792802A1 EP97400408A EP97400408A EP0792802A1 EP 0792802 A1 EP0792802 A1 EP 0792802A1 EP 97400408 A EP97400408 A EP 97400408A EP 97400408 A EP97400408 A EP 97400408A EP 0792802 A1 EP0792802 A1 EP 0792802A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- film
- machine according
- profiles
- closure
- closing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/188—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying or incorporating profile-strips, e.g. for reclosable bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
Definitions
- the present invention relates to the field of bags or sachets comprising complementary closure profiles adapted to allow successive openings and closings at will of the user.
- the present invention relates to the field of machines for this purpose, in particular machines suitable for the formation, filling and automatic closure of film-based packaging, in particular of thermoplastic material, comprising complementary closure profiles, by example of complementary male and female closure profiles.
- Such machines are often called FFS, corresponding to the initials of the English expression "Form, Fill and Seal Machine”.
- Most of these machines include a forming neck which receives the film in the planar state from an unwinder and provides the film-shaped tube as output, a filling chute which opens into this forming neck and by Consequently in said tube, means for conveying closure profiles and for fixing them to the film, longitudinal welding means for closing the tube longitudinally and means capable of sequentially generating a first transverse weld before a product either introduced into the tube by the filler neck, then a second transverse weld when the product has been introduced into the tube, to close a package around the latter.
- the first attempt in this area is described in documents US-A-4617683 and US-A-4655862. These documents, which date back ten years, proposed two solutions for conveying the transverse profiles on the film, in the planar state, before it reaches the forming neck.
- the first solution consists in moving laterally sections of closure profiles using drive rollers placed laterally at the edge of the moving film, in combination with a suction gripping head with transverse displacement.
- the second solution consists in depositing closure profiles on the film using a rotary barrel provided with pneumatically controlled temporary retaining means.
- the first of these solutions consists in driving the closure profiles, using an endless belt on a stirrup superimposed on the film and pivoting 180 °, to turn the closure profiles on said film.
- the profiles are routed initially, relief directed towards the film, on the stirrup, then are turned over, relief directed opposite the film, to be fixed on the latter.
- the second solution consists in conveying the profiles transversely on a shoe superimposed on the film and then lowering the latter against the film to ensure the fixing of the closure profiles.
- document US-A-5111643 proposes a complex installation comprising a chute which opens out at the base of the forming neck to convey the closure profiles carried by a support strip, and a discharge chute for the support strip.
- the present invention now aims to improve the machines for forming film-based packaging comprising complementary closure profiles.
- the invention preferably applies to machines for forming, filling and automatically closing film-based packaging, of the type known per se comprising a forming neck which receives the film in the plane state coming from an unwinder and provides the output of the film shaped into a tube, a filling chute which opens into this forming neck and consequently into said tube, means for conveying closure profiles transversely on the film before it reaches the forming neck and to fix these on the film, longitudinal welding means for closing the tube longitudinally and means capable of sequentially generating a first transverse weld before a product is introduced into the tube by the chute filling, then a second transverse seal when the product has been introduced into the tube, to close a package around the latter.
- the present invention goes against the prejudice linked to the means of implementation described in the first documents US-A-4617683 and US-A-4655862. Indeed, while many designers considered that the means described in these documents could not be satisfactory, which led to the many subsequent proposals mentioned above, the present inventors, after many experiments have found that a solution inspired by the means described in these documents US-A-4617683 and US-A-4655862, could give satisfaction, subject to an improvement consisting in combining a straight guide and a gripping means operating by traction on the closing profiles.
- the means for conveying the closure profiles are adapted to fix to the film one of two complementary profiles, in engagement, each having a length of the order of half the width of the film, and means are further provided capable of fixing the second closure profile, on the internal wall of the film shaped into a sachet, after filling thereof, when the sachet is finished.
- the two closure profiles are carried by support strips of different width.
- the rectilinear guide 100 can be the subject of different embodiments.
- the guide 100 is formed of a rigid rectilinear channel of complementary section of at least part of the closure profiles P.
- the rectilinear guide 100 consists of a channel formed by two pivoting jaws, receiving in the closed position, the profile P conveyed by the means 150, but capable of opening to then facilitate the removal of the profiles P on the underlying films F.
- the gripping means 150 can also be the subject of different embodiments.
