EP0830953B1 - Mehrschichtiges thermisches Übertragungsmaterial aus wässrigen Zusammensetzungen - Google Patents
Mehrschichtiges thermisches Übertragungsmaterial aus wässrigen Zusammensetzungen Download PDFInfo
- Publication number
- EP0830953B1 EP0830953B1 EP97307344A EP97307344A EP0830953B1 EP 0830953 B1 EP0830953 B1 EP 0830953B1 EP 97307344 A EP97307344 A EP 97307344A EP 97307344 A EP97307344 A EP 97307344A EP 0830953 B1 EP0830953 B1 EP 0830953B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- coating
- thermal transfer
- water
- transfer medium
- wax
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000012546 transfer Methods 0.000 title claims description 85
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 title claims description 48
- 239000000203 mixture Substances 0.000 title claims description 27
- 238000009472 formulation Methods 0.000 title claims description 14
- 238000000576 coating method Methods 0.000 claims description 167
- 239000011248 coating agent Substances 0.000 claims description 142
- 239000000758 substrate Substances 0.000 claims description 52
- 239000001993 wax Substances 0.000 claims description 52
- 229920005989 resin Polymers 0.000 claims description 49
- 239000011347 resin Substances 0.000 claims description 49
- 239000011230 binding agent Substances 0.000 claims description 37
- 239000000463 material Substances 0.000 claims description 34
- 239000000155 melt Substances 0.000 claims description 22
- 239000000839 emulsion Substances 0.000 claims description 18
- 239000003086 colorant Substances 0.000 claims description 9
- 229920000728 polyester Polymers 0.000 claims description 6
- 239000003960 organic solvent Substances 0.000 claims description 4
- 239000010410 layer Substances 0.000 description 37
- 239000008199 coating composition Substances 0.000 description 27
- 239000007787 solid Substances 0.000 description 25
- 239000006185 dispersion Substances 0.000 description 18
- 239000000049 pigment Substances 0.000 description 13
- 239000011554 ferrofluid Substances 0.000 description 12
- 239000004615 ingredient Substances 0.000 description 12
- 238000009498 subcoating Methods 0.000 description 10
- 239000006229 carbon black Substances 0.000 description 9
- 235000019241 carbon black Nutrition 0.000 description 9
- 229920001577 copolymer Polymers 0.000 description 9
- 239000003995 emulsifying agent Substances 0.000 description 9
- 238000002844 melting Methods 0.000 description 9
- 230000008018 melting Effects 0.000 description 9
- 238000000034 method Methods 0.000 description 9
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 8
- 238000010438 heat treatment Methods 0.000 description 8
- 239000006249 magnetic particle Substances 0.000 description 8
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 8
- 238000007639 printing Methods 0.000 description 8
- 239000000080 wetting agent Substances 0.000 description 8
- 239000005038 ethylene vinyl acetate Substances 0.000 description 7
- -1 polyethylene Polymers 0.000 description 7
- 238000011068 loading method Methods 0.000 description 6
- 230000005291 magnetic effect Effects 0.000 description 6
- 239000012188 paraffin wax Substances 0.000 description 6
- 229920006267 polyester film Polymers 0.000 description 6
- 238000000926 separation method Methods 0.000 description 6
- 238000010023 transfer printing Methods 0.000 description 6
- 239000004203 carnauba wax Substances 0.000 description 5
- 235000013869 carnauba wax Nutrition 0.000 description 5
- 239000010408 film Substances 0.000 description 5
- 238000000227 grinding Methods 0.000 description 5
- SZVJSHCCFOBDDC-UHFFFAOYSA-N iron(II,III) oxide Inorganic materials O=[Fe]O[Fe]O[Fe]=O SZVJSHCCFOBDDC-UHFFFAOYSA-N 0.000 description 5
- 235000019809 paraffin wax Nutrition 0.000 description 5
- 235000019271 petrolatum Nutrition 0.000 description 5
- 239000004094 surface-active agent Substances 0.000 description 5
- 239000010409 thin film Substances 0.000 description 5
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 4
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 4
- 239000002270 dispersing agent Substances 0.000 description 4
- 239000000975 dye Substances 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 244000180278 Copernicia prunifera Species 0.000 description 3
- 235000010919 Copernicia prunifera Nutrition 0.000 description 3
- 241001553290 Euphorbia antisyphilitica Species 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Natural products C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 3
- 230000001070 adhesive effect Effects 0.000 description 3
- 239000012790 adhesive layer Substances 0.000 description 3
- 238000013019 agitation Methods 0.000 description 3
- 239000004204 candelilla wax Substances 0.000 description 3
- 235000013868 candelilla wax Nutrition 0.000 description 3
- 229940073532 candelilla wax Drugs 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- IUJAMGNYPWYUPM-UHFFFAOYSA-N hentriacontane Chemical compound CCCCCCCCCCCCCCCCCCCCCCCCCCCCCCC IUJAMGNYPWYUPM-UHFFFAOYSA-N 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 229920001610 polycaprolactone Polymers 0.000 description 3
- 239000004632 polycaprolactone Substances 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 239000004645 polyester resin Substances 0.000 description 3
- 239000011241 protective layer Substances 0.000 description 3
- 239000002356 single layer Substances 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- NECRQCBKTGZNMH-UHFFFAOYSA-N 3,5-dimethylhex-1-yn-3-ol Chemical compound CC(C)CC(C)(O)C#C NECRQCBKTGZNMH-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- YNAVUWVOSKDBBP-UHFFFAOYSA-N Morpholine Chemical compound C1COCCN1 YNAVUWVOSKDBBP-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 125000000129 anionic group Chemical group 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 235000014113 dietary fatty acids Nutrition 0.000 description 2
- UKMSUNONTOPOIO-UHFFFAOYSA-N docosanoic acid Chemical compound CCCCCCCCCCCCCCCCCCCCCC(O)=O UKMSUNONTOPOIO-UHFFFAOYSA-N 0.000 description 2
- 238000004945 emulsification Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 239000000194 fatty acid Substances 0.000 description 2
- 229930195729 fatty acid Natural products 0.000 description 2
- 239000010419 fine particle Substances 0.000 description 2
- 229920001002 functional polymer Polymers 0.000 description 2
- IPCSVZSSVZVIGE-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 2
- 229930195733 hydrocarbon Natural products 0.000 description 2
- 150000002430 hydrocarbons Chemical class 0.000 description 2
- 125000005395 methacrylic acid group Chemical group 0.000 description 2
- 239000012170 montan wax Substances 0.000 description 2
- GLDOVTGHNKAZLK-UHFFFAOYSA-N octadecan-1-ol Chemical compound CCCCCCCCCCCCCCCCCCO GLDOVTGHNKAZLK-UHFFFAOYSA-N 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 229920003048 styrene butadiene rubber Polymers 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 229920001897 terpolymer Polymers 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 1
- 235000021357 Behenic acid Nutrition 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 239000001856 Ethyl cellulose Substances 0.000 description 1
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 1
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 1
- 239000013032 Hydrocarbon resin Substances 0.000 description 1
- 229920000459 Nitrile rubber Polymers 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- 240000007930 Oxalis acetosella Species 0.000 description 1
