EP0962392B1 - Formkasten - Google Patents
Formkasten Download PDFInfo
- Publication number
- EP0962392B1 EP0962392B1 EP19980121436 EP98121436A EP0962392B1 EP 0962392 B1 EP0962392 B1 EP 0962392B1 EP 19980121436 EP19980121436 EP 19980121436 EP 98121436 A EP98121436 A EP 98121436A EP 0962392 B1 EP0962392 B1 EP 0962392B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- shaping mould
- air
- box
- molding box
- rear end
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000007493 shaping process Methods 0.000 title claims 14
- 238000004806 packaging method and process Methods 0.000 claims description 23
- 238000000465 moulding Methods 0.000 description 59
- 235000013580 sausages Nutrition 0.000 description 23
- 238000010411 cooking Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 2
- 235000013372 meat Nutrition 0.000 description 2
- 238000009461 vacuum packaging Methods 0.000 description 2
- 238000009835 boiling Methods 0.000 description 1
- 235000008429 bread Nutrition 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/24—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for shaping or reshaping completed packages
Definitions
- the invention relates to a molding box with longitudinal edges (22) abutting one another Sidewalls (12) extending longitudinally from two opposite Limits are limited, and with a closable opening for recording a loosely filled, tubular or bag-shaped packaging wrapper.
- a tubular or bag-shaped packaging wrap is first partially filled with contents, such as sausage meat and sealed.
- contents such as sausage meat and sealed.
- the Packaging remains slack and can thus be deformed.
- the locked, flaccid packaging is then placed in a molding box, through the open longitudinal side of the molding box.
- the contents must first of Hand evenly distributed in the packaging shell, as these are otherwise do not press in the box. After inserting the packaging in the Mold box is still the enclosed by the packaging casing contents once evenly distributed in the mold box.
- the product is filled by means of a lid pressed in the mold and stabilized by boiling so that it Retains shape even after removal from the mold box.
- that Insert the packaging into the molding box and distribute it evenly Fillings in the mold box is very time consuming and requires a lot of strength and skill.
- EP 0 503 740 A1 describes a molding box for smoothing the sheath of the Cross-section of rectangular, filled with a granular mass vacuum packaging.
- This shape box includes an outer shape box into which an inner shape box Mold box can be used.
- the longitudinal edges of the inner molding box are designed as a column and the interior of the molding box can by an air duct about this column and two centrally in the end faces of the outer Molded air connections are vented or vented. It can the side surfaces of the inner mold box move relative to each other and lay flat against the vacuum packaging.
- the invention is based on the object, the production of molded hose or Simplify bag packaging.
- Such a molding box can be quickly and easily filled without effort and Drain.
- For filling is on the air connection of the mold box vacuum or vacuum, so that air is sucked out of the mold box interior.
- a partially filled sausage is placed on the opening and by the negative pressure without Use of forces of the operator pulled into the molding box, with the Filling the wrapping evenly distributed in the mold box.
- a molding box is preferred in which in the corners of the rear Front wall Air outlets are located, which are in communication with the air connection and be sucked out of the molding box by the air or blown into it can.
- Air inlets in the corners of the mold box have the advantage that they are of the Packaging in the molding box can not be clogged before packing Completely fill in the form box.
- the molding box has the shape of an elongated Cuboid with square end faces.
- the front sides can thereby about the size of a Toastbrotusion have and may have rounded Corners.
- Such a mold box is ideal for making sausage as toast bread.
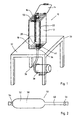
- the molding box 10 of FIG. 1 has the shape of an elongated cuboid with four elongated side walls 12 and two end walls at front sides of the cuboid.
- Fig. 1 One of the end walls is designed as a hinged lid 14.
- the Lid 14 is opened and releases an opening 16.
- the rear end wall 18 is provided with an air connection 20.
- the elongated side walls 12 of the molding box 10 do not abut each other pointedly, but in each case in a rounding into each other.
- the molding box thus has none of each two pointed side walls formed, but rounded longitudinal edges 22.
- the corners of the lid 14 and the Rear end wall 18 are rounded accordingly.
- the rear end wall 18 has a central air connection, the leads directly into the mold box interior.