- these gripping means are preferably formed by a clamp system controlled on closing to grip the upstream end of a profile P, in order to route it in the straight guide 100, then opening to release the profile P before returning to the initial gripping position shown diagrammatically in FIG. 1.
- the gripping means 150 may be formed of a suction head.
- means for transverse displacement of the gripping means 150 are provided, synchronized with the movement of the film F.
- Auxiliary means are preferably provided for conveying the profiles P: drive rollers 200, 202, a guide 204 of the profiles upstream of the film F, means 206 for sectioning the profiles P, by section (the profiles P preferably being routed from a coil reel 208) and a position sensor 210.
- closure profiles P are fixed to the film F by any suitable means, advantageously using welding jaws, associated with the straight guide 100, as shown diagrammatically under the reference 120 in FIG. 1.
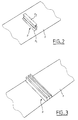
- the system is suitable for depositing closure profiles P covering the entire width of the film F, these profiles P being fixed on the film F over their entire length, as shown diagrammatically in FIG. 3 and engaging only after folding and crushing of the tubular film after filling the bag, during the finishing thereof.
- the system can be adapted to deposit directly on the film F a pair of profiles P in engagement, covering only half the width of the film F, one P1 of the two profiles, adjacent to the film, being fixed on the latter at the deposition station, thanks to the welding jaws 120, while the second superimposed profile P2 is fixed on the internal wall of the bag, when the latter is finished ci, after filling.
- the second section P2 can be welded to the film F by means of the welding jaws 50, or also by means of additional transverse welding jaws 52, as shown diagrammatically in FIG. 4.
- the support strip 54 of the second profile P2 is wider than the support strip 56 of the first profile P1, to facilitate the second weld.
- the profile P being arranged transversely on the film F before the latter reaches the forming neck 20, means are preferably provided facilitating the passage of this forming neck 20.
- FIG. 4 there is shown diagrammatically at 51 a cutting tool associated with the transverse sealing jaws 50 for separating the sachets once finished, and diagrammatically at 53 a cutting tool capable of being used to make the pre-cut line 80.
- closure profiles P themselves can be the subject of numerous variants.
- FIG. 2 it can be complementary asymmetrical male / female profiles P1 and P2.
- means are provided, for example in the form of bi-material profiles P or equivalent means, making it possible to define a melting temperature on the outer surface of the support strips 54, 56 lower than the melting temperature on their internal surfaces .
- the film F used can also be the subject of numerous variants. It may be a flexible film of monolayer or multilayer plastic, if necessary coated, for example metallized.
- the gripping means can be formed of a needle carried by drive means adapted to, on the one hand, move the needle alternately, by translation or pivoting, in approach and away from the guide 100, to prick the profile P in the close position of the guide and on the other hand to move the needle alternately back and forth along the guide 100.
- these drive means are suitable for 1) bringing the needle closer to the upstream end of the guide 100 to prick the free end of the profile P coming from the reserve 208, 2) move the needle along the guide 100 while keeping the needle in the close position engaged with the profile to convey the latter by pulling on its upstream end, 3) move the needle away from the guide 100 to release the profile P at the end of the routing stroke, and 4) move the needle back along the guide 100 towards the e x upstream end of the latter while maintaining the needle in a free distant position relative to the profile, before repeating a drive cycle from step 1) for the next section of profile P.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Closing Of Containers (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Basic Packing Technique (AREA)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9602390A FR2745261B1 (fr) | 1996-02-27 | 1996-02-27 | Machine de formation, remplissage et fermeture automatique de sacs, a profiles de fermeture transversaux |