- 235000008098 Oxalis acetosella Nutrition 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 235000021314 Palmitic acid Nutrition 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 244000028344 Primula vulgaris Species 0.000 description 1
- 235000016311 Primula vulgaris Nutrition 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- 229930006000 Sucrose Natural products 0.000 description 1
- 229920002433 Vinyl chloride-vinyl acetate copolymer Polymers 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 150000001278 adipic acid derivatives Chemical class 0.000 description 1
- 238000005054 agglomeration Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 239000003945 anionic surfactant Substances 0.000 description 1
- 239000003125 aqueous solvent Substances 0.000 description 1
- IRERQBUNZFJFGC-UHFFFAOYSA-L azure blue Chemical compound [Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[S-]S[S-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-] IRERQBUNZFJFGC-UHFFFAOYSA-L 0.000 description 1
- 235000013871 bee wax Nutrition 0.000 description 1
- 239000012166 beeswax Substances 0.000 description 1
- 229940092738 beeswax Drugs 0.000 description 1
- 229940116226 behenic acid Drugs 0.000 description 1
- XJHABGPPCLHLLV-UHFFFAOYSA-N benzo[de]isoquinoline-1,3-dione Chemical compound C1=CC(C(=O)NC2=O)=C3C2=CC=CC3=C1 XJHABGPPCLHLLV-UHFFFAOYSA-N 0.000 description 1
- 235000010290 biphenyl Nutrition 0.000 description 1
- 150000004074 biphenyls Chemical class 0.000 description 1
- PVEOYINWKBTPIZ-UHFFFAOYSA-N but-3-enoic acid Chemical compound OC(=O)CC=C PVEOYINWKBTPIZ-UHFFFAOYSA-N 0.000 description 1
- 229910052793 cadmium Inorganic materials 0.000 description 1
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 239000003093 cationic surfactant Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 150000008280 chlorinated hydrocarbons Chemical class 0.000 description 1
- HNEGQIOMVPPMNR-IHWYPQMZSA-N citraconic acid Chemical compound OC(=O)C(/C)=C\C(O)=O HNEGQIOMVPPMNR-IHWYPQMZSA-N 0.000 description 1
- 229940018557 citraconic acid Drugs 0.000 description 1
- 150000001860 citric acid derivatives Chemical class 0.000 description 1
- 229910000428 cobalt oxide Inorganic materials 0.000 description 1
- IVMYJDGYRUAWML-UHFFFAOYSA-N cobalt(ii) oxide Chemical compound [Co]=O IVMYJDGYRUAWML-UHFFFAOYSA-N 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000004069 differentiation Effects 0.000 description 1
- 150000002118 epoxides Chemical class 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- XEKOWRVHYACXOJ-UHFFFAOYSA-N ethyl acetate Substances CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 1
- 229940093499 ethyl acetate Drugs 0.000 description 1
- 229920001249 ethyl cellulose Polymers 0.000 description 1
- 235000019325 ethyl cellulose Nutrition 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- 150000002314 glycerols Chemical class 0.000 description 1
- 150000002334 glycols Chemical class 0.000 description 1
- 229920006270 hydrocarbon resin Polymers 0.000 description 1
- LDHQCZJRKDOVOX-IHWYPQMZSA-N isocrotonic acid Chemical compound C\C=C/C(O)=O LDHQCZJRKDOVOX-IHWYPQMZSA-N 0.000 description 1
- MOUPNEIJQCETIW-UHFFFAOYSA-N lead chromate Chemical compound [Pb+2].[O-][Cr]([O-])(=O)=O MOUPNEIJQCETIW-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- WQEPLUUGTLDZJY-UHFFFAOYSA-N n-Pentadecanoic acid Natural products CCCCCCCCCCCCCCC(O)=O WQEPLUUGTLDZJY-UHFFFAOYSA-N 0.000 description 1
- GOQYKNQRPGWPLP-UHFFFAOYSA-N n-heptadecyl alcohol Natural products CCCCCCCCCCCCCCCCCO GOQYKNQRPGWPLP-UHFFFAOYSA-N 0.000 description 1
- 229910000480 nickel oxide Inorganic materials 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- GNRSAWUEBMWBQH-UHFFFAOYSA-N oxonickel Chemical compound [Ni]=O GNRSAWUEBMWBQH-UHFFFAOYSA-N 0.000 description 1
- HVAMZGADVCBITI-UHFFFAOYSA-N pent-4-enoic acid Chemical compound OC(=O)CCC=C HVAMZGADVCBITI-UHFFFAOYSA-N 0.000 description 1
- 239000012169 petroleum derived wax Substances 0.000 description 1
- 235000019381 petroleum wax Nutrition 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 235000021317 phosphate Nutrition 0.000 description 1
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 1
- 150000003021 phthalic acid derivatives Chemical class 0.000 description 1
- 239000001007 phthalocyanine dye Substances 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001470 polyketone Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 1
- 239000000376 reactant Substances 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 150000003839 salts Chemical group 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000005720 sucrose Substances 0.000 description 1
- SYDJVRWZOWPNNO-UHFFFAOYSA-N sucrose-benzoate Natural products OCC1OC(OC2(COC(=O)c3ccccc3)OC(CO)C(O)C2O)C(O)C(O)C1O SYDJVRWZOWPNNO-UHFFFAOYSA-N 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- TUNFSRHWOTWDNC-HKGQFRNVSA-N tetradecanoic acid Chemical compound CCCCCCCCCCCCC[14C](O)=O TUNFSRHWOTWDNC-HKGQFRNVSA-N 0.000 description 1
- 230000008542 thermal sensitivity Effects 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 1
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 1
- GPRLSGONYQIRFK-MNYXATJNSA-N triton Chemical compound [3H+] GPRLSGONYQIRFK-MNYXATJNSA-N 0.000 description 1
- 235000013799 ultramarine blue Nutrition 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/42—Intermediate, backcoat, or covering layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/382—Contact thermal transfer or sublimation processes
- B41M5/38207—Contact thermal transfer or sublimation processes characterised by aspects not provided for in groups B41M5/385 - B41M5/395
- B41M5/38214—Structural details, e.g. multilayer systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/26—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used
- B41M5/40—Thermography ; Marking by high energetic means, e.g. laser otherwise than by burning, and characterised by the material used characterised by the base backcoat, intermediate, or covering layers, e.g. for thermal transfer dye-donor or dye-receiver sheets; Heat, radiation filtering or absorbing means or layers; combined with other image registration layers or compositions; Special originals for reproduction by thermography
- B41M5/41—Base layers supports or substrates
Definitions
- the present invention relates to thermal transfer printing technology wherein data or images are produced on a receiving substrate by selectively transferring portions of a pigmented layer from a donor film to the receiving substrate by heating extremely precise areas with heating elements typically comprised of thin film resistors. More particularly, the present invention relates to thermal transfer printing with multi-layer ribbons, wherein the viscosity and adhesive properties of the layers are distinct. Such multi-layer ribbons are advantageously used with high speed printers such as "near edge”, “true edge”, “corner edge” or “FethrTM” thermal transfer printers wherein the thin film resistors (heating elements) are positioned right at the edge of the thermal print head allowing rapid separation of the donor film from the receiving substrate after the thin film resistors are fired. These multi-layer ribbons also enable greater variation in the properties and performance of the print obtained from conventional thermal transfer printing processes and equipment since the requirements of the transferred print are shared between two layers. An example is providing print on rough stock using these multi-layer ribbons in conventional processes and equipment.
