EP0857657B1 - Faltschachtel mit unterschiedlicher Bodenform und Verfahren zu seiner Herstellung - Google Patents
Faltschachtel mit unterschiedlicher Bodenform und Verfahren zu seiner Herstellung Download PDFInfo
- Publication number
- EP0857657B1 EP0857657B1 EP97105010A EP97105010A EP0857657B1 EP 0857657 B1 EP0857657 B1 EP 0857657B1 EP 97105010 A EP97105010 A EP 97105010A EP 97105010 A EP97105010 A EP 97105010A EP 0857657 B1 EP0857657 B1 EP 0857657B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- folding
- lid
- closure
- box
- base part
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 13
- 238000004519 manufacturing process Methods 0.000 title claims description 9
- 239000000463 material Substances 0.000 claims abstract description 10
- 239000000853 adhesive Substances 0.000 claims description 93
- 230000001070 adhesive effect Effects 0.000 claims description 93
- 239000003292 glue Substances 0.000 claims description 24
- 239000004831 Hot glue Substances 0.000 claims description 9
- 238000004026 adhesive bonding Methods 0.000 claims description 9
- 238000003860 storage Methods 0.000 claims description 8
- 230000000694 effects Effects 0.000 claims description 3
- 210000002105 tongue Anatomy 0.000 claims 37
- 230000008021 deposition Effects 0.000 claims 4
- 238000005452 bending Methods 0.000 claims 2
- 238000003780 insertion Methods 0.000 claims 2
- 230000037431 insertion Effects 0.000 claims 2
- 239000011090 solid board Substances 0.000 claims 2
- 239000000835 fiber Substances 0.000 claims 1
- 230000001960 triggered effect Effects 0.000 claims 1
- 238000004080 punching Methods 0.000 description 14
- 238000000465 moulding Methods 0.000 description 6
- 244000299461 Theobroma cacao Species 0.000 description 2
- 235000019219 chocolate Nutrition 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 235000009508 confectionery Nutrition 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 235000015927 pasta Nutrition 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/20—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding-up portions connected to a central panel from all sides to form a container body, e.g. of tray-like form
- B65D5/2014—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding-up portions connected to a central panel from all sides to form a container body, e.g. of tray-like form the central panel having a non rectangular shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/20—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding-up portions connected to a central panel from all sides to form a container body, e.g. of tray-like form
- B65D5/2014—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding-up portions connected to a central panel from all sides to form a container body, e.g. of tray-like form the central panel having a non rectangular shape
- B65D5/2033—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding-up portions connected to a central panel from all sides to form a container body, e.g. of tray-like form the central panel having a non rectangular shape polygonal having more than four sides, e.g. hexagonal, octogonal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/20—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding-up portions connected to a central panel from all sides to form a container body, e.g. of tray-like form
- B65D5/28—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding-up portions connected to a central panel from all sides to form a container body, e.g. of tray-like form with extensions of sides permanently secured to adjacent sides, with sides permanently secured together by adhesive strips, or with sides held in place solely by rigidity of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/64—Lids
- B65D5/66—Hinged lids
- B65D5/6626—Hinged lids formed by folding extensions of a side panel of a container body formed by erecting a "cross-like" blank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/64—Lids
- B65D5/66—Hinged lids
- B65D5/6626—Hinged lids formed by folding extensions of a side panel of a container body formed by erecting a "cross-like" blank
- B65D5/665—Hinged lids formed by folding extensions of a side panel of a container body formed by erecting a "cross-like" blank the lid being held in closed position by self-locking integral flaps or tabs
- B65D5/6661—Flaps provided over the total length of the lid edge opposite to the hinge
- B65D5/6664—Flaps provided over the total length of the lid edge opposite to the hinge combined with flaps or tabs provided at the side edges of the lid
- B65D5/6667—Flaps provided over the total length of the lid edge opposite to the hinge combined with flaps or tabs provided at the side edges of the lid and connected to one another in order to form an uninterrupted telescoping flange
Definitions
- folding box bodies made of solid cardboard and corrugated cardboard separate bottom part and cover part.
- the invention relates to folding boxes with different bottom shape made of cardboard.
- the object of the invention are folding boxes only one blank with one completely closed Bottom part and attached, overlapping the Lid part, in which also powder products can be introduced as filling.
- the folding boxes of the invention are in the protection claim 1 defined.
- a method for the machine production of such Folding boxes are defined in claim 11.
- a technical effect of the folding boxes of the Invention lies in machine manufacture from a cut to fill and close of the molded body enclosed on all sides with high dimensional stability.
- Glue points are defined as follows and the glue tabs assigned to the blank (Fig. 1):
- Glue dots (1.54, 1.55, 1.56, 1.57) on the left / right Side parts (1.1, 1.2) for the adhesive tabs (1.8, 1.9) of the front end part (1.7), and for the adhesive tabs (1.5,1.6) on the left / right side moldings (1.3, 1.4).
- the recording device is by means of a stopper also in register over the folding box erecting shaft stopped and the blank (Fig. 1) using the holding finger in the exact position above the folding box erecting shaft fixed, after which the cradle in its starting position runs back, for recording the following, by means of Vacuum device to be cut part (Fig.1).
- the adhesive tabs (3.1, 3.2) of the back part (3) also folded up 90 degrees, with the back piece (3) in this position of the continuous folding and Erection process still remains in a horizontal position.
- the die then presses the folding box body formed from the folding box erecting shaft of the folding box erector, and sets the folding box body with the shaped one Bottom part (1), in a register under the folding box erector installed mold holder, designed as the base part (1) of the folding box body, when reaching the deepest Drop-off point by means of ejectors integrated in the die Folding box body is released from the die, and in his Starting position is returned to the subsequent folding and Initiate the erection process.
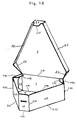
- the folding box body set off in the mold holder corresponds the representation in Fig. 1 a and Fig. 1 d, the Lid part (2) is 90 degrees open to the bottom part (1), and thereby a subsequent automatic filling or closing process of the folding box body can be initiated. Analogous to the manufacturing process of the folding box body
- Figure 1 also shows the other folding boxes according to Figures 2, 3, 4 and 5 in the folding box erector manufactured. It will only the form stamp and erecting shaft accordingly the required shape of the folding box.