| FR9602390 | 1996-02-27 | ||
| CA002210774A CA2210774C (en) | 1996-02-27 | 1997-07-17 | A method and a machine for making packaging bags using a flexible film, and a packaging bag obtained thereby |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0792802A1 true EP0792802A1 (de) | 1997-09-03 |
| EP0792802B1 EP0792802B1 (de) | 2002-05-02 |
Family
ID=25679492
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97400408A Expired - Lifetime EP0792802B1 (de) | 1996-02-27 | 1997-02-25 | Automatische Vorrichtung zum Formen, Füllen und Verschliessen von Beuteln mit transversalen Verschlussprofilen |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US5816018A (de) |
| EP (1) | EP0792802B1 (de) |
| AT (1) | ATE216967T1 (de) |
| CA (1) | CA2210774C (de) |
| DE (1) | DE69712247T2 (de) |
| DK (1) | DK0792802T3 (de) |
| ES (1) | ES2174195T3 (de) |
| FR (1) | FR2745261B1 (de) |
| PT (1) | PT792802E (de) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0906866A1 (de) * | 1997-10-03 | 1999-04-07 | Flexico-France | Verfahren und Maschine zum automatischen Herstellen von Beuteln, sowie die so erhaltenen Beutel |
| FR2772004A1 (fr) * | 1997-12-09 | 1999-06-11 | Flexico France Sarl | Machine de formation, remplissage et fermeture automatique de sacs, a profiles de fermeture transversaux |
| DE29903463U1 (de) * | 1999-02-26 | 2000-06-21 | Hassia Verpackungsmaschinen Gmbh, 63691 Ranstadt | Verpackungsmaschine zur Herstellung von Beutelpackungen, insbesondere Schlauchbeuteln |
| US6361212B1 (en) | 1999-10-18 | 2002-03-26 | Com-Pac International, Inc. | Top opening reclosable bag and method of manufacture thereof |
| US6863754B2 (en) | 1999-10-12 | 2005-03-08 | Com-Pac International, Inc. | Apparatus and method for manufacturing reclosable bags utilizing zipper tape material |
| US7163133B2 (en) | 2004-03-05 | 2007-01-16 | S.C. Johnson Home Storage, Inc. | Apparatus for and method of moving a slider along mating zipper elements |
| US7244222B2 (en) | 2004-03-05 | 2007-07-17 | S.C. Johnson Home Storage, Inc. | Apparatus for and method of positioning a slider on mating zipper elements |
| US8002467B2 (en) | 1999-10-12 | 2011-08-23 | Com-Pac International, Inc. | Reclosable fastener profile seal and method of forming a fastener profile assembly |
| US8506745B2 (en) | 1999-10-12 | 2013-08-13 | Donald K. Wright | Method of sealing reclosable fasteners |
| EP1180087B2 (de) † | 1999-08-12 | 2015-04-22 | Pactiv Corporation | Von oben befüllbarer sack und verfahren und vorrichtung zur herstellung desselben |
Families Citing this family (50)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6044621A (en) * | 1996-05-21 | 2000-04-04 | Illinois Tool Works Inc. | Zipper strip and method of positioning the strip transverse longitudinal axis |
| US7182513B1 (en) * | 1996-05-21 | 2007-02-27 | Illinois Tool Works Inc. | Zipper strip and method of positioning the strip transverse longitudinal axis |
| FR2770487B1 (fr) * | 1997-11-06 | 2000-02-04 | Flexico France Sarl | Machine de formation, remplissage et fermeture automatique de sacs, a profiles de fermeture transversaux |
| US6216423B1 (en) * | 1997-11-07 | 2001-04-17 | Huntsman Kcl Corporation | Method and apparatus for placing a product in a flexible recloseable container |
| US5956924A (en) | 1997-11-07 | 1999-09-28 | Rcl Corporation | Method and apparatus for placing a product in a flexible recloseable container |
| US6099451A (en) * | 1998-02-02 | 2000-08-08 | Robert Bosch Corporation | Method and apparatus for manufacturing a bag with a reclosable zipper |
| FR2775953B1 (fr) * | 1998-03-10 | 2000-06-02 | Flexico France Sarl | Procede et machine de formation de sachets avec fermeture a profiles transversaux |
| US6012264A (en) * | 1998-04-07 | 2000-01-11 | Triangle Package Machinery Company | Zipper sealer machine |