- Thermal transfer printing is widely used in special applications such as in the printing of machine readable bar codes, either on labels or directly on articles to be encoded.
- the thermal transfer process employed by these printing methods provides great flexibility in generating images allowing for broad variations in the style, size and color of the printed images, typically from a single machine with a single thermal print head.
- the ribbon and receiving substrate are separated almost instantaneously after the thin film resistors are fired, there is very little time for waxes and/or resins to melt/soften and flow onto the surface of the receiving substrate before the ribbon is separated from the receiving substrate.
- the adhesion of the molten/softened material to the receiving substrate is typically lower than its adhesion to the supporting substrate of the ribbon at the time of separation with a high speed printer.
- the functioning thermal transfer layer is usually split and the transfer incomplete, resulting in light printed images where the functioning layer is an ink layer.
- European Patent Application No. 0 194 860 A2 in the name of General Company Ltd discloses a heat-sensitive transferring recording medium composed of a substrate, a heat-sensitive releasing layer and a heat-sensitive transferring ink layer.
- German Patent Application No. 36 34 049 A1 in the name of Konishiroku Photo Industry Co., Ltd describes a thermal transfer medium comprising a first heat-fusible layer and a second colorant layer having a film thickness of not more than 2 ⁇ m disposed on a substrate.
- thermosensitive image transfer recording medium comprising a support on which is disposed a peel-off layer comprising a thermofusible material and a transparent thermofusible ink layer comprising a plurality of different color thermofusible ink sections formed side by side in the form of a repeating unit on the peel-off layer.
- German Patent Application No. 35 07 097 A1 in the name of Canon K.K. discloses a thermal transfer medium comprising a flexible substrate on which a first thermosensitive coating comprising a wax and a sensible material is formed and over which a second thermosensitive coating comprising a sensible material, a wax and a binder resin is formed.
- a thermal transfer medium such as a thermal transfer ribbon from water-based or water-rich coating formulations which does not comprise polycaprolactone and which produces high quality images with reduced offset with "near edge”, “true edge”, “comer edge” or “FethrTM” thermal transfer printers and other high speed printers where the thermal transfer ribbon is separated from the receiving substrate almost instantaneously after the heating elements of the thermal transfer print head have been fired.
- thermal transfer medium which transfers images to a receiving substrate when exposed to an operating print head of a thermal transfer printer, said thermal transfer medium comprising:
- thermo transfer printer which incorporates a thermal transfer ribbon, wherein said ribbon comprises:
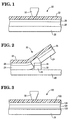
- Thermal transfer ribbon 20 is a preferred embodiment of this invention comprising a substrate 22 of a flexible material, preferably a thin smooth paper or plastic-like material. Tissue-type paper material or polyester-type plastic materials are preferred. Positioned on substrate 22 is a thermosoftenable first coating 26 also referred to herein as a "subcoat.” The first coating contains a wax or wax blend, a minor portion of binder resin and optionally a sensible material, e.g., a pigment.
- the thermal transfer ribbon 20 also has a thermosoftenable second coating 24 positioned on first coating 26 which contains a binder resin with high hot tack properties, a sensible material and a wax.
- the melt viscosity and thermal sensitivity of the first coating 26 and second coating 24 is determined by the melting points of the binder resins and waxes therein and the amounts thereof in each.
- the first coating is formulated to have a melt viscosity lower than that of the second coating, preferably a value at least 25 times less than the second coating for high speed printers and a value at least 10 times less than the value of the second coating when used in conventional printers. With lower melt viscosity values comes lower cohesion within the coating. Lower cohesion allows for easier separation from the substrate.
- Reduced melt viscosity and cohesion ensure that exposure to heat from a thermal transfer head 30 will transfer both the first coating 26 and the second coating 24 to a receiving substrate 28 without splitting the first coating or separating the first and second coatings upon transfer, so as to form a multiple layer image 32.
- Low softening points for the first coating also aids in the simultaneous transfer of the first and second coatings.
- the first coating 26 and second coating 24 preferably have a softening point below 200°C, typically below 150°C, and most preferably about 75°C.
- Such softening temperatures enable the thermal transfer medium to be used in high speed thermal transfer printers such as "near edge”, “true edge” and “FethrTM” thermal transfer printers wherein the thermal transfer ribbon is separated from the receiving substrate almost instantaneously with the firing of the heating elements within the thermal print head.
- These heating elements are believed to operate at temperatures within the range of 100°C to 300°C.
- the actual operating temperatures are difficult to determine due to the small size of the heating elements.
- the first coating has a higher softening temperature than the second coating so that the printed image obtained has higher abrasion/smear resistance. The difference in the softening temperature preferably falls within the range of 0°C-50°C.
- Thermal transfer ribbon 120 is another embodiment of this invention comprising a substrate 122 of a flexible material as described above, a thermosoftening first coating 126, a thermosoftening second coating 124 and a thermosoftening third coating 123.
- the first and second coatings are analogous in composition to coatings 26 and 24 in Figs. 1 and 2.
- Third coating 123 serves as a protective layer between the receiving substrate and the second coating which prevents scuffing during printing.
- Third coating 123 comprises at least 20 wt.% of binder resin with high hot tack properties and wax as in second coating 124 but is preferably free of coloring agent or other sensible material.
- the properties (viscosity, cohesion and softening point) and composition of third coating 123 are otherwise preferably equivalent to second coating 124.
- thermal transfer media of the present invention is the presence of a sensible material and high level of binder resin with high hot tack properties in the same coating so that this layer functions as both as an adhesive layer and ink layer in a multilayer system.
