EP0937548B1 - Handwerkzeug und Verfahren zu seiner Herstellung - Google Patents
Handwerkzeug und Verfahren zu seiner Herstellung Download PDFInfo
- Publication number
- EP0937548B1 EP0937548B1 EP19980103107 EP98103107A EP0937548B1 EP 0937548 B1 EP0937548 B1 EP 0937548B1 EP 19980103107 EP19980103107 EP 19980103107 EP 98103107 A EP98103107 A EP 98103107A EP 0937548 B1 EP0937548 B1 EP 0937548B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bearing
- drilling
- intermediate shaft
- spindle unit
- mounting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 8
- 238000001816 cooling Methods 0.000 claims description 8
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 6
- 229910000838 Al alloy Inorganic materials 0.000 claims description 3
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims description 3
- 229910000861 Mg alloy Inorganic materials 0.000 claims description 3
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- 229910052749 magnesium Inorganic materials 0.000 claims description 3
- 239000011777 magnesium Substances 0.000 claims description 3
- 239000004411 aluminium Substances 0.000 claims 2
- 239000000463 material Substances 0.000 claims 1
- 238000005553 drilling Methods 0.000 description 23
- 238000009527 percussion Methods 0.000 description 9
- 230000017525 heat dissipation Effects 0.000 description 3
- 210000001520 comb Anatomy 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 239000004020 conductor Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000000034 method Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25D—PERCUSSIVE TOOLS
- B25D16/00—Portable percussive machines with superimposed rotation, the rotational movement of the output shaft of a motor being modified to generate axial impacts on the tool bit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25D—PERCUSSIVE TOOLS
- B25D2211/00—Details of portable percussive tools with electromotor or other motor drive
- B25D2211/06—Means for driving the impulse member
- B25D2211/061—Swash-plate actuated impulse-driving mechanisms
Definitions
- the bearing bridge is adjacent to the swash bearing on which the drive motor opposite side near the drill spindle side End of the countershaft is arranged.
- bearing bridge can be inserted in recordings and can be fixed in one piece in both half-shells of the Half-shell housing are formed, a simple, quick and precise assembly of the entire hammer drill.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Drilling And Boring (AREA)
- Percussive Tools And Related Accessories (AREA)
- Automatic Tool Replacement In Machine Tools (AREA)
Description
- es wird eine vormontierte Bohrspindeleinheit mit einer Hub- und Schlagkolben-Einrichtung und einem Axialdrucklager gemeinsam mit einer die Bohrspindeleinheit lagernden Lagerbrücke in Aufnahmen einer Halbschale eines Halbschalengehäuses eingelegt;
- es wird sodann eine vormontierte Baugruppe umfassend einen Antriebsmotor mit einem Lüftermittel, eine von einer Antriebswelle des Antriebsmotors antreibbare Vorgelegewelle mit einem Taumellager und eine Lagerplatte zur Lagerung der Antriebswelle und zur antriebsseitigen Lagerung der Vorgelegewelle in der Halbschale des Halbschalengehäuses montiert, wobei ein bohrspindelseitiges Lager der Vorgelegewelle in eine seitlich zugängigen Öffnung der Lagerbrücke durch eine Drehbewegung eingeführt wird, nachdem eine Verbindung des Taumellagers mit der Hub- und Schlagkolben-Einheit hergestellt wurde.
- Fig. 1
- eine Schnittdarstellung eines von der Erfindung Gebrauch machenden Bohrhammers;
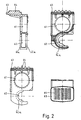
- Fig. 2
- verschiedene Ansichten einer Lagerbrücke gemäß der Erfindung;
- Fig. 3 und Fig. 4
- zwei verschiedene Montagestufen eines Bohrhammers nach der Erfindung.
Claims (7)
- Bohrhammer mit einem Halbschalengehäuse, in dem ein Antriebsmotor (20), eine von diesem antreibbare Vorgelegewelle (40) mit einem Taumellager (42) sowie eine über die Vorgelegewelle (40) und das Taumellager (42) antreibbare Bohrspindeleinheit (50) mit einer Hub- und Schlagkolben-Einheit (51) angeordnet sind, wobei zur Lagerung sowohl der Vorgelegewelle (40) als auch der Bohrspindeleinheit (50) in dem Halbschalengehäuse eine Lagerbrücke (60) fixiert ist, welche einen vorgegebenen Achsabstand der Vorgelegewelle (40) und der Bohrspindeleinheit (50) festlegt, dadurch gekennzeichnet, daß die Lagerbrücke (60) eine erste Öffnung (61) zur Lagerung der Bohrspindeleinheit (50) und eine davon beabstandete seitlich zugängige zweite Öffnung (62) zur Lagerung der Vorgelegewelle (40) aufweist.