- the folding box of the invention with different Soil shapes and firmly connected, cross-border Lid part offers the economical Advantage of making from just one Cut part with a completely closed bottom part.
- This constructive training allows bulk goods of all kinds, as well as soft or powdery Introduce products as filling material.
- Another advantage is the fixed connection of the cross-border cover part on the Bottom part of the erected folding box causes. It is therefore periodic opening and form-stabilizing, reclosure on all sides guaranteed.
- cross-border cover part also offers the advantage of all-round dust sealing and light protection for light-sensitive goods.
- Another advantage is the training of Locking tab of the lid part as a locking tab, whereby the first closure of the folding box without additional adhesive aids or securing is caused by labels.
- the locking tab also offers the advantage of Protection against unauthorized removal from the folding box.
- a further advantage is the use of environmentally friendly, reusable cardboard material, preferably solid cardboard or cellulose cardboard with a grammage of 240-300 g / m 2 by saving material without impairing the shape stability of the folding box during shipping and handling.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
- Making Paper Articles (AREA)
Description
Figur
Seitenansicht schematische Darstellung des Faltschachtelaufrichters (16) mit vereinzelter Entnahme eines Zuschnittes aus dem Vorratsmagazin (17) durch die Vakuumvorrichtung Zuschnittentnahme (18).
Seitenansicht schematische Darstellung des Faltschachtelaufrichters (16) mit Ablage des Zuschnittteiles in die horizontale Aufnahme- Überschubvorrichtung Zuschnitt (19) bei gleichzeitiger Darstellung Formstempel (24) hat Zuschnitteil durch den Faltschachtelaufrichtschacht (20) gedrückt und den gefertigten Faltschachtelkörper in das Formaufnahmeteil (30) eingesetzt, und sich mittels integrierter Ausstosser(29) aus dem Faltschachtelkörper gelöst in Richtung Grundstellung, sowie Befüllstation (32) und Verschlussstation (33).
Seitenansicht schematische des Faltschachtelaufrichters (16) ,wie in Figur 7, jedoch Faltschachtelkörper in Formaufnahmeteil (30) mittels getaktetem Transportband (31) unter Befüllstation (32) transportiert und die Deckelteil-Einfaltschienen (34) das Deckelteil (2) um 90 Grad zum Bodenteil (1) des Faltschachtelkörpers aufrichten.
Seitenansicht schematische Darstellung des Faltschachtelaufrichters (16), wie in Figur 6, jedoch Faltschachtelkörper in Formaufnahmeteil (30) mittels getaktetem Transportband (31) in Verschlusstation (33) transportiert, und die Deckelteil- Einfaltschienen (34) das um 90 Grad aufgerichtete Deckelteil (2) um weitere 90 Grad randübergreifend über das Bodenteil (1) des Faltschachtelkörpers gefaltet wird.
- 1
- Bodenteil
- 1.1
- linkes Seitenteil
- 1.2
- rechtes Seitenteil
- 1.3
- linkes Form-Seitenteil
- 1.4
- rechtes Form-Seitenteil
- 1.5 , 1.6
- linke / rechte Klebelasche
- 1.7
- vorderes Abschlußteil
- 1.8 , 1.9
- linke / rechte Klebelasche
- 1.10 , 1.11
- linke / rechte Hilfs-Verschlußlasche
- 1.12 , 1.13
- linke / rechte Seitenteilrillinie
- 1.14 , 1.15
- linke / rechte Form-Seitenteilrillinie
- 1.16
- Rillinie Rückwandteil (3)
- 1.17
- Rillinie vorderes Abschußteil
- 1.18 , 1.19
- Rillinie Klebelasche
- 1.20 , 1.21
- Rillinie Klebelasche
- 1.22 , 1.23
- 1.24 , 1.25
- Seitenteil Begrenzungsstanzung
- 1.26 , 1.27
- Form-Seitenteil Begrenzungsstanzung
- 1.28 , 1.29
- obere Seitenteil Begrenzungsstanzung
- 1.30 , 1.31
- Klebelaschen Form-Begrenzungsstanzung
- 1.32 , 1.33
- Klebelaschen Form-Begrenzungsstanzung
- 1.34
- obere Begrenzungsstanzung Abschlußteil
- 1.35 , 1.36
- 1.37 , 1.38
- 1.39 , 1.40
- Bodenteil Formwinkel
- 1.41 , 1.42
- Klebelaschen Winkelanstanzung
- 1.43 , 1.44
- Winkelanstanzung Hilfs-Verschlußlasche
- 1.45 , 1.46
- Anstell-Winkelanstanzung Hilfs-Verschlußlasche
- 1.47 , 1.48
- obere Begrenzungsstanzung Hilfs-Verschlußlasche
- 1.49 , 1.50
- Einfalt-Ritzlinien Hilfs-Verschlußlasche
- 1.51 , 1.52
- Zusatzritzlinien Hilfs-Verschlußlasche
- 1.53
- Ausstanzung Verschlußlasche (2.43)
- 1.54 , 1.55
- 1.56 , 1.57
- 1.58 , 1.59
- Klebepunkte
- 2
- Deckelteil
- 2.1
- linkes Deckelseitenteil
- 2.2
- rechtes Deckelseitenteil
- 2.3
- linkes Deckel-Formseitenteil
- 2.4
- rechtes Deckel-Formseitenteil
- 2.5 , 2.6
- linke / rechte Klebelasche
- 2.7
- vorderes Deckelabschlußteil
- 2.8 , 2.9
- linke / rechte Klebelasche
- 2.10 , 2.11
- linke / rechte Deckelseitenteilrillinie
- 2.12 , 2.13