- This formulation helps provide better print quality, i.e., reduced offset and darker images in that complete and uniform transfer of the ink layer is simplified due to higher adhesion and proximity to the receiving substrate.
- Another feature of the multi-layer ribbons of the present invention is the differentiation in melt viscosity and cohesion and preferably hot tack properties, between the first coating and second coating, with the first coating having a lower melt viscosity and cohesion (and hot tack properties) than that of the second coating.
- the features of this multilayered configuration allow the thermal transfer medium to provide high adhesion to the receiving substrate and low adhesion to the flexible substrate, which enhances the performance in high speed printers.
- These features also provide unique performance from conventional printers and processes such as the complete transfer of thick pigmented layers for high density images and high quality images on rough receiving substrates (rough stock) through improved adhesion to the substrate.
- a three layer configuration does not detract from these features but adds the additional feature of providing a protective layer between the ink layer and receiving substrate to prevent scuffing and other machine marks.
- the sensible materials employed in the thermal transfer media of this invention are present in the second coating and optionally also in the first coating.
- Thermal transfer media to be used in conventional printing processes preferably have sensible material in both layers. In high speed applications, sensible material in the first coating is typically undesirable.
- the third coating when used, preferably does not contain any coloring agents or other sensible materials.
- any sensible material used in thermal transfer printing which can be solubilized, dispersed or emulsified in water can be employed in the first or second coatings. These include water-soluble, dispersible or emulsifiable sensible materials which can be sensed by optical, visual, magnetic means, electroconductive means or by photoelectric means.
- the most common sensible materials are coloring agents such as colored pigments or dyes and magnetic pigments (e.g., iron oxide).
- Carbon black is the most common colored pigment and conventional dispersible or emulsifiable carbon blacks such as those provided by Environmental Ink and BASF.
- Preferred carbon blacks provide thermal transfer media which develop little or no static during use within the thermal transfer medium.
- the less common coloring agents include those described in U.S. Patent 3,663,278, leuco dyes which can react with phenolic resins to generate color, phthalocyanine dyes, fluorescent naphthalimide dyes, cadmium, primrose, chrome yellow, ultra marine blue, titanium dioxide, zinc oxide, iron oxide, cobalt oxide and nickel oxide.
- Preferred magnetic pigments are the aqueous based ferrofluids which render printed image recognizable by magnetic ink character recognition (MICR) devices.
- Ferrofluids suitable for use in this invention are those classified as aqueous ferrofluids which comprise suspensions/dispersions/emulsions of magnetic particles, i.e., iron oxide particles such as Magnetite (Fe 3 O 4 ), coated with a hydrophilic coating. The coating preferably reduces agglomeration of the magnetic particles.
- Such ferrofluids are known to be stable in water, i.e., homogeneously mixed with water in the preparation of magnetic tapes such as audio and video tapes.
- Suitable aqueous based ferrofluids include those disclosed by Thakur et al.
- the colloidal suspension provided by Thakur et al. comprises magnetic particles (iron oxide/Magnetite-Fe 3 O 4 ) which are coated with a carboxy functional polymer as an anti-agglomerating agent and preferably dispersed with the aid of a surfactant pair or surfactant and dispersant.
- the preferred sizes for these magnetic particles range from 2-20 nm (20 -200 ⁇ ), most preferably 2-9 nm (20-90 ⁇ ).
- suitable carboxy functional polymers include polymers with multiple carboxy groups in salt form (COO-M+) based on acrylic acid, isocrotonic acid, allylacetic acid, fumaric acid, maleic acid, citraconic acid, itaconic acid, vinyl acetic acid, methacrylic acid backbones and the like.
- the polymers preferably comprise between 20 and 40 wt.% carboxy groups.
- An example of a suitable commercially available polymer is Tamol-850, available from Rohm and Haas Co.
- the amount of polymer used preferably ranges from 50 to 95 wt.% of the weight of the magnetic particles (Magnetite).
- the ferrofluid composition may contain a surfactant or dispersing agent to facilitate dispersion of the magnetic particles in the aqueous solution.
- a surfactant or dispersing agent to facilitate dispersion of the magnetic particles in the aqueous solution.
- Conventional anionic, cationic and non-ionic surfactants and dispersants are suitable.
- Most preferably, a surfactant pair (surfactant and dispersant) are used, one anionic and one non-ionic.
- These ferrofluids can be prepared by the conventional methods disclosed by Thakur et al. (U.S. 5,240,626).
- aqueous ferrofluids Mixtures of aqueous ferrofluids are preferred. Suitable aqueous ferrofluids are available commercially from sources such as Georgia Pacific Corp.
- the ferrofluids can be added to the formulation in a manner consistent with conventional methods for introducing conventional pigments. However, grinding is not a requirement.
- the amount of ferrofluid employed is preferably such that it provides an amount of magnetic particles sufficient to provide printed images which are recognizable by MICR devices.
- the ferrofluid is preferably employed in an amount that provides magnetic particles in the range of about 20 to 60 wt.%, most preferably about 20 to 40 wt.%, based on the weight of dry components. Those which can be solubilized, emulsified or dispersed in water can be used in the present invention.
- Sensible materials other than coloring agents and magnetic pigments used in specialized applications include photochromic dyes, photochromic pigments and fluorescent pigments, which are water-soluble, dispersible or emulsifiable. Examples of suitable photochromic compounds are found in U.S. Patent 5,266,447.
- the second coating may contain a loading of sensible material within the range of 5-60 wt.%, based on dry components. Preferred loadings of sensible material fall within the range of 5-20 wt.% so that the loading of sensible material does not differentiate the second coating from the first coating and inhibit the simultaneous transfer of both coatings to a receiving substrate when exposed to a thermal print head.
- the sensible material is carbon black
- the amount employed in the second coating is most preferably about 10 wt.% based on the total weight of dry ingredients of the coating.
- the first coating is preferably free of sensible material in high speed application, but for ribbons used in conventional processes and printers, amounts of 5-15 wt.%, based on total dry ingredients of the coating, are preferred. Higher loadings of sensible material are not desired due to the increase in viscosity which accompanies high loadings of pigment.
- Each of the coatings contain a water-soluble, dispersible or emulsifiable binder resin which serves to provide flexibility and resiliency to the coatings.
- the second and third coatings require the use of binder resins with high hot tack properties.
- binder resins are very tacky when softened.
- Such resins provide an adhesive strength measured as peel strength with an Instron 4411 of at least 2 times that of a general purpose ribbon as described in the examples herein. This provides higher adhesion to a receiving substrate both during transfer and after transfer by a thermal print head. High hot tack properties are manifested by high peel strength as discussed in the examples.