- Handwerkzeug nach Anspruch 1, dadurch gekennzeichnet, daß die Lagerbrücke (60) aus einem gut wärmeleitenden Material geringen Gewichts, vorzugsweise aus Aluminium oder Magnesium oder aus einer Aluminium- oder Magnesiumlegierung besteht.
- Handwerkzeug nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, daß an der Lagerbrücke (60) Kühlrippen (64) ausgebildet sind.
- Handwerkzeug nach Anspruch 3, dadurch gekennzeichnet, daß die Kühlrippen (64) im Luftstrom eines von dem Antriebsmotor (20) antreibbaren Lüftermittels (30) angeordnet sind.
- Handwerkzeug nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, daß die Lagerbrücke (60) benachbart zu dem Taumellager (42) auf dessen dem Antriebsmotor (20) abgewandten Seite in der Nähe des bohrspindelseitigen Endes der Vorgelegewelle (40) angeordnet ist.
- Handwerkzeug nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, daß die Lagerbrücke (60) in Aufnahmen (11) einlegbar und fixierbar ist, die einstückig in beiden Halbschalen (10) des Halbschalengehäuses ausgebildet sind.
- Verfahren zur Herstellung eines Bohrhammers nach einem der Ansprüche 1 bis 6, gekennzeichnet durch folgende Schritte:es wird eine vormontierte Bohrspindeleinheit (50) mit einer Hub- und Schlagkolben-Einrichtung (51) gemeinsam mit einer die Bohrspindeleinheit (50) lagernden Lagerbrücke (60) in Aufnahmen (11) einer Halbschale (10) eines Halbschalengehäuses eingelegt und fixiert;es wird sodann eine vormontierte Baugruppe umfassend einen Antriebsmotor (20) mit einem Lüftermittel (30), eine von einer Antriebswelle (21) des Antriebsmotors (20) antreibbare Vorgelegewelle (40) mit einem Taumellager (42) und eine Lagerplatte (22) zur Lagerung der Antriebswelle (21) und zur antriebsseitigen Lagerung der Vorgelegewelle (40) in der Halbschale (10) des Halbschalengehäuses montiert, wobei ein bohrspindelseitiges Lager (44) der Vorgelegewelle (40) in eine seitlich zugängigen Öffnung (62) der Lagerbrücke (60) durch eine Drehbewegung eingeführt wird, nachdem eine Verbindung des Taumellagers (42) mit der Hub- und Schlagkolben-Einheit (51) hergestellt wurde.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PT98103107T PT937548E (pt) | 1998-02-23 | 1998-02-23 | Ferramenta e processo destinado a sua construcao |
| EP19980103107 EP0937548B1 (de) | 1998-02-23 | 1998-02-23 | Handwerkzeug und Verfahren zu seiner Herstellung |
| DE59800786T DE59800786D1 (de) | 1998-02-23 | 1998-02-23 | Handwerkzeug und Verfahren zu seiner Herstellung |
| ES98103107T ES2157620T3 (es) | 1998-02-23 | 1998-02-23 | Herramienta y procedimiento para su fabricacion. |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19980103107 EP0937548B1 (de) | 1998-02-23 | 1998-02-23 | Handwerkzeug und Verfahren zu seiner Herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0937548A1 EP0937548A1 (de) | 1999-08-25 |
| EP0937548B1 true EP0937548B1 (de) | 2001-05-30 |
Family
ID=8231465
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19980103107 Expired - Lifetime EP0937548B1 (de) | 1998-02-23 | 1998-02-23 | Handwerkzeug und Verfahren zu seiner Herstellung |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0937548B1 (de) |
| DE (1) | DE59800786D1 (de) |
| ES (1) | ES2157620T3 (de) |
| PT (1) | PT937548E (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2105261A1 (de) * | 2008-03-27 | 2009-09-30 | AEG Electric Tools GmbH | Elektrowerkzeug, insbesondere Bohr- und/oder Meißelhammer |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2105336A1 (de) * | 1971-02-05 | 1972-08-10 | Bosch Gmbh Robert | Lagerbrucke im Getriebe eines Kraftwerkzeugs |
| DE3712456A1 (de) * | 1987-04-11 | 1988-10-27 | Licentia Gmbh | Elektropneumatisch arbeitender drehschlagbohrhammer |
-
1998
- 1998-02-23 DE DE59800786T patent/DE59800786D1/de not_active Expired - Fee Related
- 1998-02-23 EP EP19980103107 patent/EP0937548B1/de not_active Expired - Lifetime
- 1998-02-23 PT PT98103107T patent/PT937548E/pt unknown
- 1998-02-23 ES ES98103107T patent/ES2157620T3/es not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE59800786D1 (de) | 2001-07-05 |
| PT937548E (pt) | 2001-11-30 |
| ES2157620T3 (es) | 2001-08-16 |
| EP0937548A1 (de) | 1999-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1937978B1 (de) | Kühlerlüfter für ein kraftfahrzeug | |