| FR2777499B1 (fr) * | 1998-04-20 | 2000-07-07 | Flexico France Sarl | Procede et machine de formation de sachets d'emballage avec dispositif de fermeture |
| US6694704B1 (en) * | 1998-04-20 | 2004-02-24 | Illinois Tool Works Inc. | Process and apparatus for forming packaging bags with a fastener |
| DE29808817U1 (de) * | 1998-05-15 | 1999-09-23 | Robert Bosch Gmbh, 70469 Stuttgart | Vorrichtung zum Herstellen von wiederverschließbaren Schlauchbeutelpackungen |
| CA2269358C (en) * | 1998-05-21 | 2005-04-12 | Illinois Tool Works Inc. | Transverse direction zipper tape |
| US7254873B2 (en) | 1998-06-04 | 2007-08-14 | Illinois Tool Works, Inc. | Scored tamper evident fastener tape |
| US6017412A (en) * | 1998-07-06 | 2000-01-25 | Illinois Tool Works Inc. | Method for attaching reclosable zipper strip transversely to thermoplastic film material |
| FR2780913B1 (fr) * | 1998-07-10 | 2000-10-13 | Flexico France Sarl | Procede de fabrication d'un chapelet de sacs muni de profiles de fermeture transversaux, machine pour la mise en oeuvre du procede et chapelet de sacs obtenu |
| US6088998A (en) * | 1998-07-13 | 2000-07-18 | Illinois Tool Works Inc. | High compression transverse zipper system |
| US6170227B1 (en) | 1998-11-05 | 2001-01-09 | Storopack, Inc. | Cushioning product and machine and method for producing same |
| DE19858567C2 (de) * | 1998-12-18 | 2002-09-19 | Bosch Gmbh Robert | Vorrichtung zum Herstellen von Schlauchbeutelpackungen |
| US6151868A (en) * | 1999-01-19 | 2000-11-28 | Illinois Tool Works, Inc. | Transverse direction zipper attaching apparatus and method |
| US6876896B1 (en) | 1999-04-26 | 2005-04-05 | Ab Tetrapak | Variable motion system and method |
| TNSN00091A1 (fr) | 1999-04-26 | 2002-05-30 | Int Paper Co | Machine de conditionnement |
| PT1050467E (pt) * | 1999-05-03 | 2004-07-30 | Tetra Laval Holdings & Finance | Unidade para esterilizacao de material em tira numa maquina de embalar para embalagem de produtos alimentares que podem ser vertidos e maquina de embalar que compreende uma dessas unidades |
| US6327837B1 (en) * | 1999-07-15 | 2001-12-11 | Illinois Tool Works Inc. | Slide-zipper assembly with peel seal and method of making packages with slide zipper assembly |
| US6665999B1 (en) * | 1999-09-07 | 2003-12-23 | Recot, Inc. | Seal jaw modules for reclose bag modification to vertical form, fill, and seal packaging system |
| US6293896B1 (en) * | 1999-11-10 | 2001-09-25 | Reynolds Consumer Products, Inc. | Methods of manufacturing reclosable package having a slider device |
| US6588176B1 (en) * | 1999-12-17 | 2003-07-08 | Reynolds Consumer Products, Inc. | Methods of manufacturing reclosable packages using transverse closure and slider applicator |
| US6530870B2 (en) | 2000-04-27 | 2003-03-11 | Reynolds Consumer Products, Inc. | Methods of manufacturing reclosable packages; and packages made thereby |
| NZ506715A (en) * | 2000-09-04 | 2002-02-01 | Chequer Corp Ltd | Packaging machine with rollers through which complementary closure strips are fed transverse to the film |
| NL1016524C2 (nl) * | 2000-11-01 | 2002-05-07 | Aquarius Bv | Vorm-, vul- en sluitmachine. |
| US6652436B1 (en) * | 2000-11-03 | 2003-11-25 | Innoflex Incorporated | Method of making tamper-evident package with slider zipper |
| US6553740B2 (en) | 2001-06-20 | 2003-04-29 | Illinois Tool Works Inc. | Transverse direction zipper applicator and method |
| US20040147346A1 (en) * | 2003-01-24 | 2004-07-29 | Casasanta Joseph G. | Grip for a hockey stick with a hollow-ended shaft |
| US6807794B2 (en) * | 2003-02-11 | 2004-10-26 | Illinois Tool Works Inc. | Methods of making a gusset style pouch in a reclosable bag |
| US20040159075A1 (en) * | 2003-02-19 | 2004-08-19 | Matthews David J. | Methods for manufacturing package strips |
| FR2863255B1 (fr) | 2003-12-03 | 2006-03-03 | S2F Flexico | Ensemble de fermeture pour sachets refermables, sachets obtenus, machine et procede pour la fabrication de ceux-ci |
| US20060021295A1 (en) * | 2004-07-30 | 2006-02-02 | Schneider John H | Methods of manufacturing slider-operated string-zippered bags on VFFS machine |
| US7563219B2 (en) * | 2007-05-02 | 2009-07-21 | Illinois Tool Works Inc. | Dual drum configuration for transverse direction application of zippers |