- the Air connection not or not only directly into the mold box interior, but is available Air passages in the corners of the end wall 18 in conjunction.
- the air connection can also only in a corner of the rear End wall 18 or in the immediate vicinity in an adjacent side wall 12 are located.
- the molding box 10 stands with its rear end wall 18 on a work table 30 with a table top 32.
- a connecting piece 34 is incorporated, which protrudes through the table top 32.
- Below the table top is an air line 36 connected to the connecting piece 34, which leads to a Vacuum generator 38 under the table top 32 leads.
- the air connection 20 in the rear end wall 18 of the flask 10 engages from the tabletop top in the connecting piece 34 a.
- a seal 40 between connecting pieces 34 and Air connection 20 ensures that the connection between the air connection 20 and the connecting piece 34 is airtight, so that the interior of the molding box 10th is connected to the vacuum generator 38 in the illustrated state.
- the connection between air port 20 and connecting piece 34 is detachable, so that the Mold box 10 can be removed at any time from the work table 30.
- FIG. 2 shows a sketch of the sausage 50 before insertion into the molding box.
- the sausage consists of one with contents, e.g. Sausage meat, filled tubular Packaging casing 52, which at both ends with a respective sealing clip 54 and 56 is closed.
- the packaging shell is not bulging, but only partially filled, which in Fig. 2 by a bulging portion 58 and a Gregutelle braid 60 is shown.
- the total length of the partially filled sausage 50 corresponds to the length of the molding box (in its illustrated in Fig. 1 position this is the height of the box above the table top).
- the scope of the packaging wrapper 52 corresponds to the circumference of the cross section of the molding box (with reference to FIG. 1) this is the cross section parallel to the table top) or is slightly larger than this.
- the volume of the contents - this also corresponds to the volume of Partially filled packaging casing - corresponds to the capacity of the molding box.
- the molding box 10 For filling the molding box 10 with a sausage, the molding box is as in Fig. 1 shown placed on the work table 30.
- the air connection 20 of the molding box 10 is on the end piece 34 and the air line 36 to the Vacuum generator 38 connected.
- By starting the vacuum generator 38 or by opening a valve (not shown) between vacuum generator 38 and connecting links 34 is on the air connection 20 of the molding box 10 vacuum or vacuum, so that air from the molding box inside is sucked off.
- a partially filled sausage 50 is placed on the opening 16 of the Mold box 10 set and by the negative pressure without the use of forces of the Operator pulled into the molding box 10, wherein the contents in the Verpakkungshülle 52 evenly distributed in the mold box 10.
- the shape of the sausage is then cooked by cooking the sausage in the molding box stabilized.
- the molding box with closed lid from the work table decreased.
- the molding box 10 are set with its air connection 20 to a tuyere or he is again placed as shown in Fig. 1 on the work table and the Connection to the vacuum generator 38 switched so that the vacuum generator 38 an overpressure on the air port 20 is given.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packages (AREA)
- Processing Of Meat And Fish (AREA)
- Vacuum Packaging (AREA)
Description
- Fig. 1
- einen Formkasten zur Herstellung von Vierkantwürsten samt Zubehör;
- Fig. 2
- eine teilgefüllte Wurst.