- Water-soluble, dispersible or emulsifiable binder resins with high hot tack properties include polyesters, acrylic acid-ethylene-vinyl acetate terpolymers, methacrylic acid-ethylene-vinyl acetate terpolymers, polyvinyl acetate, vinylchloride-vinyl acetate copolymers, ethylenevinylacetate copolymers, ethylene-ethylacetate copolymers, styrene copolymers, styrene butadiene block copolymers, polyurethane resins, ethylene-alkyl(meth)acrylate copolymers, and styrene-alkyl(meth)acrylate copolymers.
- Preferred resins include styrene copolymers such as vinyl toluene -methylstyrene copolymers.
- water-soluble, dispersible or emulsifiable binder resins which may be present in any one of the coatings include those conventionally employed in thermal transfer media such as those described in U.S. Patent Nos. 5,240,781 and 5,348,348. These include polyvinylchloride, polyethylene, polypropylene, polyethylene oxide, ethylene-propylene rubber, polyvinyl alcohol, polylactones, polyketone resin, polystyrene, ethylene-propylene copolymers, ethylcellulose, polyamide, epoxy resin, xylene resin, polyvinylbutyryl, styrenebutadiene rubber, nitrile rubber, acrylic rubber, rosin esters and sucrose benzoate.
- binder resins When preparing a thermal transfer ribbon for use with rough stock, higher loadings of binder resin are desired.
- These water-soluble, dispersible or emulsifiable resins preferably have a softening temperature of from 50°C to 250°C and can also be soluble, dispersible or emulsifiable in organic solvents.
- the binder resins are used as small particles, preferably of submicron size and are agitated at high shear in water or in an attritor.
- Each coating may contain more than one binder resin to provide a specific property profile.
- PiccotexTM 100 resin by Hercules is a styrene copolymer (vinyl toluene- -methylstyrene copolymer) that provides high hot tack properties desirable for the second coating in aiding adhesion to the receiving substrate upon a transfer.
- Other high hot tack binder resins that are suitable for the second coating include aqueous ethylenevinylacetate copolymer dispersions and aqueous polyester resin dispersions. These components can be used separately or blended as desired.
- the water-soluble, dispersible or emulsifiable binder resins in the first and second coatings and, where applicable, third coatings can be the same but need not be to obtain excellent performance. While the binder resin in the first coating need not have high hot tack properties, it may be desirable to utilize the same binder resin in the first coating and second coating so as to provide similar thermosoftening characteristics. This enables all coatings to respond (soften) uniformly upon being heated by a thermal print head and assists in simultaneous transfer of all coatings to a receiving substrate upon application of heat from the print head of a high speed thermal printer. Where a third coating is used, employing identical resins to the second coating is preferred to prevent partial transfer of the second coating.
- the coatings also contain a water dispersible wax.
- Suitable waxes are those within conventional water-based wax emulsions or dispersions. Examples include natural waxes such as carnauba wax, rice wax, bees wax and candelilla wax. Other suitable waxes include petroleum waxes such a paraffin waxes and synthetic hydrocarbon waxes such as low molecular weight polyethylene and Fisher-Tropsch wax. Less common waxes which are suitable are higher fatty acids such as myristic acid, palmitic acid, stearic acid and behenic acid; higher aliphatic alcohols such as stearyl alcohol and esters such as sucrose fatty acid esters. The less common waxes may complicate dispersion or emulsification.
- the preferred waxes include carnauba wax, montan wax, candelilla wax and paraffin waxes.
- the wax-like substances preferably have a melting point of from 35°C to 200°C, more preferably 65°C to 130°C.
- the waxes are differentiated by their softening/melting point.
- Hard waxes such as carnauba wax, synthetic waxes and montan wax have high softening/melting points and as such, greater resiliency.
- a particular example of a hard wax is carnauba wax provided by Shamrock Technologies in Newark, New Jersey under the tradename "S-Nauba”. Another is "Carnauba North Country No. 3" by Baldini & Co., Inc. of Millburn, New Jersey.
- soft waxes such as candelilla wax provided by Stahl & Pitch of West Arabic, N.Y., and paraffin waxes have low melting/softening points and provide greater temperature sensitivity and flexibility.
- a blend of hard and soft wax is often preferred for the first layer in high speed printing.
- Hard wax typically has a melting point within the range of 80°C-200°C and soft wax has a melting/ softening point within the range of 40°C-80°C.
- Each coating may contain a plasticizer to enhance flexibility and reduce the softening point.
- a plasticizer to enhance flexibility and reduce the softening point.
- Water-soluble, dispersible or emulsifiable plasticizers used in binders of conventional thermal transfer ribbons such as those described in U.S. Patent No. 3,663,278 are suitable. These can include adipic acid esters, phthalic acid esters, chlorinated biphenyls, citrates, epoxides, glycerols, glycols, hydrocarbons, chlorinated hydrocarbons, phosphates, and the like.
- Each layer may contain other optional additives to enhance such properties as flexibility (oil flexibilizers), hot tack properties, cohesion, weatherability (U.V. absorbers), melt viscosity (fillers) and smoothness, if these additions are stable in solution.
- the first coating of the thermal transfer medium of the present invention comprises at least 75 wt.% water dispersible wax, most preferably more than 85 wt.% wax based on total solids.
- This high level of wax provides a low melt viscosity and low softening temperature to simplify separation from the flexible substrate of the thermal transfer medium.
- Blends of waxes are preferred and preferably a blend of hard wax and soft wax is used in ratios ranging from about 4.0:1 to 0.5:1.
- the first coating also comprises a water-soluble, dispersible or emulsifiable binder resin, which need not have high hot tack properties.
- the amount of binder resin employed is preferably less than 20 wt.%, based on total solids to maintain a low melt viscosity value.
- the first coating may optionally contain a water-soluble, dispersible or emulsifiable sensible material such as a colored pigment, in an amount less than 20 wt.% based on dry components.
- the amount of pigment preferably ranges from 5-20 wt.%, preferably about 15 wt.%, based on total solid components.
- the melt viscosity of the first coating is at least 10 times lower than that of the the second coating and can range from 25-1500 mPa.s at 150°C and a shear rate of 100 s -1 (Haake RS150 reometer).
- the melt viscosity has a value at least 25 times less than the melt viscosity value for the second coating of ribbons used in high speed printing and at least 10 times less than the melt viscosity value for the second coating of ribbons used in conventional printers.
- the melting/softening point of the first coating preferably ranges from 50 to 200°C.
- the second coating comprises at least 20 wt.% of a water-soluble, emulsifiable or dispersible binder having high hot tack properties in addition to sensible material.
- a water-soluble, emulsifiable or dispersible binder having high hot tack properties in addition to sensible material.