| US8128545B2 (en) | 2009-05-07 | 2012-03-06 | Cmd Corporation | Machine for securing a closure system onto a discrete pouch |
| US8128546B2 (en) | 2009-05-07 | 2012-03-06 | Cmd Corporation | In-line method for securing a closure system onto a discrete pouch |
| US20100284633A1 (en) * | 2009-05-07 | 2010-11-11 | Cmd Corporation | Discrete pouch having a closure system secured thereto |
| US10464701B2 (en) * | 2013-03-15 | 2019-11-05 | Mars, Incorporated | Method and apparatus for performing multiple tasks on a web of material |
| CA2940546C (en) | 2014-02-25 | 2019-06-18 | Mark Steele | Package having a lap or fin seal without an air gap formed adjacent the seal |
| CZ305197B6 (cs) * | 2014-03-27 | 2015-06-03 | Velteko S.R.O. | Způsob výroby fóliového hadicového sáčku a vertikální hadicový balicí stroj k provádění tohoto způsobu |
| US9050770B1 (en) | 2014-08-25 | 2015-06-09 | James Russell | Method of manufacturing a bottom gusseted pouch |
| US9434492B1 (en) * | 2014-08-25 | 2016-09-06 | James Russell | Method of filling a plurality of bottom gusseted pouches disposed on a roll |
| US9962898B1 (en) * | 2014-08-25 | 2018-05-08 | James Russell | Method of manufacturing a bottom gusseted pouch |
| WO2016061106A1 (en) * | 2014-10-13 | 2016-04-21 | Illinois Tool Works Inc. | Method for simultaneous production of multiple pouches with transverse direction reclosure |
| CA3006299C (en) * | 2015-12-08 | 2021-07-06 | Illinois Tool Works Inc. | Crushed end of self-mating closure segment for lap or fin seal |
| US10981347B2 (en) | 2016-02-17 | 2021-04-20 | Frito-Lay North America, Inc. | Method and apparatus for resealable package with internal zipper seal |
| CN107226239A (zh) * | 2017-07-27 | 2017-10-03 | 宁波工程学院 | 物料输送包装一体机 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3838549A (en) * | 1973-03-29 | 1974-10-01 | Fmc Corp | Packaging method |
| US4617683A (en) * | 1984-01-30 | 1986-10-14 | Minigrip, Inc. | Reclosable bag, material, and method of and means for making same |
| US4709398A (en) * | 1987-01-07 | 1987-11-24 | Minigrip, Inc. | Chain bags, method and apparatus |
| US4909017A (en) * | 1989-07-28 | 1990-03-20 | Minigrip, Inc. | Reclosable bag material, method and apparatus |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2054451B (en) * | 1979-08-06 | 1983-12-14 | Roeder Ind Holdings | Making tubular plastics intermediate product and forming reclosable bags therefrom |
| US4655862A (en) * | 1984-01-30 | 1987-04-07 | Minigrip, Incorporated | Method of and means for making reclosable bags and method therefor |
| US4666536A (en) * | 1985-11-14 | 1987-05-19 | Signode Corporation | Method of and means for making reclosable bag material, and material produced thereby |
| US4701361A (en) * | 1985-11-20 | 1987-10-20 | Minigrip, Inc. | Tubular film with transverse closure strips |
| US4878987A (en) * | 1987-03-16 | 1989-11-07 | Minigrip, Inc. | Transverse zipper bag material and method of and means for making same |
| US4929225A (en) * | 1987-10-06 | 1990-05-29 | Minigrip, Inc. | Method of making bags and bag material having hinged zipper strips |
| US4894975A (en) * | 1988-03-09 | 1990-01-23 | Minigrip, Inc. | Method and apparatus for making reclosable bags with fastener strips in a form fill and seal machine |
| US4844759A (en) * | 1988-05-13 | 1989-07-04 | Minigrip, Inc. | Method of and means for applying reclosable fasteners to plastic film |
| TW243431B (en) * | 1991-05-31 | 1995-03-21 | Gen Foods Inc | Pouch having easy opening and reclosing characteristics and method and apparatus for production thereof |
| CA2070937C (en) * | 1991-08-09 | 1998-09-15 | Paul Tilman | Reclosable plastic bags and method of making same utilizing discontinuous zipper profile disposed along a continuous carrier strip |
| US5111643A (en) * | 1991-08-23 | 1992-05-12 | Sun-Maid Growers Of California | Apparatus and fastener supply strip for attaching reclosable fastener to plastic bags |
-
1996
- 1996-02-27 FR FR9602390A patent/FR2745261B1/fr not_active Expired - Fee Related
-
1997
- 1997-02-25 AT AT97400408T patent/ATE216967T1/de not_active IP Right Cessation