Claims (4)
- Formkasten (10) mit an Längskanten (22) aufeinanderstoßenden Seitenwänden (12), die in Längsrichtung von zwei gegenüberliegenden Stirnseiten begrenzt werden, und mit einer verschließbaren Öffnung (16) zur Aufnahme einer locker befüllten, schlauch- oder beutelförmigen Verpackungshülle, wobei sich die Öffnung (16) an einer ersten Stirnseite des Formkastens (10) befindet und der Formkasten (10) auf seiner der ersten Stirnseite gegenüberliegenden hinteren Stirnseite durch eine hintere Stirnwand (18) abgeschlossen ist und einen Luftanschluss (20) aufweist, um Luft zumindest im an die hintere Stirnwand (18) angrenzenden Bereich aus dem Formkasten (10) abzusaugen und auf diese Weise eine Verpackung in das Innere des Formkastens (10) zu saugen oder um Luft zumindest in den an die hintere Stirnwand (18) angrenzenden Bereich in des Formkasten (10) einzublasen und auf diese Weise die Verpackung aus dem Formkasten (10) zu drücken,
dadurch gekennzeichnet, dass jeweils zwei benachbarte Seitenwände ; abschnittsweise in einer Rundung ineinander übergehen, so dass die Längskanten (22) des Formkastens (10) auf der Formkasteninnenseite zumindest abschnittsweise abgerundet sind. - Formkasten (10) nach Anspruch 1,
dadurch gekennzeichnet, dass sich im Bereich der Ecken der hinteren Stirnwand (18) Luftdurchlässe befinden, die mit dem Luftanschluss (20) in Verbindung stehen und durch die Luft aus dem Formkasten (10) abgesaugt oder in ihn eingeblasen werden kann. - Formkasten (10) nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass er die Form eines längsgestreckten Quaders mit quadratischen Stirnflächen hat. - Formkasten (10) nach einem der vorstehenden Ansprüche,
dadurch gekennzeichnet, dass der Luftanschluss (20) über einen Anschlussstutzen (34) eines Arbeitstisches (30) luftdicht an ein Unterdruckerzeuger (38) anschließbar ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19753002 | 1997-11-30 | ||
| DE1997153002 DE19753002C2 (de) | 1997-11-30 | 1997-11-30 | Formkasten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0962392A1 EP0962392A1 (de) | 1999-12-08 |
| EP0962392B1 true EP0962392B1 (de) | 2005-11-09 |
Family
ID=7850226
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19980121436 Expired - Lifetime EP0962392B1 (de) | 1997-11-30 | 1998-11-11 | Formkasten |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0962392B1 (de) |
| DE (2) | DE19753002C2 (de) |
| DK (1) | DK0962392T3 (de) |
| ES (1) | ES2251054T3 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10315562B3 (de) * | 2003-04-05 | 2004-10-21 | Poly-Clip System Gmbh & Co Kg | Verfahren und Vorrichtung zur Herstellung von im Querschnitt mehrkantigen oder von der Kreisform abweichenden Schlauchpackungen |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3352231A (en) | 1964-11-12 | 1967-11-14 | Continental Carbon Co | Apparatus for shaping bags |
| DE3121101C1 (de) * | 1981-05-27 | 1982-11-04 | Herbert Dipl.-Ing. 6240 Königstein Niedecker | Verfahren zum Fuellen und Verschliessen von am Ende verschlossenen Wursthuellen auf einer kombinierten Fuell- und Verschliessmaschine |
| US4485712A (en) * | 1981-12-28 | 1984-12-04 | Gerber Garment Technology, Inc. | Method and apparatus for holding sheet material in a sectioned vacuum bed |
| DE3840522C2 (de) * | 1987-12-22 | 1994-07-21 | Niedecker Herbert | Verfahren zum Füllen und Verschließen von bereits an einem Ende verschlossenen Verpackungshüllen |
| NL9100430A (nl) * | 1991-03-11 | 1992-10-01 | Sara Lee De Nv | Werkwijze en inrichting voor het bewerken van een met korrelig materiaal gevuld vacuuempak. |
-
1997
- 1997-11-30 DE DE1997153002 patent/DE19753002C2/de not_active Expired - Fee Related
-
1998
- 1998-11-11 ES ES98121436T patent/ES2251054T3/es not_active Expired - Lifetime
- 1998-11-11 EP EP19980121436 patent/EP0962392B1/de not_active Expired - Lifetime
- 1998-11-11 DK DK98121436T patent/DK0962392T3/da active
- 1998-11-11 DE DE59813178T patent/DE59813178D1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| DE19753002A1 (de) | 1999-07-15 |
| DE59813178D1 (de) | 2005-12-15 |
| DE19753002C2 (de) | 1999-11-04 |
| DK0962392T3 (da) | 2005-12-05 |
| ES2251054T3 (es) | 2006-04-16 |
| EP0962392A1 (de) | 1999-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0241844B1 (de) | Flüssigkeitspackung mit Griff | |
| DE1529970B2 (de) | Verfahren zur herstellung eines boden und seitenwaende auf weisenden behaelters | |