- about 20 wt.% to 75 wt%, most preferably 30-50 wt.% of the second coating comprises a binder resin having high hot tack properties.
- the second coating preferably contains 25 wt.% or more water dispersible wax, most preferably, 25-60 wt.% wax.
- Other water-soluble, emulsifiable or dispersible binder resins may be present in minor amounts of preferably about 0-15 wt.%.
- the melt viscosity of the second layer preferably falls within the range of 1,500 to 30,000 mPa.s measured at 150°C at a shear rate of 100 s -1 (Haake RS 150
- the third coating when used, preferably does not contain coloring agents or other sensible materials and comprises at least 20 wt.% water-soluble, emulsifiable or dispersible binder resin having high hot tack properties, which is preferably identical to that within the second coating.
- Other thermal plastic binder resins and waxes may be employed in amounts which preferably correspond to those given above for the second coating.
- the third coating softens at a temperature in the range of about 50 -200°C and preferably has a melt viscosity which ranges from 1000 to 30,000 mPa.s, measured at 150°C at a shear rate of 100 s -1 (Haake RS 150 reometer).
- the proportion of resin binder and wax within each of the coatings can be adjusted to control the melt viscosity (cohesion), hot tack, softening temperature, resiliency and other properties. Additives may also be introduced to manipulate these properties.
- the difference in melt viscosity between the first and second coatings is preferably such that the melt viscosity of the second coating is over 25 times greater than that of the first coating for high speed print ribbons and over 10 times greater for conventional ribbons. This will provide reduced cohesion within the first coating, thus simplifying transfer.
- the second coating has higher hot tack properties to further simplify transfer of both layers to a receiving substrate.
- the hot tack properties can be manifested and quantified by peel strength determinations wherein the strength of the coatings to a paper substrate is determined using a device such as an Instron 9411 as described in detail in the examples below.
- the second coating has a peel strength at least ten times greater than the first coating.
- the top coating prefferably, it is desirable to formulate the top coating to have a peel strength at least 2 times greater than the peel strength of the single layer of a general purpose a thermal transfer ribbon.
- the peel strength is from 3 to 35 times the peel strength of a general purpose ribbon and higher.
- the subcoat it is generally desirable for the subcoat to have a peel strength less than the peel strength of the single coating from a general purpose thermal transfer ribbon, preferably from .05 to 0.5 the peel strength of such a ribbon and lower.
- the thermal transfer media of this invention are prepared from coating formulations that contain the above components in aqueous solution, dispersion or emulsion preferably at about 10-60 wt.% solids, most preferably 20-30 wt.% solids.
- the resin components may be added to an attritor wherein the solids are ground to a particle size of less than 10 ⁇ m at temperatures not to exceed 49°C (120°F). Such particle sizes are typically obtained in about 2 hours at 200-250 rpm.
- Emulsifiers may be used to help prevent precipitation of one or more components.
- a common emulsion may also be prepared by melting and resolidifying all solid components in the presence of the same emulsifier or combination thereof.
- Suitable emulsifiers include some conventional resin emulsifiers and wax emulsifications available commercially and well known to those skilled in the art, examples of which include those available under the tradenames "TweenTM”, such as TweenTM 40, 60, 80", etc., “Surfynol”, such as Surfynol 420, 440, 460", etc., “Morpholine”, “Span", “Brig”, “Triton”, and propylene glycol. Mixtures of emulsifiers are preferred.
- emulsifier will emulsify the wax and/or thermoplastic resin selected by simply adding the emulsifier to fine particle dispersions of the wax and/or thermoplastic resin or forming such fine particles in the presence of emulsifier.
- the amount of emulsifier can vary widely and is preferably used in an amount of from 1 to 30 wt.% based on dry components.
- the emulsions typically contain an aqueous solvent which can be essentially water, but may include a small portion of water miscible solvent such as an alcohol in an amount of less than 10 wt.%, based on the total liquid content.
- aqueous solvent which can be essentially water, but may include a small portion of water miscible solvent such as an alcohol in an amount of less than 10 wt.%, based on the total liquid content.
- examples include polypropylene glycol and N-propanol.
- Thermal transfer media of the present invention are obtained via a two-layer process wherein the first coating is applied to a substrate such as polyester film, as a subcoat and the second coating applied over the first.
- the third coating is applied over the second after drying.
- the coat weight of the first coating as preferably maintained between about 1-2 g/m 2 and the coat weight of the second coating is preferably maintained between about 1.5-3.5 g/m 2 .
- the third coating when applied, is typically employed at a coat weight between about 0.2-1.5 g/m 2 .
- the polyester film is typically from 18-24 gauge polyethyleneterephthalate film; however, the flexible substrates can vary widely and include those described in U.S. Patent 5,348,348.
- the first coating is applied and preferably dried at a temperature of about 54°C - 121°C (130 F-250 F).
- the second coating is applied at a temperature below the softening point (about 66°C (150 F)) to ensure adherence, and preferably dried at a temperature in the range of 60° C to 77° C (140 F-170 F).
- thermosensitive coatings can be fully transferred to a receiving substrate such as paper or synthetic resin at a temperature in the range of 75°C-300°C.
- a first coating formulation is prepared by grinding within an attritor for 1 h the following: water, wax emulsions, resin and wetting agent in the proportions indicated in Table 1 at a temperature below 32°C (90 F) to provide a coating viscosity of 17.5 ⁇ 1 seconds with a #2 Zahn cup.
- First Coating Formulation Ingredients Dry % Wet Weight Water --- 126.0 Polyethylene Oxide Resin 9.0 9.0 Carnauba Emulsion at 25% solids 63.7 254.8 Candelilla Emulsion at 25% solids 27.3 109.2 Wetting Agent --- 1.0 TOTAL 100.0 500.0
- a second coating formulation (top coating) is obtained by grinding in an attritor for 2 hours the following: water, resin, candelilla emulsion, grinding aid, aqueous EVA dispersion, polyester resin, carbon black and wetting agent in the proportions indicated in Table 2 at a temperature below 32°C (90 F) to provide a coating viscosity of 17.0 ⁇ 1 second with a #2 Zahn cup.
- Second Coating Formulation Ingredients Dry % Wet Weight Water --- 195.2 Polyethylene Oxide 3.0 3.0 Candelilla Emulsion at 25% solids 45.0 180.0 Grinding Aid 3.0 3.0 Aqueous EVA Dispersion at 35% solids 20.0 57.1 Polyester Resin at 30% solids 14.0 46.7 Carbon Black 14.0 14.0 Wetting Agent 1.0 1.0 TOTAL 100.0 500.0
- a thermal transfer medium consistent with the present invention is prepared as follows: A first coating is formed on a 4.5 ⁇ m polyester film having a coat weight between 1-2 g/m 2 from the First Coating Formulation described above by applying said formulation to the substrate with a conventional coating machine at about 66°C - 93°C (150 F-200 F) and drying at less than 77°C (170 F). A second coating having a coat weight within the range of 1.5-2.5 g/m 2 is deposited on the dried first coating from the Second Coating Formulation described above with a conventional coating apparatus. The coated polyester film is dried following the application of the second coating at a temperature of about 66°C (150 F) to obtain a finished ribbon.