- linke / rechte Deckel-Formseitenteilrillinie
- 2.14
- Umfaltrillinie Deckelteil (2)
- 2.15
- Rillinie vorderes Deckelabschlußteil
- 2.16 , 2.17
- 2.18 , 2.19
- Deckelseitenteil Begrenzungsstanzung
- 2.20 , 2.21
- obere Deckelseitenteil-Begrenzungsstanzung
- 2.22 , 2.23
- 2.24 , 2.25
- 2.26 , 2.27
- Deckelteil Formwinkel
- 2.28 , 2.29
- Rillinie Klebelaschen Deckel-Formseitenteil
- 2.30 , 2.31
- obere Begrenzungsstanzung Deckel-Formseitenteil
- 2.32 , 2.33
- Begrenzungsstanzung Klebelasche
- 2.34 , 2.35
- Begrenzungsstanzung Klebelasche vorderes Deckelabschlußteil
- 2.36 , 2.37
- Rillinie Klebelasche vorderes Deckelabschlußteil
- 2.38 , 2.39
- untere Begrenzungsstanzung Verschlußlasche (2.43)
- 2.40 , 2.41
- seitliche Begrenzungsstanzung Verschlußlasche
- 2.42
- obere Begrenzungsstanzung Verschlußlasche
- 2.43
- Verschlußlasche
- 2.44 , 2.45
- 2.46 , 2.47
- Klebepunkte
- 3
- Rückwanteil
- 3.1 , 3.2
- linke / rechte Klebelasche
- 3.3 , 3.4
- Rillinie Klebelasche Rückwandteil
- 3.5 , 3.6
- obere Begrenzungsstanzung Klebelasche
- 3.7 , 3.8
- untere Klebelaschen Formwinkel
- 5
- Bodenteil
- 5.1
- linkes Seitenteil
- 5.2
- rechtes Seitenteil
- 5.3 , 5.4
- linkes / rechtes Formseitenteil
- 5.5 , 5.6
- linke / rechte Hilfs-Verschlußlasche
- 5.7 , 5.8
- linke / rechte Klebelasche
- 5.9
- Klebelasche
- 7
- Bodenteil
- 7.1 , 7.2
- linke / rechte vordere Seitenteil
- 7.3 , 7.4
- linke / rechte hintere Seitenteil
- 7.5
- vorderes Abschlußteil
- 7.6 , 7.7
- Klebelaschen
- 7.8 , 7.9
- Klebelaschen
- 7.10 , 7.11
- linke / rechte Hilfs-Verschlußlasche
- 10
- Bodenteil
- 10.1 , 10.2
- linke / rechte hintere Seitenteil
- 10.3 , 10.4
- linke / rechte mittlere Seitenteil
- 10.5 . 10.6
- linke / rechte vordere Seitenteil
- 10.7
- vorderes Abschlußteil
- 10.8 , 10.9
- linke / rechte Hilfs-Verschlußlasche
- 10.10 , 10.11
- Klebelaschen
- 10.12 , 10.13
- Klebelaschen
- 10.14 , 10.15
- Klebelaschen
- 13
- Bodenteil
- 13.1
- vorderes Abschlußteil
- 13.2 , 13.3
- linke / rechte mittlere Seitenteil
- 13.4 , 13.5
- linke / rechte vordere Seitenteil
- 13.6 , 13.7
- linke / rechte hintere Seitenteil
- 13.8 , 13.9
- Klebelaschen
- 13.10 , 13.11
- Klebelaschen
- 13.12 , 13.13
- Klebelaschen
- 13.14 , 13.15
- linke / rechte Hilfs-Verschlußlasche
- 4
- Deckelteil
- 4.1
- linkes Deckelseitenteil
- 4.2
- rechtes Deckelseitenteil
- 4.3 , 4.4
- linkes / rechtes Deckel-Formseitenteil
- 4.5 , 4.6
- Klebelaschen
- 4.7
- Klebelasche
- 8
- Deckelteil
- 8.1 , 8.2
- linke / rechte hintere Deckel-Formseitenteil
- 8.3 , 8.4
- linke / rechte vordere Deckelseitenteil
- 8.5
- vordere Deckelabschlußteil
- 8.6 , 8.7
- Klebelaschen
- 8.8 , 8.9
- Klebelaschen
- 8.10
- Verschlußlasche
- 11
- Deckelteil
- 11.1 , 11.2
- linke / rechte vordere Deckelseitenteil
- 11.3 , 11.4
- linke / rechte mittlere Deckelseitenteil
- 11.5 , 11.6
- linke / rechte hintere Deckel-Formseitenteil
- 11.7
- vordere Deckelabschlußteil
- 11.8 , 11.9
- Klebelaschen
- 11.10 , 11.11
- Klebelaschen
- 11.12 , 11.13
- Klebelaschen
- 14
- Deckelteil
- 14.1
- vordere Deckelabschlußteil
- 14.2 , 14.3
- linke / rechte mittlere Deckelseitenteil
- 14.4 , 14.5
- linke / rechte hintere Deckel-Formseitenteil
- 14.6 , 14.7
- linke / rechte vordere Deckel-Formseitenteil
- 14.8 , 14.9
- Klebelaschen
- 14.10 , 14.11
- Klebelaschen
- 14.12 , 14.13
- Klebelaschen
- 6
- Rückwandteil
- 6.1 , 6.2
- Klebelaschen
- 9
- Rückwandteil
- 9.1 , 9.2
- Klebelaschen
- 12
- Rückwandteil
- 12.1 , 12.2
- Klebelaschen
- 15
- Rückwandteil
- 15.1 , 15.2
- Klebelaschen
- 16
- Faltschachtel-Aufrichter
- 17
- Vorratsmagazin
- 18
- Vakuumvorrichtung-Zuschnittentnahme
- 19
- horizontale Aufnahme-Überschubvorrichtung
- 20
- Faltschachtel-Aufrichtschacht
- 21
- Heißleim-Auftragsgerät
- 22
- Heißleim-Auftragsdüsen
- 23
- Sensorabfragung
- 24
- Formstempel
- 25
- Anschlagstopper
- 26
- Haltefinger
- 27
- Vakuumsauger-Formstempel
- 28
- bewegliches Formstempelandruckteil
- 29
- integrierter Ausstoßer
- 30
- Formaufnahmeteil
- 31
- getaktetes Transportband
- 32
- Befüllstation
- 33
- Verschlußstation
- 34
- Deckelteil-Einfaltschienen
- 35
- Heißleim-Endverschluß Auftragsdüse
Claims (11)
- Faltschachtel mit unterschiedlicher Bodenform, hergestellt aus einem einteiligen Zuschnitt, dadurch gekennzeichnet, daß der flachliegende Zuschnitt aus einem Bodenteil in gleichseitiger Dreiecksform (1) mit drei abgeflachten Ecken, oder ungleichseitiger Dreiecksspitzform (5) mit zwei abgeflachten Ecken , oder gleichseitiger Sechs-Eckform (7), oder gleichseitiger Acht-Eckform (10), oder rechteckiger Langform (13) mit vier abgeflachten Ecken besteht, mit an das Bodenteil (1; 5; 7; 10; 13) angesetzten, nach oben aufrichtbaren, linken und rechten Seiten- bzw. Form-Seitenteilen