| DE2435154C3 (de) | Vorrichtung zum Zubereiten von scheibenartig geformten Lebensmitteln | |
| DE1561968A1 (de) | Verpackungsverfahren | |
| WO2012028395A1 (de) | Zigarettenpackung mit symmetrischen seitlichen hohlraum | |
| DE2411093A1 (de) | Verfahren und vorrichtung zur herstellung von einzelverpackten suesswarenteilen | |
| EP1269832B1 (de) | Verfahren zum Herstellen eines Käselaibes | |
| DE60207750T2 (de) | Starrer behälter für tabakartikel mit abgerundeten oder abgeschrägten quer- und längsrändern | |
| DE2342138C2 (de) | Vorrichtung zum Abtransportieren von Preßballen aus Tabak, insbesondere Tabakblättern, von einer Ballenpresse | |
| DE69101511T2 (de) | Papierpartikelsammelvorrichtung für eine Verpackungsmaschine. | |
| DE2517660C2 (de) | Gießform | |
| EP0962392B1 (de) | Formkasten | |
| DE69402750T2 (de) | Vorrichtung und Verfahren zum Pressformen von Verpackungskissen unter Verwendung von Kreislaufpapier oder Pulpe | |
| DE3840522C2 (de) | Verfahren zum Füllen und Verschließen von bereits an einem Ende verschlossenen Verpackungshüllen | |
| DE2903948C2 (de) | Vorrichtung zum Füllen von Form- und Kernkästen | |
| DE2943212T1 (de) | Apparatus for vacuum treatment of cheese | |
| DE2848505A1 (de) | Vorrichtung zum abfuellen von hochvoluminoesen pulverfoermigen stoffen in staubdichte behaelter | |
| DE2536030C3 (de) | Verfahren und Vorrichtung für die staubfreie Entleerung von losem, binderfreiem Sand enthaltende Formkästen | |
| CH485417A (de) | Pressvorrichtung für Fleischwaren, insbesondere für Schinken | |
| DE2407878C2 (de) | Kastenlose Gießform | |
| DE2516158C3 (de) | Formkasten für vakuumgebundene Gießformen | |
| DE1251207B (de) | Vorrichtung zum emballieren von faserigem gut | |
| DE2164782C3 (de) | Verfahren und Vorrichtung zur vollautomatischen Herstellung von Verpackungsbehältern | |
| DE4426080C2 (de) | Füllvorrichtung zum Füllen und Entlüften von Ventilsäcken | |
| DE3911732A1 (de) | Vorrichtung zur abpackung von gruppierten einzelpackungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19990225 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE DK ES FR NL SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid |
Free format text: BE DE DK ES FR NL SE |
|
| 17Q | First examination report despatched |
Effective date: 20020830 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE DE DK ES FR NL SE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REF | Corresponds to: |
Ref document number: 59813178 Country of ref document: DE Date of ref document: 20051215 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2251054 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060810 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20071126 Year of fee payment: 10 Ref country code: SE Payment date: 20071126 Year of fee payment: 10 |
|
| BERE | Be: lapsed |
Owner name: *POLY-CLIP SYSTEM G.M.B.H. & CO. K.G. Effective date: 20081130 |
|
| EUG | Se: european patent has lapsed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081112 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CA Effective date: 20120917 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59813178 Country of ref document: DE Representative=s name: EISENFUEHR, SPEISER & PARTNER, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 59813178 Country of ref document: DE Representative=s name: EISENFUEHR SPEISER PATENTANWAELTE RECHTSANWAEL, DE Effective date: 20130827 Ref country code: DE Ref legal event code: R081 Ref document number: 59813178 Country of ref document: DE Owner name: POLY-CLIP SYSTEM GMBH & CO. KG, DE Free format text: FORMER OWNER: POLY-CLIP SYSTEM GMBH & CO KG, 60489 FRANKFURT, DE Effective date: 20130827 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20141124 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20141120 Year of fee payment: 17 Ref country code: DE Payment date: 20141201 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20141120 Year of fee payment: 17 Ref country code: FR Payment date: 20141118 Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59813178 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20151130 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20151201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160729 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160601 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151130 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20161228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151112 |