- a first coating formulation (subcoating) is prepared by adding all the ingredients listed below together under agitation and then mixing them for at least one hour. The viscosity of the coating formulation is about 17 seconds with a #2 Zahn cup.
- First Coating Formulation Ingredients Dry % Wet weight (g) Water 218.5 Paraffin Wax Emulsion at 25% solids 30 120 Carnauba Wax Emulsion at 25% solids 60 140 Adhesive Dispersion at 44% solids 9 20.5 Wetting Agent 1 1 TOTAL 100% 100% Second Coating Formulation
- a second coating formulation (top coating) is prepared in the same way as the above first coating formulation using the ingredients listed below to obtain viscosity of about 17 seconds with a #2 Zahn cup.
- An alternate first coating formulation (subcoating) is prepared by adding all the ingredients listed below together under agitation and then mixing them for one hour.
- the carbon black dispersion is used in this first coating formulation to enhance the density of printing images.
- First Coating Formulation Ingredients Dry % Wet Weight (g) Water 141 Polyethylene Oxide 8 8 Paraffin Emulsion at 25% solids 42 168 Carnauba Emulsion at 25% solids 42 168 Carbon Black Dispersion at 50% solids 7 14 Wetting Agent 1 1 Total 100% 500g
- a third coating formulation is prepared by adding all the ingredients listed below together under agitation and then mixing them for one hour. This coating formulation contains no carbon black and is for coating on the top of the second coating to eliminate or reduce scuffing.
- Third Coating Formulation Ingredient Dry % Wet Weight (g) Water 148 Candellila Emulsion at 25% solids 59 236 EVA Dispersion at 35% solids 25 100 Water-soluble polyester 15 15 Wetting Agent 1 1 TOTAL 100% 500G
- a 2.54 cm (1 inch) wide and 25.4 cm (10 inch) long stripe is cut from a thermal transfer ribbon, which is manufactured by applying the coating identified onto a polyester film.
- the stripe is taped to smooth (bond) paper and then is pressed together in the press at about 250 C for 0.5 seconds so the coating from the ribbon is melted into the paper substrate.
- Peel strength is measured in gram/inch and the peel strengths of various ribbons are shown in the following: Peel Strength (g/cm (g/in)) General purpose ribbon 3.5 (9) Ribbon with sub-coating of Example 1 only: 0.4 (1) Ribbon with top-coating of Example 1 only: 13.4 (34) Ribbon with modified top-coating of Example 1 48.4 (123) Ribbon with modified top-coating of Example 1 7.1 (18)
- the peel strength of the top-coating of Example 1 is about four times higher than that of typical general-purpose ribbon formulation (GPR) while the peel strength of the Example 1 sub-coating is nine times lower than that of the GPR.
- the difference of peel strength between the sub-coating and top-coating is preferably about 11.8 g/cm (30 g/inch) for optimum printing.
- the low and high limits of peel strength for the top-coating are 7.1 and 48.4 g/cm (18 and 123 g/inch), respectively.
- the melt viscosity of a coating can be measured using a Haake RS 150 Reometer at various shear rates as shown in Fig. 4 for:
- the difference between the melt viscosities of sub-coating and top-coating should be at least 25 times for high speed applications.
- the melt viscosity of the sub-coating is about 10 times lower than that of a general purpose ribbon for high speed applications.
Landscapes
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Thermal Transfer Or Thermal Recording In General (AREA)
Claims (7)
- Thermoübertragungsmedium, das Bilder auf ein Empfangssubstrat überträgt, wenn es einem im Betrieb befindlichen Druckkopf eines Thermoübertragungsdruckers ausgesetzt wird, wobei das Thermoübertragungsmedium folgendes aufweist:dadurch gekennzeichnet, dass der erste Überzug eine Schmelzviskosität aufweist, die um das mindestens 10-fache geringer als diejenige des zweiten Überzugs ist und der erste und der zweite Überzug aus Zusammensetzungen auf Wasserbasis oder wasserreichen Zusammensetzungen aufgetragen ist.ein flexibles Substrat (22);einen ersten thermoempfindlichen Überzug (26), der auf dem Substrat angeordnet ist, und mindestens 75 Gew-% eines wasserdispergierbaren Wachses, bezogen auf die trokkenen Bestandteile, ein wasserlösliches, -dispergierbares oder -emulgierbares Bindemittelharz und wahlweise ein empfindliches Material in einer Menge von weniger als 20 Gew-%, bezogen auf die trockenen Bestandteile enthält, undeinen zweiten thermoempfindlichen Überzug (24), der auf dem ersten Überzug angeordnet ist und ein empfindliches Material, ein wasserdispergierbares Wachs und mindestens 20 Gew-% eines wasserlöslichen, -dispergierbaren oder -emulgierbaren Bindemittelharzes mit starken Heißklebeeigenschaften, bezogen auf die trockenen Bestandteile, enthält,
- Thermoübertragungsmedium nach Anspruch 1, worin die Schmelzviskosität des zweiten Überzugs (24) um das mindestens 25-fache größer als diejenige des zweiten Überzugs (26) ist.
- Thermoübertragungsmedium nach Anspruch 2, worin das Bindemittelharz und seine Menge in der ersten und zweiten Beschichtung (26, 24) so gewählt sind, dass Heißschmelzeigenschaften für die zweite Schicht, die größer als die Heißschmelzeigenschaften der ersten Schicht sind, hergestellt werden, worin die Heißschmelzeigenschaften durch die Ablösefestigkeitswerte in g/cm quantifiziert sind und die Ablösefestigkeitswerte für den ersten Überzug um das mindestens 10-fache kleiner als der zweite Überzug sind.
- Thermoübertragungsmedium nach Anspruch 1, worin die Schmelzviskosität der zweiten Beschichtung (24) um das 25 bis 100-fache größer als diejenige des ersten Überzugs (26) ist.
- Thermoübertragungsmedium nach einem der vorangegangenen Ansprüche, das aus wässrigen Emulsionen abgeleitet ist und kein organisches Lösungsmittel enthält.