- 1997-02-25 DK DK97400408T patent/DK0792802T3/da active
- 1997-02-25 PT PT97400408T patent/PT792802E/pt unknown
- 1997-02-25 EP EP97400408A patent/EP0792802B1/de not_active Expired - Lifetime
- 1997-02-25 DE DE69712247T patent/DE69712247T2/de not_active Expired - Lifetime
- 1997-02-25 ES ES97400408T patent/ES2174195T3/es not_active Expired - Lifetime
- 1997-02-27 US US08/808,045 patent/US5816018A/en not_active Expired - Lifetime
- 1997-07-17 CA CA002210774A patent/CA2210774C/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3838549A (en) * | 1973-03-29 | 1974-10-01 | Fmc Corp | Packaging method |
| US4617683A (en) * | 1984-01-30 | 1986-10-14 | Minigrip, Inc. | Reclosable bag, material, and method of and means for making same |
| US4709398A (en) * | 1987-01-07 | 1987-11-24 | Minigrip, Inc. | Chain bags, method and apparatus |
| US4909017A (en) * | 1989-07-28 | 1990-03-20 | Minigrip, Inc. | Reclosable bag material, method and apparatus |
| US4909017B1 (en) * | 1989-07-28 | 1999-02-09 | Minigrip Inc | Reclosable bag material method and apparatus |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU750102B2 (en) * | 1997-10-03 | 2002-07-11 | Flexico-France | A method of automatically manufacturing bags, a machine for implementing the method, and resulting bags |
| FR2769288A1 (fr) * | 1997-10-03 | 1999-04-09 | Flexico France Sarl | Procede de fabrication automatique de sachets, machine a cet effet et sachets obtenus |
| EP0906866A1 (de) * | 1997-10-03 | 1999-04-07 | Flexico-France | Verfahren und Maschine zum automatischen Herstellen von Beuteln, sowie die so erhaltenen Beutel |
| US6131374A (en) * | 1997-10-03 | 2000-10-17 | Flexico-France | Method of automatically manufacturing bags, a machine for implementing the method, and resulting bags |
| FR2772004A1 (fr) * | 1997-12-09 | 1999-06-11 | Flexico France Sarl | Machine de formation, remplissage et fermeture automatique de sacs, a profiles de fermeture transversaux |
| DE29903463U1 (de) * | 1999-02-26 | 2000-06-21 | Hassia Verpackungsmaschinen Gmbh, 63691 Ranstadt | Verpackungsmaschine zur Herstellung von Beutelpackungen, insbesondere Schlauchbeuteln |
| EP1180087B2 (de) † | 1999-08-12 | 2015-04-22 | Pactiv Corporation | Von oben befüllbarer sack und verfahren und vorrichtung zur herstellung desselben |
| US6863754B2 (en) | 1999-10-12 | 2005-03-08 | Com-Pac International, Inc. | Apparatus and method for manufacturing reclosable bags utilizing zipper tape material |
| US8002467B2 (en) | 1999-10-12 | 2011-08-23 | Com-Pac International, Inc. | Reclosable fastener profile seal and method of forming a fastener profile assembly |
| US8506745B2 (en) | 1999-10-12 | 2013-08-13 | Donald K. Wright | Method of sealing reclosable fasteners |
| US6361212B1 (en) | 1999-10-18 | 2002-03-26 | Com-Pac International, Inc. | Top opening reclosable bag and method of manufacture thereof |
| US7762300B2 (en) | 2000-11-07 | 2010-07-27 | Com-Pac International, Inc. | Apparatus for manufacturing reclosable bags utilizing zipper tape material |
| US7163133B2 (en) | 2004-03-05 | 2007-01-16 | S.C. Johnson Home Storage, Inc. | Apparatus for and method of moving a slider along mating zipper elements |
| US7244222B2 (en) | 2004-03-05 | 2007-07-17 | S.C. Johnson Home Storage, Inc. | Apparatus for and method of positioning a slider on mating zipper elements |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69712247D1 (de) | 2002-06-06 |
| CA2210774C (en) | 2001-06-26 |
| US5816018A (en) | 1998-10-06 |
| FR2745261A1 (fr) | 1997-08-29 |
| PT792802E (pt) | 2002-09-30 |
| ES2174195T3 (es) | 2002-11-01 |
| DK0792802T3 (da) | 2002-08-19 |
| FR2745261B1 (fr) | 1998-05-07 |
| EP0792802B1 (de) | 2002-05-02 |
| ATE216967T1 (de) | 2002-05-15 |
| CA2210774A1 (en) | 1999-01-17 |
| DE69712247T2 (de) | 2002-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0792802B1 (de) | Automatische Vorrichtung zum Formen, Füllen und Verschliessen von Beuteln mit transversalen Verschlussprofilen | |
| EP1038774B1 (de) | Beutel mit transversalen Verschlussprofilen und Verschlussmittel zu dessen Herstellung | |