(1.1; 1.2; 1.3; 1.4), oder
(5,1; 5.2; 5.3; 5.4), oder
(7.1; 7.2; 7.3; 7.4; 7.5), oder
(10.1; 10.2; 10.3; 10.4; 10.5; 10.6; 10.7), oder
(13.1; 13.2; 13.3; 13.4; 13.5; 13.6; 13.7),
mit an das Bodenteil angesetzten aufrichtbaren Rückwandteilen (3; 6; 9; 12; 15), die an den Seiten angesetzte, aufklappbare Klebelaschen (3.1; 3.2), oder (6.1; 6.2), oder (9.1; 9.2), oder (12.1; 12.2), oder (15.1; 15.2) aufweisen, mit an diese Rückwandteile (3; 6; 9; 12; 15) angesetzten, aufklappbaren Deckelteilen (2; 4; 8; 11; 14), die aufklappbare Deckelseitenteile
(2.1; 2.2; 2.3; 2.4; 2.7), oder
(4.1; 4.2; 4.3; 4.4), oder
(8.1; 8.2; 8.3; 8.4; 8.5), oder
(11.1; 11.2; 11.3; 11.4; 11.5; 11.6; 11.7), oder
(14.1; 14.2; 14.3; 14.4; 14.5; 14.6; 14.7)
aufweisen, mit vorgegebenen Rillinien,
wie (1.12; 1.13; 1.14; 1.15; 1.16; 1.17)
des Bodenteiles (1), Rillinien,
wie (2.10; 2.11; 2.12; 2.13; 2.14; 2.15) des Deckelteiles (2), Rillinien (3.3; 3.4) des Rückwandteiles (3), Rillinien, wie (1.18, 1.19) des vorderen Abschlußteiles (1.7) des Bodenteiles (1), Rillinien, wie (1.20; 1.21) der linken und rechten Formseitenteile (1.3; 1.4), Rillinien, wie (1.49; 1.50; 1.51; 1.52) von linken und rechten Hilfs-Verschlußlaschen (1.10; 1.11) des Bodenteiles (1), Rillinien (2.28; 2.29) an den linken und rechten Deckelformseitenteilen (2.30; 2.31) und mit Rillinien (2.36; 2.37) des vorderen Deckelabschlußteiles (2.7) des Deckelteiles (2), mit Klebepunkten, wie (1.54; 1.55; 1.56; 1.57), auf den linken und rechten Seitenteilen, wie (1.1; 1.2) des Bodenteiles (1) für Klebelaschen, wie (1.8; 1.9) des vorderen Abschlußteiles, wie (1.7) und für Klebelaschen, wie (1.5; 1.6) an den linken und rechten Formseitenteilen, wie (1.3; 1.4), Klebepunkten wie (1.58; 1.59) auf den linken und rechten Formseitenteilen, wie (1.3; 1.4) des Bodenteiles (1) für die Klebelaschen, wie (3.1; 3.2) an den Rückwandteilen wie (3), und mit Klebepunkten wie (2.44; 2.45; 2.46; 2.47) auf den linken und rechten Deckelseitenteilen, wie (2.1; 2.2) für Klebelaschen (2.5; 2.6) an den linken und rechten Deckel-Formseitenteilen (2.30; 2.31) und an Klebelaschen (2.8; 2.9) an dem vorderen Deckelabschlußteil (2.7) des Deckelteiles (2), wobei die Form des Bodenteiles (1), jeweils gleich der Form des Deckelteiles (2) ist. - Faltschachtel nach Anspruch 1, dadurch gekennzeichnet, dass diese aus einem rundumabschliessenden , randübergreifenden Deckelteil (2) über das offene Bodenteil (1) besteht und dadurch einen optimalen Verschluss der Faltschachtel bewirkt.
- Faltschachtel nach den Ansprüchen 1 und 2, dadurch gekennzeichnet, dass linke und rechte Hilfs-Verschlusslaschen (1.10; 1.11) sich oberhalb der linken und rechten Form-Seitenteile (1.3; 1.4) des Bodenteiles (1) befinden, die durch Ritzlinien (1.49; 1.50; 1.51; 1.52) und durch Anstell-Winkelanstanzungen (1.45; 1.46) eine ungehinderte , nach innen zielende Einfaltung der Hilfs- Verschlusslaschen (1.10; 1.11) bewirken, wenn das Deckelteil (2) mit den seitlich hochstehenden Deckel-Formseitenteilen (2.3:2.4) an der Umfaltrillinie (2.14) zum randübergreifenden Deckelverschluss über das oben offene Bodenteil (1) gefaltet ist, derart, daß ein Aufkanten der Deckel-Formseitenteile (2.3;2.4) durch die obere Begrenzungsstanzung der Deckelformseitenteile (2.30; 2.31) auf die aufgerichteten linken und rechten Form-Seitenteile (1.3; 1.4) des Bodenteiles (1) nicht eintreten kann.
- Fachtschachtel nach den Ansprüchen 1 - 3, dadurch gekennzeichnet, dass der Abstand zwischen den linken und rechten Form-Seitenteilrillinien (1.14; 1.15) und den Einfalt-Ritzlinien Hilfs- Verschlusslasche (1.49;1.50) der linken und rechten Form- Seitenteile (1.3; 1.4) des Bodenteiles (1) um 1 mm kürzer ist als der Abstand zwischen den linken und rechten Seitenteilrillinien (1.12; 1.13) und den linken und rechten oberen Seitenteil Begrenzungsstanzungen (1.28; 1.29) der linken und rechten Seitenteile (1.1; 1.2) des Bodenteiles (1), und dadurch beim randübergreifenden Deckelverschluss des Deckelteiles (2) über das oben offene Bodenteil (1), die nach innen faltenden linken und rechten Hilfs-Verschlusslaschen (1.10; 1.11) unterhalb der Verschlusshöhe der Faltschachtel beim Aufsetzen der Innenfläche des Deckelteiles (2) auf die hochstehenden linken und rechten Seitenteile (1.1; 1.2) des Bodenteiles (1) liegen, derart, dass ein Verzug des randübergreifenden Deckelteiles (2) nach dem Endverschluss verhindert ist.