- Thermoübertragungsband (20), das folgendes aufweist:ein Polyestersubstrat (22);einen ersten thermoempfindlichen Überzug (26), der auf dem Polyestersubstrat angebracht ist und 75 - 97 Gew-% eines wasserdispergierbaren Wachses oder einer Mischung aus Wachsen und 3 - 25 Gew-% eines Bindemittelharzes, alles auf die trockenen Bestandteile bezogen, enthält;einen zweiten thermoempfindlichen Überzug (24), der auf dem ersten Überzug angeordnet ist und 5 - 26 Gew-% eines Farbmittels, etwa 20 - 75 Gew-% eines wasserlöslichen, -dispergierbaren oder -emulgierbaren Bindemittelharzes mit starken Heizklebeeigenschaften, alles auf die trokkenen Bestandteile bezogen, und ein wasserdispergierbares Wachs oder eine Mischung daraus enthält, und dadurch gekennzeichnet ist,dass der erste Überzug eine Schmelzviskosität im Bereich von 25 - 1.500 mPa·s bei 150°C und einer Scherrate von 100 s-1 aufweist und der zweite Überzug eine Schmelzviskosität im Bereich von 5.000 - 30.000 mPa·s bei 150°C und einer Scherrate von 100 s-1 aufweist und der erste und der zweite Überzug aus Zusammensetzungen auf Wasserbasis oder wasserreichen Zusammensetzungen aufgetragen ist.
- Thermoübertragungsdrucker, der ein Thermoübertragungsband (20) nach Anspruch 6 aufweist.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/719,045 US6057028A (en) | 1996-09-24 | 1996-09-24 | Multilayered thermal transfer medium for high speed printing |
| US719045 | 1996-09-24 | ||
| US91083997A | 1997-08-13 | 1997-08-13 | |
| US910839 | 1997-08-13 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0830953A1 EP0830953A1 (de) | 1998-03-25 |
| EP0830953B1 true EP0830953B1 (de) | 2002-02-06 |
Family
ID=27110020
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97307344A Expired - Lifetime EP0830953B1 (de) | 1996-09-24 | 1997-09-22 | Mehrschichtiges thermisches Übertragungsmaterial aus wässrigen Zusammensetzungen |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0830953B1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6077594A (en) * | 1996-06-10 | 2000-06-20 | Ncr Corporation | Thermal transfer ribbon with self generating silicone resin backcoat |
| US6245416B1 (en) * | 1998-05-20 | 2001-06-12 | Ncr Corporation | Water soluble silicone resin backcoat for thermal transfer ribbons |
| CN105216460B (zh) * | 2015-10-30 | 2018-05-01 | 河南卓立膜材料股份有限公司 | 一种水性油墨热转印色带及其制备方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3507097A1 (de) * | 1984-03-02 | 1985-09-05 | Canon K.K., Tokio/Tokyo | Waermeempfindliches uebertragungsmaterial |
| EP0194860B1 (de) * | 1985-03-12 | 1992-05-20 | General Company Limited | Wärmeempfindliches Übertragungsaufzeichnungsmaterial |
| US5204189A (en) * | 1985-03-12 | 1993-04-20 | General Company Limited | Heat-sensitive transferring recording medium |
| US4818591A (en) * | 1985-10-07 | 1989-04-04 | Konishiroku Photo Industry Co., Ltd. | Thermal transfer recording medium |
| US4777079A (en) * | 1986-09-12 | 1988-10-11 | Ricoh Company, Ltd. | Image transfer type thermosensitive recording medium |
| JP3062758B2 (ja) * | 1988-01-21 | 2000-07-12 | 株式会社リコー | 感熱転写記録媒体 |
| US5130180A (en) * | 1989-02-15 | 1992-07-14 | Konica Corporation | Thermal transfer recording medium capable of multiple printing |
| US5219638A (en) * | 1989-08-02 | 1993-06-15 | Dai Nippon Insatsu Kabushiki Kaisha | Thermal transfer sheet |
| JPH07257058A (ja) * | 1994-03-25 | 1995-10-09 | Fujicopian Co Ltd | 熱転写記録媒体 |
-
1997
- 1997-09-22 EP EP97307344A patent/EP0830953B1/de not_active Expired - Lifetime
Non-Patent Citations (1)
| Title |
|---|
| KIRK-OTHMER, ENCYCLOPEDIA OF CHEMICAL TECHNOLOGY, vol. 13, 1 January 1993 (1993-01-01), NEW YORK, pages 717 - 718 * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0830953A1 (de) | 1998-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPH0723029B2 (ja) | 感熱転写材 | |
| EP0816117A1 (de) | Wärmeempfindliches Übertragungsmaterial und Beschichtungszusammensetzung | |
| US6057028A (en) | Multilayered thermal transfer medium for high speed printing | |
| EP0830953B1 (de) | Mehrschichtiges thermisches Übertragungsmaterial aus wässrigen Zusammensetzungen | |
| US5552231A (en) | Thermal transfer ribbon | |
| JP3197826B2 (ja) | 熱転写記録媒体 | |
| EP0194860A2 (de) | Wärmeempfindliches Übertragungsaufzeichnungsmaterial | |
| EP0812704B1 (de) | Rückseitenbeschichtung für thermisches Übertragungsband | |
| JPH08118830A (ja) | 熱転写記録媒体 | |
| JP3090748B2 (ja) | 熱転写記録媒体 | |
| US6171690B1 (en) | Thermal transfer media with a mixture of non-melting solid particles of distinct sizes | |
| US6231964B1 (en) | Thermal transfer ribbons with large size wax or resin particles | |
| US5866643A (en) | High print quality thermal transfer ribbons | |
| JPH11221972A (ja) | 熱転写シート | |
| US5744226A (en) | Multilayerd thermal transfer medium for matte finish printing | |
| JPH06312567A (ja) | 熱転写記録媒体 | |
| EP0547233B1 (de) | Farbstoffenthaltende schicht für thermoübertragungsdruck zur herstellung von farbbildern | |
| EP0354293A2 (de) | Wiederverwendbares wärmeepfindliches Farbstoffübertragungsband | |
| US5747176A (en) | Ultra high scratch and smear resistant images for synthetic receivers | |
| JPH07266727A (ja) | 熱転写記録媒体 | |
| JP2744759B2 (ja) | 熱転写媒体 | |
| JP3280523B2 (ja) | 熱転写記録媒体 | |
| US6358597B1 (en) | Thermo-transfer ribbon | |
| JP4359738B2 (ja) | 感熱転写記録媒体 | |
| JPH05185754A (ja) | 熱溶融性転写記録媒体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): FR GB |
|
| 17P | Request for examination filed |
Effective date: 19980925 |
|
| AKX | Designation fees paid |
Free format text: FR GB |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): FR GB |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| 17Q | First examination report despatched |
Effective date: 19990913 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): FR GB |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20021107 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 746 Effective date: 20080919 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20110720 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20110711 Year of fee payment: 15 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120922 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121001 |