| FR2745263A1 (fr) | Machine et procede de formation, remplissage et fermeture en automatique de sachets d'emballage | |
| EP0918688B1 (de) | Verfahren und vorrichtung zur herstellung von verpackungsbeuteln aus einer flexiblen folie | |
| EP2035288B1 (de) | Plastikbeutel mit öffnungen für lebensmittelprodukte und verfahren zu seiner herstellung | |
| EP0941928B1 (de) | Verfahren und Maschine zur Herstellung von Beuteln mit einem transversalen Reissverschluss | |
| EP0951989B1 (de) | Verfahren zur Herstellung verschliessbarer Beutel | |
| EP1226929B1 (de) | Verfahren und Maschine zur Herstellung von Seitenfaltbeutel mit Reissverschluss | |
| EP0906866A1 (de) | Verfahren und Maschine zum automatischen Herstellen von Beuteln, sowie die so erhaltenen Beutel | |
| FR2727091A1 (fr) | Sac d'emballage | |
| FR2758761A1 (fr) | Procede et dispositif de fabrication de sachets d'emballage et sachets obtenus | |
| FR2772004A1 (fr) | Machine de formation, remplissage et fermeture automatique de sacs, a profiles de fermeture transversaux | |
| EP1387792B1 (de) | Verfahren und vorrichtung zum herstellen von beuteln mit von einem schieber betätigbaren schliessprofilen , und erzeugte beutel | |
| EP0938968A1 (de) | Verfahren und Vorrichtung zur Herstellung von Abdichtungen für Beutel | |
| EP0667288B1 (de) | Vorrichtung und Verfahren zum Verpacken von Produkten in hermetischen, wiederverschliessbaren Verpackungen | |
| EP0689993A1 (de) | Maschine zum Verpacken mittels flexiblen Folienmaterials sowie die erhaltene Verpackung | |
| EP1140481B1 (de) | Verfahren zur herstellung einer verpackung mit peelbarer zone | |
| EP0691266B1 (de) | Vorrichtung zum Herstellen von Verpackungsbeuteln aus einer flexiblen Folie sowie der so erhaltene Beutel | |
| EP0633187B1 (de) | Automatische Verpackungsmaschine mit Verwendung einer Folie mit Verschlussstreifen | |
| FR2777498A1 (fr) | Procede et machine de formation de sachets d'emballage avec dispositif de fermeture | |
| FR2809089A1 (fr) | Conteneur en materiau semi-rigide et procede de production correspondant |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB IT LI PT |
|
| 17P | Request for examination filed |
Effective date: 19980209 |
|
| 17Q | First examination report despatched |
Effective date: 20000925 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB IT LI PT |
|
| REF | Corresponds to: |
Ref document number: 216967 Country of ref document: AT Date of ref document: 20020515 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69712247 Country of ref document: DE Date of ref document: 20020606 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: MICHELI & CIE INGENIEURS-CONSEILS |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020719 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20020712 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2174195 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030228 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030831 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20040312 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20040503 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050228 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050228 |
|
| BERE | Be: lapsed |
Owner name: *FLEXICO-FRANCE Effective date: 20050228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| BERE | Be: lapsed |
Owner name: *FLEXICO-FRANCE Effective date: 20050228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140311 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140224 Year of fee payment: 18 Ref country code: ES Payment date: 20140320 Year of fee payment: 18 Ref country code: FR Payment date: 20140217 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20140317 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 69712247 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150225 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20151030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150225 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150225 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150302 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20160329 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150226 |