- Faltschachtel nach den Ansprüchen 1 - 4, dadurch gekennzeichnet, dass die Grundfläche des Bodenteiles (1) innerhalb der Rillinien (1.12; 1.13; 1.14; 1.15; 1.16; 1.17) und den Bodenformwinkeln (1.35; 1.36; 1.37; 1.38; 1.39; 1.40) um das 2.2 - fache der Materialstärken geringer ist als die Grundfläche des Deckelteiles (2) innerhalb der Rillinien (2.10; 2.11; 2.12; 2.13; 2.14; 2.15) und der Deckelformwinkel (2.22; 2.23; 2.24; 2.25; 2,26; 2.27) und dadurch ein einwandfreier, randübergreifender Verschluss des Deckelteiles (2) über das obere, offene Bodenteil (1) bewirkt ist.
- Faltschachtel nach den Ansprüchen 1 - 5, dadurch gekennzeichnet, dass die linke und rechte Deckelseitenteilrillinie (2.10; 2.11) und die linke und rechte Deckel- Formseitenteilrillinie (2.12; 2.13) , sowie die Rillinie vorderes Deckelabschlussteil (2.15) des Deckelteiles (2) durch Ritzlinien ersetzt sind, sodass die Rückstellkraft des Kartonmaterials beim Auffaltvorgang der linken und rechten Deckelseitenteile (2.1; 2.2) der linken und rechten Deckel-Formseitenteile (2.3; 2.4) und des vorderen Deckelabschlussteiles (2.7) des Deckelteiles (2) herabgesetzt ist und dadurch die Biegezugfestigkeit des Deckelteiles (2) weitgehend vermieden ist .
- Faltschachtel nach den Ansprüchen 1 - 6, dadurch gekennzeichnet, dass der Breitenabstand zwischen den Rillinien Klebelaschen Rückwandteil (3.3; 3.4) des Rückenwandteiles (3) exakt der um 2,2 Materialstärken geringeren Länge der Rillinie Rückwandteil (1.16) in den Eckpunkten der Bodenteil - Formwinkel (1.35; 1.36) des Bodenteiles (1) entspricht und die Umfalt-Rillinie Deckelteil (2.14) des Deckelteiles (2) in den Eckpunkten der Deckelteil-Formwinkel (2.26; 2.27) links und rechts um 1,1 Materialstärken Überstand aufweist, die sich durch die um 2,2 Materialstärken grössere Ausbildung der Grundfläche des Deckelteiles (2) ergibt und dadurch nach randübergreifendem Verschluss des Deckelteiles (2) über das oben offene Bodenteil (1) keine offenen Eckausbildungen im Bereich der Deckelteil- Formwinkel (2.26; 2.27) entstehen.
- Faltschachtel nach den Ansprüchen 1 bis 7, dadurch gekennzeichnet, das der Verschluss (2.43) am vorderen Abschlussteil (2.7) des Deckelteiles (2) als Einstecklasche oder Verriegelungslasche ausgebildet ist, und durch eine Ausstanzung Verschlusslasche (1.53) im vorderen Abschlussteil (1.7) des Bodenteiles (1) die Aufnahme der Verschlusslasche (2.43) oder des Verriegelungsverschlusses bewirkt.
- Faltschachtel nach den Ansprüchen 1 - 8,, dadurch gekennzeichnet, dass die Faserlaufrichtung des eingesetzten Vollkarton-Materials in Richtung 90 Grad zur Umfaltrillinie Deckelteil (2.14) des Deckelteiles (2) verläuft, und dadurch die Biegezugfestigkeit der Deckelfläche zwischen den linken und rechten Deckelseitenteilrillinien (2.10; 2.11), sowie den linken und rechten Deckel-Formseitenteilrillinien (2.12: 2.13) der Umfaltrillinie Deckelteil (2.14) und der Rillinie vorderes Deckelabschlussteil (2.15) des Deckelteiles (2) vermieden ist, und das Deckelteil (2) nach Verschluss über das oben offene Bodenteil (1) eben und schlüssig aufliegt.
- Faltschachtel nach den Ansprüchen 1 - 9, dadurch gekennzeichnet, dass diese aus Vollkarton oder Zellstoffkarton mit einem Grammgewicht von 270-350 g/m2 , oder aus Wellpappe, vorzugsweise des Typs F- Welle ( Minniwelle ) bis zu einer Wellenhöhe von 0,6 - 1,1 mm besteht.