| DE3239283C2 (de) | ||
| DE69315610T2 (de) | Kraftgetriebener Bohrhammer | |
| DE69625758T2 (de) | Lüftereinheit | |
| EP0376178B1 (de) | Werkzeugmaschine mit gekühlter Motorspindel | |
| DE10056964B4 (de) | Elektrowerkzeug mit Bürstenhaltern und Verfahren zu dessen Montage | |
| DE102012202460A1 (de) | Elektromotorische Getriebevorrichtung mit einstückigem Gehäuse | |
| EP0794038B1 (de) | Handwerkzeug mit Anordnung zum Kühlen | |
| DE112008002425T5 (de) | Antriebseinheit | |
| WO2020094513A1 (de) | Elektrische maschine mit einer fluid-kühleinrichtung | |
| EP0984545A2 (de) | Elektrowerkzeug | |
| EP0990820A2 (de) | Motorgetriebeeinheit mit gemeinsamer Kühlung | |
| EP1921962B1 (de) | Küchengerät mit einer verstärkten elektromotor-getriebestufen-anordnung und verfahren zum herstellen eines elektromotorischen küchengerätes | |
| DE1604274B2 (de) | Vorrichtung zum heizen oder kuehlen von luft mittels eines umlaufenden fluegelrades mit nach dem peltier effekt arbei tenden thermoelektrischen elementen | |
| AT403864B (de) | Kühlsystem für eine elektrische maschine | |
| DE19600339C1 (de) | Handwerkzeug | |
| EP0937548B1 (de) | Handwerkzeug und Verfahren zu seiner Herstellung | |
| DE102018131958A1 (de) | Bremssystem mit einem Bremszylinder mit mehreren Druckkolben; sowie elektrische Radantriebseinheit | |
| WO2012055734A2 (de) | Vakuumpumpe | |
| EP1104378B1 (de) | Elektrisch unterstützte lenkhilfe mit kompaktem planetengetriebe | |
| DE10250171B4 (de) | Kraftfahrzeugwechselstrommaschine mit einem Kühllufteinlaßfenster, welches einen ungleichmäßigen Öffnungsbereich entlang der Drehrichtung besitzt | |
| EP3200327B1 (de) | Luftgekühlte elektrische maschine | |
| EP2638295A1 (de) | Kunststofflüfter mit eingebettetem metallring | |
| DE102022203237B3 (de) | Antriebsbaugruppe für ein mit Muskelkraft angetriebenes Fahrzeug und Fahrzeug mit einer solchen Antriebsbaugruppe | |
| DE102021132595B4 (de) | Elektrisches Antriebssystem mit zwei Antriebsmaschinen und gehäuseseitiger Statorverschraubung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19980305 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE ES FR GB IE IT LI NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17Q | First examination report despatched |
Effective date: 20000111 |
|
| AKX | Designation fees paid |
Free format text: CH DE ES FR GB IE IT LI NL PT SE |
|
| AXX | Extension fees paid |
Free format text: LT PAYMENT 19991116;LV PAYMENT 19991116;RO PAYMENT 19991116;SI PAYMENT 19991116 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES FR GB IE IT LI NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: LT PAYMENT 19991116;LV PAYMENT 19991116;RO PAYMENT 19991116;SI PAYMENT 19991116 |
|
| LTIE | Lt: invalidation of european patent or patent extension | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20010530 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20010530 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 59800786 Country of ref document: DE Date of ref document: 20010705 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2157620 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20010830 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20010814 |
|
| ET | Fr: translation filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20010829 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020228 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20090225 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20090216 Year of fee payment: 12 Ref country code: DE Payment date: 20090226 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090223 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090227 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20090217 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20100823 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100223 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20101029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100823 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100223 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100223 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20110408 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110324 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100224 |