- Verfahren zur maschinellen Herstellung von Faltschachteln mit unterschiedlicher Bodenform nach Anspruch 1, gekennzeichnet durch folgende Verfahrensstufen:1) Einlegen der flachen Zuschnitteile in das Vorratsmagazin (17) eines Faltschachtelaufrichters (16), stapelweise hintereinander liegend, vereinzeltes Entnehmen mittels Vakuumvorrichtung-Zuschnittentnahme (18) aus dem Vorratsmagazin (17) und passergenaues Ablegen in eine horizontal angeordnete Aufnahme-Überschubvorrichtung (19), wobei im Zeitpunkt der Ablage das Vakuum der Vakuumvorrichtung-Zuschnittentnahme (18) aufgelöst wird.2) Führen unmittelbar danach der horizontalen Aufnahme-Überschubvorrichtung (19) mit einliegendem Zuschnitteil passergenau über einen Faltschachtelaufrichtschacht (20), der entsprechend der Form des Zuschnitteils ausgelegt ist, und während der Überschubbewegung der horizontalen Aufnahme-Überschubvorrichtung (19) Aufbringen exakter Leimpunkte mittels Heißleim-Auftragsdüsen (22) eines Heißleim-Auftragsgerätes (21) durch Sensorabfragung (23), auf vorgegebene Klebepunkte des noch horizontal liegenden Zuschnitteiles, derart, daß während der nachfolgenden Aufrichtvorgänge zur Formung des Faltschachtelkörpers mittels Formstempel (24) und Faltschachtelautrichtschacht (20) die sich einfaltenden Klebelaschen gegen die Leimpunkte anlegen und dadurch die Endform des Faltschachtelkörpers hergestellt wird, wobei die auf das passergenau einliegende Zuschnitteil aufgebrachten Leimpunkte wie folgt definiert und den Klebelaschen zugeordnet sind: Klebepunkte (1.54, 1.55, 1.56, 1.57) auf den linken/rechten Seitenteilen (1.1, 1.2) für die Klebelaschen (1.8, 1.9) des vorderen Abschlußteiles (1.7), und für die Klebelaschen (1.5, 1.6) an den linken/rechten Form-Seitenteilen (1.3, 1.4), Klebepunkte (1.58, 1.59) auf den linken/rechten Form-Seitenteilen (1.3, 1.4) für die Klebelaschen (3.1, 3.2) an dem Rückwandteil (3), sowie den Klebepunkten (2.44, 2.45, 2.46, 2.47) auf den linken/rechten Deckelseitenteilen (2.1, 2.2) für die Klebelaschen (2.5, 2.6) an den linken/rechten Deckel-Formseitenteilen (2.3, 2.4), und den Klebelaschen (2.8, 2.9) an dem vorderem Deckelabschlußteil (2.7),3) Stoppen nach Abschluß der Überschubbewegung der horizontalen Aufnahme-Überschubvorrichtung (19) mit passergenau einliegendem Zuschnitteil und erfolgtem Heißleimauttrag der Aufnahme-Überschubvorrichtung (19) mittels Anschlagstopper (25), wobei die Aufnahme-Überschubvorrichtung (19) ebenfalls passergenau über den Faltschachtelaufrichtschacht (20) geführt wird und Fixieren des Zuschnitteiles mittels Haltefinger (26) in der passergenauen Lage über dem Faltschachtelaufrichtschacht (20), wonach die horizontale Aufnahme-Überschubvorrichtung (19) in ihre Grundausgangsstellung zurückgeführt wird zur Aufnahme des nachfolgenden, mittels Vakuumvorrichtung-Zuschnittentnahme (18) einzulegenden Zuschnitteiles,4) Aufsetzen nachfolgend und unmittelbar nach Fixieren des Zuschnittes durch die Haltefinger (26) über dem Faltschachtelaufrichtschacht (20) des Faltschachtelaufrichters (16) eines vertikal angeordneten, pneumatisch wirkenden Formstempels (24) mit der Unterseite auf das passergenau und horizontal über den Faltschachtelaufrichtschacht (20) fixierte Zuschnitteil, wobei bei Kontakt der Unterseite des Formstempels (24) mit dem Bodenteil (1) und dem Deckelteil (2), des fixiert über dem Faltschachtelaufrichtschacht (20) liegenden Zuschnitteiles, der an der Unterseite des Formstempels (24) eingearbeitete Vakuumsauger-Formstempel (27) das Bodenteil (1) und das Deckelteil (2), innerhalb der vorgegebenen Rillinien (1.12, 1.13, 1.14, 1.15, 1.16, 1.17) des Bodenteiles (1) und der Rillinien (2.10, 2.11, 2.12, 2.13, 2.14, 2.15) des Deckelteiles (2), das Zuschnitteil passergenau an der Unterseite des Formstempels (24) halten, bevor das so gehaltene Zuschnitteil, mit den bereits aufgetragenen Leimpunkten, mittels Formstempel (24) nach unten durch den Faltschachtelaufrichtschacht (20) gedrückt wird,5) Nachobenfalten um 90 Grad der Seitenteile des Bodenteiles (1) und der Deckelteiles (2) mit Beginn der vertikal nach unten gerichteten Bewegung des Formstempels (24) und durch Vakuumsauger-Formstempel (27) mit fixiertem Zuschnitteil durch den Faltschachtelaufrichtschacht (20), wobei zuerst das linke/rechte Formseitenteil (1.3, 1.4) mit anhängenden Klebelaschen (1.5, 1.6) und das vordere Abschlußteil (1.7) mit anhängenden Klebelaschen (1.8, 1.9) des Bodenteiles (1), und gleichzeitig das rechte / linke Deckel-Formseitenteil (2.3, 2.4) mit anhängenden Klebelaschen (2.5, 2.6) und das vordere Deckelschlußteil (2.7) mit anhängenden Klebelaschen (2.8, 2.9) durch die seitlichen Faltschienen des Faltschachtelaufrichtschachtes (20) um 90 Grad, an den Rillinien (1.14, 1.15, 1.17) des Bodenteiles (1) und (2.12, 2.13, 2.15) des Deckelteiles (2), wobei sich die nach oben gefalteten Teile mit der Innenseite gegen die entsprechenden Seitenwände des Formstempels (24) anlegen, und gleichzeitig die anhängenden Klebelaschen (1.5, 1.6) der linken/rechten Formseitenteile (1.3, 1.4) und die Klebelaschen (1.8, 1.9) des vorderen Abschlußteiles (1.7) des Bodenteiles (1), sowie die Klebelaschen (2.5, 2.6) der linken/rechten Deckel-Formseitenteile (2.3, 2.4) und die Klebelaschen (2.8, 2.9) des vorderen Deckelabschlußteiles (2.7) mit um 90 Grad aufrichtet und in Position für die nachfolgenden Falt- und Aufrichtvorgänge stehen und gleichzeitig die Klebelaschen (3.1, 3.2) des Rückenteiles (3) formgerecht nach innen gefaltet werden, wobei das Rückenteil (3) in dieser Position des kontinuierlich ablaufenden Falt- und Aufrichtvorganges noch in horizontaler Lage verbleibt,6) Falten um 90 Grad nach oben unmittelbar nach Abschluß der Falt- und Aufrichtvorgänge im Faltschachtelaufrichtschacht (20) in der vertikal nach unten gerichteten Bewegung des Formstempels (24) gleichzeitig der linken/rechten Seitenteile (1.1, 1.2) des Bodenteiles (1) und der linken/rechten Deckelseitenteile (2.1, 2.2) des Deckelteiles (2) und Anlegen dieser Teile im Bereich der Klebepunkte (1.54, 1.55, 1.56, 1.57) gegen die Außenseiten der in Position stehenden Klebelaschen (1.5, 1.6) der linken/rechten Formseitenteile (1.3, 1.4), die sich mittels der Rillinien (1.18, 1.19) bzw. (1.20, 1.21) mit der Innenseite gegen die Außenseite des Formstempels (24), und mit der Außenseite gegen die mit Leimpunkten (1.54, 1.55, 1.56, 1.57) versehenen Innenseiten der linken/rechten Seitenteile (1.1, 1.2) des Bodenteiles (1) legen, und dadurch eine feste Klebeverbindung zur gewünschten Form des Bodenteiles (1) herstellen, und die linken/rechten Deckelseitenteile (2.1, 2.2) in gleicher Weise im Bereich der Klebepunkte (2.44, 2.45, 2.46, 2.47) gegen die in Position stehenden Klebelaschen (2.5, 2.6) der linken/rechen Deckel-Formseitenteile (2.3, 2.4) legen und die Klebelaschen (2.8, 2.9) des vorderen Deckelabschlußteiles (2.7) des Deckelteiles (2) durch diesen zum Bodenteil (1) identischen Falt-, Klebe- und Aufrichtablauf ebenfalls die gewünschte Form des Deckelteiles (2) herstellt,7) Einzug des beweglichen Formstempelandruckteiles (28) im Verlauf der vertikal nach unten gerichteten Bewegung des Formstempels (24) durch den Faltschachtelaufrichtschacht (20) mit dem bereits vorgefalteten und geklebten Deckelteil (2) um 90 Grad nach innen gegen das Formteil des Formstempels (24) mit bereits vorgefaltet und geklebtem Bodenteil (1), wodurch sich das Rückenteil (3) mit den bereits formgerecht nach innen gefalteten Klebelaschen (3.1, 3.2) aufrichtet, und die Außenseiten der Klebelaschen (3.1, 3.2) sich gegen die mit den Klebepunkten (1.58, 1.59) versehenen Innenseiten der linken/rechten Formseitenteile (1.3, 1.4) des Bodenteiles (1) legen und dadurch die Endform des Faltschachtelkörpers hergestellt ist,8) Herausdrücken des gebildeten Faltschachtelkörpers durch den Formstempel (24) aus dem Faltschachtelaufrichtschacht (20) und Einsetzen des Formstempels (24) mit dem geformten Bodenteil (1) in ein passergenau unter dem Faltschachtelaufrichtschacht (20) stehendes Formaufnahmeteil (30), in Auslegung wie das Bodenteil (1) des Faltschachtelkörpers, und das Formaufnahmeteil (30) auf einem getakteten Transportband (31) fest installiert, wobei die Innenform des Formaufnahmeteiles (30) mittels federnder Klemmung den eingesetzten Faltschachtelkörper hält, und bei Erreichen des tiefsten Absetzpunktes des Bodenteiles (1) in dem Formaufnahmeteil (30) mittels Formstempel (24), der integrierte Ausstoßer (29) des Formstempels (24) den Faltschachtelkörper vom Formstempel (24) löst und in seine Grundausgangsposition über dem Faltschachtelaufrichtschacht (20) zurückgeführt wird, um den nachfolgenden, kontinuierlichen Falt- und Aufrichtvorgang einzuleiten, und unmittelbar nach Lösen des Faltschachtelkörpers vom Formstempel (24) am tiefsten Absetzpunkt im Formaufnahmeteil (30), der integrierte Ausstoßer (29) den Faltschachtelkörper kurzzeitig in dem Formaufnahmeteil (30) niederhält, bevor er ebenfalls in seine Grundausgangsstellung im Formstempel (24) zurückgeführt wird,9) Herausführen des in dem Formaufnahmeteil (30) klemmend gehaltenen Bodenteils (1) des Faltschachtelkörpers mittels getaktetem Transportband (31) auf dem die Formaufnahmeteile (30) in frei wählbarem Taktabstand installiert sind, aus dem Faltschachtelaufrichter (16), und das jeweils nachfolgende leere Formaufnahmeteil (30) wiederum passergenau unter dem Faltschachtelaufrichtschacht (20) zum Stehen kommt, um die Aufnahme des nachfolgend geformten Faltschachtelkörpers zu gewährleisten,10) Zum Stehen kommen des aus dem Falschachtelaufrichter (16), mittels getaktetem Transportband (31) herausgeführten Formaufnahmeteils (30), mit klemmend einsitzendem Bodenteil (1) des Faltschachtelkörpers, und dem zum Bodenteil (1) um 180 Grad nach hinten umgelegten Deckelteiles (2), am Ende des jeweiligen Taktvorgangs passergenau unter einer Befüllstation (32), wobei während der Vorwärtsbewegung des getakteten Transportbandes (31) mittels einer Deckelteile Einfaltschiene (34), das um 180 Grad zum Bodenteil (1) umgelegte Deckelteil (2) um 90 Grad aufgerichtet wird, und hinter einem mittig über dem oben offenen Bodenteil (1) stehenden Füllschacht, einer in der Auslegung frei wählbaren Befüllstation (32), geführt wird, und nach Erreichen dieser Position des Formaufnahmeteiles (30), mit klemmend einsitzendem Bodenteil (1) der Einfüllvorgang mit unterschiedlichen Produkten in den Faltschachtelkörper ausgelöst wird,11) Führen des befüllten Bodenteiles (1) des Faltschachtelkörpers im Formaufnahmeteil (30) mittels des getakteten Transportbandes (31) unter eine Verschlußstation (33) wobei durch die Deckelteil-Einfaltschiene (34) das bereits in der Vorstute um 90 Grad zum Bodenteil (1) aufgerichtete Deckeltteil (2) wiederum um 90 Grad über das bereits befüllte Bodenteil (1) gefaltet wird, und sich das Deckelteil (2) randübergreifend über das Bodenteil (1) legt, und vor Erreichen des Endverschlusses des Faltschachtelkörpers eine Heißleim-Endverschluß Auftragsdüse (35), mittig auf die Außenseite des vorderen Abschlußteiles (1.7) des Bodenteiles (1) einen Leimpunkt aufbringt, und nach randübergreifendem Einfalten des Deckelteiles (2) über das Bodenteil (1), die Außenseite des vorderen Abschlußteiles (1.7) mit der Innenseite des vorderen Deckelabschlußteiles (2.7) durch den vorab aufgebrachten Leimpunkt eine klebende Verbindung eingeht, und dadurch ein sicherer Endverschluß des Faltschachtelkörpers hergestellt ist.12) Verfahren nach Anspruch 12 , dadurch gekennzeichnet, dass der Faltschachtelaufrichter (16) anstelle des getakteten Transpostbandes (31) der Befüllstation (32), der Verschlusstation(33), sowie der Deckelteil- Einfaltschienen (34) und der Heissleim-Endverschlussauftragsdüse (35), nur mit einem kontinuierlichen Transportband unterhalb des Faltschachtelaufrichtschachtes (20) ausgerüstet ist, und die im Faltschachtelaufrichter (16) kontinuierlich hergestellten Faltschachtelkörper mittels des inegrierten Ausstossers (29) im Formstempel (24) auf das kontinuierlich durchlaufende Transportband abgesetzt werden, und durch dieses aus den Faltschachtelaufrichter (16) heraustransportiert werden und danach manuelles Befüllen und Verschliessen der Faltschachtelkörper erfolgt.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE29702155U | 1997-02-08 | ||
| DE29702155U DE29702155U1 (de) | 1997-02-08 | 1997-02-08 | Faltschachtel mit unterschiedlicher Bodenform |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0857657A2 EP0857657A2 (de) | 1998-08-12 |
| EP0857657A3 EP0857657A3 (de) | 1998-11-18 |
| EP0857657B1 true EP0857657B1 (de) | 2000-01-12 |
Family
ID=8035651
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97105010A Expired - Lifetime EP0857657B1 (de) | 1997-02-08 | 1997-03-25 | Faltschachtel mit unterschiedlicher Bodenform und Verfahren zu seiner Herstellung |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0857657B1 (de) |
| AT (1) | ATE188662T1 (de) |
| DE (2) | DE29702155U1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202007010091U1 (de) * | 2007-07-19 | 2007-10-25 | Mayr-Melnhof Karton Ag | Faltschachtel |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1979993A (en) * | 1931-09-17 | 1934-11-06 | Peck Frank Guy | Container setting-up machine |
| GB2013162B (en) * | 1977-12-12 | 1982-02-24 | Drg Uk Ltd | Carton |
| GB2116147A (en) * | 1982-03-01 | 1983-09-21 | Mardon Son And Hall Limited | Cartons |
-
1997
- 1997-02-08 DE DE29702155U patent/DE29702155U1/de not_active Expired - Lifetime
- 1997-03-25 AT AT97105010T patent/ATE188662T1/de not_active IP Right Cessation
- 1997-03-25 EP EP97105010A patent/EP0857657B1/de not_active Expired - Lifetime
- 1997-03-25 DE DE59700998T patent/DE59700998D1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE29702155U1 (de) | 1997-09-04 |
| ATE188662T1 (de) | 2000-01-15 |
| EP0857657A2 (de) | 1998-08-12 |
| DE59700998D1 (de) | 2000-02-17 |
| EP0857657A3 (de) | 1998-11-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5400955A (en) | Box formed from a sheet material, blank | |
| IE890635L (en) | Cases formed from sheet material | |
| DE69707084T2 (de) | Verpackungssystem für Papierbögen | |
| US4282999A (en) | H-divider containers | |
| JPH10502028A (ja) | 流体容器及びその製造方法 | |
| AU662353B2 (en) | Improvements in or relating to packaging | |
| EP0653354B1 (de) | Verpackung für Bücher und/oder andere Produkte sowie Verfahren und Vorrichtung zu ihrer Herstellung | |
| EP0638482B1 (de) | Gebindekarton | |
| EP1340691A1 (de) | Verpackungskörper für Dosen für formschlüssiges Einklippen und Verfahren zu dessen Herstellung | |
| US4548593A (en) | Folding carton for dry powder | |
| DE7638344U1 (de) | Tragbare Flaschenverpackung | |
| EP2851189B1 (de) | Vorrichtung und verfahren zur herstellung von für eine top-load-befüllung mit produkten geeigneten schachteln | |
| WO2018153587A1 (de) | Handhabungs- und faltvorrichtung und verfahren zum auffalten und einsetzen eines unterteilungselements in eine umverpackung | |
| EP0857657B1 (de) | Faltschachtel mit unterschiedlicher Bodenform und Verfahren zu seiner Herstellung | |
| US3792646A (en) | Apparatus for manufacturing a tray for packaging goods in shrinkable sheeting | |
| DE2929576A1 (de) | Zweiteilige verpackung sowie ein verfahren zum herstellen derselben | |
| GB2229710A (en) | Packages formed from blanks | |
| US5433062A (en) | Packaging container (display pack) and process and apparatus for producing it | |
| US4491267A (en) | Folding carton for dry powder | |
| CH668586A5 (en) | Packaging for envelopes on production line - has pre-folded and glued card cut=out with simple folding action | |
| US6192571B1 (en) | Apparatus and method for forming stiffening means | |
| EP0407480B1 (de) | Verfahren und vorrichtung zur herstellung von offenen kartonbehältern | |
| EP0043557B1 (de) | Verfahren zum Herstellen eines Behälters, Behälter hergestellt nach dem Verfahren und Vorrichtung zum Herstellen eines Behälters | |
| ES2110886A2 (es) | Perfeccionamientos en maquinas para armar cajas. | |
| DE29610056U1 (de) | Geschlossener Faltschachtelkörper mit anhängenden, ineinanderfaltenden Klappverschlußdeckelteilen über das mittig gebildete und oben offene Faltschachtelinnenteil |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE FR GB LI LU NL |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19981013 |
|
| 17Q | First examination report despatched |
Effective date: 19990224 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RIC1 | Information provided on ipc code assigned before grant |
Free format text: 6B 65D 5/66 A, 6B 65D 5/28 B, 6B 31B 3/00 B |
|
| AKX | Designation fees paid |
Free format text: AT BE CH DE FR GB LI LU NL |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB LI LU NL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20000112 |
|
| REF | Corresponds to: |
Ref document number: 188662 Country of ref document: AT Date of ref document: 20000115 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59700998 Country of ref document: DE Date of ref document: 20000217 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: KELLER & PARTNER PATENTANWAELTE AG |
|
| ET | Fr: translation filed | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20000112 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20010319 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20010327 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20010330 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20010402 Year of fee payment: 5 Ref country code: BE Payment date: 20010402 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20010817 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020325 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020325 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020331 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020331 |
|
| BERE | Be: lapsed |
Owner name: *WANFRIED-DRUCK KALDEN G.M.B.H. Effective date: 20020331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021001 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20021001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031127 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020331 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20100611 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111001 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59700998 Country of ref document: DE Effective date: 20111001 |